JP6513279B1 - 積層体の製造方法 - Google Patents
積層体の製造方法 Download PDFInfo
- Publication number
- JP6513279B1 JP6513279B1 JP2018228924A JP2018228924A JP6513279B1 JP 6513279 B1 JP6513279 B1 JP 6513279B1 JP 2018228924 A JP2018228924 A JP 2018228924A JP 2018228924 A JP2018228924 A JP 2018228924A JP 6513279 B1 JP6513279 B1 JP 6513279B1
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- sensitive adhesive
- adherend
- adhesive sheet
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 109
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims abstract description 270
- 239000000853 adhesive Substances 0.000 claims abstract description 266
- 230000001070 adhesive effect Effects 0.000 claims abstract description 266
- 239000010410 layer Substances 0.000 claims abstract description 158
- 238000000034 method Methods 0.000 claims abstract description 64
- 238000005520 cutting process Methods 0.000 claims abstract description 62
- 230000036961 partial effect Effects 0.000 claims abstract description 45
- 239000000463 material Substances 0.000 claims abstract description 33
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 86
- 239000003795 chemical substances by application Substances 0.000 claims description 55
- 238000000016 photochemical curing Methods 0.000 claims description 55
- 239000000203 mixture Substances 0.000 claims description 53
- 230000001965 increasing effect Effects 0.000 claims description 38
- 230000008569 process Effects 0.000 claims description 29
- 230000007246 mechanism Effects 0.000 claims description 24
- 238000011282 treatment Methods 0.000 claims description 21
- 229920005601 base polymer Polymers 0.000 claims description 18
- 239000000178 monomer Substances 0.000 description 207
- 229920000642 polymer Polymers 0.000 description 170
- 229940048053 acrylate Drugs 0.000 description 89
- 229920000058 polyacrylate Polymers 0.000 description 51
- 239000003431 cross linking reagent Substances 0.000 description 47
- 229920005989 resin Polymers 0.000 description 40
- 239000011347 resin Substances 0.000 description 40
- 206010040844 Skin exfoliation Diseases 0.000 description 36
- 239000010408 film Substances 0.000 description 35
- -1 polytetrafluoroethylene Polymers 0.000 description 35
- 238000010438 heat treatment Methods 0.000 description 33
- 238000001723 curing Methods 0.000 description 32
- 239000002585 base Substances 0.000 description 30
- 125000000524 functional group Chemical group 0.000 description 30
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 24
- 239000012790 adhesive layer Substances 0.000 description 22
- 239000000470 constituent Substances 0.000 description 21
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 18
- 238000004132 cross linking Methods 0.000 description 17
- 239000003999 initiator Substances 0.000 description 17
- 239000000243 solution Substances 0.000 description 17
- 125000005907 alkyl ester group Chemical group 0.000 description 16
- 239000000523 sample Substances 0.000 description 16
- 229920002554 vinyl polymer Polymers 0.000 description 16
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 15
- 239000012948 isocyanate Substances 0.000 description 15
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 14
- 239000000758 substrate Substances 0.000 description 14
- 238000006243 chemical reaction Methods 0.000 description 13
- 230000003287 optical effect Effects 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 12
- 150000002513 isocyanates Chemical class 0.000 description 12
- 238000005259 measurement Methods 0.000 description 12
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 11
- 230000015572 biosynthetic process Effects 0.000 description 11
- 238000001035 drying Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 11
- 229920001721 polyimide Polymers 0.000 description 11
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 10
- 230000006872 improvement Effects 0.000 description 10
- 238000002360 preparation method Methods 0.000 description 10
- 150000001875 compounds Chemical class 0.000 description 9
- 229920001519 homopolymer Polymers 0.000 description 9
- 238000006116 polymerization reaction Methods 0.000 description 9
- 230000000638 stimulation Effects 0.000 description 9
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 8
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 8
- 238000012545 processing Methods 0.000 description 8
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 7
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 7
- 229920002799 BoPET Polymers 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 7
- 239000010949 copper Substances 0.000 description 7
- 238000003698 laser cutting Methods 0.000 description 7
- 229940059574 pentaerithrityl Drugs 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- 230000035882 stress Effects 0.000 description 7
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 7
- WDQMWEYDKDCEHT-UHFFFAOYSA-N 2-ethylhexyl 2-methylprop-2-enoate Chemical compound CCCCC(CC)COC(=O)C(C)=C WDQMWEYDKDCEHT-UHFFFAOYSA-N 0.000 description 6
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 6
- 239000004593 Epoxy Substances 0.000 description 6
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 6
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 6
- 239000004642 Polyimide Substances 0.000 description 6
- 238000005452 bending Methods 0.000 description 6
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 6
- 239000003054 catalyst Substances 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 238000007334 copolymerization reaction Methods 0.000 description 6
- 238000007667 floating Methods 0.000 description 6
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 6
- CWERGRDVMFNCDR-UHFFFAOYSA-N thioglycolic acid Chemical compound OC(=O)CS CWERGRDVMFNCDR-UHFFFAOYSA-N 0.000 description 6
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 5
- OZAIFHULBGXAKX-VAWYXSNFSA-N AIBN Substances N#CC(C)(C)\N=N\C(C)(C)C#N OZAIFHULBGXAKX-VAWYXSNFSA-N 0.000 description 5
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 5
- 239000012986 chain transfer agent Substances 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 230000001747 exhibiting effect Effects 0.000 description 5
- 230000009477 glass transition Effects 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 238000003756 stirring Methods 0.000 description 5
- 239000006188 syrup Substances 0.000 description 5
- 235000020357 syrup Nutrition 0.000 description 5
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 4
- 239000002202 Polyethylene glycol Substances 0.000 description 4
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 4
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- UUORTJUPDJJXST-UHFFFAOYSA-N n-(2-hydroxyethyl)prop-2-enamide Chemical compound OCCNC(=O)C=C UUORTJUPDJJXST-UHFFFAOYSA-N 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 229920001223 polyethylene glycol Polymers 0.000 description 4
- 150000003254 radicals Chemical class 0.000 description 4
- RTTZISZSHSCFRH-UHFFFAOYSA-N 1,3-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC(CN=C=O)=C1 RTTZISZSHSCFRH-UHFFFAOYSA-N 0.000 description 3
- 238000005160 1H NMR spectroscopy Methods 0.000 description 3
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 229940114077 acrylic acid Drugs 0.000 description 3
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000002390 adhesive tape Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 229910001873 dinitrogen Inorganic materials 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 3
- 238000005227 gel permeation chromatography Methods 0.000 description 3
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 3
- 230000001678 irradiating effect Effects 0.000 description 3
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 3
- 239000012299 nitrogen atmosphere Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920002530 polyetherether ketone Polymers 0.000 description 3
- 230000000379 polymerizing effect Effects 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000001629 suppression Effects 0.000 description 3
- 239000013638 trimer Substances 0.000 description 3
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 2
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- STFXXRRQKFUYEU-UHFFFAOYSA-N 16-methylheptadecyl prop-2-enoate Chemical compound CC(C)CCCCCCCCCCCCCCCOC(=O)C=C STFXXRRQKFUYEU-UHFFFAOYSA-N 0.000 description 2
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical compound C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 2
- KANZWHBYRHQMKZ-UHFFFAOYSA-N 2-ethenylpyrazine Chemical compound C=CC1=CN=CC=N1 KANZWHBYRHQMKZ-UHFFFAOYSA-N 0.000 description 2
- GAVHQOUUSHBDAA-UHFFFAOYSA-N 3-butyl-1-ethenylaziridin-2-one Chemical compound CCCCC1N(C=C)C1=O GAVHQOUUSHBDAA-UHFFFAOYSA-N 0.000 description 2
- NDWUBGAGUCISDV-UHFFFAOYSA-N 4-hydroxybutyl prop-2-enoate Chemical compound OCCCCOC(=O)C=C NDWUBGAGUCISDV-UHFFFAOYSA-N 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 2
- 238000005481 NMR spectroscopy Methods 0.000 description 2
- 229920006269 PPS film Polymers 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical group OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 2
- XQBCVRSTVUHIGH-UHFFFAOYSA-L [dodecanoyloxy(dioctyl)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCCCCCC)(CCCCCCCC)OC(=O)CCCCCCCCCCC XQBCVRSTVUHIGH-UHFFFAOYSA-L 0.000 description 2
- 125000004018 acid anhydride group Chemical group 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 125000002723 alicyclic group Chemical group 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical compound C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 2
- 239000012965 benzophenone Substances 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 230000000740 bleeding effect Effects 0.000 description 2
- 238000012662 bulk polymerization Methods 0.000 description 2
- 150000001718 carbodiimides Chemical class 0.000 description 2
- 239000013522 chelant Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 125000004093 cyano group Chemical group *C#N 0.000 description 2
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 2
- GHLKSLMMWAKNBM-UHFFFAOYSA-N dodecane-1,12-diol Chemical compound OCCCCCCCCCCCCO GHLKSLMMWAKNBM-UHFFFAOYSA-N 0.000 description 2
- 238000007720 emulsion polymerization reaction Methods 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 2
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 230000007794 irritation Effects 0.000 description 2
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- PJUIMOJAAPLTRJ-UHFFFAOYSA-N monothioglycerol Chemical compound OCC(O)CS PJUIMOJAAPLTRJ-UHFFFAOYSA-N 0.000 description 2
- 230000004899 motility Effects 0.000 description 2
- 239000005026 oriented polypropylene Substances 0.000 description 2
- 150000002978 peroxides Chemical class 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920003223 poly(pyromellitimide-1,4-diphenyl ether) Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 230000003595 spectral effect Effects 0.000 description 2
- 125000000020 sulfo group Chemical group O=S(=O)([*])O[H] 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 238000010557 suspension polymerization reaction Methods 0.000 description 2
- VXUYXOFXAQZZMF-UHFFFAOYSA-N titanium(IV) isopropoxide Chemical compound CC(C)O[Ti](OC(C)C)(OC(C)C)OC(C)C VXUYXOFXAQZZMF-UHFFFAOYSA-N 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- QNODIIQQMGDSEF-UHFFFAOYSA-N (1-hydroxycyclohexyl)-phenylmethanone Chemical compound C=1C=CC=CC=1C(=O)C1(O)CCCCC1 QNODIIQQMGDSEF-UHFFFAOYSA-N 0.000 description 1
- OVBFMUAFNIIQAL-UHFFFAOYSA-N 1,4-diisocyanatobutane Chemical compound O=C=NCCCCN=C=O OVBFMUAFNIIQAL-UHFFFAOYSA-N 0.000 description 1
- HASUCEDGKYJBDC-UHFFFAOYSA-N 1-[3-[[bis(oxiran-2-ylmethyl)amino]methyl]cyclohexyl]-n,n-bis(oxiran-2-ylmethyl)methanamine Chemical compound C1OC1CN(CC1CC(CN(CC2OC2)CC2OC2)CCC1)CC1CO1 HASUCEDGKYJBDC-UHFFFAOYSA-N 0.000 description 1
- OSSNTDFYBPYIEC-UHFFFAOYSA-N 1-ethenylimidazole Chemical compound C=CN1C=CN=C1 OSSNTDFYBPYIEC-UHFFFAOYSA-N 0.000 description 1
- DCRYNQTXGUTACA-UHFFFAOYSA-N 1-ethenylpiperazine Chemical compound C=CN1CCNCC1 DCRYNQTXGUTACA-UHFFFAOYSA-N 0.000 description 1
- PBGPBHYPCGDFEZ-UHFFFAOYSA-N 1-ethenylpiperidin-2-one Chemical compound C=CN1CCCCC1=O PBGPBHYPCGDFEZ-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- XLPJNCYCZORXHG-UHFFFAOYSA-N 1-morpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCOCC1 XLPJNCYCZORXHG-UHFFFAOYSA-N 0.000 description 1
- BFYSJBXFEVRVII-UHFFFAOYSA-N 1-prop-1-enylpyrrolidin-2-one Chemical compound CC=CN1CCCC1=O BFYSJBXFEVRVII-UHFFFAOYSA-N 0.000 description 1
- IJLJDZOLZATUFK-UHFFFAOYSA-N 2,2-dimethylpropyl prop-2-enoate Chemical compound CC(C)(C)COC(=O)C=C IJLJDZOLZATUFK-UHFFFAOYSA-N 0.000 description 1
- YAJYJWXEWKRTPO-UHFFFAOYSA-N 2,3,3,4,4,5-hexamethylhexane-2-thiol Chemical compound CC(C)C(C)(C)C(C)(C)C(C)(C)S YAJYJWXEWKRTPO-UHFFFAOYSA-N 0.000 description 1
- IVIDDMGBRCPGLJ-UHFFFAOYSA-N 2,3-bis(oxiran-2-ylmethoxy)propan-1-ol Chemical compound C1OC1COC(CO)COCC1CO1 IVIDDMGBRCPGLJ-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- SYEWHONLFGZGLK-UHFFFAOYSA-N 2-[1,3-bis(oxiran-2-ylmethoxy)propan-2-yloxymethyl]oxirane Chemical compound C1OC1COCC(OCC1OC1)COCC1CO1 SYEWHONLFGZGLK-UHFFFAOYSA-N 0.000 description 1
- WMYINDVYGQKYMI-UHFFFAOYSA-N 2-[2,2-bis(hydroxymethyl)butoxymethyl]-2-ethylpropane-1,3-diol Chemical compound CCC(CO)(CO)COCC(CC)(CO)CO WMYINDVYGQKYMI-UHFFFAOYSA-N 0.000 description 1
- AOBIOSPNXBMOAT-UHFFFAOYSA-N 2-[2-(oxiran-2-ylmethoxy)ethoxymethyl]oxirane Chemical compound C1OC1COCCOCC1CO1 AOBIOSPNXBMOAT-UHFFFAOYSA-N 0.000 description 1
- PGMMQIGGQSIEGH-UHFFFAOYSA-N 2-ethenyl-1,3-oxazole Chemical compound C=CC1=NC=CO1 PGMMQIGGQSIEGH-UHFFFAOYSA-N 0.000 description 1
- MZNSQRLUUXWLSB-UHFFFAOYSA-N 2-ethenyl-1h-pyrrole Chemical compound C=CC1=CC=CN1 MZNSQRLUUXWLSB-UHFFFAOYSA-N 0.000 description 1
- ZDHWTWWXCXEGIC-UHFFFAOYSA-N 2-ethenylpyrimidine Chemical compound C=CC1=NC=CC=N1 ZDHWTWWXCXEGIC-UHFFFAOYSA-N 0.000 description 1
- OWHSTLLOZWTNTQ-UHFFFAOYSA-N 2-ethylhexyl 2-sulfanylacetate Chemical compound CCCCC(CC)COC(=O)CS OWHSTLLOZWTNTQ-UHFFFAOYSA-N 0.000 description 1
- NLGDWWCZQDIASO-UHFFFAOYSA-N 2-hydroxy-1-(7-oxabicyclo[4.1.0]hepta-1,3,5-trien-2-yl)-2-phenylethanone Chemical compound OC(C(=O)c1cccc2Oc12)c1ccccc1 NLGDWWCZQDIASO-UHFFFAOYSA-N 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- MPBLPZLNKKGCGP-UHFFFAOYSA-N 2-methyloctane-2-thiol Chemical compound CCCCCCC(C)(C)S MPBLPZLNKKGCGP-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- KGIGUEBEKRSTEW-UHFFFAOYSA-N 2-vinylpyridine Chemical compound C=CC1=CC=CC=N1 KGIGUEBEKRSTEW-UHFFFAOYSA-N 0.000 description 1
- AXKLSEHRUHRCIJ-UHFFFAOYSA-N 3,3-bis(hydroxymethyl)butane-1,1,1,4-tetrol Chemical compound OCC(CO)(CO)CC(O)(O)O AXKLSEHRUHRCIJ-UHFFFAOYSA-N 0.000 description 1
- DFSGINVHIGHPES-UHFFFAOYSA-N 3-ethenyl-4h-1,3-oxazin-2-one Chemical compound C=CN1CC=COC1=O DFSGINVHIGHPES-UHFFFAOYSA-N 0.000 description 1
- QOXOZONBQWIKDA-UHFFFAOYSA-N 3-hydroxypropyl Chemical group [CH2]CCO QOXOZONBQWIKDA-UHFFFAOYSA-N 0.000 description 1
- CYUZOYPRAQASLN-UHFFFAOYSA-N 3-prop-2-enoyloxypropanoic acid Chemical compound OC(=O)CCOC(=O)C=C CYUZOYPRAQASLN-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- VNGLVZLEUDIDQH-UHFFFAOYSA-N 4-[2-(4-hydroxyphenyl)propan-2-yl]phenol;2-methyloxirane Chemical compound CC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 VNGLVZLEUDIDQH-UHFFFAOYSA-N 0.000 description 1
- WPSWDCBWMRJJED-UHFFFAOYSA-N 4-[2-(4-hydroxyphenyl)propan-2-yl]phenol;oxirane Chemical compound C1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 WPSWDCBWMRJJED-UHFFFAOYSA-N 0.000 description 1
- ZMALNMQOXQXZRO-UHFFFAOYSA-N 4-ethenylmorpholin-3-one Chemical compound C=CN1CCOCC1=O ZMALNMQOXQXZRO-UHFFFAOYSA-N 0.000 description 1
- CFZDMXAOSDDDRT-UHFFFAOYSA-N 4-ethenylmorpholine Chemical compound C=CN1CCOCC1 CFZDMXAOSDDDRT-UHFFFAOYSA-N 0.000 description 1
- HDYTUPZMASQMOH-UHFFFAOYSA-N 4-ethenylmorpholine-3,5-dione Chemical compound C=CN1C(=O)COCC1=O HDYTUPZMASQMOH-UHFFFAOYSA-N 0.000 description 1
- SXIFAEWFOJETOA-UHFFFAOYSA-N 4-hydroxy-butyl Chemical group [CH2]CCCO SXIFAEWFOJETOA-UHFFFAOYSA-N 0.000 description 1
- ORTNTAAZJSNACP-UHFFFAOYSA-N 6-(oxiran-2-ylmethoxy)hexan-1-ol Chemical compound OCCCCCCOCC1CO1 ORTNTAAZJSNACP-UHFFFAOYSA-N 0.000 description 1
- OCIFJWVZZUDMRL-UHFFFAOYSA-N 6-hydroxyhexyl prop-2-enoate Chemical compound OCCCCCCOC(=O)C=C OCIFJWVZZUDMRL-UHFFFAOYSA-N 0.000 description 1
- IUNVCWLKOOCPIT-UHFFFAOYSA-N 6-methylheptylsulfanyl 2-hydroxyacetate Chemical compound CC(C)CCCCCSOC(=O)CO IUNVCWLKOOCPIT-UHFFFAOYSA-N 0.000 description 1
- JSZCJJRQCFZXCI-UHFFFAOYSA-N 6-prop-2-enoyloxyhexanoic acid Chemical compound OC(=O)CCCCCOC(=O)C=C JSZCJJRQCFZXCI-UHFFFAOYSA-N 0.000 description 1
- CUXGDKOCSSIRKK-UHFFFAOYSA-N 7-methyloctyl prop-2-enoate Chemical compound CC(C)CCCCCCOC(=O)C=C CUXGDKOCSSIRKK-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 101000752241 Homo sapiens Rho guanine nucleotide exchange factor 4 Proteins 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 102100021709 Rho guanine nucleotide exchange factor 4 Human genes 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- 235000000126 Styrax benzoin Nutrition 0.000 description 1
- 244000028419 Styrax benzoin Species 0.000 description 1
- 235000008411 Sumatra benzointree Nutrition 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical class NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- IAXXETNIOYFMLW-COPLHBTASA-N [(1s,3s,4s)-4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl] 2-methylprop-2-enoate Chemical compound C1C[C@]2(C)[C@@H](OC(=O)C(=C)C)C[C@H]1C2(C)C IAXXETNIOYFMLW-COPLHBTASA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 230000005260 alpha ray Effects 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 125000001204 arachidyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 229960002130 benzoin Drugs 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 150000008366 benzophenones Chemical class 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- 230000005250 beta ray Effects 0.000 description 1
- 229920006378 biaxially oriented polypropylene Polymers 0.000 description 1
- 239000011127 biaxially oriented polypropylene Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- BVFSYZFXJYAPQJ-UHFFFAOYSA-N butyl(oxo)tin Chemical compound CCCC[Sn]=O BVFSYZFXJYAPQJ-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical class OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 239000012787 coverlay film Substances 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- OIWOHHBRDFKZNC-UHFFFAOYSA-N cyclohexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CCCCC1 OIWOHHBRDFKZNC-UHFFFAOYSA-N 0.000 description 1
- 125000001511 cyclopentyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C1([H])[H] 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 125000004386 diacrylate group Chemical group 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- WNAHIZMDSQCWRP-UHFFFAOYSA-N dodecane-1-thiol Chemical compound CCCCCCCCCCCCS WNAHIZMDSQCWRP-UHFFFAOYSA-N 0.000 description 1
- TVMDUMQNXXNGMG-UHFFFAOYSA-N dodecyl 2-sulfanylacetate Chemical compound CCCCCCCCCCCCOC(=O)CS TVMDUMQNXXNGMG-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- PVBRSNZAOAJRKO-UHFFFAOYSA-N ethyl 2-sulfanylacetate Chemical compound CCOC(=O)CS PVBRSNZAOAJRKO-UHFFFAOYSA-N 0.000 description 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- DNJIEGIFACGWOD-UHFFFAOYSA-N ethyl mercaptane Natural products CCS DNJIEGIFACGWOD-UHFFFAOYSA-N 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 230000005251 gamma ray Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 235000019382 gum benzoic Nutrition 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 125000002768 hydroxyalkyl group Chemical group 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229940119545 isobornyl methacrylate Drugs 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- 125000001972 isopentyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])C([H])([H])* 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 125000002960 margaryl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 125000001421 myristyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- JAYXSROKFZAHRQ-UHFFFAOYSA-N n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1CN(C=1C=CC=CC=1)CC1CO1 JAYXSROKFZAHRQ-UHFFFAOYSA-N 0.000 description 1
- SJPFBRJHYRBAGV-UHFFFAOYSA-N n-[[3-[[bis(oxiran-2-ylmethyl)amino]methyl]phenyl]methyl]-1-(oxiran-2-yl)-n-(oxiran-2-ylmethyl)methanamine Chemical compound C1OC1CN(CC=1C=C(CN(CC2OC2)CC2OC2)C=CC=1)CC1CO1 SJPFBRJHYRBAGV-UHFFFAOYSA-N 0.000 description 1
- ZQXSMRAEXCEDJD-UHFFFAOYSA-N n-ethenylformamide Chemical compound C=CNC=O ZQXSMRAEXCEDJD-UHFFFAOYSA-N 0.000 description 1
- 125000001196 nonadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 125000001400 nonyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- NWAHZAIDMVNENC-UHFFFAOYSA-N octahydro-1h-4,7-methanoinden-5-yl methacrylate Chemical compound C12CCCC2C2CC(OC(=O)C(=C)C)C1C2 NWAHZAIDMVNENC-UHFFFAOYSA-N 0.000 description 1
- OTLDLKLSNZMTTA-UHFFFAOYSA-N octahydro-1h-4,7-methanoindene-1,5-diyldimethanol Chemical compound C1C2C3C(CO)CCC3C1C(CO)C2 OTLDLKLSNZMTTA-UHFFFAOYSA-N 0.000 description 1
- KZCOBXFFBQJQHH-UHFFFAOYSA-N octane-1-thiol Chemical compound CCCCCCCCS KZCOBXFFBQJQHH-UHFFFAOYSA-N 0.000 description 1
- MADOXCFISYCULS-UHFFFAOYSA-N octyl 2-sulfanylacetate Chemical compound CCCCCCCCOC(=O)CS MADOXCFISYCULS-UHFFFAOYSA-N 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000012788 optical film Substances 0.000 description 1
- 125000000962 organic group Chemical group 0.000 description 1
- 150000002923 oximes Chemical class 0.000 description 1
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 125000002958 pentadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 1
- JRKICGRDRMAZLK-UHFFFAOYSA-L persulfate group Chemical group S(=O)(=O)([O-])OOS(=O)(=O)[O-] JRKICGRDRMAZLK-UHFFFAOYSA-L 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 229920000193 polymethacrylate Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- FZYCEURIEDTWNS-UHFFFAOYSA-N prop-1-en-2-ylbenzene Chemical compound CC(=C)C1=CC=CC=C1.CC(=C)C1=CC=CC=C1 FZYCEURIEDTWNS-UHFFFAOYSA-N 0.000 description 1
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000000425 proton nuclear magnetic resonance spectrum Methods 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 229920006012 semi-aromatic polyamide Polymers 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 238000010183 spectrum analysis Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000003696 structure analysis method Methods 0.000 description 1
- 150000003871 sulfonates Chemical class 0.000 description 1
- YBBRCQOCSYXUOC-UHFFFAOYSA-N sulfuryl dichloride Chemical compound ClS(Cl)(=O)=O YBBRCQOCSYXUOC-UHFFFAOYSA-N 0.000 description 1
- 239000002335 surface treatment layer Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 238000010189 synthetic method Methods 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- YXIMCNGUIIEJMO-UHFFFAOYSA-N tert-butyl 2-sulfanylacetate Chemical compound CC(C)(C)OC(=O)CS YXIMCNGUIIEJMO-UHFFFAOYSA-N 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 229940035024 thioglycerol Drugs 0.000 description 1
- CWERGRDVMFNCDR-UHFFFAOYSA-M thioglycolate(1-) Chemical compound [O-]C(=O)CS CWERGRDVMFNCDR-UHFFFAOYSA-M 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 150000003918 triazines Chemical class 0.000 description 1
- 125000003866 trichloromethyl group Chemical group ClC(Cl)(Cl)* 0.000 description 1
- 125000002889 tridecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- RRLMGCBZYFFRED-UHFFFAOYSA-N undecyl prop-2-enoate Chemical compound CCCCCCCCCCCOC(=O)C=C RRLMGCBZYFFRED-UHFFFAOYSA-N 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- DGVVWUTYPXICAM-UHFFFAOYSA-N β‐Mercaptoethanol Chemical compound OCCS DGVVWUTYPXICAM-UHFFFAOYSA-N 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0008—Electrical discharge treatment, e.g. corona, plasma treatment; wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1808—Handling of layers or the laminate characterised by the laying up of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H41/00—Machines for separating superposed webs
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/062—Copolymers with monomers not covered by C09J133/06
- C09J133/066—Copolymers with monomers not covered by C09J133/06 containing -OH groups
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J139/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a single or double bond to nitrogen or by a heterocyclic ring containing nitrogen; Adhesives based on derivatives of such polymers
- C09J139/04—Homopolymers or copolymers of monomers containing heterocyclic rings having nitrogen as ring member
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J139/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a single or double bond to nitrogen or by a heterocyclic ring containing nitrogen; Adhesives based on derivatives of such polymers
- C09J139/04—Homopolymers or copolymers of monomers containing heterocyclic rings having nitrogen as ring member
- C09J139/06—Homopolymers or copolymers of N-vinyl-pyrrolidones
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J183/00—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers
- C09J183/04—Polysiloxanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J183/00—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers
- C09J183/10—Block or graft copolymers containing polysiloxane sequences
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
- C09J4/06—Organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond in combination with a macromolecular compound other than an unsaturated polymer of groups C09J159/00 - C09J187/00
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
- B32B2037/268—Release layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Textile Engineering (AREA)
- Plasma & Fusion (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
Abstract
Description
なお、以下の図面において、同じ作用を奏する部材・部位には同じ符号を付して説明することがあり、重複する説明は省略または簡略化することがある。また、図面に記載の実施形態は、本発明を明瞭に説明するために模式化されており、実際のサイズや縮尺を必ずしも正確に表したものではない。
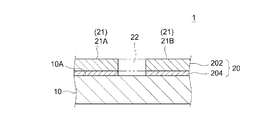
図1は、一実施形態に係る積層体製造方法を示すフロー図であり、図2は、該方法により製造される積層体を示す斜視図であり、図3はそのIII−III線における断面図である。図2,3に示されるように、この実施形態により製造される積層体1は、被着体10と、該被着体10の表面10Aを部分的に覆う粘着片21A,21Bとを含む。粘着片21A,21Bは、粘着シート20を被着体10に貼り付けた後、該粘着シート20のうち第一領域21を被着体10上に残して第二領域22を被着体10から剥離除去することにより、被着体10上に残された第一領域21から形成されたものである。粘着シート20は、基材層202の片面に粘着剤層204が積層された構成を有する。
貼付工程S10では、粘着シート20を被着体10に貼り付ける。この工程において用いられる粘着シート20は、粘着片21A,21Bとして積層体1の構成要素に含まれることとなる領域である第一領域21と、積層体1の構成要素とはならず積層体1の製造過程においてのみ用いられる第二領域22とを含む。図2に示す例では、粘着シート20の幅のほぼ中央に、該粘着シート20の長手方向の一端から他端に至るまで直線状に延びる第二領域22が設定されている。貼付工程S10に用いられる粘着シート20では、第一領域21と第二領域22とは物理的に繋がっており、これらの領域21,22を一続きの粘着シート20として取り扱うことができる。
ここに開示される積層体製造方法は、例えば図5に示すように、粘着シート20を被着体10に貼り付ける貼付機構51と、粘着シート20の第一領域21と第二領域22との境界に切断加工を施すカット機構52と、第一領域21を被着体10上に残しつつ第二領域22を被着体10から剥離除去する剥離機構53と、第一領域21に対してその粘着力を上昇させ得る刺激を与える粘着力上昇機構54と、を備えた積層体製造装置50を用いて実施することができる。また、分割工程を含む態様の積層体製造方法に用いられる製造装置は、図示しない分割機構をさらに含み得る。
以下、ここに開示される積層体製造方法を実施するために好ましく採用され得る粘着シートのいくつかの例について説明するが、本発明の範囲を限定する意図ではない。
上記基材層としては、各種のフィルム基材を好ましく用いることができる。上記フィルム基材は、発泡体フィルムや不織布シート等のように多孔質の基材でもよく、非多孔質の基材でもよく、多孔質の層と非多孔質の層とが積層した構造の基材でもよい。いくつかの態様において、上記フィルム基材としては、独立して形状維持可能な(自立型の、あるいは非依存性の)樹脂フィルムをベースフィルムとして含むものを好ましく用いることができる。ここで「樹脂フィルム」とは、非多孔質の構造であって、典型的には実質的に気泡を含まない(ボイドレスの)樹脂フィルムを意味する。したがって、上記樹脂フィルムは、発泡体フィルムや不織布とは区別される概念である。上記樹脂フィルムは、単層構造であってもよく、二層以上の多層構造(例えば三層構造)であってもよい。
粘着剤層を構成する粘着剤の組成は特に限定されない。上記粘着剤は、粘着剤の分野において公知のアクリル系ポリマー、ゴム系ポリマー、ポリエステル系ポリマー、ウレタン系ポリマー、ポリエーテル系ポリマー、シリコーン系ポリマー、ポリアミド系ポリマー、フッ素系ポリマー等、室温域においてゴム弾性を示す各種のポリマーの1種または2種以上をベースポリマー(ポリマー成分のなかの主成分、すなわち50重量%超を占める成分)として含むものであり得る。なかでも好ましい粘着剤として、アクリル系粘着剤およびゴム系粘着剤が例示される。ここで、アクリル系粘着剤とは、アクリル系ポリマーをベースポリマーとして含む粘着剤をいう。ゴム系粘着剤についても同様である。また、上記アクリル系ポリマーとは、該アクリル系ポリマーを構成するモノマー成分全量のうち50重量%以上がアクリル系モノマーである重合物をいう。なお、本明細書においてアクリル系モノマーとは、1分子中に少なくとも一つの(メタ)アクリロイル基を有するモノマーをいう。また、上記(メタ)アクリロイル基とは、アクリロイル基およびメタクリロイル基を包括的に指す意味である。
粘着剤層(1)は、ベースポリマーAおよびシロキサン構造含有ポリマーBを含み、加熱により粘着力が昂進する性質を示す。したがって、粘着力向上工程において粘着力の上昇をもたらす刺激として加熱を行う態様で、ここに開示される積層体製造方法に好ましく用いられ得る。粘着剤層(1)は、ベースポリマーAまたはその前駆体と、シロキサン構造含有ポリマーBと、を含有する粘着剤組成物から形成され得る。粘着剤組成物の形態は特に制限されず、例えば水分散型、溶剤型、ホットメルト型、活性光線硬化型(例えば、UV硬化型)等の、各種の形態であり得る。
粘着剤層(1)のベースポリマーA(以下、「ポリマーA」と略記することがある。)としては、アクリル系ポリマーを好ましく用いることができる。ポリマーAとしてアクリル系ポリマーを用いると、ポリマーBとの良好な相溶性が得られやすくなる傾向にある。ポリマーAとポリマーBとの相溶性が良いことは、粘着剤層内におけるポリマーBの移動性向上を通じて、一部除去工程における低粘着性と粘着力上昇処理(例えば加熱処理)後の強粘着性を併せもつ粘着剤層(1)の実現に貢献し得るので好ましい。粘着剤層(1)の50重量%以上がアクリル系ポリマーであることが好ましい。
カルボキシ基含有モノマー:例えば、アクリル酸、メタクリル酸、カルボキシエチルアクリレート、カルボキシペンチルアクリレート、イタコン酸、マレイン酸、フマル酸、クロトン酸、イソクロトン酸等。
ヒドロキシ基含有モノマー:例えば、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸2−ヒドロキシプロピル、(メタ)アクリル酸3−ヒドロキシプロピル、(メタ)アクリル酸4−ヒドロキシブチル、(メタ)アクリル酸6−ヒドロキシヘキシル、(メタ)アクリル酸8−ヒドロキシオクチル、(メタ)アクリル酸10−ヒドロキシデシル、(メタ)アクリル酸12−ヒドロキシラウリル、(4−ヒドロキシメチルシクロへキシル)メチル(メタ)アクリレート等の(メタ)アクリル酸ヒドロキシアルキル;N−(2−ヒドロキシエチル)アクリルアミド(HEAA)等の、ヒドロキシ基とアミド基とを有するモノマー等。
窒素含有モノマー:例えば、N−ビニルピロリドン、メチルビニルピロリドン、ビニルピリジン、ビニルピペリドン、ビニルピリミジン、ビニルピペラジン、ビニルピラジン、ビニルピロール、ビニルイミダゾール、ビニルオキサゾール、ビニルモルホリン、N−ビニル−3−モルホリノン、N−ビニル−2−カプロラクタム、N−ビニル−1,3−オキサジン−2−オン、N−ビニル−3,5−モルホリンジオン、N−アクリロイルモルホリン、N−ビニルカルボン酸アミド類等。
その他、シアノ基含有モノマー、ビニルエステルモノマー、芳香族ビニルモノマー、エポキシ基含有モノマー、ビニルエーテルモノマー、スルホ基含有モノマー、リン酸基含有モノマー、酸無水物基含有モノマー等。
1/Tg=Σ(Wi/Tgi)
上記Foxの式において、Tgは共重合体のガラス転移温度(単位:K)、Wiは該共重合体におけるモノマーiの重量分率(重量基準の共重合割合)、Tgiはモノマーiのホモポリマーのガラス転移温度(単位:K)を表す。Tgの特定に係る対象のポリマーがホモポリマーである場合、該ホモポリマーのTgと対象のポリマーのTgとは一致する。
シロキサン構造含有ポリマーB(以下、「ポリマーB」と略記することがある。)は、ポリオルガノシロキサン骨格を有するモノマー(以下、「モノマーS1」ともいう。)と(メタ)アクリル系モノマーとの共重合体である。ポリマーBは、モノマーS1に由来するポリオルガノシロキサン構造の低極性および運動性によって、初期粘着力の抑制および粘着力上昇比の向上に寄与する粘着力上昇遅延剤として機能し得る。モノマーS1としては、特に限定されず、ポリオルガノシロキサン骨格を含有する任意のモノマーを用いることができる。モノマーS1は、その構造に由来する極性の低さにより、使用前(被着体への貼付け前)の粘着シートにおいてポリマーBの粘着剤層表面への偏在を促進し、貼り合わせ初期の軽剥離性(低粘着性)を発現する。モノマーS1としては、片末端に重合性反応基を有する構造のものを好ましく用いることができる。このようなノマーS1と(メタ)アクリル系モノマーとの共重合によると、側鎖にポリオルガノシロキサン骨格を有するポリマーBが形成される。かかる構造のポリマーBは、側鎖の運動性および移動容易性により、初期粘着力が低く、かつ粘着力上昇比の高いものとなりやすい。

モノマーS1の官能基当量(g/mol)=(モノマーS11の官能基当量×モノマーS11の配合量+モノマーS12の官能基当量×モノマーS12の配合量+・・・+モノマーS1nの官能基当量×モノマーS1nの配合量)/(モノマーS11の配合量+モノマーS12の配合量+・・・+モノマーS1nの配合量)
粘着剤層には、凝集力の調整等の目的で、必要に応じて架橋剤が用いられ得る。架橋剤としては、粘着剤の分野において公知の架橋剤を使用することができ、例えば、イソシアネート系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、カルボジイミド系架橋剤、金属キレート系架橋剤等を挙げることができる。特に、イソシアネート系架橋剤、エポキシ系架橋剤、金属キレート系架橋剤が好ましい。架橋剤は、一種を単独でまたは二種以上を組み合わせて用いることができる。ここに開示される技術は、架橋剤として少なくともイソシアネート系架橋剤を用いる態様で好ましく実施され得る。
多官能性モノマーとしては、例えば、エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ポリプロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、1,12−ドデカンジオールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、テトラメチロールメタントリ(メタ)アクリレート、アリル(メタ)アクリレート、ビニル(メタ)アクリレート、ジビニルベンゼン、エポキシアクリレート、ポリエステルアクリレート、ウレタンアクリレート、ブチルジオール(メタ)アクリレート、ヘキシルジオールジ(メタ)アクリレート等が挙げられる。なかでも、トリメチロールプロパントリ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレートを好適に使用することができる。多官能性モノマーは、一種を単独でまたは二種以上を組み合わせて使用することができる。
粘着剤層には、必要に応じて粘着付与樹脂を含ませることができる。粘着付与樹脂としては、特に制限されないが、例えば、ロジン系粘着付与樹脂、テルペン系粘着付与樹脂、フェノール系粘着付与樹脂、炭化水素系粘着付与樹脂、ケトン系粘着付与樹脂、ポリアミド系粘着付与樹脂、エポキシ系粘着付与樹脂、エラストマー系粘着付与樹脂等が挙げられる。粘着付与樹脂は、一種を単独でまたは二種以上を組み合わせて用いることができる。
粘着剤層(1)は、粘着剤組成物の硬化層であり得る。すなわち、該粘着剤層(1)は、水分散型、溶剤型、光硬化型、ホットメルト型等の粘着剤組成物を適当な表面に塗布した後、硬化処理を適宜施すことにより形成され得る。二種以上の硬化処理(乾燥、架橋、重合、冷却等)を行う場合、これらは、同時に、または多段階にわたって行うことができる。モノマー成分の部分重合物(アクリル系ポリマーシロップ)を用いた粘着剤組成物では、典型的には、上記硬化処理として、最終的な共重合反応が行われる。すなわち、部分重合物をさらなる共重合反応に供して完全重合物を形成する。例えば、光硬化性の粘着剤組成物であれば、光照射が実施される。必要に応じて、架橋、乾燥等の硬化処理が実施されてもよい。例えば、光硬化性粘着剤組成物で乾燥させる必要がある場合は、乾燥後に光硬化を行うとよい。完全重合物を用いた粘着剤組成物では、典型的には、上記硬化処理として、必要に応じて乾燥(加熱乾燥)、架橋等の処理が実施される。
粘着剤層(2)は、ベースポリマーPおよび光硬化剤を含み、活性光線(例えばUV)の照射により硬化して粘着力が向上する性質を示す。したがって、粘着力向上工程において粘着力の上昇をもたらす刺激として活性光線の照射を行う態様で、ここに開示される積層体製造方法に好ましく用いられ得る。活性光線照射による硬化の効率を高める観点から、粘着剤層(2)を構成する粘着剤組成物(光硬化性組成物)は、光開始剤を含んでいることが好ましい。光硬化前の粘着剤層を固くして、一部除去工程において第二領域の粘着シートを剥離除去する際に粘着剤が被着体上に残留する現象、すなわち糊残り現象を抑制する観点から、ベースポリマーPには架橋構造が導入されていることが好ましい。
粘着剤層(2)のベースポリマーP(以下、「ポリマーP」と略記することがある。)としては、光学的透明性等の観点から、アクリル系ポリマーを好ましく用いることができる。例えば、粘着剤層(2)の50重量%以上がアクリル系ポリマーであることが好ましい。アクリル系ポリマーとしては、その構成モノマー成分全量のうち40重量%以上が、上述したポリマーAと同様の(メタ)アクリル酸アルキルエステルであるものを好ましく用いることができる。
粘着剤に適度の凝集力を持たせる観点から、ポリマーPには架橋構造が導入されていることが好ましい。例えば、ポリマーPを重合した後の溶液に架橋剤を添加し、必要に応じて加熱を行うことにより、架橋構造が導入される。架橋剤としては、イソシアネート系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、カルボジイミド系架橋剤、金属キレート系架橋剤等が挙げられる。これらの架橋剤は、ポリマーPに導入されたヒドロキシ基等の官能基と反応して架橋構造を形成する。イソシアネート系架橋剤としては、粘着剤層(1)と同様のものを使用し得る。
粘着剤層(2)を構成する粘着剤組成物は、ポリマーPに加えて光硬化剤を含有することにより、光硬化性を示すように構成されている。粘着剤層(2)は、被着体との貼り合わせ後、粘着力を上昇させる刺激として活性光線の照射を行うことにより、光硬化して粘着力が向上する性質を示す。
粘着剤層(2)は、光開始剤を含むことが好ましい。光開始剤は、活性光線の照射により活性種を発生し、光硬化剤の硬化反応を促進する。光開始剤としては、光硬化剤の種類等に応じて、光カチオン開始剤(光酸発生剤)、光ラジカル開始剤、光アニオン開始剤(光塩基発生剤)等が用いられる。光硬化剤として多官能アクリレートが用いられる場合は、光ラジカル開始剤を用いることが好ましい。光ラジカル開始剤としては、ヒドロキシケトン類、ベンジルジメチルケタール類、アミノケトン類、アシルフォスフィンオキサイド類、ベンゾフェノン類、トリクロロメチル基含有トリアジン誘導体等が挙げられる。光ラジカル発生剤は、単独で使用してもよく、2種以上を混合して使用してもよい。粘着剤層における光開始剤の含有量は、粘着剤層の全量100重量部に対して、0.001〜10重量部が好ましく、0.01〜5重量部がより好ましい。
上記例示の各成分の他、粘着剤層は、シランカップリング剤、粘着性付与剤、可塑剤、軟化剤、劣化防止剤、充填剤、着色剤、紫外線吸収剤、酸化防止剤、界面活性剤、帯電防止剤等の添加剤を、ここに開示される技術により得られる効果を大きく損なわない範囲で含有していてもよい。
粘着剤層(2)は、例えば、ポリマーP、光硬化剤および必要に応じて用いられる他の成分とを含む粘着剤組成物を適当な表面に塗布した後、必要に応じて溶媒を乾燥除去することにより形成することができる。乾燥方法としては、適宜、適切な方法が採用され得る。加熱乾燥温度は、好ましくは40℃〜200℃、より好ましくは50℃〜180℃、さらに好ましくは70℃〜170℃である。乾燥時間は、好ましくは5秒〜20分、より好ましくは5秒〜15分、さらに好ましくは10秒〜10分である。
光硬化前の粘着剤層(2)は、粘着力を抑制しやすくする観点から、摩擦力顕微鏡(FFM)のタッピングモードにより測定される周波数5Hzでの摩擦力が、周波数0.1Hzでの摩擦力の2〜5倍であることが好ましい。また、粘着剤層(2)の周波数0.1Hzと5Hzの摩擦力の比が当該範囲にある場合に、光硬化後の粘着力を光硬化前に比べて大きく上昇させやすくなる傾向にある。
(測定条件)
カンチレバー:BudgetSensors製「Tap300E−G」(バネ定数40N/m相当品)
ADD値:8.44V、DIF値:0.4V、FFM値:0V
雰囲気:真空、室温
スキャン速度:0.1Hz,1Hzおよび5Hz
ここに開示される製造方法に用いられる粘着シートの厚さは特に限定されず、例えば3μm〜11mm程度であり得る。粘着シートの取扱い性等の観点から、粘着シートの厚さは、通常、5μm以上であることが適当であり、10μm以上でもよく、30μm以上でもよい。一部除去工程における第二領域の剥離作業性等の観点から、いくつかの態様において、厚さが50μm以上、70μm以上または90μm以上の粘着シートを好ましく使用し得る。また、カット工程における切断加工性や一部除去工程における第二領域の剥離作業性等の観点から、粘着シートの厚さは、例えば1000μm以下であってよく、600μm以下であってもよく、350μm以下でもよく、200μm以下でもよく、150μm以下でもよい。
ここに開示される方法によると、粘着片によるパターンが被着体上に精度よく形成され、かつ上記パターンの耐久性に優れた積層体を、効率よく製造することができる。かかる特長を活かして、ここに開示される方法は、車両の外装材や内装材、建物の外装材や内装材等の建材、窓ガラス、看板、標識、家電製品、光学製品、電子製品等の製品またはその構成部材を被着体とし、そのような被着体が粘着片のパターンによって部分的に覆われた積層体を製造する用途に好ましく適用され得る。上記積層体は、上述した各種製品またはその構成部材であり得る。上記粘着片は、上記積層体の構成要素として各種製品に含まれることにより、該積層体に含まれる被着体、または上記積層体を含む製品やその部材に、装飾、表示、保護、補強、衝撃緩和、応力集中の緩和、形状維持、形状回復、等の機能を付与するために役立ち得る。ここに開示される方法は、例えば、フィルムカバーレイを備えたFPCの製造に好ましく適用され得る。
撹拌羽根、温度計、窒素ガス導入管および冷却器を備えた反応容器に、2−エチルヘキシルアクリレート(2EHA)63部、N−ビニルピロリドン(NVP)15部、メチルメタクリレート(MMA)9部、2−ヒドロキシエチルアクリレート(HEA)13部、および重合溶媒として酢酸エチル200部を仕込み、60℃にて窒素雰囲気下で2時間撹拌した後、熱開始剤としてAIBN0.2部を投入し、60℃で6時間反応を行って、ポリマーA1の溶液を得た。このポリマーA1のMwは110万であった。
使用するモノマーの組成を2EHA/HEA=95/5(重量比)に変更した他はポリマーA1の合成と同様にして溶液重合を行うことにより、ポリマーA2の溶液を得た。このポリマーA2のMwは90万であった。
撹拌羽根、温度計、窒素ガス導入管および冷却器を備えた反応容器に、2EHA96.2部、HEA3.8部、および重合溶媒として酢酸エチル150部を仕込み、60℃にて窒素雰囲気下で2時間撹拌した後、熱開始剤としてAIBN0.2部を投入し、60℃で6時間反応を行って、ポリマーA3の溶液(固形分40%)を得た。このポリマーA3のMwは54万であった。
撹拌羽根、温度計、窒素ガス導入管および冷却器を備えた反応容器に、MMA40部、n−ブチルメタクリレート(BMA)20部、2−エチルヘキシルメタクリレート(2EHMA)20部、官能基当量が900g/molのポリオルガノシロキサン骨格含有メタクリレートモノマー(商品名:X−22−174ASX、信越化学工業株式会社製)9部、官能基当量が4600g/molのポリオルガノシロキサン骨格含有メタクリレートモノマー(商品名:KF−2012、信越化学工業株式会社製)11部、酢酸エチル100部、および連鎖移動剤としてチオグリセロール0.6部を投入し、70℃にて窒素雰囲気下で1時間撹拌した後、熱開始剤としてAIBN0.2部を投入し、70℃で3時間反応させた後に、さらに0.1重量部のAIBNを投入し、続いて80℃で5時間反応させた。このようにしてシロキサン構造含有ポリマーB1の溶液を得た。このポリマーB1のMwは20000であった。
・サンプル濃度:0.2wt%(テトラヒドロフラン(THF)溶液)
・サンプル注入量:10μl
・溶離液:THF・流速:0.6ml/min
・測定温度:40℃
・カラム:
サンプルカラム;TSKguardcolumn SuperHZ-H(1本)+TSKgel SuperHZM-H(2本)
リファレンスカラム;TSKgel SuperH-RC(1本)
・検出器:示差屈折計(RI)
(粘着シートD1)
上記ポリマーA1の溶液に、該溶液に含まれるポリマーA1の100部当たり、固形分基準で、ポリマーB1を2.5部、イソシアネート系架橋剤(商品名:タケネートD110N、トリメチロールプロパンキシリレンジイソシアネート、三井化学社製)を2.5部添加し、均一に混合して粘着剤組成物C1を調製した。
表面処理がされていない厚さ75μmのPETフィルム(東レ製「ルミラーS10」)の片面に、粘着剤組成物C1を直接塗布し、110℃で2分間加熱して乾燥させることにより厚さ25μmの粘着剤層を形成し、該粘着剤層の表面(粘着面)に剥離ライナー(三菱ケミカル社製のMRQ50T100、片面がシリコーン系剥離剤で処理されたポリエステルフィルム、厚さ50μm)の剥離処理面を貼り合わせて保護した。このようにして、厚さ75μmのPETフィルムからなる基材層の片面に粘着剤層を有し、該粘着剤層の表面(粘着面)が剥離ライナーで保護された形態の粘着シートD1を得た。
上記ポリマーA1の溶液に、該溶液に含まれるポリマーA1の100部当たり、固形分基準で、イソシアネート系架橋剤(商品名:タケネートD110N、トリメチロールプロパンキシリレンジイソシアネート、三井化学社製)を2.5部、光硬化剤(商品名:A−200、ポリエチレングリコール#200ジアクリレート、官能基当量154g/eq、新中村化学工業製)を30部、および光開始剤を0.1部添加し、均一に混合して、粘着剤組成物C2を調製した。光開始剤としては、1−ヒドロキシシクロヘキシルフェニルケトン(BASF製「イルガキュア184」)を使用した。
表面処理がされていない厚さ75μmのPETフィルム(東レ製「ルミラーS10」)の片面に、ファウンテンロールを用いて粘着剤組成物C2を直接塗布し、130℃で1分間加熱して乾燥させることにより、厚さ25μmの粘着剤層を形成した。この粘着剤層の表面(粘着面)に剥離ライナー(表面がシリコーン剥離剤で処理されたPETフィルム、厚さ25μm)の剥離処理面を貼り合わせて保護し、25℃の雰囲気で4日間のエージング処理を行って架橋を進行させた。このようにして、粘着面が剥離ライナーで保護された形態の粘着シートD2を得た。
上記ポリマーA2の溶液に、該溶液に含まれるポリマーA2の100部当たり、イソシアネート系架橋剤(商品名:タケネートD110N、トリメチロールプロパンキシリレンジイソシアネート、三井化学社製)を固形分基準で2.5部添加し、均一に混合して粘着剤組成物C3を調製した。粘着剤組成物C1に代えて粘着剤組成物C3を用いた他は粘着シートD1の作製と同様にして、粘着面が剥離ライナーで保護された形態の粘着シートD3を得た。
ポリマーB1を使用しない他は粘着剤組成物C1の調製と同様にして、粘着剤組成物C4を調製した。粘着剤組成物C1に代えて粘着剤組成物C4を用いた他は粘着シートD1の作製と同様にして、粘着面が剥離ライナーで保護された形態の粘着シートD4を得た。
上記ポリマーA3の溶液に、該溶液に含まれるポリマーA3の100部当たり、固形分基準で、ポリマーB1を2.5部、イソシアネート系架橋剤(商品名:コロネートL(トリメチロールプロパン/トリレンジイソシアネート3量体付加物の75%酢酸エチル溶液、東ソー社製)を3.3部添加し、均一に混合して粘着剤組成物C5を調製した。粘着剤組成物C1に代えて粘着剤組成物C5を用いた他は粘着シートD1の作製と同様にして、粘着面が剥離ライナーで保護された形態の粘着シートD5を得た。
厚さ12.5μmのポリイミドフィルム(東レ・デュポン製「カプトン50EN」)を、両面粘着テープ(日東電工製「No.531」)を介してガラス板に固定することにより、粘着力測定用のテストピースを作製した。また、粘着シートD1〜D4およびD5を幅25mmの短冊状に裁断して測定用サンプルを作製した。
23℃、50%RHの標準環境下において、上記テストピースに測定用サンプルの粘着面を、2kgのローラを1往復させて圧着した。これを上記標準環境下に30分間放置した後、引張試験機(ミネベア社製「TCM−1kNB」)を使用して、JIS Z0237に準じて剥離角度180度、引張速度300mm/分の条件で剥離強度(初期粘着力)B0[N/25mm]を測定した。
加熱:80℃で5分間加熱した。
UV照射:ウシオ社製のUniFieldを用いて、主波長約365nmの紫外線を、2000mJ/cm2の光量となるように照射した。
(製造例1)
粘着シートD1を幅25mm、長さ100mmのサイズに裁断して、積層体製造用の粘着シートを調製した。また、被着体として、厚さ12.5μm、幅30mm、長さ120mmのポリイミドフィルム(東レ・デュポン社製、「カプトン50EN」)を用意した。上記被着体に上記粘着シートを貼り合わせ、該粘着シートにパターン加工を施した後に刺激を与えて粘着力を上昇させることにより、上記被着体が上記パターン加工された粘着シートで覆われた構成の積層体を作製した。
得られた粘着シート/被着体積層物における粘着シートの幅中央に、該粘着シートの長手方向の一端から他端まで直線状に延びる幅2mm、長さ100mmの第二領域を設定した。上記第二領域とその両側の第一領域との境界(二本の直線)に沿って粘着シート面側からレーザーを照射することにより、粘着シートD1のみを切断する切断加工を施した(カット工程)。上記切断加工は、GCC社製のレーザー切断装置「Spirit, Model number SI-30V」を使用して、以下の条件で行った。
Speed:9.0%
Power:10.0%
DPI:500
PPI:400
第二領域の一端を被着体から剥がして引張試験機のチャックで掴み、剥離角度180度、引張速度300mm/分の条件で粘着シートの長手方向に引っ張ることにより、幅2mmのスリット状の第二領域を被着体から剥離除去した(一部除去工程)。
次いで、粘着力上昇刺激として上述の加熱(80℃、5分間)を行うことにより(粘着力上昇工程)、目的とする積層体を製造した。
粘着シートD1に代えて粘着シートD2を用いた点、および粘着力上昇工程において加える刺激を加熱から上述のUV照射(主波長約365nm、光量2000mJ/cm2)に変更した点を除いては、製造例1と同様の手順で積層体を製造した。
粘着シートD1,D3およびD4をそれぞれ使用して、粘着力上昇工程を行わない点を除いては製造例1と同様の手順により積層体を製造した。
粘着シートD1に代えて粘着シートD5を用いた点を除いては、製造例1と同様の手順で積層体を製造した。
各製造例の一部除去工程において、被着体から第二領域を剥離する際に被着体に伸び等の変形が認められなかった場合には「G」(パターン加工性良好)、変形が認められた場合には「P」(パターン加工性に乏しい)と評価した。結果を表2に示した。
なお、製造例5では第二領域の剥離を適切に行うことができなかったため、以下の耐久性試験は行わなかった。また、製造例1〜4、8のいずれにおいても、第二領域の剥離時に被着体への糊残りは認められなかった。
製造例1〜4、8により得られた積層体について、ユアサシステム機器社製の面状体無負荷U字伸縮試験機「DLDM111LH」および治具(面状体無負荷U字伸縮試験治具)を用いて、伸縮速度30rpm、曲げ半径3mm、伸縮回数100回の条件で耐久性試験を行った。
具体的には、図6に示すように、サンプル60の両端部x,yを上記試験機のクランプ部分61、62に両面テープ(図示せず)で固定した後、上記条件にて、サンプル60が平面の状態から粘着シート側を内側として曲げ半径3mmのU字状に折れ曲るような伸縮を繰り返して行った。サンプル60を折り曲げる際には、クランプの作動によりサンプル60の両端部x,yを接触させるとともに、サンプル60の他の部分を別途設置されている板部63、64により両外側から無負荷で挟み込むようにした。
100回伸縮後のサンプルの状態を目視により観察し、粘着シートと被着体の間に浮きが認められなかった場合は「G」(耐久性良好)、浮きが認められた場合は「P」(耐久性に乏しい)と評価した。結果を表2に示した。
図7に示すように、幅120mm、長さ220mmのポリイミドフィルム72の片面の幅中央に、該フィルム72の長手方向の一端から他端まで直線状に延びる幅1.9mmの銅パターン配線74を有する被着体70を用意した。この被着体70の銅パターン配線形成面のほぼ中央に、粘着シートD1を幅100mm、長さ200mmのサイズに裁断した粘着シートを、ハンドローラーにより貼り付けた(貼付工程)。
得られた粘着シート/被着体積層物に、上記銅パターン配線と重複して上記粘着シートを幅方向に横切って延びる幅2mmの第二領域を設定し、該第二領域とその両側の第一領域との境界に沿って上記積層物の粘着シート側から製造例1と同様のレーザー切断を行うことにより、上記粘着シートのみを切断する切断加工を施した(カット工程)。
次いで、上記第二領域を被着体から剥離除去することにより(一部除去工程)、幅2mmのスリットを有する粘着片によって被着体が部分的に覆われ、該スリットにおいて銅パターン配線が露出した構成の積層体を得た。
粘着シートD4を幅100mm、長さ200mmのサイズに裁断し、その背面(基材層の、粘着剤層が設けられた側とは反対側の面)をトーヨーケム社製の仮固定テープ「LE−900」の粘着面に貼り合わせた。
得られた粘着シート/仮固定テープ積層物に、該粘着シートを幅方向に横切って延びる幅2mmの第二領域を設定し、該第二領域とその両側の第一領域との境界に沿って上記積層物の粘着シート側から製造例1と同様のレーザー切断を行うことにより、上記粘着シートのみを切断する切断加工を施した。
次いで、上記第二領域を仮固定テープから剥離除去することにより、上記スリットが形成された粘着片の背面が上記仮固定テープに支持された積層物を得た。
ベアック社製高精度フィルム貼合せ機(型式:BCF250RH)を用いて、上記積層物の粘着片側を製造例6と同様の被着体に、上記スリットと上記銅パターン配線とが重複するようにして常温で圧着した後、上記仮固定テープのみを剥離した。
製造例6,7により得られた積層体について、オリンパス社製の測長顕微鏡(型式:STM6)を用いて、図8に示すように、銅パターン配線74の中心線L0と、粘着片76,76の間に設けられたスリットの中心線L1との距離を誤差Xとして計測した。その計測結果に基づいて、誤差Xが50μm未満である場合は「合格」、誤差Xが50μm以上である場合は「不合格」と判定した。結果を表3に示した。
10 被着体
10A 表面
20 粘着シート
21 第一領域
21A,21B 粘着片
22 第二領域
202 基材層
204 粘着剤層
50 積層体製造装置
51 貼付機構
52 カット機構
53 剥離機構
54 粘着力上昇機構
70 被着体
72 ポリイミドフィルム
74 銅パターン配線
76 粘着片
Claims (10)
- 被着体と、該被着体を部分的に覆う粘着片と、を含む積層体の製造方法であって、
基材層と該基材層の少なくとも前記被着体側の面に積層された粘着剤層とを含む粘着シートを前記被着体に貼り付ける貼付工程;
前記粘着シートのうち前記粘着片を構成する第一領域と前記粘着片を構成しない第二領域との境界に切断加工を施すカット工程;
前記第一領域を前記被着体上に残しつつ前記第二領域を前記被着体から剥離除去する一部除去工程;および、
前記第一領域の前記被着体に対する粘着力を上昇させる粘着力上昇工程;
を、この順で含み、
ここで、前記粘着力上昇工程は紫外線照射処理を含む、積層体製造方法。 - 前記粘着剤層は、ベースポリマーと光硬化剤とを含む光硬化性組成物からなり、
前記光硬化剤は多官能(メタ)アクリレートであり、
前記光硬化剤の含有量は、前記ベースポリマー100重量部に対して1重量部以上50重量部以下である、請求項1に記載の積層体製造方法。 - 前記粘着力上昇工程では、前記粘着シートの前記被着体に対する粘着力を該工程前の2倍以上に上昇させる、請求項1または2に記載の積層体製造方法。
- 前記一部除去工程は、前記粘着シートの前記被着体に対する粘着力が2N/25mmを超える前に行われる、請求項1から3のいずれか一項に記載の積層体製造方法。
- 前記粘着力上昇工程により、前記第一領域の粘着シートの前記被着体に対する粘着力を3N/25mm以上とする、請求項1から4のいずれか一項に記載の積層体製造方法。
- 前記第二領域は、該第二領域の少なくとも一端が前記粘着シートの端に至るように設定される、請求項1から5のいずれか一項に記載の積層体製造方法。
- 前記第二領域は、前記粘着シートの端に至る一端が当該粘着シートの端に向けて幅広になる形状である、請求項6に記載の積層体製造方法。
- 前記貼付工程に用いられる前記粘着シートは、面積が2500cm2以上であり、かつ短辺の長さが50cm以上である、請求項1から7のいずれか一項に記載の積層体製造方法。
- 前記貼付工程に用いられる前記粘着シートおよび前記被着体として、前記積層体に対応するユニットを複数含むものを使用し、
前記貼付工程より後に行われる工程として、前記粘着シートおよび前記被着体を前記ユニットに分割する分割工程をさらに含む、請求項1から8のいずれか一項に記載の積層体製造方法。 - 請求項1から9のいずれか一項に記載の製造方法を実施するための装置であって、
前記粘着シートを貼り付ける貼付機構と、
前記粘着シートに切断加工を施すカット機構と、
前記粘着シートの前記第二領域を剥離する剥離機構と、
前記粘着シートに粘着力上昇刺激を与える粘着力上昇機構と、
を含む、積層体製造装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020197033391A KR102138154B1 (ko) | 2017-12-28 | 2018-12-21 | 적층체의 제조 방법 |
| PCT/JP2018/047376 WO2019131555A1 (ja) | 2017-12-28 | 2018-12-21 | 積層体の製造方法 |
| CN201880048680.0A CN110997323B (zh) | 2017-12-28 | 2018-12-21 | 层叠体的制造方法 |
| TW108128670A TWI707778B (zh) | 2017-12-28 | 2018-12-26 | 積層體之製造方法 |
| TW107147158A TWI707777B (zh) | 2017-12-28 | 2018-12-26 | 積層體之製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017253310 | 2017-12-28 | ||
| JP2017253310 | 2017-12-28 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018240235A Division JP6595082B2 (ja) | 2017-12-28 | 2018-12-21 | 積層体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6513279B1 true JP6513279B1 (ja) | 2019-05-15 |
| JP2019119199A JP2019119199A (ja) | 2019-07-22 |
Family
ID=66530738
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018228924A Active JP6513279B1 (ja) | 2017-12-28 | 2018-12-06 | 積層体の製造方法 |
| JP2018240235A Active JP6595082B2 (ja) | 2017-12-28 | 2018-12-21 | 積層体の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018240235A Active JP6595082B2 (ja) | 2017-12-28 | 2018-12-21 | 積層体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP6513279B1 (ja) |
| KR (3) | KR20200094082A (ja) |
| CN (3) | CN110177692B (ja) |
| TW (2) | TWI707777B (ja) |
| WO (2) | WO2019130616A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113993960A (zh) * | 2019-06-21 | 2022-01-28 | 日东电工株式会社 | 粘合片、中间层叠体、中间层叠体的制造方法及产品层叠体的制造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110177692B (zh) * | 2017-12-28 | 2020-07-17 | 日东电工株式会社 | 层叠体的制造方法 |
| JP7519777B2 (ja) * | 2019-03-18 | 2024-07-22 | 株式会社日本触媒 | 粘着剤組成物 |
| CN111605349A (zh) * | 2020-04-08 | 2020-09-01 | 赛维精密科技(广东)股份有限公司 | 一种雕刻耐高温转移贴花方法及设备 |
| JP2022030292A (ja) * | 2020-08-06 | 2022-02-18 | 日東電工株式会社 | 補強用フィルム、光学部材および電子部材 |
| JP2022030294A (ja) * | 2020-08-06 | 2022-02-18 | 日東電工株式会社 | 補強用フィルム、光学部材および電子部材 |
| JPWO2022163300A1 (ja) * | 2021-01-29 | 2022-08-04 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01221225A (ja) * | 1988-03-01 | 1989-09-04 | Max Co Ltd | 粘着シートの貼着方法 |
| JPH02210386A (ja) * | 1989-02-09 | 1990-08-21 | Sekisui Chem Co Ltd | シート状物の部分剥離方法 |
| JP3169199B2 (ja) * | 1994-02-28 | 2001-05-21 | 本田技研工業株式会社 | 車体上面への保護フィルム貼付方法 |
| JPH10278183A (ja) * | 1997-02-05 | 1998-10-20 | Kayou Giken Kogyo Kk | 透明貼着体、その製造方法及び貼着物 |
| JP2002011452A (ja) * | 2000-04-28 | 2002-01-15 | Kansai Paint Co Ltd | マーキング用粘着シートの剥離方法及び剥離装置 |
| JP4405323B2 (ja) * | 2004-06-21 | 2010-01-27 | リンテック株式会社 | 積層シートおよびその製造方法 |
| JP2007045974A (ja) * | 2005-08-11 | 2007-02-22 | Nitto Denko Corp | 熱硬化型粘接着剤組成物、熱硬化型粘接着テープ又はシートおよび配線回路基板 |
| JP2009256458A (ja) * | 2008-04-16 | 2009-11-05 | Hitachi Chem Co Ltd | 粘接着シート及び半導体装置の製造方法 |
| JP6045773B2 (ja) * | 2009-11-26 | 2016-12-14 | 日立化成株式会社 | 接着シート及びその製造方法、並びに、半導体装置の製造方法及び半導体装置 |
| KR101092987B1 (ko) | 2011-08-03 | 2011-12-12 | 주식회사 플렉스컴 | 절곡부를 갖는 연성회로기판 및 그의 제조방법 |
| JP2013159743A (ja) * | 2012-02-07 | 2013-08-19 | Nitto Denko Corp | 粘着剤積層物の剥離方法およびそれに用いる粘着剤層 |
| JP2014043548A (ja) * | 2012-07-31 | 2014-03-13 | Nitto Denko Corp | 粘着剤組成物、粘着剤層、粘着シート及び光学フィルム |
| CN105073931B (zh) * | 2013-03-26 | 2017-03-08 | 三井化学东赛璐株式会社 | 叠层膜的制造方法、叠层膜以及使用该叠层膜的半导体装置的制造方法 |
| JP6223836B2 (ja) * | 2013-04-15 | 2017-11-01 | 日東電工株式会社 | 粘着剤組成物および粘着シート |
| JP2015000908A (ja) * | 2013-06-14 | 2015-01-05 | 日東電工株式会社 | 両面粘着シートの製造方法 |
| JP2015174903A (ja) * | 2014-03-14 | 2015-10-05 | 旭硝子株式会社 | 両面粘着フィルム、粘着層付き透明面材 |
| KR20170021912A (ko) * | 2014-06-11 | 2017-02-28 | 닛토덴코 가부시키가이샤 | 점착 시트 |
| KR102394516B1 (ko) * | 2015-03-26 | 2022-05-04 | 린텍 가부시키가이샤 | 다이싱 시트, 다이싱 시트의 제조 방법, 및 몰드 칩의 제조 방법 |
| JP2016208033A (ja) * | 2015-04-24 | 2016-12-08 | 日東電工株式会社 | 封止半導体素子および半導体装置の製造方法 |
| JP2017062430A (ja) * | 2015-09-25 | 2017-03-30 | 凸版印刷株式会社 | 粘着積層体とその製造方法 |
| TWI818232B (zh) * | 2016-02-08 | 2023-10-11 | 日商三菱化學股份有限公司 | 透明雙面黏著片及黏著片積層體 |
| JP6310492B2 (ja) * | 2016-03-31 | 2018-04-11 | 古河電気工業株式会社 | 電子デバイスパッケージ用テープ |
| CN110177692B (zh) * | 2017-12-28 | 2020-07-17 | 日东电工株式会社 | 层叠体的制造方法 |
-
2018
- 2018-04-26 CN CN201880005305.8A patent/CN110177692B/zh active Active
- 2018-04-26 KR KR1020197011059A patent/KR20200094082A/ko unknown
- 2018-04-26 CN CN201910758066.XA patent/CN110509624A/zh active Pending
- 2018-04-26 WO PCT/JP2018/016942 patent/WO2019130616A1/ja active Application Filing
- 2018-04-26 KR KR1020197009197A patent/KR102019639B1/ko active IP Right Grant
- 2018-12-06 JP JP2018228924A patent/JP6513279B1/ja active Active
- 2018-12-21 KR KR1020197033391A patent/KR102138154B1/ko active IP Right Grant
- 2018-12-21 CN CN201880048680.0A patent/CN110997323B/zh active Active
- 2018-12-21 JP JP2018240235A patent/JP6595082B2/ja active Active
- 2018-12-21 WO PCT/JP2018/047376 patent/WO2019131555A1/ja active Application Filing
- 2018-12-26 TW TW107147158A patent/TWI707777B/zh active
- 2018-12-26 TW TW108128670A patent/TWI707778B/zh active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113993960A (zh) * | 2019-06-21 | 2022-01-28 | 日东电工株式会社 | 粘合片、中间层叠体、中间层叠体的制造方法及产品层叠体的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201940348A (zh) | 2019-10-16 |
| WO2019130616A1 (ja) | 2019-07-04 |
| WO2019131555A1 (ja) | 2019-07-04 |
| TW201934347A (zh) | 2019-09-01 |
| TWI707777B (zh) | 2020-10-21 |
| KR20190082196A (ko) | 2019-07-09 |
| CN110509624A (zh) | 2019-11-29 |
| CN110997323A (zh) | 2020-04-10 |
| KR102138154B1 (ko) | 2020-07-27 |
| JP2019119858A (ja) | 2019-07-22 |
| KR102019639B1 (ko) | 2019-09-06 |
| JP6595082B2 (ja) | 2019-10-23 |
| TWI707778B (zh) | 2020-10-21 |
| KR20190132530A (ko) | 2019-11-27 |
| JP2019119199A (ja) | 2019-07-22 |
| KR20200094082A (ko) | 2020-08-06 |
| CN110997323B (zh) | 2020-08-18 |
| CN110177692A (zh) | 2019-08-27 |
| CN110177692B (zh) | 2020-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6513279B1 (ja) | 積層体の製造方法 | |
| CN108541269B (zh) | 粘合片 | |
| KR102202222B1 (ko) | 점착 시트 | |
| CN110003806B (zh) | 加强膜 | |
| KR20190058278A (ko) | 점착 시트 | |
| CN113286702B (zh) | 粘合片 | |
| JP6541864B1 (ja) | 積層体の製造方法 | |
| WO2019131556A1 (ja) | 積層体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190121 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20190121 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190322 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190409 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6513279 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |