JP6160680B2 - 直線型鋼矢板の継手部成型機及び直線型鋼矢板の製造方法 - Google Patents
直線型鋼矢板の継手部成型機及び直線型鋼矢板の製造方法 Download PDFInfo
- Publication number
- JP6160680B2 JP6160680B2 JP2015233692A JP2015233692A JP6160680B2 JP 6160680 B2 JP6160680 B2 JP 6160680B2 JP 2015233692 A JP2015233692 A JP 2015233692A JP 2015233692 A JP2015233692 A JP 2015233692A JP 6160680 B2 JP6160680 B2 JP 6160680B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- sheet pile
- rolling
- linear steel
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/082—Piling sections having lateral edges specially adapted for interlocking with each other in order to build a wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/14—Guiding, positioning or aligning work
Description
このような問題に対して、圧延する際に圧延材の温度を長手方向全長にわたって均一にすることや、ロールの摩耗を発生させないように圧延することが望ましいが、現実的には困難となる。
<直線型鋼矢板>
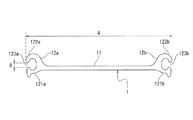
はじめに、図1〜図3を参照して、本発明の一実施形態において圧延される直線型鋼矢板1について説明する。直線型鋼矢板1は、図1に示すように幅方向(図1の紙面に対する左右方向)に延在するウェブ部11と、幅方向の両端側に1対の継手部12a,12bとを有する。継手部12a,12bは、幅方向及び長手方向(図1の紙面に対する前後方向)に垂直な上下方向(図1の紙面に対する上下方向)に対して非対称な、上下非対称の形状を有する。継手部12a,12bは、下側に形成され幅方向に対して湾曲した主爪121a,121bと、上側に形成され幅方向に対して湾曲した副爪122a,122bとの2つの爪を有する。主爪121a,121bの先端と副爪122a,122bの先端との間には、開口部123a,123bがそれぞれ形成される。また、本実施形態では、直線型鋼矢板1の幅方向の長さを全幅Aといい、開口部123a,123bの上下方向の長さを開口幅Bという。
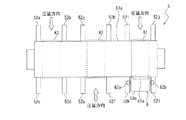
次に、図3〜図7を参照して、本実施形態の圧延設備について説明する。圧延設備は、図3に示すように、加熱炉2と、粗圧延機3と、中間圧延機4と、仕上圧延機5とを備える。
加熱炉2は、圧延材である矩形鋼片を所定の温度まで加熱する加熱設備である。
中間圧延機4は、2基のミル4a,4bを有する二重式タンデム圧延機である。ミル4aには3か所のカリバーK9,K6,K5、ミル4bには3か所のカリバーK8,K7,K4が、粗圧延機3と同様に、長手方向に並んでそれぞれ設けられる。各カリバーK9〜K4は、後述するように、中間圧延工程において圧延材が目標とする断面形状となるような形状をそれぞれ有する。
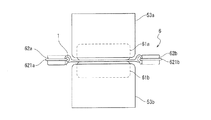
1対のウェブガイドローラ61a,61bは、回転軸が幅方向に平行に配されるロールである。1対のウェブガイドローラ61a,61bは、上下方向に離隔して、1対のウェブガイド53a,53b内にそれぞれ設けられる。なお、1対のウェブガイドローラ61a,61bは、後述するように、通材する直線型鋼矢板1の上下方向の位置精度であるセンタリング性を確保できるように、所定の高さに所定距離だけ離間してそれぞれ設けられる。
次に、図3及び図8を参照して、本実施形態に係る直線型鋼矢板1の製造方法について説明する。
本実施形態では、まず、加熱炉2で矩形鋼片BLが所定の温度まで加熱される。
次いで、加熱された矩形鋼片BLが圧延材として粗圧延機3に搬送され、粗圧延機3にて粗圧延される(粗圧延工程)。粗圧延工程では、粗圧延機3のカリバーK12〜K10にて圧延材が順に圧延される。なお、図3に示すように、圧延材は、各カリバーK12〜K10にて複数回(パス)圧延される。粗圧延工程では、上述の粗圧延が行われることで、図8に示すように、長手方向に垂直な圧延材の断面形状が順に変化する。
その後、中間圧延された圧延材が仕上圧延機5に搬送され、仕上圧延機5にて仕上圧延される(仕上圧延工程)。仕上圧延工程では、図3に示すように、仕上圧延機5のカリバーK3〜K1にて圧延材が順に圧延される。これにより、図8に示すように、圧延材の断面形状が順に変化する。
以上のように、粗圧延工程、中間圧延工程、仕上圧延工程及び継手部成型工程を経ることで、直線型鋼矢板1の継手部12a,12bの寸法制御性及び形状成型性を向上させることができ。このため、継手部12a,12bの寸法・形状の精度が優れた直線型鋼矢板1を製造することができる。
以上で、特定の実施形態を参照して本発明を説明したが、これら説明によって発明を限定することを意図するものではない。本発明の説明を参照することにより、当業者には、開示された実施形態の種々の変形例とともに本発明の別の実施形態も明らかである。従って、特許請求の範囲は、本発明の範囲及び要旨に含まれるこれらの変形例または実施形態も網羅すると解すべきである
また、上記実施形態では、継手部成型工程において1対の成型ガイドローラ62a,62bは幅方向に移動しないとしたが、本発明はかかる例に限定されない。例えば、直線型鋼矢板1の長手方向で継手部12a,12bの形状が一定でない場合、長手方向の形状変化に応じて、継手部成型工程において1対の成型ガイドローラ62a,62bを幅方向に移動させてもよい。この場合、例えば、同様な圧延条件の圧延材が連続して圧延される場合には、初めに圧延された直線型鋼矢板1の継手部成型工程後の形状や寸法から、1対の成型ガイドローラ62a,62bを移動させるタイミング及び移動量が決定されてもよい。
さらに、上記実施形態では、図3及び図4に示す圧延設備及び圧延方法を用いて直線型鋼矢板1を圧延するとしたが、仕上圧延後の直線型鋼矢板1の形状が上下非対称なものであれば、粗圧延工程から仕上圧延工程までに用いられる圧延設備や圧延回数については他の条件が用いられてもよい。
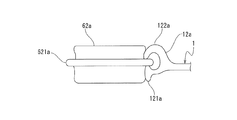
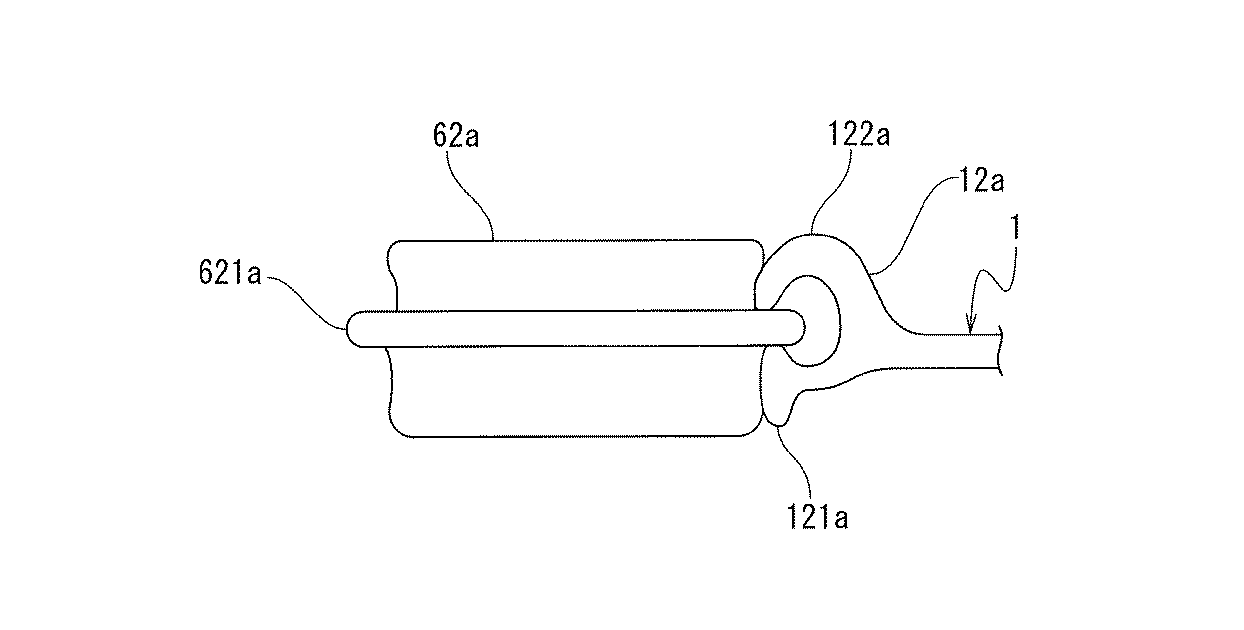
(1)本発明の一態様に係る直線型鋼矢板1の継手部成型機6は、幅方向に延在するウェブ部11と、ウェブ部11の両端に形成され2つの爪(主爪121a,121b及び複爪122a,122b)をそれぞれ有する継手部12a,12bとを有する上下非対称な直線型鋼矢板1を圧延する二重式圧延機(仕上圧延機5)の最終成型圧延が行われる圧延ロール(上ロール51a及び下ロール51b)の出側に設けられ、圧延される直線型鋼矢板1のウェブ部11を挟んで設けられる1対のウェブガイドローラ61a,61bと、1対のウェブガイドローラ61a,61bよりも直線型鋼矢板1の圧延方向の下流側に設けられ、径方向外方に突出し2つの爪の先端間に形成される開口部123a,123bに嵌入可能な突出部621a,621bを圧延方向及び直線型鋼矢板1の幅方向に垂直な上下方向の中央に有し、継手部12a,12bに幅方向の外側からそれぞれ当接する1対の成型ガイドローラ62a,62bとを備える。
上記(2)の構成によれば、様々な全幅Aの直線型鋼矢板1に対応することができる。また、他の直線型鋼矢板1の圧延実績に応じて、1対の成型ガイドローラ62a,62bの間隔を調整することができ、より高い寸法制御性及び形状成型性を実現することができる。
上記(3)の構成によれば、例えば、1対の成型ガイドローラ62a,62bの間隔を、開口幅Bが目標の下限値を外れないような間隔とすることで、開口幅Bが下限値を外れないように安定して直線型鋼矢板1を圧延することができる。
上記(4)の構成によれば、上記(1)の構成と同様な効果を得ることができる。
11 ウェブ部
12a,12b 継手部
121a,121b 主爪
122a,122b 副爪
123a,123b 開口部
2 加熱炉
3 粗圧延機
4 中間圧延機
4a,4b ミル
5 仕上圧延機
51a 上ロール
51b 下ロール
52a〜52l サイドガイド
53a,53b ウェブガイド
6 継手部成型機
61a,61b ウェブガイドローラ
62a,62b 成型ガイドローラ
K1〜K13 カリバー
Claims (4)
- 幅方向に延在するウェブ部と、該ウェブ部の両端に形成され2つの爪をそれぞれ有する継手部とを有する上下非対称な直線型鋼矢板を圧延する二重式圧延機の最終成型圧延が行われる圧延ロールの出側に設けられ、圧延される前記直線型鋼矢板の前記ウェブ部を挟んで設けられる1対のウェブガイドローラと、
前記1対のウェブガイドローラよりも前記直線型鋼矢板の圧延方向の下流側に設けられ、径方向外方に突出し前記2つの爪の先端間に形成される開口部に嵌入可能な突出部を前記圧延方向及び前記直線型鋼矢板の幅方向に垂直な上下方向の中央に有し、前記継手部に前記幅方向の外側からそれぞれ当接する1対の成型ガイドローラと
を備えることを特徴とする直線型鋼矢板の継手部成型機。 - 前記1対の成型ガイドローラは、前記幅方向に移動可能に構成されることを特徴とする請求項1に記載の直線型鋼矢板の継手部成型機。
- 前記1対の成型ガイドローラは、前記直線型鋼矢板が通過する際には、前記幅方向に移動しないように固定されることを特徴とする請求項1または2に記載の直線型鋼矢板の継手部成型機。
- 幅方向に延在するウェブ部と、該ウェブ部の両端に形成され2つの爪をそれぞれ有する継手部とを有する上下非対称な直線型鋼矢板を、二重式圧延機を用いて圧延して製造する際に、
前記二重式圧延機の最終成型圧延の後、前記最終成型圧延が行われる圧延ロールの出側に設けられ、圧延される前記直線型鋼矢板の前記ウェブ部を挟んで設けられる1対のウェブガイドローラを用いて、前記直線型鋼矢板のセンタリング性を確保し、
前記1対のウェブガイドローラよりも前記直線型鋼矢板の圧延方向の下流側に設けられ、径方向外方に突出し前記継手部の2つの爪の先端間に形成される開口部に嵌入可能な突出部を前記圧延方向及び前記直線型鋼矢板の幅方向に垂直な上下方向の中央に有し、前記継手部に前記幅方向の外側からそれぞれ当接する1対の成型ガイドローラを、前記継手部に前記幅方向の外側からそれぞれ当接させることを特徴とする直線型鋼矢板の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015233692A JP6160680B2 (ja) | 2015-11-30 | 2015-11-30 | 直線型鋼矢板の継手部成型機及び直線型鋼矢板の製造方法 |
| CN201680070057.6A CN108290187B (zh) | 2015-11-30 | 2016-11-16 | 直线型钢板桩的接头部成型机以及直线型钢板桩的制造方法 |
| PCT/JP2016/083957 WO2017094509A1 (ja) | 2015-11-30 | 2016-11-16 | 直線型鋼矢板の継手部成型機及び直線型鋼矢板の製造方法 |
| KR1020187017654A KR102049189B1 (ko) | 2015-11-30 | 2016-11-16 | 직선형 강 시트 파일의 조인트부 성형기 및 직선형 강 시트 파일의 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015233692A JP6160680B2 (ja) | 2015-11-30 | 2015-11-30 | 直線型鋼矢板の継手部成型機及び直線型鋼矢板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017100151A JP2017100151A (ja) | 2017-06-08 |
| JP6160680B2 true JP6160680B2 (ja) | 2017-07-12 |
Family
ID=58797180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015233692A Active JP6160680B2 (ja) | 2015-11-30 | 2015-11-30 | 直線型鋼矢板の継手部成型機及び直線型鋼矢板の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6160680B2 (ja) |
| KR (1) | KR102049189B1 (ja) |
| CN (1) | CN108290187B (ja) |
| WO (1) | WO2017094509A1 (ja) |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56109102A (en) * | 1980-02-04 | 1981-08-29 | Kawasaki Steel Corp | Manufacture of asymmetrical h-shaped sheet pile |
| JP2636920B2 (ja) | 1989-01-31 | 1997-08-06 | 新日本製鐵株式会社 | 直線型鋼矢板の圧延方法およびその圧延装置列 |
| DE3909009A1 (de) * | 1989-03-18 | 1990-09-20 | Schloemann Siemag Ag | Stranggiessanlage zum giessen von vorprofilen |
| JPH0767562B2 (ja) | 1990-07-25 | 1995-07-26 | 新日本製鐵株式会社 | 連続継手型形鋼の圧延方法 |
| JP2702594B2 (ja) | 1990-07-31 | 1998-01-21 | 新日本製鐵株式会社 | 連続継手型形鋼およびその圧延成形方法 |
| JP2688109B2 (ja) * | 1990-09-10 | 1997-12-08 | 新日本製鐵株式会社 | 形鋼圧延用誘導装置 |
| JPH05317904A (ja) | 1992-05-25 | 1993-12-03 | Nippon Steel Corp | 連続壁用形鋼の圧延方法 |
| JPH09216001A (ja) * | 1996-02-08 | 1997-08-19 | Nippon Steel Corp | 連続継手型形鋼の圧延方法 |
| JP2002059201A (ja) * | 2000-08-14 | 2002-02-26 | Kawasaki Steel Corp | 形鋼の製造方法および設備列 |
| KR20090070891A (ko) * | 2007-12-27 | 2009-07-01 | 현대제철 주식회사 | 강널 말뚝의 제조방법 및 이를 위한 이송 가이드장치 |
| KR101277867B1 (ko) * | 2011-04-28 | 2013-06-21 | 현대제철 주식회사 | 직선파일 제조방법 |
| JP5906690B2 (ja) * | 2011-11-25 | 2016-04-20 | Jfeスチール株式会社 | H形鋼矢板の製造方法 |
| CN202461135U (zh) * | 2011-12-02 | 2012-10-03 | 武汉钢铁(集团)公司 | 新型钢板桩轧机导卫 |
-
2015
- 2015-11-30 JP JP2015233692A patent/JP6160680B2/ja active Active
-
2016
- 2016-11-16 WO PCT/JP2016/083957 patent/WO2017094509A1/ja active Application Filing
- 2016-11-16 KR KR1020187017654A patent/KR102049189B1/ko active IP Right Grant
- 2016-11-16 CN CN201680070057.6A patent/CN108290187B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR102049189B1 (ko) | 2019-11-26 |
| WO2017094509A1 (ja) | 2017-06-08 |
| KR20180086226A (ko) | 2018-07-30 |
| CN108290187B (zh) | 2019-10-25 |
| CN108290187A (zh) | 2018-07-17 |
| JP2017100151A (ja) | 2017-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019111584A (ja) | 圧延h形鋼 | |
| JP6160680B2 (ja) | 直線型鋼矢板の継手部成型機及び直線型鋼矢板の製造方法 | |
| CN109562420B (zh) | H型钢的制造方法 | |
| JP6447286B2 (ja) | H形鋼の製造方法及びh形鋼製品 | |
| JP2016182627A (ja) | 異形棒鋼の圧延方法 | |
| JP5158681B2 (ja) | 溝形断面材のロール成形方法 | |
| JP6627641B2 (ja) | H形鋼の製造方法 | |
| JP6593457B2 (ja) | H形鋼の製造方法及び圧延装置 | |
| JP6686809B2 (ja) | H形鋼の製造方法 | |
| JP6565691B2 (ja) | H形鋼の製造方法及びh形鋼製品 | |
| JP6446716B2 (ja) | H形鋼の製造方法 | |
| JP6589755B2 (ja) | フランジを有する形鋼の中間ユニバーサル圧延方法 | |
| JP7074110B2 (ja) | ハット形鋼矢板の圧延方法及び粗圧延機 | |
| JP7343779B2 (ja) | 左右フランジ厚みの異なる非対称h形鋼の製造方法 | |
| JP7031788B2 (ja) | 鋼矢板の製造方法及び鋼矢板製造用の圧延設備列 | |
| JP4016733B2 (ja) | 狭フランジ幅h形鋼の圧延方法 | |
| JP6447285B2 (ja) | H形鋼の製造方法 | |
| JP6855885B2 (ja) | H形鋼の製造方法及びh形鋼製品 | |
| JP6323291B2 (ja) | H形鋼の仕上曲げ加工機 | |
| JP5388146B2 (ja) | 溝形断面材のロール成形方法 | |
| EP3412370A1 (en) | H-shaped steel manufacturing method | |
| CN111050934A (zh) | H型钢的制造方法 | |
| CN110891701A (zh) | H型钢的制造方法 | |
| JPH0813362B2 (ja) | フランジを有する形材の熱間圧延方法 | |
| JPH0813364B2 (ja) | フランジを有する形材の熱間圧延方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170323 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170323 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170516 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170529 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6160680 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |