JP6261561B2 - 容器をインダクションシーリングするためのシーリングディスク - Google Patents
容器をインダクションシーリングするためのシーリングディスク Download PDFInfo
- Publication number
- JP6261561B2 JP6261561B2 JP2015503892A JP2015503892A JP6261561B2 JP 6261561 B2 JP6261561 B2 JP 6261561B2 JP 2015503892 A JP2015503892 A JP 2015503892A JP 2015503892 A JP2015503892 A JP 2015503892A JP 6261561 B2 JP6261561 B2 JP 6261561B2
- Authority
- JP
- Japan
- Prior art keywords
- sealing
- film
- container
- layer
- sealing disk
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007789 sealing Methods 0.000 title claims description 168
- 230000006698 induction Effects 0.000 title claims description 21
- 230000003313 weakening effect Effects 0.000 claims description 52
- -1 polyethylene terephthalate Polymers 0.000 claims description 19
- 239000004743 Polypropylene Substances 0.000 claims description 10
- 229910052751 metal Inorganic materials 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 10
- 229920001155 polypropylene Polymers 0.000 claims description 9
- 239000011248 coating agent Substances 0.000 claims description 7
- 238000000576 coating method Methods 0.000 claims description 7
- 239000006260 foam Substances 0.000 claims description 7
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 7
- 238000000926 separation method Methods 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 6
- 229920002799 BoPET Polymers 0.000 claims description 5
- 239000004698 Polyethylene Substances 0.000 claims description 5
- 239000011127 biaxially oriented polypropylene Substances 0.000 claims description 5
- 229920006378 biaxially oriented polypropylene Polymers 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- 239000011111 cardboard Substances 0.000 claims description 4
- 239000004952 Polyamide Substances 0.000 claims description 2
- 229920002647 polyamide Polymers 0.000 claims description 2
- 229920000642 polymer Polymers 0.000 claims 1
- 239000010410 layer Substances 0.000 description 112
- 230000003014 reinforcing effect Effects 0.000 description 23
- 238000003475 lamination Methods 0.000 description 9
- 238000000034 method Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 5
- 239000002985 plastic film Substances 0.000 description 4
- 229920006255 plastic film Polymers 0.000 description 4
- 238000009958 sewing Methods 0.000 description 4
- 235000013361 beverage Nutrition 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 239000011521 glass Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000002318 adhesion promoter Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000012611 container material Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000035622 drinking Effects 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000009821 wax lamination Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/28—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness
- B65D17/401—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness characterised by having the line of weakness provided in an end wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D51/00—Closures not otherwise provided for
- B65D51/18—Arrangements of closures with protective outer cap-like covers or of two or more co-operating closures
- B65D51/20—Caps, lids, or covers co-operating with an inner closure arranged to be opened by piercing, cutting, or tearing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2251/00—Details relating to container closures
- B65D2251/0003—Two or more closures
- B65D2251/0006—Upper closure
- B65D2251/0015—Upper closure of the 41-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2251/00—Details relating to container closures
- B65D2251/0003—Two or more closures
- B65D2251/0068—Lower closure
- B65D2251/0093—Membrane
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
- Packages (AREA)
Description
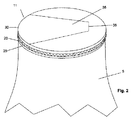
6 スクリューキャップ
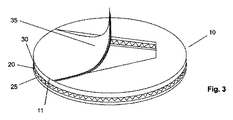
10 シーリングディスク
11 シーリングディスクの縁部領域
20 誘導加熱用のフィルム(金属フィルム)
25 シール層
30 補強層
35 ハンドグリップ
36 弱化線
40 スクリューキャップの裏側にある層(リシール部材)
Claims (13)
- 容器(5)の開口部を密封するためのシーリングディスク(10)であって、
前記シーリングディスク(10)を誘導加熱するためのフィルム(20)と、
前記容器(5)の前記開口部の上に配置された前記シーリングディスク(10)の縁部領域(11)を密封シールするための、前記フィルム(20)の、前記容器(5)の内部に向いた側に設けられたシール層(25)と、
前記フィルム(20)の、前記シール層(25)とは反対側に設けられた1つ又は複数の層(30)と、
前記シーリングディスク(10)によって密封された前記容器(5)の前記開口部を開封するための、前記シーリングディスク(10)の一部として構成されたハンドグリップ(35)と、
を有し、
前記フィルム(20)の、前記シール層(25)とは反対側に設けられた前記層(30)の少なくとも1つには、前記ハンドグリップ(35)の輪郭を形成するための弱化線(36)が設けられている、シーリングディスク(10)において、
前記弱化線(36)の少なくとも1つは、前記シーリングディスク(10)の前記縁部領域(11)の中まで延在しており、
前記ハンドグリップ(35)は、前記容器(5)の前記開口部を越えて突出していない、
ことを特徴とするシーリングディスク(10)。 - 前記フィルム(20)は、金属製のフィルムである、
ことを特徴とする請求項1記載のシーリングディスク(10)。 - 前記フィルム(20)は、アルミニウムフィルムである、
ことを特徴とする請求項2記載のシーリングディスク(10)。 - 前記フィルム(20)の、前記シール層(25)とは反対側に設けられた前記層(30)は、ポリエチレンテレフタレートからなるフィルム(PETフィルム)、及び/又は、一軸延伸ポリプロピレンからなるフィルム(MOPPフィルム)、及び/又は、二軸延伸ポリプロピレンからなるフィルム(BOPPフィルム)、及び/又は、延伸ポリアミドからなるフィルム(OPAフィルム)を含む、
ことを特徴とする請求項1から3のいずれか一項記載のシーリングディスク(10)。 - 前記シール層(25)とは反対側に設けられた前記層(30)の少なくとも1つは、ミシン目として構成された弱化線(36)を有しており、
前記ミシン目は、開封支援の形態の、線形に配置された個々のミシン目孔を有する、
ことを特徴とする請求項1から4のいずれか一項記載のシーリングディスク(10)。 - 前記弱化線(36)乃至前記ミシン目を有する1つ又は複数の前記層(30)の上方に、分離コーティングが被着されている、
ことを特徴とする請求項5記載のシーリングディスク(10)。 - 前記フィルム(20)と、前記弱化線(36)乃至前記ミシン目を有する前記層(30)との間に、フォームフィルム(32)が配置されている、
ことを特徴とする請求項5または6記載のシーリングディスク(10)。 - 前記フォームフィルム(32)は、ポリエチレン若しくはポリプロピレンからなる、又は、ポリエチレン若しくはポリプロピレンを含む、
ことを特徴とする請求項7記載のシーリングディスク(10)。 - 前記弱化線(36)は、1つの層(30)だけに設けられている、
ことを特徴とする請求項1から8のいずれか一項記載のシーリングディスク(10)。 - 1つ又は複数の前記弱化線(36)の両端は、前記シーリングディスク(10)の前記縁部領域(11)の中まで延在しており、これによって、前記弱化線(36)と、前記シーリングディスク(10)の前記縁部領域(11)とによって取り囲まれた、1つ又は複数の前記層(30)の平面部分を一気に引き剥がすことが可能となる、
ことを特徴とする請求項1から9のいずれか一項記載のシーリングディスク(10)。 - 別の層(40)が設けられており、前記別の層(40)は、発泡ポリマー又は段ボールからなる支持層である、
ことを特徴とする請求項1から10のいずれか一項記載のシーリングディスク(10)。 - 請求項1から11のいずれか一項記載のシーリングディスク(10)によって密封されている開口部を有する容器(5)。
- 前記弱化線(36)の少なくとも1つが、前記容器(5)の前記開口部の最も外側の縁部まで延在している、
ことを特徴とする請求項12記載の容器(5)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012006934.0 | 2012-04-05 | ||
| DE102012006934A DE102012006934B3 (de) | 2012-04-05 | 2012-04-05 | Dichtscheibe zur Induktionsversiegelung eines Behälters |
| PCT/EP2013/057199 WO2013150137A1 (de) | 2012-04-05 | 2013-04-05 | Dichtscheibe zur induktionsversiegelung eines behälters |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015515420A JP2015515420A (ja) | 2015-05-28 |
| JP2015515420A5 JP2015515420A5 (ja) | 2016-06-02 |
| JP6261561B2 true JP6261561B2 (ja) | 2018-01-17 |
Family
ID=48048056
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015503892A Active JP6261561B2 (ja) | 2012-04-05 | 2013-04-05 | 容器をインダクションシーリングするためのシーリングディスク |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9156584B2 (ja) |
| EP (1) | EP2834162B1 (ja) |
| JP (1) | JP6261561B2 (ja) |
| DE (1) | DE102012006934B3 (ja) |
| DK (1) | DK2834162T3 (ja) |
| MX (1) | MX346598B (ja) |
| PL (1) | PL2834162T3 (ja) |
| WO (1) | WO2013150137A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11414253B2 (en) | 2012-07-11 | 2022-08-16 | Mark Gayer | Multi-portion removable cover apparatus and related methods |
| DE102013015581B3 (de) * | 2013-09-20 | 2014-10-02 | Alfelder Kunststoffwerke Herm. Meyer Gmbh | Dichtscheibe zur lnduktionsversiegelung eines Behälters |
| JP6775132B2 (ja) * | 2016-03-16 | 2020-10-28 | キョーラク株式会社 | 二重容器 |
| KR101946966B1 (ko) * | 2018-07-03 | 2019-02-12 | 위세황 | 용기 봉합체 |
| DE102020133989B4 (de) | 2020-12-17 | 2022-09-08 | Alfelder Kunststoffwerke Herm. Meyer Gmbh | Verfahren zum Verschließen einer Öffnung eines Behälters mittels einer Dichtscheibe und für die Durchführung des Verfahrens geeignete Dichtscheibe |
| US12084241B2 (en) | 2021-12-13 | 2024-09-10 | Sue Ellen Amanat | Tamper-evident seals for containers |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3199705A (en) * | 1963-11-04 | 1965-08-10 | Continental Can Co | Three-piece easy opening crown cap closure |
| GB2142911B (en) | 1983-07-05 | 1986-11-26 | Hettich Plastics Limited | Sealing containers |
| US4588099A (en) * | 1985-04-25 | 1986-05-13 | Minnesota Mining And Manufacturing Company | Film seal for container |
| US4719740A (en) * | 1986-10-22 | 1988-01-19 | Sunbeam Plastics Corporation | Tamper indicating hermetic seal |
| US4778698A (en) * | 1987-03-26 | 1988-10-18 | Minnesota Mining And Manufacturing Company | Innerseal for container for use with liquid contents |
| US4754890A (en) * | 1987-08-20 | 1988-07-05 | Ullman Myron E | Tamper evident safety seal |
| US4934544A (en) * | 1989-02-27 | 1990-06-19 | Minnesota Mining And Manufacturing Company | Z-tab innerseal for a container and method of application |
| DE9108868U1 (de) * | 1991-07-18 | 1991-09-12 | Alcan Deutschland GmbH, 37075 Göttingen | Behälter |
| JP3776958B2 (ja) * | 1995-09-11 | 2006-05-24 | 大日本印刷株式会社 | トナー容器用蓋材フィルム及びトナー容器 |
| US5915601A (en) * | 1996-12-06 | 1999-06-29 | Phoenix Closures, Inc. | Scored dispensing liner |
| DE19920586A1 (de) * | 1999-05-04 | 2000-11-16 | Alfelder Kunststoffw Meyer H | Dichtscheibe und Folienverbund für einen Behälterverschluß |
| DE19920572C2 (de) * | 1999-05-04 | 2002-06-13 | Alfelder Kunststoffw Meyer H | Schraubkappe mit Dichtscheibe |
| FR2807402B1 (fr) * | 2000-04-07 | 2002-10-31 | Alsacienne Aluminium | Opercule pour recipient a ouverture par pelage, comprenant une languette de prehension delimitee par une decoupe |
| US6474490B1 (en) * | 2000-11-10 | 2002-11-05 | Label Makers, Inc. | Combined container cap and lift tab opener |
| JP4686055B2 (ja) * | 2001-05-16 | 2011-05-18 | 大日本印刷株式会社 | 容器口部密封用インナーシール材 |
| JP2003231543A (ja) * | 2002-02-07 | 2003-08-19 | Koichi Ishimoto | 凝集体密封用包装容器 |
| JP2005516863A (ja) * | 2002-02-07 | 2005-06-09 | イリノイ トゥール ワークス インコーポレイティド | 容器クロージャー |
| EP1544127B1 (fr) * | 2003-12-16 | 2008-08-27 | Amcor Flexibles Europe | Emballage à opercule perforable |
| US7648764B2 (en) * | 2005-06-30 | 2010-01-19 | Uchicago Argonne, Llc | Two-piece container seal and method of manufacture |
| DE102007014084B3 (de) * | 2007-03-21 | 2008-07-03 | Alfelder Kunststoffwerke Herm. Meyer Gmbh | Verfahren zur Herstellung einer Dichtscheibe mit nach außen vorspringender Grifflasche |
| FR2921347B1 (fr) * | 2007-09-25 | 2011-08-19 | Joints Manuf Generale | Joint a languette pour obturation d'un recipient a fermeture par bouchon ou capsule |
-
2012
- 2012-04-05 DE DE102012006934A patent/DE102012006934B3/de not_active Expired - Fee Related
-
2013
- 2013-04-05 MX MX2014011852A patent/MX346598B/es active IP Right Grant
- 2013-04-05 PL PL13714304.6T patent/PL2834162T3/pl unknown
- 2013-04-05 JP JP2015503892A patent/JP6261561B2/ja active Active
- 2013-04-05 DK DK13714304.6T patent/DK2834162T3/en active
- 2013-04-05 EP EP13714304.6A patent/EP2834162B1/de active Active
- 2013-04-05 WO PCT/EP2013/057199 patent/WO2013150137A1/de active Application Filing
- 2013-04-05 US US14/379,815 patent/US9156584B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102012006934B3 (de) | 2013-07-18 |
| EP2834162B1 (de) | 2016-06-01 |
| US20150034647A1 (en) | 2015-02-05 |
| WO2013150137A1 (de) | 2013-10-10 |
| DK2834162T3 (en) | 2016-08-01 |
| EP2834162A1 (de) | 2015-02-11 |
| PL2834162T3 (pl) | 2016-12-30 |
| JP2015515420A (ja) | 2015-05-28 |
| CN104169185A (zh) | 2014-11-26 |
| US9156584B2 (en) | 2015-10-13 |
| MX346598B (es) | 2017-03-24 |
| MX2014011852A (es) | 2014-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6261561B2 (ja) | 容器をインダクションシーリングするためのシーリングディスク | |
| US10954032B2 (en) | Tamper evident tabbed sealing member having a foamed polymer layer | |
| KR100964349B1 (ko) | 용기 마개 | |
| US9132947B2 (en) | Sealing disk for induction sealing a container | |
| JP2014520046A (ja) | 取出機構を露出および形成する除去可能な部分を備えたシーリング部材 | |
| JPH0219255A (ja) | シールディスク保持手段を有するこじ開け識別可能な容器キャップ | |
| JP2011121617A (ja) | シール蓋 | |
| JP4952370B2 (ja) | 蓋材 | |
| JP2007008532A (ja) | 包装容器 | |
| WO2015041323A1 (ja) | 紙容器 | |
| CN108367541B (zh) | 具有拉片的密封箔 | |
| JP6299257B2 (ja) | 易開封性容器の開封機構 | |
| JP6060503B2 (ja) | 蓋材および該蓋材を用いた包装容器 | |
| JP2003237741A (ja) | シュリンク包装体 | |
| WO1993013999A1 (en) | Peelable container seal | |
| JP2010013116A (ja) | タブ付き蓋材およびその製造方法 | |
| JP2006306442A (ja) | 易開封性及び易ラベル剥離性ガラス瓶 | |
| CN104169185B (zh) | 用于对容器进行感应密封的密封垫 | |
| AU2022377291A1 (en) | Heat-sealable two-piece seal comprising a peelable lid |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160405 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170403 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170814 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6261561 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |