JP6181685B2 - すべり軸受の製造方法及びすべり軸受 - Google Patents
すべり軸受の製造方法及びすべり軸受 Download PDFInfo
- Publication number
- JP6181685B2 JP6181685B2 JP2015039117A JP2015039117A JP6181685B2 JP 6181685 B2 JP6181685 B2 JP 6181685B2 JP 2015039117 A JP2015039117 A JP 2015039117A JP 2015039117 A JP2015039117 A JP 2015039117A JP 6181685 B2 JP6181685 B2 JP 6181685B2
- Authority
- JP
- Japan
- Prior art keywords
- narrow groove
- manufacturing
- half member
- coating layer
- sliding bearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C9/00—Bearings for crankshafts or connecting-rods; Attachment of connecting-rods
- F16C9/02—Crankshaft bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/02—Sliding-contact bearings for exclusively rotary movement for radial load only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/02—Sliding-contact bearings for exclusively rotary movement for radial load only
- F16C17/022—Sliding-contact bearings for exclusively rotary movement for radial load only with a pair of essentially semicircular bearing sleeves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/046—Brasses; Bushes; Linings divided or split, e.g. half-bearings or rolled sleeves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1095—Construction relative to lubrication with solids as lubricant, e.g. dry coatings, powder
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/14—Special methods of manufacture; Running-in
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/20—Sliding surface consisting mainly of plastics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2202/00—Solid materials defined by their properties
- F16C2202/50—Lubricating properties
- F16C2202/52—Graphite
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2202/00—Solid materials defined by their properties
- F16C2202/50—Lubricating properties
- F16C2202/54—Molybdenum disulfide
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/60—Shaping by removing material, e.g. machining
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
- F16C2223/42—Coating surfaces by spraying the coating material, e.g. plasma spraying
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/20—Sliding surface consisting mainly of plastics
- F16C33/203—Multilayer structures, e.g. sleeves comprising a plastic lining
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/20—Sliding surface consisting mainly of plastics
- F16C33/208—Methods of manufacture, e.g. shaping, applying coatings
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sliding-Contact Bearings (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
Description
また、請求項3においては、前記細溝の軸方向外側面に周縁部が形成され、前記周縁部の前記半割部材の外周面からの高さは、前記半割部材の外周面から当接面までの高さよりも低くなるように形成されるものである。
すべり軸受1は円筒状の部材であり、図1に示すように、エンジンのクランクシャフト11のすべり軸受構造に適用される。すべり軸受1は、二つの半割部材2・2で構成されている。二つの半割部材2・2は、円筒を軸方向と平行に二分割した形状であり、断面が半円状となるように形成されている。本実施形態においては、半割部材2・2は上下に配置されており、左右に合わせ面が配置されている。クランクシャフト11をすべり軸受1で軸支する場合、所定の隙間が形成され、この隙間に対し図示せぬ油路から潤滑油が供給される。
下側の半割部材2の内周において、その軸方向の端部に細溝3が形成されている。
また、細溝3の軸方向外側面を形成する周縁部2aは、半割部材2の外周面からの高さhが、半割部材2の外周面から当接面までの高さDよりも低くなるように形成されている。すなわち、軸方向外側の周縁部2aが周囲のクランクシャフト11との当接面よりも一段低くなるように形成されている。
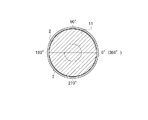
細溝3は下側の半割部材2に設けられる。本実施形態においては、細溝3は軸方向に並列して二本設けられている。詳細には、細溝3は、クランクシャフト11の回転方向下流側合わせ面(軸受角度ωが180度)と離間した位置(軸受角度ωがω1)から軸受角度ωが正となる方向(反時計回り方向)に向けて、軸受角度ω2まで円周方向に設けられる。下側の半割部材2においては、図2(b)の右側の合わせ面が回転方向上流側合わせ面、図2(b)の左側の合わせ面が回転方向下流側合わせ面となる。
細溝3の幅は、図2(c)に示すように、wとなるように形成されている。
また、細溝3の深さdは、半割部材2の外周面から当接面までの高さDよりも短くなるように形成されている。
下側の半割部材2の製造方法は、金属層21にライニング層22を貼設するライニング層形成工程と、ライニング層22及び金属層21を半円形状に成形する成形工程と、細溝3を形成する第一の工程である細溝形成工程と、周縁部2aを形成する第二の工程である周縁部形成工程と、細溝3及び周縁部2aにショットブラスト加工を加えて梨地面を形成する梨地面形成工程と、ライニング層22の表面に図示せぬコーティング層を形成するコーティング層形成工程と、を備える。以下に、各工程について具体的に説明する。
切削加工は、円鋸のような刃具によって行われる。
また、周縁部形成工程においては、周縁部2aの内周面2cを、細溝3の底面3aよりも内周側に形成する。
このように構成することにより、油膜圧力の発生を妨げない程度の細溝3を設けることで、摺動面積を減らしつつ、フリクション低減効果を得ることができ、かつ、総和の流出油量を抑えることができる。また、ショットブラスト加工により、細溝3の表面に複数の窪みを設けて梨地面を形成することにより、潤滑油を細溝3内で保持し、漏れ油量を低減させることができ、コーティング層23aを細溝3の上流側端部及び下流側端部に設けることでコーティング層23aの親油性によって、漏れ油量を低減させることができることができるので、総和の流出油量を抑えることができる。
このように構成することにより、コーティング層23は親油性を有し、コーティング層23の親油性によって、漏れ油量を低減させることができることができるので、総和の流出油量を抑えることができる。
2 半割部材
2a 周縁部
3 細溝
11 クランクシャフト
21 金属層
22 ライニング層
23・23a コーティング層
Claims (4)
- 円筒を軸方向と平行に二分割した半割部材を上下に配置したすべり軸受の製造方法であって、
前記製造方法は、前記下側の半割部材の軸方向端部に、回転方向下流側において円周方向に細溝を設ける第一の工程と、前記細溝の表面にショットブラスト加工を施す第二の工程と、前記半割部材の表面にコーティング層を形成する第三の工程とを有し、
前記第三の工程において、前記細溝の一部であって、上流側端部及び下流側端部のみにコーティング層を形成したことを特徴とするすべり軸受の製造方法。 - 前記第三の工程において形成される前記コーティング層は、二硫化モリブデン、グラファイト、カーボン、ポリテトラフルオロエチレン、窒化ホウ素、二硫化タングステン、または、フッ素系樹脂の少なくともいずれか一つを含むことを特徴とする請求項1に記載のすべり軸受の製造方法。
- 前記細溝の軸方向外側面に周縁部が形成され、
前記周縁部の前記半割部材の外周面からの高さは、前記半割部材の外周面から当接面までの高さよりも低くなるように形成されることを特徴とする請求項1または請求項2に記載のすべり軸受の製造方法。 - 請求項1から請求項3のいずれか一項の製造方法によって製造されたことを特徴とするすべり軸受。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015039117A JP6181685B2 (ja) | 2015-02-27 | 2015-02-27 | すべり軸受の製造方法及びすべり軸受 |
| PCT/JP2016/055952 WO2016136997A1 (ja) | 2015-02-27 | 2016-02-26 | すべり軸受の製造方法及びすべり軸受 |
| CN201680012651.XA CN107429744B (zh) | 2015-02-27 | 2016-02-26 | 滑动轴承的制造方法及滑动轴承 |
| KR1020177027049A KR20170117197A (ko) | 2015-02-27 | 2016-02-26 | 미끄럼 베어링의 제조 방법 및 미끄럼 베어링 |
| EP16755741.2A EP3263931B1 (en) | 2015-02-27 | 2016-02-26 | Manufacturing method for sliding bearing, and sliding bearing |
| US15/553,787 US10054153B2 (en) | 2015-02-27 | 2016-02-26 | Manufacturing method for sliding bearing, and sliding bearing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015039117A JP6181685B2 (ja) | 2015-02-27 | 2015-02-27 | すべり軸受の製造方法及びすべり軸受 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016161017A JP2016161017A (ja) | 2016-09-05 |
| JP2016161017A5 JP2016161017A5 (ja) | 2017-08-03 |
| JP6181685B2 true JP6181685B2 (ja) | 2017-08-16 |
Family
ID=56789460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015039117A Expired - Fee Related JP6181685B2 (ja) | 2015-02-27 | 2015-02-27 | すべり軸受の製造方法及びすべり軸受 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10054153B2 (ja) |
| EP (1) | EP3263931B1 (ja) |
| JP (1) | JP6181685B2 (ja) |
| KR (1) | KR20170117197A (ja) |
| CN (1) | CN107429744B (ja) |
| WO (1) | WO2016136997A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6323833B2 (ja) * | 2014-07-31 | 2018-05-16 | 大豊工業株式会社 | すべり軸受 |
| JP6893770B2 (ja) * | 2016-10-31 | 2021-06-23 | 大豊工業株式会社 | 半割軸受 |
| JP6777502B2 (ja) * | 2016-10-31 | 2020-10-28 | 大豊工業株式会社 | 半割軸受 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3057458B2 (ja) * | 1991-07-02 | 2000-06-26 | 本田技研工業株式会社 | 摺動部材 |
| JPH09126227A (ja) * | 1995-10-30 | 1997-05-13 | Mitsubishi Heavy Ind Ltd | 圧力ダム軸受 |
| KR100609300B1 (ko) * | 1997-07-28 | 2006-08-09 | 폭스바겐 악티엔 게젤샤프트 | 미끄럼 베어링 등의 열 코팅 방법 |
| GB0010542D0 (en) | 2000-05-03 | 2000-06-21 | Dana Corp | Bearings |
| JP2008014454A (ja) * | 2006-07-07 | 2008-01-24 | Daido Metal Co Ltd | すべり軸受 |
| JP2011179566A (ja) * | 2010-02-26 | 2011-09-15 | Taiho Kogyo Co Ltd | すべり軸受 |
| JP2012047276A (ja) | 2010-08-27 | 2012-03-08 | Taiho Kogyo Co Ltd | すべり軸受とその製造方法 |
| JP2012189184A (ja) | 2011-03-14 | 2012-10-04 | Hitachi Metals Ltd | 液体潤滑すべり軸受装置用摺動部材 |
| WO2014001524A1 (en) * | 2012-06-29 | 2014-01-03 | Saint-Gobain Performance Plastics Pampus Gmbh | Slide bearing comprising a primer system as adhesion promoter |
| JP5939928B2 (ja) | 2012-08-06 | 2016-06-22 | 大同メタル工業株式会社 | すべり軸受 |
| JP6390038B2 (ja) * | 2013-02-20 | 2018-09-19 | 大豊工業株式会社 | すべり軸受、及び、すべり軸受の製造方法 |
| JP5837896B2 (ja) * | 2013-03-21 | 2015-12-24 | 大豊工業株式会社 | すべり軸受 |
| JP6096689B2 (ja) * | 2013-04-26 | 2017-03-15 | 大豊工業株式会社 | すべり軸受 |
-
2015
- 2015-02-27 JP JP2015039117A patent/JP6181685B2/ja not_active Expired - Fee Related
-
2016
- 2016-02-26 US US15/553,787 patent/US10054153B2/en not_active Expired - Fee Related
- 2016-02-26 CN CN201680012651.XA patent/CN107429744B/zh not_active Expired - Fee Related
- 2016-02-26 WO PCT/JP2016/055952 patent/WO2016136997A1/ja not_active Ceased
- 2016-02-26 EP EP16755741.2A patent/EP3263931B1/en active Active
- 2016-02-26 KR KR1020177027049A patent/KR20170117197A/ko not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170117197A (ko) | 2017-10-20 |
| EP3263931B1 (en) | 2020-03-18 |
| EP3263931A1 (en) | 2018-01-03 |
| US10054153B2 (en) | 2018-08-21 |
| CN107429744B (zh) | 2018-11-06 |
| EP3263931A4 (en) | 2018-09-05 |
| CN107429744A (zh) | 2017-12-01 |
| JP2016161017A (ja) | 2016-09-05 |
| WO2016136997A1 (ja) | 2016-09-01 |
| US20180031030A1 (en) | 2018-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6185853B2 (ja) | すべり軸受 | |
| JP5837896B2 (ja) | すべり軸受 | |
| JP6390038B2 (ja) | すべり軸受、及び、すべり軸受の製造方法 | |
| JP6181685B2 (ja) | すべり軸受の製造方法及びすべり軸受 | |
| JP6178354B2 (ja) | すべり軸受 | |
| JP6134636B2 (ja) | すべり軸受 | |
| JP2016161016A (ja) | すべり軸受の製造方法及びすべり軸受 | |
| JP6323833B2 (ja) | すべり軸受 | |
| JP2015197215A (ja) | すべり軸受 | |
| JP6314103B2 (ja) | すべり軸受 | |
| JP6216226B2 (ja) | すべり軸受 | |
| JP2016161018A5 (ja) | ||
| JP6166064B2 (ja) | すべり軸受 | |
| JP6390852B2 (ja) | すべり軸受 | |
| JP2016161014A (ja) | すべり軸受の製造方法及びすべり軸受 | |
| JP6399576B2 (ja) | すべり軸受 | |
| JP2019031981A (ja) | すべり軸受 | |
| JP2015197214A (ja) | すべり軸受 | |
| JP2016161011A (ja) | すべり軸受 | |
| JP2017110761A (ja) | すべり軸受 | |
| JP2017110762A (ja) | すべり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170621 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170621 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170621 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170718 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170720 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6181685 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |