JP6500845B2 - 貼り合わせウェーハの製造方法 - Google Patents
貼り合わせウェーハの製造方法 Download PDFInfo
- Publication number
- JP6500845B2 JP6500845B2 JP2016118094A JP2016118094A JP6500845B2 JP 6500845 B2 JP6500845 B2 JP 6500845B2 JP 2016118094 A JP2016118094 A JP 2016118094A JP 2016118094 A JP2016118094 A JP 2016118094A JP 6500845 B2 JP6500845 B2 JP 6500845B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- temperature
- heat treatment
- bonded
- peeling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10D—INORGANIC ELECTRIC SEMICONDUCTOR DEVICES
- H10D86/00—Integrated devices formed in or on insulating or conducting substrates, e.g. formed in silicon-on-insulator [SOI] substrates or on stainless steel or glass substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P30/00—Ion implantation into wafers, substrates or parts of devices
- H10P30/20—Ion implantation into wafers, substrates or parts of devices into semiconductor materials, e.g. for doping
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P95/00—Generic processes or apparatus for manufacture or treatments not covered by the other groups of this subclass
Landscapes
- Element Separation (AREA)
Description
上述のように、例えばSOIウェーハあるいは絶縁膜を介さないダイレクトボンドウェーハのような貼り合わせウェーハの剥離後の剥離面の表面粗さを低減させることで、より低い温度での平坦化熱処理により最終的な貼り合わせウェーハの表面(SOI層の表面)の表面粗さを低下させることができる貼り合わせウェーハの製造方法が求められていた。
図1の貼り合わせウェーハの製造方法では、まず、ボンドウェーハ1とベースウェーハ2として例えばシリコン単結晶ウェーハ2枚を準備する(図1(a),(c))。
ここで、図1では、ボンドウェーハ1の貼り合わせ面にだけ埋め込み酸化膜層となる絶縁膜(例えば、酸化膜)3が形成されているが、絶縁膜3はベースウェーハ2にだけ形成されていてもよいし、両ウェーハに形成されていてもよい。また、両ウェーハともに絶縁膜を形成することなく、直接貼り合わせてもよい。
このとき形成させる絶縁膜としては、例えば熱酸化膜、CVD酸化膜等を形成させることができる。なお、絶縁膜は、貼り合わせ面のみに形成されていてもよいし、裏面も含めたウェーハの全体に形成されていてもよい。
まず、シリコン単結晶からなるボンドウェーハ及びベースウェーハとしてそれぞれ表1に記載のウェーハを複数枚用い、表1に記載の条件で洗浄、貼り合わせ、室温保持、及び剥離熱処理を行ってSOIウェーハを作製した。なお、室温保持時間は12時間とした。また、剥離熱処理は、450℃の一定温度で、熱処理時間を3時間として行った。
実施例1と同様にして貼り合わせSOIウェーハの作製を行った。ただし、室温保持時間は48時間とした。また、剥離熱処理は、450℃の一定温度から500℃の所定温度(+50℃)まで昇温し(昇温速度10℃/min)、熱処理時間を0.5時間として行った。
また、実施例1と同様にして、最終的なSOI層の表面の表面粗さの測定を行い、結果を表2に示した。
実施例1と同様にして貼り合わせSOIウェーハの作製を行った。ただし、室温保持時間は96時間とした。また、剥離熱処理は、400℃の一定温度から450℃の所定温度(+50℃)まで昇温し(昇温速度10℃/min)、熱処理時間を3時間として行った。
また、実施例1と同様にして、最終的なSOI層の表面の表面粗さの測定を行い、結果を表2に示した。
実施例1と同様にして貼り合わせSOIウェーハの作製を行った。ただし、室温保持時間は1時間とした。また、剥離熱処理は、450℃の一定温度で、熱処理時間を3時間として行った。さらに、平坦化熱処理は、表2に示すように、1100℃、1150℃、1175℃、1200℃の温度条件で、熱処理時間をそれぞれ2時間、2時間、2時間、1時間として、得られたSOIウェーハに対し別個に行った。
また、実施例1と同様にして、最終的なSOI層の表面の表面粗さの測定を行い、結果を表2に示した。
実施例1と同様にして貼り合わせSOIウェーハの作製を行った。ただし、室温保持時間は96時間とし、剥離熱処理は、350℃の一定温度から500℃の所定温度(+150℃)まで昇温し(昇温速度10℃/min)、熱処理時間は0.5時間として行った。さらに、平坦化熱処理は、表2に示すように、1100℃、1150℃、1175℃、1200℃の温度条件で、熱処理時間をそれぞれ2時間、2時間、2時間、1時間として、得られたSOIウェーハに対し別個に行った。
また、実施例1と同様にして、最終的なSOI層の表面の表面粗さの測定を行い、結果を表2に示した。
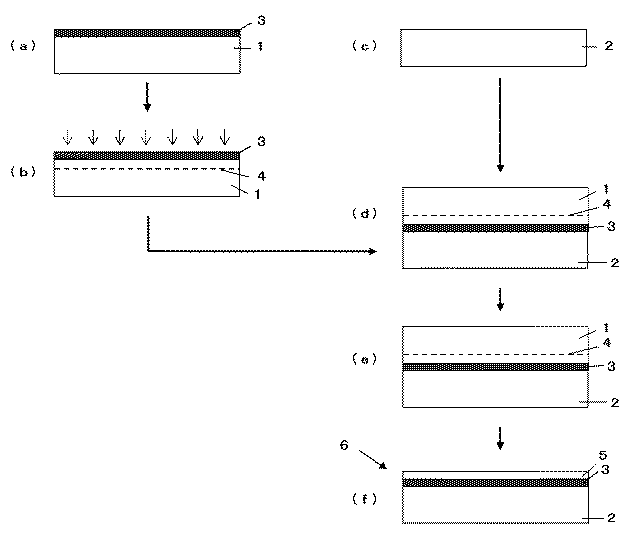
表2に示されるように、本発明の貼り合わせウェーハの製造方法で貼り合わせSOIウェーハを製造した実施例1〜3では、1100〜1175℃の比較的低温の平坦化熱処理により、比較例2の従来法(平坦化熱処理温度:1200℃)における表面粗さと同等以上の良好な表面粗さが得られることが分かった。
また、実施例1〜3における平坦化熱処理は1175℃以下で行われているため、1200℃の場合に比べて熱処理によるスリップ転位の発生が抑制されていることも確認できた。
4…イオン注入層、 5…薄膜、 6…貼り合わせウェーハ。
Claims (4)
- シリコン単結晶ウェーハからなるボンドウェーハの表面から水素イオン、希ガスイオンの少なくとも一種類のガスイオンをイオン注入して前記ボンドウェーハの内部にイオン注入層を形成し、前記ボンドウェーハのイオン注入した表面とベースウェーハの表面とを直接又は絶縁膜を介して貼り合わせた後、剥離熱処理を行うことによって前記イオン注入層で前記ボンドウェーハを剥離させて貼り合わせウェーハを製造する貼り合わせウェーハの製造方法において、
前記ボンドウェーハと前記ベースウェーハとを貼り合わせた後、前記剥離熱処理を行うまで、貼り合わせた前記ボンドウェーハと前記ベースウェーハとの貼り合わせ界面が水分子の寄与によって結合している状態で前記貼り合わせたボンドウェーハとベースウェーハを室温で12時間以上保持し、
前記剥離熱処理は、炉内温度が400℃以上500℃以下の一定温度に設定された熱処理炉内に前記貼り合わせたボンドウェーハとベースウェーハを昇温工程なしで直接投入し、前記一定温度で熱処理するか、又は、前記一定温度から+50℃以内の所定温度に昇温したのち該所定温度で熱処理することとし、
前記剥離熱処理の後に、前記ボンドウェーハを剥離した貼り合わせウェーハの剥離面を平坦化する熱処理を1回だけ行い、該平坦化する熱処理の温度を1100℃〜1175℃の温度範囲内で行うこと
を特徴とする貼り合わせウェーハの製造方法。 - 前記一定温度又は前記所定温度で熱処理した後に、前記熱処理炉から前記貼り合わせウェーハを取り出す際の温度を、前記剥離熱処理の際の温度と同一温度とすることを特徴とする請求項1に記載の貼り合わせウェーハの製造方法。
- 前記室温で保持する時間を48時間以上とすることを特徴とする請求項1又は請求項2に記載の貼り合わせウェーハの製造方法。
- 前記ボンドウェーハと前記ベースウェーハとを貼り合わせる前に、前記ボンドウェーハ及び前記ベースウェーハを洗浄することを特徴とする請求項1から請求項3のいずれか一項に記載の貼り合わせウェーハの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016118094A JP6500845B2 (ja) | 2016-06-14 | 2016-06-14 | 貼り合わせウェーハの製造方法 |
| PCT/JP2017/017184 WO2017217129A1 (ja) | 2016-06-14 | 2017-05-01 | 貼り合わせウェーハの製造方法 |
| TW106114824A TW201743367A (zh) | 2016-06-14 | 2017-05-04 | 貼合式晶圓的製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016118094A JP6500845B2 (ja) | 2016-06-14 | 2016-06-14 | 貼り合わせウェーハの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017224680A JP2017224680A (ja) | 2017-12-21 |
| JP6500845B2 true JP6500845B2 (ja) | 2019-04-17 |
Family
ID=60664018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016118094A Active JP6500845B2 (ja) | 2016-06-14 | 2016-06-14 | 貼り合わせウェーハの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6500845B2 (ja) |
| TW (1) | TW201743367A (ja) |
| WO (1) | WO2017217129A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111696858B (zh) * | 2019-03-13 | 2024-06-11 | 东京毅力科创株式会社 | 接合系统和接合方法 |
| CN110767541A (zh) * | 2019-10-28 | 2020-02-07 | 苏师大半导体材料与设备研究院(邳州)有限公司 | 一种晶圆键合方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2681472B1 (fr) * | 1991-09-18 | 1993-10-29 | Commissariat Energie Atomique | Procede de fabrication de films minces de materiau semiconducteur. |
| WO2001028000A1 (en) * | 1999-10-14 | 2001-04-19 | Shin-Etsu Handotai Co., Ltd. | Method for manufacturing soi wafer, and soi wafer |
| JP4526818B2 (ja) * | 2001-07-17 | 2010-08-18 | 信越半導体株式会社 | 貼り合わせウエーハの製造方法 |
| JP5339785B2 (ja) * | 2008-06-03 | 2013-11-13 | 信越半導体株式会社 | 貼り合わせウェーハの製造方法 |
| JP5263509B2 (ja) * | 2008-09-19 | 2013-08-14 | 信越半導体株式会社 | 貼り合わせウェーハの製造方法 |
| JP2010098167A (ja) * | 2008-10-17 | 2010-04-30 | Shin Etsu Handotai Co Ltd | 貼り合わせウェーハの製造方法 |
| JP5673180B2 (ja) * | 2011-02-14 | 2015-02-18 | 信越半導体株式会社 | 貼り合わせウェーハの製造方法 |
-
2016
- 2016-06-14 JP JP2016118094A patent/JP6500845B2/ja active Active
-
2017
- 2017-05-01 WO PCT/JP2017/017184 patent/WO2017217129A1/ja not_active Ceased
- 2017-05-04 TW TW106114824A patent/TW201743367A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017224680A (ja) | 2017-12-21 |
| WO2017217129A1 (ja) | 2017-12-21 |
| TW201743367A (zh) | 2017-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104115255B (zh) | 贴合soi晶片的制造方法 | |
| JP2013143407A (ja) | 貼り合わせsoiウェーハの製造方法 | |
| JP4552856B2 (ja) | Soiウェーハの作製方法 | |
| JP6107709B2 (ja) | 貼り合わせsoiウェーハの製造方法 | |
| JP2015177150A (ja) | 貼り合わせウェーハの製造方法 | |
| EP3309820B1 (en) | Method of manufacturing soi wafer | |
| KR20150112968A (ko) | Soi 웨이퍼의 제조방법 및 soi 웨이퍼 | |
| WO2009031392A1 (ja) | 貼り合わせウェーハの製造方法 | |
| JP4285244B2 (ja) | Soiウェーハの作製方法 | |
| JP6500845B2 (ja) | 貼り合わせウェーハの製造方法 | |
| US20190198386A1 (en) | Method for manufacturing bonded soi wafer | |
| JP4720164B2 (ja) | Soiウェーハの製造方法 | |
| TWI549192B (zh) | Method of manufacturing wafers | |
| JP5541136B2 (ja) | 貼り合わせsoiウエーハの製造方法 | |
| JP5710429B2 (ja) | 貼り合わせウェーハの製造方法 | |
| JP2016082093A (ja) | 貼り合わせウェーハの製造方法 | |
| JP4624812B2 (ja) | Soiウエーハの製造方法 | |
| JP2009289948A (ja) | 貼り合わせウェーハの製造方法 | |
| JP2014212172A (ja) | 貼り合わせウェーハの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190304 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6500845 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |