JP6565415B2 - インプリントモールド製造用の基板およびインプリントモールドの製造方法 - Google Patents
インプリントモールド製造用の基板およびインプリントモールドの製造方法 Download PDFInfo
- Publication number
- JP6565415B2 JP6565415B2 JP2015144664A JP2015144664A JP6565415B2 JP 6565415 B2 JP6565415 B2 JP 6565415B2 JP 2015144664 A JP2015144664 A JP 2015144664A JP 2015144664 A JP2015144664 A JP 2015144664A JP 6565415 B2 JP6565415 B2 JP 6565415B2
- Authority
- JP
- Japan
- Prior art keywords
- hard mask
- core material
- pattern
- material layer
- etching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
Description
このような状況下で、半導体デバイスのパターンを作製する要となるリソグラフィ技術は、デバイスパターンの微細化が進むにつれ露光波長の問題などからフォトリソグラフィ方式の限界が指摘されており、それに代わる微細加工・微細パターニング方法としてインプリント法が注目されている。インプリント法は、表面に微細な凹凸構造を備えた型部材(インプリントモールド)を、被加工基板表面に塗布形成された樹脂等の転写材料に押し付け、凹凸構造を転写材料に等倍で精密に転写させる技術である。そして、例えば、パターン形成された転写材料をレジストマスクとして用いることによって、被加工基板に微細加工を施すことができる。
そこで、より微細なパターンを高い精度で形成するために、電子線リソグラフィ法を用いて基材上に形成した芯材パターンをスリミング加工して、スリミングパターンを形成し、このスリミングパターンを被覆するように側壁デポジット膜を形成し、この側壁デポジット膜をエッチングしてスリミングパターンの側壁に側壁パターンを形成し、その後、スリミングパターンを除去し、側壁パターンをマスクとして基材をエッチングして、微細なパターンを形成する方法が提案されている(特許文献1)。
また、高い精度でインプリントモールドを製造するためには、スリミングパターンの寸法が所定の範囲にあり、欠陥等が存在しないことが重要である。このため、芯材パターンをスリミング加工して形成したスリミングパターンの検査と、この検査で検出された欠陥箇所の修正が必要となる。したがって、スリミングパターンには、精度の高いパターン検査が可能で、かつ、パターンに不要な箇所が存在している欠陥箇所を除去したり、パターンの欠損による欠陥箇所を補充修復することが可能であることが要求される。しかし、従来から芯材パターンとして使用されるレジスト材料、酸化シリコン、窒化シリコン、ポリシリコン等は、欠陥箇所の修正が困難であったり、精度の高いパターン検査が難しいものであり、高い精度でインプリントモールドを製造する上で、支障を来していた。
本発明は、上述のような実状に鑑みてなされたものであり、インプリントモールドを高い精度で製造するための基板と、このような基板を用いたインプリントモールドの製造方法を提供することを目的とする。
本発明の他の態様として、前記芯材層における前記遷移金属の含有量は、1原子%以上であるような構成とした。
本発明の他の態様として、塩素系ガスと酸素との混合ガスを用いた反応性イオンエッチングに対する前記上部ハードマスク材料層のエッチング耐性は、当該反応性イオンエッチングに対する前記基部ハードマスク材料層のエッチング耐性よりも低いような構成とした。
本発明の他の態様として、前記上部ハードマスク材料層の厚さは、前記基部ハードマスク材料層の厚さよりも薄いような構成とした。
本発明の他の態様として、前記上部ハードマスク材料層の光反射率は、前記基部ハードマスク材料層の光反射率と異なるような構成とした。
本発明の他の態様として、前記芯材パターン形成工程において、形成した芯材パターンを所望の寸法まで縮小するスリミングを行うような構成とした。
本発明のインプリントモールドの製造方法は、基材の一の主面に基部ハードマスク材料層と芯材層と上部ハードマスク材料層とがこの順序で積層されているインプリントモールド製造用の基板の前記上部ハードマスク材料層上に、レジストパターンを形成するレジストパターン形成工程と、前記レジストパターンをエッチングマスクとして、前記上部ハードマスク材料層をエッチングして上部ハードマスクを形成する上部ハードマスク形成工程と、前記上部ハードマスクをエッチングマスクとして、前記芯材層をエッチングして芯材パターンを形成する芯材パターン形成工程と、前記上部ハードマスクを除去した後、前記芯材パターンを被覆するように側壁材料膜を形成する側壁材料膜形成工程と、前記側壁材料膜をエッチバックして、前記芯材パターンの上面と前記基部ハードマスク材料層とを露出させるとともに、前記側壁材料膜を前記芯材パターンの側壁に残して、前記側壁材料膜からなる側壁パターンを形成するエッチバック工程と、前記芯材パターンを除去する芯材パターン除去工程と、前記側壁パターンをエッチングマスクとして前記基部ハードマスク材料層をエッチングしてハードマスクを形成し、該ハードマスクをエッチングマスクとして前記基材をエッチングする基材エッチング工程と、を有し、前記芯材層は、プラズマ化したフッ素ガスを用いるエッチングが可能なシリコン系材料からなり、前記芯材層は遷移金属を含有し、前記芯材層における前記遷移金属の含有量は、1原子%以上であり、前記上部ハードマスク形成工程と前記芯材パターン形成工程との間に、前記上部ハードマスク形成工程で形成した上部ハードマスクを検査し、必要に応じて修正する検査・修正工程を有する、または、前記芯材パターン形成工程と前記側壁材料膜形成工程との間に、前記芯材パターン形成工程で形成した芯材パターンを検査し、必要に応じて修正する検査・修正工程を有するような構成とした。
本発明の他の態様として、前記芯材パターン形成工程において、形成した芯材パターンを所望の寸法まで縮小するスリミングを行うような構成とした。
本発明のインプリントモールドの製造方法は、欠陥がなく精度の高いパターンを備えたインプリントモールドの製造が可能となる。
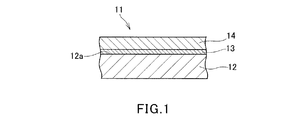
図1は、本発明のインプリントモールド製造用の基板の一実施形態を示す部分断面図である。図1において、インプリントモールド製造用の基板11は、基材12と、この基材の一の主面12a上に位置する基部ハードマスク材料層13と、この基部ハードマスク材料層13上に位置する芯材層14とを備えている。
基材12の材質は適宜選択することができるが、例えば、インプリントモールドをいわゆる光インプリント用のモールドとして使用する場合、基材12は照射光が透過可能な材質からなり、例えば、石英ガラス、珪酸系ガラス、フッ化カルシウム、フッ化マグネシウム、アクリルガラス等のガラスや、ポリカーボネート、ポリプロピレン、ポリエチレン等の樹脂等、あるいは、これらの任意の積層材を用いることができる。また、例えば、インプリントモールドをいわゆる熱インプリント用のモールドとして使用する場合、基材12は必ずしも透明基材である必要はなく、例えばニッケル、チタン、アルミニウムなどの金属、シリコンや窒化ガリウム等の半導体などを用いてもよい。このような基材12の厚さは、基材12の強度、取り扱い適性等を考慮して設定することができ、例えば、300μm〜10mm程度の範囲で適宜設定することができる。
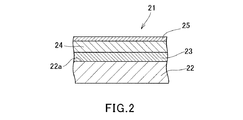
インプリントモールド製造用の基板21を構成する基材22、基部ハードマスク材料層23および芯材層24は、上述のインプリントモールド製造用の基板11を構成する基材12、基部ハードマスク材料層13および芯材層14と同様であり、ここでの説明は省略する。
インプリントモールド製造用の基板21を構成する上部ハードマスク材料層25は、芯材層24をエッチングする際に、芯材層24に比べてエッチングレートが小さく耐エッチング性を有する材料を用いることができ、基部ハードマスク材料層13の説明で挙げた材料等から、芯材層24を考慮して適宜を選定することができる。
上部ハードマスク材料層25の厚さは、塩素系ガスと酸素との混合ガスを用いた反応性イオンエッチングに対するエッチング耐性、基部ハードマスク材料層23の厚さ等を考慮して設定することができ、例えば、1〜10nm、より好ましくは2〜5nm程度とすることができる。このような上部ハードマスク材料層25は、スパッタリング法、真空蒸着法、イオンプレーティング法等により形成することができる。
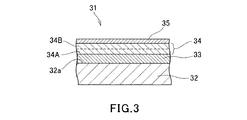
上述のインプリントモールド製造用の基板の実施形態は例示であり、本発明はこれらの実施形態に限定されるものではない。例えば、インプリントモールド製造用の基板11を構成する芯材層14が、芯材層34のような2層構造であってもよい。
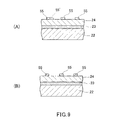
図4および図5は、本発明のインプリントモールドの製造方法の一実施形態を説明するための工程図である。この実施形態では、上述の本発明のインプリントモールド製造用の基板11を使用した例としている。上述のように、インプリントモールド製造用の基板11は、プラズマ化したフッ素系ガスを用いるエッチングが可能なシリコン系材料で芯材層14が形成されたものである。
本発明のインプリントモールドの製造方法では、レジストパターン形成工程において、インプリントモールド製造用の基板11の芯材層14上に、レジストパターン51を形成する(図4(A))。尚、図4(A)では、レジストパターンの一部に不要なレジストが存在する欠陥箇所51′が発生している例としており、欠陥箇所51′を鎖線で示している。この欠陥箇所51′に起因する欠陥は、後述する検査・修正工程にて解消することができる。
レジストパターン51は、例えば、電子線感応型のレジストを使用した電子線(EB)リソグラフィ法、感光性レジストを使用したフォトリソグラフィ法、インプリント法により形成することができる。
尚、本実施形態では、レジストパターン形成工程において、形成したレジストパターン51に対して酸素プラズマ処理等を施して、所望の寸法まで縮小するスリミングを行ってもよい。
尚、本実施形態では、芯材パターン形成工程において、形成した芯材パターン54に対してウエットエッチング処理等を施して、所望の寸法まで縮小するスリミングを行ってもよい。
次いで、検査・修正工程において、芯材パターン54を検査し、必要に応じて修正する。芯材パターン54の検査は、光学顕微鏡、電子顕微鏡等を用いた公知の検査手段により、芯材パターン54の寸法、形状を計測、観察する。この検査では、上記の芯材パターンの欠陥箇所54′が検出される。本発明では、芯材層14がシリコン系材料からなる基板を使用するので、形成された芯材パターン54は、電子線照射等により不要箇所を除去する修正が可能であり、また、欠損箇所にシリコン系材料を補充し、さらに必要に応じて電子線照射により所望の寸法、形状とする修正が可能である。図示例では、欠陥箇所54′は不要な部位が存在する欠陥であり、この欠陥箇所54′が検出された後、これを電子線照射により除去することにより、欠陥箇所のない芯材パターン54が得られる(図4(C))。
次に、芯材パターン除去工程において、側壁パターン62間に位置する芯材パターン54を除去する(図5(B))。芯材パターン54は、フッ素系ガスをプラズマ化して行う反応性イオンエッチング等により除去することができる。上述のように、側壁材料膜61はプラズマ化したフッ素系ガスを用いるエッチングに対してエッチング耐性を具備しているので、この芯材パターン54の除去では、側壁パターン62にダメージを与えることなく芯材パターン54を除去することができる。
図6、図7および図8は、本発明のインプリントモールドの製造方法の他の実施形態を説明するための工程図である。この実施形態では、上述の本発明のインプリントモールド製造用の基板21を使用した例としている。上述のように、インプリントモールド製造用の基板21では、芯材層24は、プラズマ化したフッ素系ガスを用いるエッチングが可能なシリコン系材料で形成されている。
レジストパターン51の形成は、上述のインプリントモールドの製造方法と同様とすることができる。また、本実施形態においても、レジストパターン形成工程において、形成したレジストパターン51に対して酸素プラズマ処理等を施して、所望の寸法まで縮小するスリミングを行ってもよい。
次に、芯材パターン形成工程において、上部ハードマスク55をエッチングマスクとして、芯材層24をエッチングして、基部ハードマスク材料層23上に芯材パターン54を形成する(図6(C))。芯材層24のエッチングは、CF4、CHF3、C2F6等のフッ素系ガスをプラズマ化して行う反応性イオンエッチング等により実施することができる。図6(C)では、上記の上部ハードマスク55の欠陥箇所55′に対応した芯材パターンの欠陥箇所54′(図6(B)では、鎖線で示している)が発生している。
尚、本実施形態では、芯材パターン形成工程において、形成した芯材パターン54に対してウエットエッチング処理等を施して、所望の寸法まで縮小するスリミングを行ってもよい。
次に、側壁材料膜形成工程において、芯材パターン54上に残存する上部ハードマスク55を、塩素系ガスと酸素の混合ガスをプラズマ化して行う反応性イオンエッチング等により除去(図7(B))した後、芯材パターン54を被覆するように側壁材料膜61を形成する(図7(C))。側壁材料膜61は、上述のインプリントモールドの製造方法における側壁材料膜61の形成と同様にして、形成することができる。
次いで、エッチバック工程において、側壁材料膜61をエッチバックして、芯材パターン54の上面と基部ハードマスク材料層23とを露出させるとともに、側壁材料膜61を芯材パターン54の側壁に残して、側壁材料膜からなる側壁パターン62を形成する(図7(D))。側壁材料膜61のエッチバックは、塩素系ガスをプラズマ化して行う反応性イオンエッチング等により実施することができる。
次に、芯材パターン除去工程において、側壁パターン62間に位置する芯材パターン54を除去する(図8(A))。芯材パターン54は、フッ素系ガスをプラズマ化して行う反応性イオンエッチング等により除去することができる。側壁材料膜61はプラズマ化したフッ素系ガスを用いるエッチングに対してエッチング耐性を具備しているので、この芯材パターン54の除去では、側壁パターン62にダメージを与えることなく芯材パターン54を除去することができる。
上述のインプリントモールドの製造方法の実施形態は例示であり、本発明はこれらの実施形態に限定されるものではない。例えば、インプリントモールド製造用の基板として、基板31を使用して、基板21を使用した場合と同様に、インプリントモールドを製造してもよい。この基板31の芯材層34の構成層34Aは、芯材層34をエッチングして芯材パターン54を形成する際に、基部ハードマスク材料層33に対して垂直性のよいエッチングが可能となり、より精度の高いインプリントモールドの製造が可能となる。
12,22,32…基材
13,23,33…基部ハードマスク材料層
14,24,34…芯材層
25,35…上部ハードマスク材料層
51…レジストパターン
53…ハードマスク
54…芯材パターン
55…上部ハードマスク
61…側壁材料膜
62…側壁パターン
Claims (15)
- 基材と、該基材の一の主面に位置する基部ハードマスク材料層と、該基部ハードマスク材料層上に位置する芯材層と、を備え、該芯材層はプラズマ化したフッ素ガスを用いるエッチングが可能なシリコン系材料からなり、
前記芯材層は2層構造であり、該2層のうち前記基部ハードマスク材料層側に位置する層は酸化シリコンを含有し、他の層は遷移金属とシリコンとを含有することを特徴とするインプリントモールド製造用の基板。 - 前記芯材層における前記遷移金属の含有量は、1原子%以上であることを特徴とする請求項1に記載のインプリントモールド製造用の基板。
- 基材と、該基材の一の主面に位置する基部ハードマスク材料層と、該基部ハードマスク材料層上に位置する芯材層と、を備え、該芯材層はプラズマ化したフッ素ガスを用いるエッチングが可能なシリコン系材料からなり、
前記芯材層は遷移金属を含有し、
前記芯材層における前記遷移金属の含有量は、1原子%以上であることを特徴とするインプリントモールド製造用の基板。 - 前記芯材層上に上部ハードマスク材料層を備えることを特徴とする請求項1乃至請求項3のいずれかに記載のインプリントモールド製造用の基板。
- 塩素系ガスと酸素との混合ガスを用いた反応性イオンエッチングに対する前記上部ハードマスク材料層のエッチング耐性は、当該反応性イオンエッチングに対する前記基部ハードマスク材料層のエッチング耐性よりも低いことを特徴とする請求項4に記載のインプリントモールド製造用の基板。
- 前記上部ハードマスク材料層の厚さは、前記基部ハードマスク材料層の厚さよりも薄いことを特徴とする請求項4または請求項5に記載のインプリントモールド製造用の基板。
- 前記上部ハードマスク材料層の光反射率は、前記基部ハードマスク材料層の光反射率と異なることを特徴とする請求項4乃至請求項6のいずれかに記載のインプリントモールド製造用の基板。
- 基材の一の主面に基部ハードマスク材料層と芯材層とがこの順序で積層されているインプリントモールド製造用の基板の前記芯材層上に、レジストパターンを形成するレジストパターン形成工程と、
前記レジストパターンをエッチングマスクとして、前記芯材層をエッチングして芯材パターンを形成する芯材パターン形成工程と、
前記芯材パターンを検査し、必要に応じて修正する検査・修正工程と、
前記芯材パターンを被覆するように側壁材料膜を形成する側壁材料膜形成工程と、
前記側壁材料膜をエッチバックして、前記芯材パターンの上面と前記基部ハードマスク材料層とを露出させるとともに、前記側壁材料膜を前記芯材パターンの側壁に残して、前記側壁材料膜からなる側壁パターンを形成するエッチバック工程と、
前記芯材パターンを除去する芯材パターン除去工程と、
前記側壁パターンをエッチングマスクとして前記基部ハードマスク材料層をエッチングしてハードマスクを形成し、該ハードマスクをエッチングマスクとして前記基材をエッチングする基材エッチング工程と、を有し、
前記芯材層は、プラズマ化したフッ素ガスを用いるエッチングが可能なシリコン系材料からなり、
前記芯材層は2層構造であり、該2層のうち前記基部ハードマスク材料層側に位置する層は酸化シリコンを含有し、他の層は遷移金属とシリコンとを含有することを特徴とするインプリントモールドの製造方法。 - 基材の一の主面に基部ハードマスク材料層と芯材層とがこの順序で積層されているインプリントモールド製造用の基板の前記芯材層上に、レジストパターンを形成するレジストパターン形成工程と、
前記レジストパターンをエッチングマスクとして、前記芯材層をエッチングして芯材パターンを形成する芯材パターン形成工程と、
前記芯材パターンを検査し、必要に応じて修正する検査・修正工程と、
前記芯材パターンを被覆するように側壁材料膜を形成する側壁材料膜形成工程と、
前記側壁材料膜をエッチバックして、前記芯材パターンの上面と前記基部ハードマスク材料層とを露出させるとともに、前記側壁材料膜を前記芯材パターンの側壁に残して、前記側壁材料膜からなる側壁パターンを形成するエッチバック工程と、
前記芯材パターンを除去する芯材パターン除去工程と、
前記側壁パターンをエッチングマスクとして前記基部ハードマスク材料層をエッチングしてハードマスクを形成し、該ハードマスクをエッチングマスクとして前記基材をエッチングする基材エッチング工程と、を有し、
前記芯材層は、プラズマ化したフッ素ガスを用いるエッチングが可能なシリコン系材料からなり、
前記芯材層は遷移金属を含有し、
前記芯材層における前記遷移金属の含有量は、1原子%以上であることを特徴とするインプリントモールドの製造方法。 - 前記レジストパターン形成工程において、形成したレジストパターンを所望の寸法まで縮小するスリミングを行うことを特徴とする請求項8または請求項9に記載のインプリントモールドの製造方法。
- 前記芯材パターン形成工程において、形成した芯材パターンを所望の寸法まで縮小するスリミングを行うことを特徴とする請求項8乃至請求項10のいずれかに記載のインプリントモールドの製造方法。
- 基材の一の主面に基部ハードマスク材料層と芯材層と上部ハードマスク材料層とがこの順序で積層されているインプリントモールド製造用の基板の前記上部ハードマスク材料層上に、レジストパターンを形成するレジストパターン形成工程と、
前記レジストパターンをエッチングマスクとして、前記上部ハードマスク材料層をエッチングして上部ハードマスクを形成する上部ハードマスク形成工程と、
前記上部ハードマスクをエッチングマスクとして、前記芯材層をエッチングして芯材パターンを形成する芯材パターン形成工程と、
前記上部ハードマスクを除去した後、前記芯材パターンを被覆するように側壁材料膜を形成する側壁材料膜形成工程と、
前記側壁材料膜をエッチバックして、前記芯材パターンの上面と前記基部ハードマスク材料層とを露出させるとともに、前記側壁材料膜を前記芯材パターンの側壁に残して、前記側壁材料膜からなる側壁パターンを形成するエッチバック工程と、
前記芯材パターンを除去する芯材パターン除去工程と、
前記側壁パターンをエッチングマスクとして前記基部ハードマスク材料層をエッチングしてハードマスクを形成し、該ハードマスクをエッチングマスクとして前記基材をエッチングする基材エッチング工程と、を有し、
前記芯材層は、プラズマ化したフッ素ガスを用いるエッチングが可能なシリコン系材料からなり、
前記芯材層は2層構造であり、該2層のうち前記基部ハードマスク材料層側に位置する層は酸化シリコンを含有し、他の層は遷移金属とシリコンとを含有し、
前記上部ハードマスク形成工程と前記芯材パターン形成工程との間に、前記上部ハードマスク形成工程で形成した上部ハードマスクを検査し、必要に応じて修正する検査・修正工程を有する、または、前記芯材パターン形成工程と前記側壁材料膜形成工程との間に、前記芯材パターン形成工程で形成した芯材パターンを検査し、必要に応じて修正する検査・修正工程を有することを特徴とするインプリントモールドの製造方法。 - 基材の一の主面に基部ハードマスク材料層と芯材層と上部ハードマスク材料層とがこの順序で積層されているインプリントモールド製造用の基板の前記上部ハードマスク材料層上に、レジストパターンを形成するレジストパターン形成工程と、
前記レジストパターンをエッチングマスクとして、前記上部ハードマスク材料層をエッチングして上部ハードマスクを形成する上部ハードマスク形成工程と、
前記上部ハードマスクをエッチングマスクとして、前記芯材層をエッチングして芯材パターンを形成する芯材パターン形成工程と、
前記上部ハードマスクを除去した後、前記芯材パターンを被覆するように側壁材料膜を形成する側壁材料膜形成工程と、
前記側壁材料膜をエッチバックして、前記芯材パターンの上面と前記基部ハードマスク材料層とを露出させるとともに、前記側壁材料膜を前記芯材パターンの側壁に残して、前記側壁材料膜からなる側壁パターンを形成するエッチバック工程と、
前記芯材パターンを除去する芯材パターン除去工程と、
前記側壁パターンをエッチングマスクとして前記基部ハードマスク材料層をエッチングしてハードマスクを形成し、該ハードマスクをエッチングマスクとして前記基材をエッチングする基材エッチング工程と、を有し、
前記芯材層は、プラズマ化したフッ素ガスを用いるエッチングが可能なシリコン系材料からなり、
前記芯材層は遷移金属を含有し、
前記芯材層における前記遷移金属の含有量は、1原子%以上であり、
前記上部ハードマスク形成工程と前記芯材パターン形成工程との間に、前記上部ハードマスク形成工程で形成した上部ハードマスクを検査し、必要に応じて修正する検査・修正工程を有する、または、前記芯材パターン形成工程と前記側壁材料膜形成工程との間に、前記芯材パターン形成工程で形成した芯材パターンを検査し、必要に応じて修正する検査・修正工程を有することを特徴とするインプリントモールドの製造方法。 - 前記レジストパターン形成工程において、形成したレジストパターンを所望の寸法まで縮小するスリミングを行うことを特徴とする請求項12または請求項13に記載のインプリントモールドの製造方法。
- 前記芯材パターン形成工程において、形成した芯材パターンを所望の寸法まで縮小するスリミングを行うことを特徴とする請求項12乃至請求項14のいずれかに記載のインプリントモールドの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015144664A JP6565415B2 (ja) | 2015-07-22 | 2015-07-22 | インプリントモールド製造用の基板およびインプリントモールドの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015144664A JP6565415B2 (ja) | 2015-07-22 | 2015-07-22 | インプリントモールド製造用の基板およびインプリントモールドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017028081A JP2017028081A (ja) | 2017-02-02 |
| JP6565415B2 true JP6565415B2 (ja) | 2019-08-28 |
Family
ID=57946578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015144664A Active JP6565415B2 (ja) | 2015-07-22 | 2015-07-22 | インプリントモールド製造用の基板およびインプリントモールドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6565415B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021048329A (ja) | 2019-09-19 | 2021-03-25 | キオクシア株式会社 | パターン形成方法及びテンプレートの製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005044843A (ja) * | 2003-07-23 | 2005-02-17 | Sii Nanotechnology Inc | ナノインプリントリソグラフィ用の原版の欠陥修正方法 |
| US8003310B2 (en) * | 2006-04-24 | 2011-08-23 | Micron Technology, Inc. | Masking techniques and templates for dense semiconductor fabrication |
| JP4996155B2 (ja) * | 2006-07-18 | 2012-08-08 | 株式会社東芝 | 半導体装置及びその製造方法 |
| JP4825891B2 (ja) * | 2009-03-31 | 2011-11-30 | 株式会社東芝 | 半導体装置の製造方法およびテンプレート |
| JP5356516B2 (ja) * | 2009-05-20 | 2013-12-04 | 株式会社東芝 | 凹凸パターン形成方法 |
| JP5698923B2 (ja) * | 2009-06-26 | 2015-04-08 | ローム・アンド・ハース・エレクトロニック・マテリアルズ,エル.エル.シー. | 自己整合型スペーサー多重パターニング方法 |
| JP2011023453A (ja) * | 2009-07-14 | 2011-02-03 | Panasonic Corp | 半導体装置の製造方法 |
| JP2011258605A (ja) * | 2010-06-04 | 2011-12-22 | Toshiba Corp | パターン形成方法および半導体デバイスの製造方法 |
| JP2012023109A (ja) * | 2010-07-12 | 2012-02-02 | Toshiba Corp | テンプレートの欠陥修正方法、テンプレートの作成方法および半導体装置の製造方法 |
| KR102068952B1 (ko) * | 2012-07-13 | 2020-01-21 | 호야 가부시키가이샤 | 마스크 블랭크 및 위상 시프트 마스크의 제조 방법 |
| JP5962353B2 (ja) * | 2012-09-06 | 2016-08-03 | 大日本印刷株式会社 | ナノインプリントリソグラフィ用テンプレートの製造方法 |
| JP6123242B2 (ja) * | 2012-11-09 | 2017-05-10 | 大日本印刷株式会社 | パターン形成方法 |
| JP6003571B2 (ja) * | 2012-11-21 | 2016-10-05 | 大日本印刷株式会社 | ナノインプリント用テンプレートの製造方法 |
| JP6136721B2 (ja) * | 2013-08-01 | 2017-05-31 | 大日本印刷株式会社 | パターン形成方法及びインプリントモールドの製造方法 |
| JP6156013B2 (ja) * | 2013-09-24 | 2017-07-05 | 大日本印刷株式会社 | インプリントモールドの製造方法 |
| JP6206667B2 (ja) * | 2013-11-06 | 2017-10-04 | 大日本印刷株式会社 | パターン形成方法 |
| JP6384040B2 (ja) * | 2013-11-11 | 2018-09-05 | 大日本印刷株式会社 | パターン形成方法とこれを用いたインプリントモールドの製造方法およびそれらに用いるインプリントモールド |
-
2015
- 2015-07-22 JP JP2015144664A patent/JP6565415B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017028081A (ja) | 2017-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7201853B2 (ja) | マスクブランク、インプリントモールドの製造方法、転写用マスクの製造方法、反射型マスクの製造方法、及び半導体デバイスの製造方法 | |
| JP5009649B2 (ja) | マスクブランク、露光用マスクの製造方法、反射型マスクの製造方法、及びインプリント用テンプレートの製造方法 | |
| JP3683261B2 (ja) | 擬似欠陥を有する反射型マスクブランクス及びその製造方法、擬似欠陥を有する反射型マスク及びその製造方法、並びに擬似欠陥を有する反射型マスクブランクス又は反射型マスクの製造用基板 | |
| KR100885636B1 (ko) | 블랭크 마스크 및 이를 이용한 포토마스크의 제조방법 | |
| JP2015115461A (ja) | 微細構造体の欠陥修正方法および製造方法 | |
| CN102656516B (zh) | 光掩模坯料及光掩模的制造方法 | |
| JP6698438B2 (ja) | マスクブランク、転写用マスク、マスクブランクの製造方法、転写用マスクの製造方法および半導体デバイスの製造方法 | |
| CN109782527B (zh) | 光掩模坯料和制备光掩模的方法 | |
| US20190302604A1 (en) | Mask blank, phase shift mask, method of manufacturing phase shift mask, and method of manufacturing semiconductor device | |
| JP2009206339A (ja) | インプリントモールド用マスクブランク及びインプリントモールドの製造方法 | |
| JP6127535B2 (ja) | ナノインプリント用テンプレートの製造方法 | |
| JP5221168B2 (ja) | インプリントモールド用マスクブランク及びインプリントモールドの製造方法 | |
| US20220035235A1 (en) | Mask blank, transfer mask, and semiconductor-device manufacturing method | |
| JP5673900B2 (ja) | ナノインプリントモールドの製造方法 | |
| JP2011211083A (ja) | マスクブランクス、パターン形成方法及びモールドの製造方法 | |
| TWI829823B (zh) | 光罩空白基板及光罩之製造方法 | |
| JP6236918B2 (ja) | ナノインプリント用テンプレートの製造方法 | |
| JP6115245B2 (ja) | ナノインプリント用テンプレートおよびその製造方法 | |
| JP6565415B2 (ja) | インプリントモールド製造用の基板およびインプリントモールドの製造方法 | |
| US11054735B2 (en) | Mask blank, phase shift mask, method for manufacturing phase shift mask, and method for manufacturing semiconductor device | |
| KR20080073824A (ko) | 블랭크 스탬프 및 나노 임프린트 리소그래피용 스탬프 | |
| JP2016092360A (ja) | 欠陥修正方法および微細構造体の製造方法 | |
| JP6631271B2 (ja) | インプリントモールドの製造方法 | |
| JP2021135370A (ja) | マスクブランク、モールド用マスクブランクの製造方法、及びインプリントモールドの製造方法 | |
| JP6206667B2 (ja) | パターン形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190313 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190715 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6565415 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |