JP6571724B2 - 生産ラインシステム - Google Patents
生産ラインシステム Download PDFInfo
- Publication number
- JP6571724B2 JP6571724B2 JP2017140138A JP2017140138A JP6571724B2 JP 6571724 B2 JP6571724 B2 JP 6571724B2 JP 2017140138 A JP2017140138 A JP 2017140138A JP 2017140138 A JP2017140138 A JP 2017140138A JP 6571724 B2 JP6571724 B2 JP 6571724B2
- Authority
- JP
- Japan
- Prior art keywords
- product
- hook
- cart
- carriage
- production line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Automatic Assembly (AREA)
- Platform Screen Doors And Railroad Systems (AREA)
- Handcart (AREA)
Description
本発明の目的は、作業性及び生産性を向上させることが可能な生産ラインシステムを提供することにある。
また、上記発明において、前記コーナー部(80d)は、所定半径の円弧で形成される、あるいは、前記コーナー部(80d)は、一対の所定半径の円弧と、これらの円弧間を結ぶとともに作業者(85)の前方に位置する直線とからなる曲線で形成され、前記製品台車(20)及び前記部品台車(50)が、作業時に前記コーナー部(80d)上に位置するようにしても良い。
また、上記発明において、前記連結装置(60)は、左右方向への屈曲を可能とする第1揺動軸(78)を有する前後方向に延びる連結ロッド(75)を備え、前記部品台車(50)は、左右に転舵不能に取付けられた前車輪(56)と、左右に転舵可能に取付けられた後車輪(57)とを備えても良い。
また、上記発明において、走行ラインには、左に曲がる曲線の内側に左側作業スペースが設けられ、右に曲がる曲線の内側に右側作業スペースが設けられるので、走行ラインの両側で組立作業を行うことができ、生産性を向上させることができる。
また、上記発明において、連結装置は、左右方向への屈曲を可能とする第1揺動軸を有する前後方向に延びる連結ロッドを備え、部品台車は、左右に転舵不能に取付けられた前車輪と、左右に転舵可能に取付けられた後車輪とを備えるので、曲線部を走行した時も、部品台車の走行ラインが、製品台車の走行ラインに近い所を走行するように出来る。
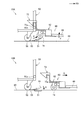
図1は、生産ラインにおいて製品11を組み立てる組立装置10を示す側面図である。
組立装置10は、生産ラインに備える走行ライン80(図2参照)上を移動しつつ製品11の組立てを行うものである。組立装置10は、組み立てられる自動二輪車等の製品11を載せる製品台車20と、製品11の組立てに必要な部品13〜16を載せる部品台車50と、製品台車20及び部品台車50のそれぞれを連結する連結装置60とを備える。
製品台車20は、台車フレーム21と、台車フレーム21の中央部下部に設けられた走行駆動部22と、台車フレーム21の前部及び後部にそれぞれ設けられた左右一対の前車輪23及び左右一対の後車輪24と、台車フレーム21の中央部上部に設けられたポスト32とを備える。
走行駆動部22は、台車フレーム21に回転可能に支持された駆動車輪27と、駆動車輪27を駆動する電動モータ28と、電動モータ28に電力を供給するバッテリ29とを備える。
前車輪23及び後車輪24は、台車フレーム21の前部及び後部にそれぞれ取付けられ、前車輪23及び後車輪24は共に、製品台車20の進行方向に対して左右に転舵可能である。
台車フレーム21の前部下部には、走行ライン80を形成するために工場の床面89に設けられた磁気テープを検出する磁気センサー34が設けられている。また、台車フレーム21の後部下部には、連結装置60の前端を取付けるための前側連結部36が設けられている。更に、台車フレーム21の前端部及び後端部には、外部との無線通信を行うためのアンテナ38がそれぞれ設けられている。
台車フレーム21は、台車カバー41で覆われている。
部品台車50は、複数の棚51〜54を有するラック55と、ラック55の下端部に設けられた左右一対の前車輪56及び左右一対の後車輪57とからなる。
ラック55の複数の棚51〜54には、製品11に組付けられる部品13〜16が載せられている。左右の前車輪56は、前後方向を向き、左右に転舵不能に設けられる。左右の後車輪57は、左右に転舵可能に設けられる。
部品台車50のラック55の前部下部には、連結装置60の後端部が係止されている。
この構成によれば、製品台車20によって部品台車50を牽引することができ、部品台車50の走行を安定させることができる。
なお、図2では、組立装置10を模式的に描いている(以降の図においても同じ。)。
生産ラインには、直線及び曲線からなる走行ライン80が設けられ、この走行ライン80上を組立装置10が走行する。図中の白抜き矢印は、組立装置10の走行する方向を示している。走行ライン80は、工場の床面89に固定された磁気テープによって形成される。磁気テープは、組立装置10の製品台車20に設けられた磁気センサー34(図1参照)によって検知され、これによって、組立装置10が走行ライン80に沿って走行することが可能になる。
作業スペース81は、走行ライン80のコーナー部80aの内側に設けられる。また、作業スペース82〜84は、走行ライン80が蛇行する蛇行部80bの曲線の内側に設けられる。蛇行部80bは、複数のコーナー部80c,80d,80eが連続する部分である。作業スペース81,82,84は、走行ライン80が右側に曲がるコーナー部80a,80c,80eの内側に設けられる右側作業スペースであり、作業スペース83は、走行ライン80が左側に曲がるコーナー部80dの内側に設けられる左側作業スペースである。
蛇行部80bを構成する各コーナー部80c,80d,80eでは、組立装置10は、作業者85の前で一時停止する。詳しくは、製品台車20と部品台車50とは、コーナー部80c,80d,80eの各頂点80gを跨いで停止する。
各作業者85は、組立装置10が停止している間に、部品台車50から部品を取り出し、その部品を製品台車20の製品11に組付ける。
このとき、組立装置10(詳しくは、連結装置60)は、各コーナー部80c,80d,80eに沿って屈曲するため、作業者85から製品台車20(詳しくは、製品11)までの距離L1と、作業者85から部品台車50(詳しくは、部品13〜16(図1参照))までの距離L2とがほぼ等しく、且つ、従来、製品台車と部品台車とが直線状の走行ラインを走行する場合に比べて、距離L1,L2が短くなっている。これによって、作業者85が組立作業中に移動する距離が短くなり、作業者85の負担が軽減される。また、組立作業時間が短縮される。これによって、作業性及び生産性を向上させることができる。
また、蛇行部80bでは、各コーナー部80c,80d,80eが隣接するとともにスムーズに繋がるため、例えば、走行ラインに単独のコーナー部を複数設ける場合に比べて、組立装置10をスムーズに走行させることができ、作業効率を高めることができる。
蛇行部80bのコーナー部80dは、半径Rの円弧で形成される、あるいは、コーナー部80dは、一対の半径Rの円弧と、これらの円弧間を結ぶとともに作業者85の前方に位置する直線とからなる曲線で形成されている。円弧の半径Rは、100〜140cmである。
製品台車20及び部品台車50が円弧状のコーナー部80d上に位置することで、作業者85は、自身の横方向の移動距離を短くしつつ矢印で示すように体の向きをわずかに変えるだけで、製品台車20及び部品台車50にそれぞれ対面して作業を行うことが可能になる。
この構成によれば、製品台車20と部品台車50とが直線状に並ぶよりも、作業者85から製品台車20及び部品台車50までの距離を近づけることができ、製品11の組立時における作業性及び生産性を向上させることができる。
また、走行ライン80には、左に曲がる曲線の内側に左側作業スペースとしての作業スペース83が設けられ、右に曲がる曲線の内側に右側作業スペースとしての作業スペース81,82,84が設けられる。
この構成によれば、走行ライン80の両側で組立作業を行うことができ、生産性を向上させることができる。
図5及び図6に示すように、連結装置60は、製品台車20の後部に連結される前部連結部61と、部品台車50に連結される後部連結部62と、前部連結部61及び後部連結部62をそれぞれ揺動可能に連結する揺動部63とから構成される。
前部連結部61は、製品台車20の前側連結部36にボルト・ナット等の締結部材で締結される締結プレート65と、締結プレート65に取付けられた側面視L字形状の中間部材66と、中間部材66の後部下部から後方に延びる前側ロッド67とを備える。
後部連結部62は、後側ロッド69、後部プレート71、車輪支持プレート72、フック73、連結車輪74、車輪カバー76、バンパーセンサー77を備える。
揺動部63は、前側連結部61の前側ロッド67の後端部に上下方向に延びる第1揺動軸78を介して左右揺動可能に連結された上アーム63aと、後側ロッド69の前端部に左右方向に延びる第2揺動軸79を介して上下揺動可能に連結された左右一対の横アーム63bとを一体に備える。
上記した前側ロッド67、後側ロッド69及び揺動部63は、連結ロッド75を構成する。連結ロッド75は、第1揺動軸78及び第2揺動軸79を備える。
この構成によれば、走行ライン80(図2参照)の曲線部を走行した時も、部品台車50の走行ラインが、製品台車20の走行ラインに近い所を走行するように出来る。
図7に示すように、連結解除機構90は、部品台車50に組付けるべき部品が無くなったときに、走行ライン80の所定位置で、製品台車20と部品台車50との連結を自動で解除するものである。
連結解除機構90は、走行ライン80と直交するように床面89に上下揺動可能に設けられたフラップ91と、フラップ91を床面89に沿うように付勢するスプリング92と、走行する製品台車20に当てられることでフラップ91を床面89から上方に揺動させる作動リンク機構93とを備える。
スプリング92は、床面89とフラップ91とにそれぞれ取付けられた板ばねである。なお、スプリング92としては、板ばねに限らず、圧縮コイルばね、引張コイルばね、ねじりコイルばねやその他のばね、錘等、フラップ91を床面89に沿うように付勢する付勢部材であれば良い。
作動リンク機構93は、軸支持部100、第1リンク101、第2リンク102、第3リンク103を備える。
上記図2及び図8において、複数の組立装置10と、走行ライン80と、連結解除機構90は、生産ラインシステム120を構成する。
この構成によれば、組立装置10が走行中に、連結解除機構90によって連結車輪74を持ち上げることで、製品台車20から部品台車50を自動で切り離すことが可能になり、作業性を向上させることができる。
この構成によれば、作動リンク機構93を、簡単な構造とすることができ、作動リンク機構93のコストを抑えることができる。
図9は、連結解除機構90による部品台車50の切り離しの作用を示す第1作用図であり、平面視による組立装置10及び連結解除機構90の状態を状態図9Aで示し、側面視による組立装置10及び連結解除機構90の状態を状態図9Bで示す。
図10は、連結解除機構90による部品台車50の切り離しの作用を示す第2作用図であり、図9の状態図9Bの要部を拡大した状態図10Aと、状態図10Aの直後の時刻における状態図10Bとを示す。
これにより、第2リンク102は、矢印Bに示すように後方に移動する。この結果、第3リンク103が、矢印Cに示すように後方に揺動するとともに、第3リンク103と一体的にフラップ91が、矢印Dに示すように上方に揺動する。このとき、第3リンク103及びフラップ91は、ヒンジ軸95aを中心にして揺動する。また、このとき、部品台車50は、フラップ91の後方に位置する。
図10の状態図10Bにおいて、製品台車20が連結装置60と共に矢印Gに示すように前方に移動すると、図9の状態図9Aにおいて、第1リンク101が、製品台車20の前方への移動に伴って製品台車20の当接部21aから外れて想像線で示した初期位置に戻る。この結果、状態図10Bにおいて、フラップ91が、スプリング92(図7参照)の付勢力により、矢印Hに示すように揺動して床面89に沿った位置に戻る。
この構成によれば、製品台車20の移動を利用して、部品台車50の連結を解除することができ、生産ラインシステム120(図2参照)のコストを抑えることができる。
状態図11Aに示すように、部品台車50が、後方へ移動できないように停車した状態で、連結装置60を、矢印Jに示すように製品台車20(図1参照)と共に後方へ移動させる。これにより、連結装置60のフック73の傾斜後端面73cが、部品台車50のクロスバー50aに当たる。
更に、連結装置60が後方へ移動すると、状態図11Bに示すように、フック73の傾斜後端面73cは、部品台車50のクロスバー50aに乗り上げ、連結装置60の後部連結部62は、矢印Kに示すように、後方斜め上方へ移動する。状態図11Bは、フック73の傾斜後端面73cの下端がクロスバー50aに乗り上げた状態を示している。
また、図11の状態図11Aの状態において、製品台車20(図6参照)及び製品台車20の後方の連結装置60が、前方へ移動できないように停車した状態で、部品台車50を前進させる。このようにしても、連結装置60を状態図11Aの状態から状態図11Bの状態とすることができ、最終的に、製品台車20に連結装置60を介して部品台車50が連結された状態とすることができる。
この構成によれば、製品台車20を後進、又は部品台車50を製品台車20の後方の連結装置60へ前進させるだけで、製品台車20に部品台車50を容易に連結することができ、使い勝手を向上させるとともに、連結ロッド75のコストを抑えることができる。
11 製品
20 製品台車
27 駆動車輪
28 電動モータ(駆動源)
50 部品台車
50a クロスバー(フック被係止部)
56 前車輪
57 後車輪
60 連結装置
73 フック
73c 傾斜後端面(フック傾斜面)
74 連結車輪(連結ロッド車輪)
75 連結ロッド
78 第1揺動軸
79 第2揺動軸
80 走行ライン
81,82,84 作業スペース(右側作業スペース)
83 作業スペース(左側作業スペース)
85 作業者
89 床面(走行面)
90 連結解除機構(リフト機構)
91 フラップ
92 スプリング(付勢部材)
93 作動リンク機構
100a 支軸
101 第1リンク
102 第2リンク
103 第3リンク
Claims (9)
- 組み立てられる製品(11)を載せる製品台車(20)と、前記製品(11)の組立に必要な部品を載せる部品台車(50)とが前後に連結された組立装置(10)の走行途中に前記製品(11)の組立を行う生産ラインシステムにおいて、
前記組立装置(10)の走行ライン(80)を左右方向に曲げて曲線状に形成し、その曲線の内側に組立を行う作業者(85)の作業スペース(81,82,83,84)を設け、
前記作業スペース(81,82,83,84)は、前記走行ライン(80)の曲線の単独のコーナー部(80a)の内側、前記走行ライン(80)が蛇行する蛇行部(80b)の曲線の複数の連続するコーナー部(80c,80d,80e)の各内側に設けられ、
前記蛇行部(80b)では、前記走行ライン(80)に設けられる前記作業スペース(82,83,84)は、左に曲がる曲線の内側の左側作業スペース(83)と、右に曲がる曲線の内側の右側作業スペース(82,84)とに分けられ、
前記組立装置(10)は、前記蛇行部(80b)では、前記製品台車(20)と前記部品台車(50)とは、前記コーナー部(80c,80d,80e)の各頂点(80g)を跨いで一時停止し、前記組立装置(10)が停止している間に、前記製品(11)の組立作業が行われることを特徴とする生産ラインシステム。 - 前記蛇行部(80b)を構成する複数の前記コーナー部(80c,80d,80e)では、前記組立装置(10)は、作業者(85)の前で一時停止し、前記コーナー部(80c,80d,80e)に沿って屈曲することを特徴とする請求項1に記載の生産ラインシステム。
- 前記コーナー部(80d)は、所定半径の円弧で形成される、あるいは、前記コーナー部(80d)は、一対の所定半径の円弧と、これらの円弧間を結ぶとともに作業者(85)の前方に位置する直線とからなる曲線で形成され、前記製品台車(20)及び前記部品台車(50)が、作業時に前記コーナー部(80d)上に位置することを特徴とする請求項1又は2に記載の生産ラインシステム。
- 前記組立装置(10)は、前記製品台車(20)の後方に前記部品台車(50)を連結する連結装置(60)を有し、前記製品台車(20)に、駆動源(28)と、この駆動源(28)によって駆動される駆動車輪(27)とを備えたことを特徴とする請求項1乃至3のいずれか一項に記載の生産ラインシステム。
- 前記連結装置(60)は、左右方向への屈曲を可能とする第1揺動軸(78)を有する前後方向に延びる連結ロッド(75)を備え、
前記部品台車(50)は、左右に転舵不能に取付けられた前車輪(56)と、左右に転舵可能に取付けられた後車輪(57)とを備えることを特徴とする請求項4に記載の生産ラインシステム。 - 前記連結ロッド(75)は、上下方向への屈曲を可能とする第2揺動軸(79)を有し、前記第2揺動軸(79)より後方に、前記組立装置(10)の走行面(89)上を回転して移動する連結ロッド車輪(74)と、前記部品台車(50)に上方から係止するフック(73)とが設けられ、前記走行面(89)に、前記連結ロッド車輪(74)を持ち上げるリフト機構(90)が設けられ、前記リフト機構(90)に前記連結ロッド車輪(74)が乗り上げたときに、前記連結ロッド(75)の前記第2揺動軸(79)より後方の部分が持ち上げられ、前記フック(73)が前記部品台車(50)から係止解除されることを特徴とする請求項5に記載の生産ラインシステム。
- 前記フック(73)は、その後端に後上がりのフック傾斜面(73c)を有し、前記部品台車(50)は、前記フック(73)が係止されるフック被係止部(50a)を有し、前記フック傾斜面(73c)は、前記走行面(89)からの高さが、前記フック被係止部(50a)の上下幅を含む範囲に形成されるとともに、前記フック傾斜面(73c)の上縁が、前記フック被係止部(50a)の前記走行面(89)からの高さより高く配置され、
前記製品台車(20)の後方の前記連結装置(60)と前記部品台車(50)の前部下部とを接触させたときに、前記フック傾斜面(73c)が前記フック被係止部(50a)に当接しつつ上昇して、前記フック(73)が、前記フック被係止部(50a)を乗り越え、前記フック被係止部(50a)に係止することを特徴とする請求項6に記載の生産ラインシステム。 - 前記リフト機構(90)は、前記走行面(89)に上下揺動可能に設けられたフラップ(91)と、前記フラップ(91)を前記走行面(89)に沿うように付勢する付勢部材(92)と、前記製品台車(20)に当てられることで前記フラップ(91)を前記走行面(89)から上方に揺動させる作動リンク機構(93)とを備えることを特徴とする請求項6又は7に記載の生産ラインシステム。
- 作動リンク機構(93)は、前記フラップ(91)の前方の前記走行面(89)側から上方に延びる支軸(100a)に回動可能に支持されるとともに前記製品台車(20)に当接可能に配置された第1リンク(101)と、前記第1リンク(101)に揺動可能に連結されて後方に延びる第2リンク(102)と、前記第2リンク(102)の一端に揺動可能に連結されるとともに他端が前記フラップ(91)に固定された第3リンク(103)とを備えることを特徴とする請求項8に記載の生産ラインシステム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017140138A JP6571724B2 (ja) | 2017-07-19 | 2017-07-19 | 生産ラインシステム |
| BR102018014147-3A BR102018014147B1 (pt) | 2017-07-19 | 2018-07-11 | Sistema de linha de produção |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017140138A JP6571724B2 (ja) | 2017-07-19 | 2017-07-19 | 生産ラインシステム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019018297A JP2019018297A (ja) | 2019-02-07 |
| JP6571724B2 true JP6571724B2 (ja) | 2019-09-04 |
Family
ID=65354912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017140138A Active JP6571724B2 (ja) | 2017-07-19 | 2017-07-19 | 生産ラインシステム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6571724B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110088176B (zh) * | 2016-12-16 | 2022-05-03 | 阿斯制药株式会社 | 聚合物的改性方法、使用其的改性聚合物的制造方法和改性聚合物 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE8602154D0 (sv) * | 1986-05-13 | 1986-05-13 | Electrolux Const Ab | Forvaringssystem |
| JPH0265934A (ja) * | 1988-08-31 | 1990-03-06 | Suzuki Motor Co Ltd | 組立ラインにおける部品の供給方法 |
| JP2000229727A (ja) * | 1999-02-09 | 2000-08-22 | Uni Harts Kk | 台車移送装置 |
| JP2003340659A (ja) * | 2002-05-27 | 2003-12-02 | Shigeru Co Ltd | 組立ラインシステム |
| JP2005177905A (ja) * | 2003-12-17 | 2005-07-07 | Nishikawa Kasei Co Ltd | 組立ラインシステム |
-
2017
- 2017-07-19 JP JP2017140138A patent/JP6571724B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BR102018014147A2 (pt) | 2019-03-12 |
| JP2019018297A (ja) | 2019-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4601543B2 (ja) | 作業車 | |
| JP6552406B2 (ja) | 作業車 | |
| JP6571724B2 (ja) | 生産ラインシステム | |
| JP2014131901A (ja) | 台車の制動構造 | |
| JP2008280021A (ja) | 電動アシスト式駆動輪と台車の連結構造 | |
| CN102826117A (zh) | 一种轻小型电动叉车 | |
| JP2013112096A (ja) | ホイールベース可変型車輌 | |
| JP2009118753A (ja) | 歩行型電動管理機 | |
| JP4437318B2 (ja) | 搬送機及びそれを用いた搬送方法 | |
| JP6646485B2 (ja) | 乗用作業車両 | |
| JP4779683B2 (ja) | 無人搬送車 | |
| JP5707221B2 (ja) | リーチ式フォークリフト | |
| JP2015205557A (ja) | 搬送機 | |
| JP2012030648A (ja) | 作業車両の燃料給油補助装置 | |
| JP6461768B2 (ja) | 作業車 | |
| CN102730113A (zh) | 车辆 | |
| JP4753361B2 (ja) | 昇降リンク構造 | |
| JP4933960B2 (ja) | 自動溶接機 | |
| JP5974820B2 (ja) | 台車 | |
| BR102018014147B1 (pt) | Sistema de linha de produção | |
| JP2012046119A (ja) | 電動台車のサイドガード | |
| JP4737561B2 (ja) | かご台車牽引用アタッチメント | |
| CN107813075B (zh) | 转运器和机械手的连接结构和车门焊接总成输送系统 | |
| JP5812913B2 (ja) | フォークリフトの支持ブラケットおよびフォークリフト | |
| JP5704061B2 (ja) | 連結装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190416 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190806 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190808 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6571724 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |