JP6343114B2 - 剥離シールの除去装置および方法 - Google Patents
剥離シールの除去装置および方法 Download PDFInfo
- Publication number
- JP6343114B2 JP6343114B2 JP2009552932A JP2009552932A JP6343114B2 JP 6343114 B2 JP6343114 B2 JP 6343114B2 JP 2009552932 A JP2009552932 A JP 2009552932A JP 2009552932 A JP2009552932 A JP 2009552932A JP 6343114 B2 JP6343114 B2 JP 6343114B2
- Authority
- JP
- Japan
- Prior art keywords
- tape
- film
- adhesive
- rod
- array
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title description 19
- 230000001070 adhesive effect Effects 0.000 claims description 70
- 239000000853 adhesive Substances 0.000 claims description 69
- 238000011084 recovery Methods 0.000 claims description 30
- 238000012545 processing Methods 0.000 claims description 23
- 230000007246 mechanism Effects 0.000 claims description 22
- 238000003825 pressing Methods 0.000 claims description 17
- 239000007788 liquid Substances 0.000 claims description 15
- 239000002390 adhesive tape Substances 0.000 claims description 11
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 4
- 230000003213 activating effect Effects 0.000 claims description 3
- 238000013519 translation Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 claims description 2
- 238000001514 detection method Methods 0.000 claims 1
- 230000008569 process Effects 0.000 description 10
- 238000010586 diagram Methods 0.000 description 6
- 239000000523 sample Substances 0.000 description 5
- 238000012864 cross contamination Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 3
- 239000004831 Hot glue Substances 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 238000003491 array Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 235000009508 confectionery Nutrition 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 241001125046 Sardina pilchardus Species 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000003149 assay kit Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000012472 biological sample Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000010411 cooking Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009509 drug development Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000013401 experimental design Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 235000019512 sardine Nutrition 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N37/00—Details not covered by any other group of this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/0004—Component parts, details or accessories; Auxiliary operations
- B29C63/0013—Removing old coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B7/00—Hand- or power-operated devices for opening closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B43/00—Operations specially adapted for layered products and not otherwise provided for, e.g. repairing; Apparatus therefor
- B32B43/006—Delaminating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
- Y10T156/1168—Gripping and pulling work apart during delaminating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
- Y10T156/1168—Gripping and pulling work apart during delaminating
- Y10T156/1174—Using roller for delamination [e.g., roller pairs operating at differing speeds or directions, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/19—Delaminating means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/19—Delaminating means
- Y10T156/195—Delaminating roller means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/19—Delaminating means
- Y10T156/195—Delaminating roller means
- Y10T156/1956—Roller pair delaminating means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/19—Delaminating means
- Y10T156/1978—Delaminating bending means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/19—Delaminating means
- Y10T156/1978—Delaminating bending means
- Y10T156/1989—Corner edge bending delaminating means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Biochemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Labeling Devices (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Clinical Laboratory Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
Description
本出願は、以下の米国暫定出願2007年3月9日出願の第60/894,188号、2007年5月30日出願の第60/915,890号、2007年6月28日出願の第60/946,799号の優先権を主張するものであり、これらは参照により本書に組み込まれる。
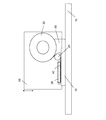
さらにロボットフレンドリーとすべく、図1、図2に示すようにその軌跡内のユーザ選択スイッチ8により、任意でコンベアカー11(図8にのみ示すが、他の実施例ではプレート16の直下にある)をその移動の終端で縦向きまたは横向きの配置にしてもよい。この特徴により、ロボットが、当該ロボットの把持部の向きに応じてプレート16をその長辺または短辺でグリップすることが可能となる。
Claims (13)
- 複数の液体サンプルを内包する容器アレイからフィルムを除去する装置であって:
処理面と;
前記処理面の上に配置される回収ロッドであって、前記容器アレイの幅と実質的に等しいか前記容器アレイの幅より大きい長さを有し、前記容器アレイと前記フィルムに対し下向きの力をかけるのに適した回収ロッドと;
前記回収ロッドの長さに沿って下側に延在し前記フィルムに接触する粘着面であって、前記下向きの力が前記粘着面を押すことにより、当該粘着面と前記フィルムの接触領域全体で前記粘着面が前記フィルムにしっかりグリップする粘着面と;
前記容器アレイおよび前記粘着面の一方を他方に対して前記処理面に平行な方向に移動させる並進手段と;
前記回収ロッドの下流側にて前記回収ロッドの断面の接線に沿って上向きに前記粘着面を引っ張る力を生成し、これにより前記容器アレイと前記粘着面の一方が移動経路に沿って動くのに伴って前記粘着面が前縁を引っ張り上げ、前記容器アレイの幅全体にわたって均一かつ一斉に持ち上げて、前記容器アレイの幅全体にわたって前記フィルムを前記容器アレイから上に剥離除去するのに適合した機構とを具え、前記粘着面が前記移動経路に沿って動く際に前記粘着面は当該粘着面と前記フィルム間の接触領域全部の隅々まで前記フィルムに連続的な強い把持力を有し、接触領域全部が前記容器アレイの幅全体にわたって連続的に延在し、前記並進手段により前記回収ロッドが前記フィルムの前縁から前記フィルムの後端縁まで変位すると前記フィルムが前記容器アレイから剥離されることを特徴とする装置。 - 請求項1の装置において、前記粘着面が熱活性化型接着片を具えるとともに、前記装置がさらに前記接着片を活性化させる熱源を具えることを特徴とする装置。
- 請求項1の装置において、前記回収ロッドは、前記フィルムの一の角部から前記フィルムの剥離を開始するために、前記移動経路と前記容器アレイの前縁のそれぞれに対し平面視で約45度の角度で配置されていることを特徴とする装置。
- 請求項1の装置において、前記粘着面は粘着テープを具え、さらに:
未使用のテープを有するソースロールと;
容器アレイ上のフィルムと接触する押圧面と;
使用済みテープと除去されたフィルムを回収する巻き上げリールであって、テープ経路が前記ソースロールから前記押圧面の下と前記回収ロッドの下に延びて前記巻き上げリールで終端する巻き上げリールと;
前記巻き上げリールを回転させて前記テープを前記ソースロールから前記テープ経路を通して引っ張る駆動モータとを具えることを特徴とする装置。 - 請求項4の装置において、前記テープ経路は前記回収ロッドにて方向を変え、これにより前記テープ経路は前記回収ロッドの下流で前記回収ロッドの上流に対して平面視で90°±10°をなすことを特徴とする装置。
- 請求項4の装置において、前記並進手段は、コンベアを具え、さらに前記容器アレイを支持し前記容器アレイの前縁を前記回収ロッドおよび前記粘着面に対して整列させるコンベアカーとを具えることを特徴とする装置。
- 請求項4の装置がさらに、前記巻き上げリールの回転速度を制御し、前記並進手段の速度を前記巻き上げリールの回転速度に調和させるコントローラを具えることを特徴とする装置。
- 請求項1の装置において、前記粘着面が粘着テープを具え、さらに:
未使用のテープを有するソースロールと;
容器アレイ上のフィルムと接触する押圧面と;
使用済みテープと除去されたフィルムを回収する巻き上げリールであって、テープ経路が前記ソースロールから前記押圧面の下と前記回収ロッドの下に延びて前記巻き上げリールで終端する巻き上げリールと;
前記テープ経路内で前記回収ロッドと前記巻き上げリールの間に配置され、前記テープを前記ソースロールから前記テープ経路へと引っ張る駆動ローラを有するピンチローラのセットと、
裏紙テープのロールを繰り出すためのペーパーロールであって、前記裏紙テープは前記粘着テープとともに前記ピンチローラへと供給されて前記粘着テープと前記裏紙テープが前記巻き上げリールに回収され、ここで前記裏紙テープは前記粘着テープ上の粘着材を覆っている、ペーパーロールとを具えることを特徴とする装置。 - 請求項1の装置がさらに、前記回収ロッドから下流の前記処理面の上に配置され、前記容器アレイに残ったフィルムを検出し、残ったフィルムを検出した場合に信号を生成するセンサを具えることを特徴とする装置。
- 請求項6の装置がさらに、前記処理面上での前記コンベアカーの移動の最後において、ロボット把持部の向きに応じて、前記コンベアカーおよびその上に支持された容器アレイの向きを選択するためのスイッチを具えることを特徴とする装置。
- 液体サンプル容器のアレイからフィルムを除去する装置であって、
処理面と;
ソースロールから始まるテープ経路の下側に沿って粘着面を有する粘着テープと;
前記テープ経路の下の処理面を横切って前記液体サンプル容器のアレイを移動させるコンベアと;
前記テープ経路内に配置され前記液体サンプル容器のアレイが前記テープ経路の下を移動する際に前記テープと前記液体サンプル容器のアレイ上のフィルムに下向きの力をかける押圧面と;
前記押圧面から下流のテープ経路内に配置された回収ロッドであって、前記液体サンプル容器のアレイの幅と実質的に等しいかそれより大きい長さを有し、前記フィルムの前縁の一の角部から前記フィルムの剥離を開始するために前記テープ経路と前記液体サンプル容器のアレイの前縁に対し平面視で約45度の角度で配向された回収ロッドと;
前記テープ経路の一端部に配置され使用済みテープと除去されたフィルムを回収する巻き上げリールと;
前記巻き上げリールを回転させて前記テープを前記ソースロールから前記テープ経路に沿って引っ張る駆動モータと;
前記回収ロッドの上の、前記フィルムが前記液体サンプル容器のアレイから引きはがされる地点の上に配置されたシールドとを具え;
前記テープ経路は前記回収ロッドにおいて方向転換し、これにより前記回収ロッドの下流のテープ経路は前記回収ロッドの上流のテープ経路に対し平面視で90°±3°であることを特徴とする装置。 - 請求項11の装置がさらに、前記回収ロッドより下流の前記処理面の上に配置され、前記液体サンプル容器のアレイの上の余分なフィルムを検出して余分なフィルムの検出に応じた信号を発生するセンサを具えることを特徴とする装置。
- 請求項11の装置がさらに、前記処理面上での前記コンベアの移動の最後において、ロボット把持部の向きに応じて、前記コンベアおよびその上に支持された液体サンプル容器のアレイの向きを選択するためのスイッチを具えることを特徴とする装置。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US89418807P | 2007-03-09 | 2007-03-09 | |
| US60/894,188 | 2007-03-09 | ||
| US91589007P | 2007-05-03 | 2007-05-03 | |
| US60/915,890 | 2007-05-03 | ||
| US94679907P | 2007-06-28 | 2007-06-28 | |
| US60/946,799 | 2007-06-28 | ||
| PCT/US2008/056450 WO2008112660A1 (en) | 2007-03-09 | 2008-03-10 | Device and method for removing a peelable seal |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015157623A Division JP6401124B2 (ja) | 2007-03-09 | 2015-08-07 | 物品からフィルムを除去する装置 |
| JP2017234293A Division JP6740203B2 (ja) | 2007-03-09 | 2017-12-06 | 剥離シールの除去装置および方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010520840A JP2010520840A (ja) | 2010-06-17 |
| JP2010520840A5 JP2010520840A5 (ja) | 2015-10-01 |
| JP6343114B2 true JP6343114B2 (ja) | 2018-06-13 |
Family
ID=39740458
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009552932A Active JP6343114B2 (ja) | 2007-03-09 | 2008-03-10 | 剥離シールの除去装置および方法 |
| JP2015157623A Active JP6401124B2 (ja) | 2007-03-09 | 2015-08-07 | 物品からフィルムを除去する装置 |
| JP2017234293A Active JP6740203B2 (ja) | 2007-03-09 | 2017-12-06 | 剥離シールの除去装置および方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015157623A Active JP6401124B2 (ja) | 2007-03-09 | 2015-08-07 | 物品からフィルムを除去する装置 |
| JP2017234293A Active JP6740203B2 (ja) | 2007-03-09 | 2017-12-06 | 剥離シールの除去装置および方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (4) | US8047253B2 (ja) |
| EP (1) | EP2118669B1 (ja) |
| JP (3) | JP6343114B2 (ja) |
| KR (1) | KR101570545B1 (ja) |
| CN (1) | CN101641603B (ja) |
| AU (1) | AU2008226410A1 (ja) |
| CA (1) | CA2680274C (ja) |
| DK (1) | DK2118669T3 (ja) |
| WO (1) | WO2008112660A1 (ja) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5584554B2 (ja) * | 2010-08-13 | 2014-09-03 | アイエス・テクノロジー・ジャパン株式会社 | シール剥離装置 |
| US20130000851A1 (en) * | 2011-06-30 | 2013-01-03 | Automatic Systems, Inc. | Automatic Backing Stripper |
| US20130186574A1 (en) * | 2012-01-25 | 2013-07-25 | Kevin D. Baker | Fiber Batt Reclaiming Method and Apparatus |
| EP2642158B1 (en) * | 2012-03-20 | 2014-11-19 | WEGMANN automotive GmbH & Co. KG | Apparatus and method for self adhesive balancing weight liner removal |
| TWI585028B (zh) * | 2013-01-30 | 2017-06-01 | 斯克林集團公司 | 剝離裝置及剝離方法 |
| CN104733947B (zh) * | 2013-12-23 | 2017-02-15 | 珠海格力电器股份有限公司 | 卷线装置及具有该卷线装置的家用电器 |
| CN103950269B (zh) * | 2014-04-23 | 2016-03-30 | 京东方科技集团股份有限公司 | 偏光片剥离装置 |
| US9567126B2 (en) * | 2014-07-22 | 2017-02-14 | Garrett Marvel Wilson | Pet food apparatus |
| CN104150059B (zh) * | 2014-08-01 | 2016-08-24 | 大连益盛达智能科技有限公司 | 全自动背光组装机斜撕膜平台机构 |
| GB2570061B (en) * | 2014-12-20 | 2019-10-16 | 4Titude Ltd | Adhesive film for de-capping tubes and multiwell plates |
| GB2533571B (en) * | 2014-12-20 | 2019-08-14 | 4Titude Ltd | Method and apparatus for de-capping tubes and multiwell plates |
| CN104773564B (zh) * | 2015-03-25 | 2017-01-25 | 河北工业大学 | 一种大型卷料自动贴封边胶带系统 |
| CN105314452A (zh) * | 2015-11-16 | 2016-02-10 | 太原风华信息装备股份有限公司 | 贴合机中光学双面胶离膜机构 |
| CN106903971B (zh) * | 2017-03-22 | 2018-08-24 | 大连智云自动化装备股份有限公司 | 剥离器剥离装置 |
| JP7126056B2 (ja) * | 2017-08-21 | 2022-08-26 | パナソニックIpマネジメント株式会社 | 部品供給装置および部品供給装置におけるテープ剥離方法 |
| CN107718851A (zh) * | 2017-09-27 | 2018-02-23 | 苏州杰锐思自动化设备有限公司 | Oc撕膜装置 |
| CN108656568A (zh) * | 2018-04-23 | 2018-10-16 | 广州蓝圣智能科技有限公司 | 一种用于汽车尾翼组立生产线上的自动贴胶条设备 |
| CN109229673B (zh) * | 2018-09-07 | 2020-06-23 | 楚天科技股份有限公司 | 用于容器外包装的去除设备及其去除方法 |
| EP3623791B1 (de) * | 2018-09-14 | 2021-11-03 | PackSys Global AG | Vorrichtung zum prüfen einer verbindung eines garantiebands einer originalitätssicherung eines verschlussdeckels mit einem deckelgrundkörper |
| KR102154811B1 (ko) * | 2018-10-29 | 2020-09-11 | 한국기계연구원 | 필름 전사 방법 |
| CN109625497A (zh) * | 2018-12-24 | 2019-04-16 | 珠海研深科技有限公司 | 一种基于推铲起膜机构的撕膜设备及其工作方法 |
| CN109625496A (zh) * | 2018-12-24 | 2019-04-16 | 珠海研深科技有限公司 | 一种基于滚花起膜机构的撕膜设备及其工作方法 |
| CN109592110B (zh) * | 2019-01-24 | 2021-10-26 | 深圳市九天中创自动化设备有限公司 | 一种薄膜收集装置 |
| CH715871B1 (de) * | 2019-02-21 | 2023-10-13 | Smartpetcare Ag | Vorrichtung, insbesondere Haustierfütterungsvorrichtung und Verfahren zum Bereitstellen und Öffnen gefüllter Behälter. |
| CN110937199B (zh) * | 2019-11-25 | 2021-06-25 | 惠州市德赛西威汽车电子股份有限公司 | 一种软胶除膜设备及控制方法 |
| US20210245451A1 (en) * | 2020-02-06 | 2021-08-12 | Fives Machining Systems, Inc. | Tape lamination head |
| US11260640B2 (en) | 2020-02-06 | 2022-03-01 | Fives Machining Systems, Inc. | Tape lamination machine scrap collection assembly |
| US11889742B2 (en) * | 2020-11-04 | 2024-01-30 | Samsung Display Co., Ltd. | Apparatus of manufacturing display device and method of manufacturing display device |
| DE102021107208A1 (de) * | 2021-03-23 | 2022-09-29 | Lts Lohmann Therapie-Systeme Ag. | Verfahren sowie Vorrichtung zur Herstellung eines haftenden Folienverbunds |
| US11505457B2 (en) * | 2021-04-16 | 2022-11-22 | Xintec Inc. | Semiconductor removing apparatus and operation method thereof |
| CN114013769B (zh) * | 2021-10-28 | 2023-08-11 | 深圳市杰美特科技股份有限公司 | 撕膜机 |
| CN117740853B (zh) * | 2024-02-19 | 2024-05-28 | 天津美腾科技股份有限公司 | 一种矿浆灰分仪及矿浆检测方法 |
Family Cites Families (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1452206A (fr) | 1965-07-27 | 1966-02-25 | Saint Gobain | Dispositif pour l'extraction des opercules de bouchage des bouteilles, flacons et similaires |
| US4009845A (en) * | 1975-09-24 | 1977-03-01 | Santucci Kenneth E | Unreel reinforcer for dispensing wire |
| JPS5648614A (en) * | 1979-09-27 | 1981-05-01 | Sharp Corp | Constituting method of automatic supply system of polarizing plate for liquid crystal display device |
| US4557783A (en) * | 1983-12-05 | 1985-12-10 | Cincinnati Milacron Inc. | Composite tape laying machine and method |
| JP2589678B2 (ja) * | 1986-09-03 | 1997-03-12 | 松下電子工業株式会社 | 半導体基板の裏面処理方法 |
| JPS6378087U (ja) * | 1986-11-10 | 1988-05-24 | ||
| US7560273B2 (en) * | 2002-07-23 | 2009-07-14 | Applied Biosystems, Llc | Slip cover for heated platen assembly |
| US5191693A (en) * | 1989-12-29 | 1993-03-09 | Canon Kabushiki Kaisha | Tape type work conveying method and conveying apparatus |
| US5006190A (en) * | 1990-02-05 | 1991-04-09 | Motorola, Inc. | Film removal method |
| US5060882A (en) * | 1990-04-06 | 1991-10-29 | The Lincoln Electric Company | Wire supply reel support device |
| DE4127724A1 (de) * | 1991-08-22 | 1993-02-25 | Hoechst Ag | Vorrichtung zum trennen und abziehen einer auf einem traegermaterial auflaminierten folie |
| DE4131794A1 (de) | 1991-09-24 | 1993-03-25 | Metallgesellschaft Ag | Verfahren und vorrichtung zur aufarbeitung von abfallschwefelsaeure |
| CA2089424A1 (en) * | 1992-03-02 | 1993-09-03 | Michael Garkawe | Expansion seal assembly |
| JPH06171823A (ja) * | 1992-12-09 | 1994-06-21 | Canon Inc | ドライフィルムレジスト用保護フィルム除去装置 |
| US5466325A (en) * | 1993-06-02 | 1995-11-14 | Nitto Denko Corporation | Resist removing method, and curable pressure-sensitive adhesive, adhesive sheets and apparatus used for the method |
| JPH0982622A (ja) * | 1995-09-07 | 1997-03-28 | Nitto Denko Corp | レジスト除去装置 |
| JP3465209B2 (ja) * | 1995-10-16 | 2003-11-10 | 日本電気エンジニアリング株式会社 | 薄板保護シートの剥離方法 |
| JP3652456B2 (ja) * | 1996-10-21 | 2005-05-25 | シャープ株式会社 | 偏光板の離型フィルム剥離装置 |
| US6149758A (en) * | 1997-06-20 | 2000-11-21 | Lintec Corporation | Sheet removing apparatus and method |
| JPH1146091A (ja) | 1997-07-25 | 1999-02-16 | Matsushita Electric Ind Co Ltd | 電子部品供給装置 |
| US5851492A (en) | 1997-09-30 | 1998-12-22 | Blattner; Frederick R. | Microtiter plate sealing system |
| US6099230A (en) * | 1998-03-04 | 2000-08-08 | Beckman Coulter, Inc. | Automated labware storage system |
| CA2261326A1 (en) * | 1999-02-09 | 2000-08-09 | Jean-Pascal Viola | Laboratory cap and well for hanging-drop crystallization methods |
| JP3504543B2 (ja) * | 1999-03-03 | 2004-03-08 | 株式会社日立製作所 | 半導体素子の分離方法およびその装置並びに半導体素子の搭載方法 |
| JP3773719B2 (ja) * | 1999-09-20 | 2006-05-10 | 株式会社 日立インダストリイズ | フィルム剥離装置 |
| JP3390377B2 (ja) * | 1999-10-05 | 2003-03-24 | 株式会社日立製作所 | 反応装置 |
| US6408595B1 (en) * | 1999-11-02 | 2002-06-25 | Union Scientific Corporation | Microplate cover seal applicator |
| JP4166920B2 (ja) * | 2000-02-24 | 2008-10-15 | リンテック株式会社 | シート剥離装置および方法 |
| US6786266B2 (en) * | 2000-05-26 | 2004-09-07 | K. K. Mashintex | Waste peeling apparatus |
| DE10046594A1 (de) | 2000-09-20 | 2002-04-25 | Hermann Werner | Entetikettierverfahren und zugehörige Vorrichtung |
| US6939516B2 (en) * | 2000-09-29 | 2005-09-06 | Becton, Dickinson And Company | Multi-well plate cover and assembly adapted for mechanical manipulation |
| NL1016431C2 (nl) * | 2000-10-18 | 2002-04-22 | Univ Nijmegen | Werkwijze voor het scheiden van een film en een substraat. |
| US20030037877A1 (en) | 2000-10-18 | 2003-02-27 | Fritz Brinkmann | Delabelling method and device for carrying out said method |
| US6652706B1 (en) * | 2000-12-01 | 2003-11-25 | Delaware Capital Formation, Inc. | Tape feeder with improved cover tape disposition path and drive |
| US6896848B1 (en) | 2000-12-19 | 2005-05-24 | Tekcel, Inc. | Microplate cover assembly |
| US6543203B2 (en) | 2001-01-26 | 2003-04-08 | Tekcel, Inc. | Microplate lidder/delidder |
| DE20109063U1 (de) * | 2001-02-16 | 2001-08-30 | Hermann, Werner, 64711 Erbach | Vorrichtung zum Abziehen von Haftetiketten |
| DE10107200A1 (de) | 2001-02-16 | 2002-08-22 | Werner Hermann | Verfahren und Vorrichtung zum Abziehen von Haftetiketten |
| AT502233B1 (de) * | 2001-06-07 | 2007-04-15 | Thallner Erich | Vorrichtung zum lösen eines trägers von einer halbleiterscheibe |
| ATE414469T1 (de) * | 2001-06-08 | 2008-12-15 | Hoffmann La Roche | Entnahmevorrichtung für körperflussigkeiten |
| US6905268B1 (en) * | 2001-11-27 | 2005-06-14 | Nu-Kote International, Inc. | Clutch mechanism with one piece plastic spool |
| US6868890B2 (en) | 2002-04-03 | 2005-03-22 | 3M Innovative Properties Company | Method and apparatus for peeling a thin film from a liner |
| US6887709B2 (en) * | 2002-05-09 | 2005-05-03 | Lifescan, Inc. | Devices, systems and methods for the containment and use of liquid solutions |
| US6730883B2 (en) * | 2002-10-02 | 2004-05-04 | Stratagene | Flexible heating cover assembly for thermal cycling of samples of biological material |
| JP2005219892A (ja) * | 2004-02-06 | 2005-08-18 | Fuji Photo Film Co Ltd | 支持体剥離方法および装置 |
| SG152245A1 (en) * | 2004-04-28 | 2009-05-29 | Lintec Corp | Sheet peeling apparatus and sheet peeling method |
| JP4323443B2 (ja) | 2005-02-28 | 2009-09-02 | リンテック株式会社 | 剥離装置及び剥離方法 |
| JP4326519B2 (ja) * | 2005-03-31 | 2009-09-09 | 日東電工株式会社 | 保護テープ剥離方法およびこれを用いた装置 |
| JP2006288308A (ja) | 2005-04-12 | 2006-10-26 | Kajikkusu Trading:Kk | シール剥離装置 |
| WO2007053853A2 (en) | 2005-11-01 | 2007-05-10 | Nexus Biosystems, Inc. | System and method for simultaneous capping/de-capping of storage containers in an array |
| WO2007087546A2 (en) * | 2006-01-23 | 2007-08-02 | Nexus Biosystems, Inc. | Automated system for storing, retreiving and managing samples |
| US20080026483A1 (en) | 2006-06-14 | 2008-01-31 | Oldenburg Kevin R | Thermal-cycling devices and methods of using the same |
| WO2008088781A1 (en) * | 2007-01-12 | 2008-07-24 | High Resolution Engineering, Inc. | Microplate kit |
-
2008
- 2008-03-10 DK DK08754881.4T patent/DK2118669T3/da active
- 2008-03-10 CN CN200880007637.6A patent/CN101641603B/zh active Active
- 2008-03-10 US US12/045,644 patent/US8047253B2/en active Active
- 2008-03-10 CA CA2680274A patent/CA2680274C/en active Active
- 2008-03-10 JP JP2009552932A patent/JP6343114B2/ja active Active
- 2008-03-10 AU AU2008226410A patent/AU2008226410A1/en not_active Abandoned
- 2008-03-10 WO PCT/US2008/056450 patent/WO2008112660A1/en active Application Filing
- 2008-03-10 KR KR1020097021080A patent/KR101570545B1/ko active IP Right Grant
- 2008-03-10 EP EP08754881A patent/EP2118669B1/en active Active
-
2009
- 2009-12-14 US US12/637,597 patent/US7975746B2/en active Active
-
2011
- 2011-10-28 US US13/284,437 patent/US8764934B2/en active Active
-
2014
- 2014-06-26 US US14/316,414 patent/US9895695B2/en active Active
-
2015
- 2015-08-07 JP JP2015157623A patent/JP6401124B2/ja active Active
-
2017
- 2017-12-06 JP JP2017234293A patent/JP6740203B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| AU2008226410A1 (en) | 2008-09-18 |
| EP2118669A1 (en) | 2009-11-18 |
| US20140367051A1 (en) | 2014-12-18 |
| CN101641603B (zh) | 2015-09-23 |
| JP2018076124A (ja) | 2018-05-17 |
| US7975746B2 (en) | 2011-07-12 |
| US9895695B2 (en) | 2018-02-20 |
| US20120103501A1 (en) | 2012-05-03 |
| CN101641603A (zh) | 2010-02-03 |
| EP2118669B1 (en) | 2013-01-30 |
| US20100089537A1 (en) | 2010-04-15 |
| US20080216955A1 (en) | 2008-09-11 |
| EP2118669A4 (en) | 2010-12-01 |
| JP2016013872A (ja) | 2016-01-28 |
| US8764934B2 (en) | 2014-07-01 |
| US8047253B2 (en) | 2011-11-01 |
| KR20090127916A (ko) | 2009-12-14 |
| JP2010520840A (ja) | 2010-06-17 |
| JP6401124B2 (ja) | 2018-10-03 |
| WO2008112660A1 (en) | 2008-09-18 |
| CA2680274C (en) | 2015-10-27 |
| CA2680274A1 (en) | 2008-09-18 |
| KR101570545B1 (ko) | 2015-11-19 |
| DK2118669T3 (da) | 2013-04-29 |
| JP6740203B2 (ja) | 2020-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6401124B2 (ja) | 物品からフィルムを除去する装置 | |
| JP4461396B2 (ja) | 物体を貼り付けるための方法 | |
| JP2010520840A5 (ja) | ||
| US20020021986A1 (en) | Microplate sealer | |
| JP2700083B2 (ja) | カバーフィルムの剥離装置 | |
| JP2010076875A (ja) | フイルム剥離装置及び方法 | |
| US20050152809A1 (en) | Unitary assembly of biological specimen support articles, and apparatus for dispensing individual biological specimen support articles therefrom | |
| US7048489B2 (en) | Package take-out apparatus, package container thereof and unwrapping apparatus | |
| JP4056763B2 (ja) | 上蓋開蓋装置 | |
| JP2001261016A (ja) | 開封装置 | |
| JPH07309316A (ja) | 試験管貼着供給装置 | |
| JPH04291156A (ja) | 試料管用フィルム状カバー剥離装置 | |
| JP3540823B2 (ja) | 包装装置 | |
| JPH09207917A (ja) | 包装材供給装置 | |
| JPH07205949A (ja) | ラベルの剥離方法及びその剥離装置 | |
| JPH0825825A (ja) | ロール状感熱孔版マスター | |
| JPH0924038A (ja) | 採血管の密封部材剥離方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110304 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110304 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130408 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130415 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130508 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130515 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130610 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130617 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140408 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140703 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140710 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140808 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140815 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140904 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140911 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141008 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150807 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20150807 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20151210 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20160226 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20161108 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20161212 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180314 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180518 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6343114 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |