JP6239523B2 - 電源装置及び電源装置を備える電動車両並びに蓄電装置、電源装置の製造方法 - Google Patents
電源装置及び電源装置を備える電動車両並びに蓄電装置、電源装置の製造方法 Download PDFInfo
- Publication number
- JP6239523B2 JP6239523B2 JP2014543131A JP2014543131A JP6239523B2 JP 6239523 B2 JP6239523 B2 JP 6239523B2 JP 2014543131 A JP2014543131 A JP 2014543131A JP 2014543131 A JP2014543131 A JP 2014543131A JP 6239523 B2 JP6239523 B2 JP 6239523B2
- Authority
- JP
- Japan
- Prior art keywords
- power supply
- supply device
- bus bar
- welded
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003860 storage Methods 0.000 title description 14
- 238000004519 manufacturing process Methods 0.000 title description 13
- 238000005452 bending Methods 0.000 claims description 4
- 238000003466 welding Methods 0.000 description 53
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 25
- 229910052751 metal Inorganic materials 0.000 description 15
- 239000002184 metal Substances 0.000 description 15
- 239000008186 active pharmaceutical agent Substances 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 230000008901 benefit Effects 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 238000007599 discharging Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 150000002739 metals Chemical class 0.000 description 5
- 125000006850 spacer group Chemical group 0.000 description 5
- 239000013256 coordination polymer Substances 0.000 description 4
- 238000001514 detection method Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 230000005856 abnormality Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- ZBMRKNMTMPPMMK-UHFFFAOYSA-N 2-amino-4-[hydroxy(methyl)phosphoryl]butanoic acid;azane Chemical compound [NH4+].CP(O)(=O)CCC(N)C([O-])=O ZBMRKNMTMPPMMK-UHFFFAOYSA-N 0.000 description 1
- 241001272720 Medialuna californiensis Species 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910052987 metal hydride Inorganic materials 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- -1 nickel metal hydride Chemical class 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/66—Arrangements of batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K1/00—Arrangement or mounting of electrical propulsion units
- B60K1/04—Arrangement or mounting of electrical propulsion units of the electric storage means for propulsion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/64—Constructional details of batteries specially adapted for electric vehicles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/209—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/249—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders specially adapted for aircraft or vehicles, e.g. cars or trains
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/503—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the shape of the interconnectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/522—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/526—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/569—Constructional details of current conducting connections for detecting conditions inside cells or batteries, e.g. details of voltage sensing terminals
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/70—Energy storage systems for electromobility, e.g. batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Inorganic Chemistry (AREA)
- Aviation & Aerospace Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Combustion & Propulsion (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Battery Mounting, Suspending (AREA)
Description
(実施の形態1)
(電池セル1)
(バスバーホルダ8)
(ガスダクト6)
(回路基板9)
(電圧検出線)
(ファイバーレーザ)
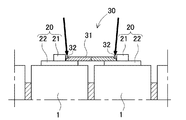
(バスバー30)
(薄肉部32)
(実施の形態2、3)
(実施の形態4)
(実施の形態5)
(実施の形態6)
(実施の形態7)
(実施の形態8)
(実施の形態9)
(バスバー位置決めガイド36)
(ハイブリッド車用電源装置)
(電気自動車用電源装置)
(蓄電用電源装置)
1…電池セル
2…電池積層体
3…エンドプレート
4…締結手段
5…第二締結手段
6…ガスダクト;6a…鍔部;6x…ダクト排出部
8…バスバーホルダ
9…回路基板
10…封口板
11…ガス排出弁
12…ガス排出口
20…電極部
21、21B、21C…電極端子
22、22’…台座部
24…開口窓
30、30B、30C、30D、30E、30F、30G、30H…バスバー
31、31H…厚肉部
32、32B、32C、32D、32E、32F、32G、32H…薄肉部
33、33H…溶接部
34…凹状部分
36…バスバー位置決めガイド
37…第二貫通孔
38…窪み
50…スペーサ
81…電池パック
82…電池ユニット
84…電源コントローラ
85…並列接続スイッチ
90…車両本体
93…モータ
94…発電機
95…DC/ACインバータ
96…エンジン
97…車輪
1330…バスバー
2201…電池セル
2220…電極端子
2230…バスバー
2235…溶接リング
EV、HV…車両
LD…負荷
CP…充電用電源
DS…放電スイッチ
CS…充電スイッチ
OL…出力ライン
HT…ホスト機器
DI…パック入出力端子;DA…パック異常出力端子;DO…パック接続端子
Claims (7)
- 複数の電池セルであって、それぞれの電池セルが電極部を有しており、かつ、前記電極部が平坦面を有している、該複数の電池セルと、
隣接する電池セルの前記電極部同士を接続する複数のバスバーであって、それぞれのバスバーが中央に形成される厚肉部と、端縁の少なくとも一部に形成され、前記厚肉部よりも厚さが薄い薄肉部とを含んでおり、かつ、前記薄肉部が前記電極部の平坦面に溶接される溶接部を含んでいる、該複数のバスバーと、を備え、
さらに、前記複数のバスバーは、それぞれ、中央部分が断面視山形状に折曲されるとともに、端部に位置する前記薄肉部が断面視において前記山形状折曲方向とは逆向きに折曲された形状を有していることを特徴とする電源装置。 - 請求項1に記載の電源装置において、
前記薄肉部が、前記バスバーの端縁を、断面視において上面側を切り欠いた段差状に形成されてなることを特徴とする電源装置。 - 請求項1又は2に記載の電源装置において、
前記電極部は、さらに、前記平坦面から突出する電極端子を含んでおり、
前記薄肉部は、平面視において、前記電極端子に沿うように端面から窪ませた形状となる凹状部分を含んでおり、
前記電極部の少なくとも一つは、前記電極端子を挟み込むように前記平坦面に前記複数のバスバーが配置されていることを特徴とする電源装置。 - 請求項1から3のいずれか一に記載の電源装置において、
前記溶接部は、直線状に溶接された一条の溶接部であることを特徴とする電源装置。 - 請求項4に記載の電源装置において、
前記溶接部は、直線状に溶接された複数条の溶接部であることを特徴とする電源装置。 - 請求項3に記載の電源装置において、
前記溶接部は、前記凹状部分に沿って溶接された溶接部であることを特徴とする電源装
置。 - 請求項1から6のいずれか一に記載の電源装置において、
前記厚肉部は、バスバーの位置決め用のガイドとなる貫通孔を有していることを特徴とする電源装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012237321 | 2012-10-26 | ||
| JP2012237321 | 2012-10-26 | ||
| PCT/JP2013/005840 WO2014064888A1 (ja) | 2012-10-26 | 2013-10-01 | 電源装置及び電源装置を備える電動車両並びに蓄電装置、電源装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2014064888A1 JPWO2014064888A1 (ja) | 2016-09-08 |
| JP6239523B2 true JP6239523B2 (ja) | 2017-11-29 |
Family
ID=50544274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014543131A Active JP6239523B2 (ja) | 2012-10-26 | 2013-10-01 | 電源装置及び電源装置を備える電動車両並びに蓄電装置、電源装置の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9673430B2 (ja) |
| JP (1) | JP6239523B2 (ja) |
| CN (1) | CN104737328B (ja) |
| WO (1) | WO2014064888A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190110672A (ko) * | 2018-03-21 | 2019-10-01 | 한국단자공업 주식회사 | 저항용접이 적용된 자동차 배터리용 회로조립체 및 그 제조방법 |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150024560A (ko) * | 2013-08-27 | 2015-03-09 | 삼성에스디아이 주식회사 | 배터리 모듈 |
| CN106463685B (zh) | 2014-06-18 | 2019-10-25 | 远景Aesc日本有限公司 | 电池组的极片焊接方法 |
| JP2016031806A (ja) * | 2014-07-28 | 2016-03-07 | 本田技研工業株式会社 | 蓄電モジュール及び端子間連結部材 |
| JP6191878B2 (ja) | 2014-09-02 | 2017-09-06 | 株式会社オートネットワーク技術研究所 | 配線モジュール及び蓄電モジュール |
| JP6631866B2 (ja) * | 2015-01-09 | 2020-01-15 | 株式会社Gsユアサ | 蓄電装置 |
| JP6372704B2 (ja) * | 2015-01-21 | 2018-08-15 | 豊田合成株式会社 | 電池モジュール |
| KR102316343B1 (ko) * | 2015-02-24 | 2021-10-21 | 삼성에스디아이 주식회사 | 이차 전지 및 그 모듈 |
| CN105514336A (zh) * | 2016-01-20 | 2016-04-20 | 华霆(合肥)动力技术有限公司 | 一种电池组连接结构 |
| JP6907131B2 (ja) * | 2016-01-29 | 2021-07-21 | 三洋電機株式会社 | 電源装置及びこれを用いる車両並びにバスバー |
| WO2017130706A1 (ja) * | 2016-01-29 | 2017-08-03 | 三洋電機株式会社 | 電源装置及びこれを用いた車両、バスバー並びにこのバスバーを用いた電池セルの電気接続方法 |
| WO2017163332A1 (ja) * | 2016-03-23 | 2017-09-28 | 三菱電機株式会社 | 蓄電池モジュール |
| WO2018055764A1 (ja) * | 2016-09-26 | 2018-03-29 | 日産自動車株式会社 | 組電池 |
| JP6688430B2 (ja) * | 2017-02-21 | 2020-04-28 | 日立オートモティブシステムズ株式会社 | ハイブリッド車両の制御装置及びハイブリッド車両 |
| JP6790923B2 (ja) * | 2017-03-03 | 2020-11-25 | 株式会社オートネットワーク技術研究所 | 接続モジュール |
| JP6814389B2 (ja) * | 2017-04-10 | 2021-01-20 | トヨタ自動車株式会社 | 組電池 |
| CN110622335B (zh) * | 2017-05-24 | 2023-04-04 | 松下知识产权经营株式会社 | 蓄电模块以及蓄电单元 |
| JP7162193B2 (ja) * | 2017-09-20 | 2022-10-28 | パナソニックIpマネジメント株式会社 | 電池モジュール |
| US11522254B2 (en) | 2017-10-25 | 2022-12-06 | Blue Energy Co., Ltd. | Energy storage apparatus |
| JP7167427B2 (ja) * | 2017-11-09 | 2022-11-09 | 三洋電機株式会社 | 二次電池 |
| WO2019130937A1 (ja) * | 2017-12-25 | 2019-07-04 | 三洋電機株式会社 | 電源装置及び電源装置を備える車両並びに蓄電装置 |
| JP7006474B2 (ja) * | 2018-04-16 | 2022-01-24 | 株式会社オートネットワーク技術研究所 | 接続モジュールおよび蓄電モジュール |
| JP6985986B2 (ja) * | 2018-06-13 | 2021-12-22 | 株式会社オートネットワーク技術研究所 | 蓄電素子モジュール |
| JP6937268B2 (ja) * | 2018-06-13 | 2021-09-22 | 株式会社オートネットワーク技術研究所 | 蓄電素子モジュール |
| WO2020003801A1 (ja) * | 2018-06-26 | 2020-01-02 | 三洋電機株式会社 | バッテリシステムとバッテリシステムを備える電動車両及び蓄電装置 |
| CN112514146B (zh) * | 2018-07-31 | 2023-12-22 | 三洋电机株式会社 | 电源装置、具有该电源装置的车辆以及缓冲体 |
| JP7045644B2 (ja) * | 2018-12-10 | 2022-04-01 | トヨタ自動車株式会社 | 密閉型電池および組電池 |
| CN113614996B (zh) * | 2019-03-27 | 2024-03-15 | 三洋电机株式会社 | 电源装置、具备电源装置的电动车辆和蓄电装置 |
| CN209880723U (zh) * | 2019-04-26 | 2019-12-31 | 宁德时代新能源科技股份有限公司 | 电池模组、二次电池及其顶盖组件 |
| JP2021026946A (ja) * | 2019-08-07 | 2021-02-22 | 矢崎総業株式会社 | 積層バスバの製造方法、積層バスバの製造装置及び積層バスバ |
| WO2021039344A1 (ja) * | 2019-08-27 | 2021-03-04 | 株式会社オートネットワーク技術研究所 | 可撓性バスバー、複合バスバー、蓄電パック、および可撓性バスバーの製造方法 |
| JP7234908B2 (ja) * | 2019-11-26 | 2023-03-08 | 株式会社豊田自動織機 | 圧力調整弁構造及び蓄電モジュール |
| US11742552B1 (en) * | 2020-01-03 | 2023-08-29 | Wisk Aero Llc | Hybrid battery interconnects |
| FR3109021B1 (fr) * | 2020-04-02 | 2023-04-14 | Elwedys | Assemblage de cellules electrochimiques |
| JP7447771B2 (ja) * | 2020-11-25 | 2024-03-12 | トヨタ自動車株式会社 | 電池モジュール |
| WO2023013210A1 (ja) * | 2021-08-05 | 2023-02-09 | 株式会社村田製作所 | 電池パック、電池パックの製造方法、電動車両及び電動工具 |
| JP7488289B2 (ja) * | 2022-01-17 | 2024-05-21 | プライムプラネットエナジー&ソリューションズ株式会社 | 部材の接合構造ならびに電池モジュールおよび電池パック |
| KR20240121614A (ko) * | 2023-02-02 | 2024-08-09 | 삼성에스디아이 주식회사 | 전지 모듈용 버스바 및 이를 포함하는 전지 모듈 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2092237T3 (es) | 1992-12-22 | 1996-11-16 | Honda Motor Co Ltd | Bateria con estructura antioxidante. |
| JP2909366B2 (ja) | 1992-12-22 | 1999-06-23 | 本田技研工業株式会社 | 防錆構造の電池 |
| JP3211935B2 (ja) * | 1995-07-19 | 2001-09-25 | 矢崎総業株式会社 | バッテリの電極ポスト接続端子および電極ポスト接続端子の製造方法 |
| JP4135516B2 (ja) | 2003-01-23 | 2008-08-20 | ソニー株式会社 | リード端子及び電源装置 |
| JP2006313793A (ja) * | 2005-05-06 | 2006-11-16 | Asahi Glass Co Ltd | 蓄電素子 |
| US8568915B2 (en) * | 2006-08-11 | 2013-10-29 | Johnson Controls—SAFT Power Solutions LLC | Battery with integrally formed terminal |
| JP5176312B2 (ja) | 2006-12-07 | 2013-04-03 | 日産自動車株式会社 | 組電池およびその製造方法 |
| JP2009231145A (ja) | 2008-03-24 | 2009-10-08 | Toshiba Corp | 二次電池 |
| KR101015834B1 (ko) | 2009-01-06 | 2011-02-23 | 에스비리모티브 주식회사 | 전지 모듈 |
| US20100248010A1 (en) * | 2009-01-12 | 2010-09-30 | A123 Systems, Inc. | Bi-metallic busbar jumpers for battery systems |
| CN201365119Y (zh) * | 2009-01-16 | 2009-12-16 | 东莞新能源科技有限公司 | 动力电池保护装置 |
| CN101983447B (zh) * | 2009-06-19 | 2013-12-04 | 丰田自动车株式会社 | 电池、搭载有该电池的车辆和设备 |
| WO2011016194A1 (ja) * | 2009-08-05 | 2011-02-10 | パナソニック株式会社 | 密閉型電池およびその製造方法 |
| JP5528746B2 (ja) | 2009-09-11 | 2014-06-25 | 三洋電機株式会社 | 組電池 |
| DE102009047490A1 (de) | 2009-12-04 | 2011-06-09 | Robert Bosch Gmbh | Verfahren zur Herstellung einer elektrisch leitenden Verbindung |
| JP5847377B2 (ja) * | 2009-12-28 | 2016-01-20 | 三洋電機株式会社 | 電源装置及びこれを備える車両 |
| CN105304835B (zh) * | 2010-07-21 | 2018-10-12 | 株式会社东芝 | 电池以及电池组 |
| KR20130096247A (ko) * | 2010-08-31 | 2013-08-29 | 파나소닉 주식회사 | 조전지 |
| JP5574183B2 (ja) | 2010-12-24 | 2014-08-20 | 株式会社Gsユアサ | 組電池の計測端子対応接続板 |
| JP5665224B2 (ja) | 2011-01-14 | 2015-02-04 | 株式会社Jsol | 蓄電池システム |
| JP5837043B2 (ja) * | 2011-03-10 | 2015-12-24 | 三洋電機株式会社 | 組電池および電池接続方法 |
| JP5930368B2 (ja) | 2011-12-16 | 2016-06-08 | 株式会社Gsユアサ | 蓄電装置及び該蓄電装置に用いられるバスバー |
| JP6098922B2 (ja) | 2011-12-16 | 2017-03-22 | 株式会社Gsユアサ | 蓄電装置 |
| US9553294B2 (en) | 2011-12-16 | 2017-01-24 | Gs Yuasa International Ltd. | Electric storage device, manufacturing method of electric storage device, and bus bar used for electric storage device |
-
2013
- 2013-10-01 CN CN201380055124.3A patent/CN104737328B/zh active Active
- 2013-10-01 WO PCT/JP2013/005840 patent/WO2014064888A1/ja active Application Filing
- 2013-10-01 US US14/429,355 patent/US9673430B2/en active Active
- 2013-10-01 JP JP2014543131A patent/JP6239523B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190110672A (ko) * | 2018-03-21 | 2019-10-01 | 한국단자공업 주식회사 | 저항용접이 적용된 자동차 배터리용 회로조립체 및 그 제조방법 |
| KR102421407B1 (ko) | 2018-03-21 | 2022-07-15 | 한국단자공업 주식회사 | 저항용접이 적용된 자동차 배터리용 회로조립체 및 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104737328B (zh) | 2017-03-08 |
| US9673430B2 (en) | 2017-06-06 |
| WO2014064888A1 (ja) | 2014-05-01 |
| JPWO2014064888A1 (ja) | 2016-09-08 |
| CN104737328A (zh) | 2015-06-24 |
| US20150243947A1 (en) | 2015-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6239523B2 (ja) | 電源装置及び電源装置を備える電動車両並びに蓄電装置、電源装置の製造方法 | |
| US11289773B2 (en) | Power supply device, vehicle using same, bus bar, and electrical connection method for battery cell using same bus bar | |
| JP6907131B2 (ja) | 電源装置及びこれを用いる車両並びにバスバー | |
| CN110268552B (zh) | 电源装置 | |
| EP2672547B1 (en) | Bus bar having a novel structure, and battery module including same | |
| EP2988344B1 (en) | Battery module having novel structure and battery pack comprising same | |
| WO2014024430A1 (ja) | 電池パック及びこれを備える電動車両並びに蓄電装置 | |
| JP6234929B2 (ja) | 電源装置及び電源装置を備える車両並びに蓄電装置、電源装置の製造方 | |
| JP6449438B2 (ja) | 電源装置及び電源装置を備える車両 | |
| WO2014034106A1 (ja) | 電源装置及び電源装置を備える電動車両並びに蓄電装置、電源装置の製造方法 | |
| KR102209769B1 (ko) | 배터리 모듈 | |
| EP2535962A2 (en) | Battery module having enhanced welding reliability and medium or large battery pack including same | |
| WO2014024448A1 (ja) | 電池パック及びこれを備える電動車両並びに蓄電装置 | |
| US11777178B2 (en) | Battery module, vehicle provided with same, and bus bar | |
| CN104350633A (zh) | 具有单一电极端子连接部的电池组件 | |
| CN113614996B (zh) | 电源装置、具备电源装置的电动车辆和蓄电装置 | |
| JP2012252811A (ja) | 電源装置、電源装置を備える車両、バスバー | |
| KR20220012037A (ko) | 전극 리드와 전압 센싱부재 간의 연결을 단순화한 배터리 모듈 및 이를 포함하는 배터리 팩 | |
| CN113646956A (zh) | 电源装置和使用该电源装置的电动车辆以及蓄电装置、电源装置用紧固构件、电源装置的制造方法、电源装置用紧固构件的制造方法 | |
| JPWO2019150706A1 (ja) | バッテリシステムのショート電流遮断方法及びバッテリシステム、バッテリシステムを備える電動車両及び蓄電装置 | |
| KR20110093163A (ko) | 전극단자의 레이저 용접 장치 및 용접 방법 | |
| CN117296199A (zh) | 电池单元及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170825 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6239523 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |