JP6158618B2 - 環状組立体の測定装置、環状組立体の測定方法、及び回転機械の製造方法 - Google Patents
環状組立体の測定装置、環状組立体の測定方法、及び回転機械の製造方法 Download PDFInfo
- Publication number
- JP6158618B2 JP6158618B2 JP2013147520A JP2013147520A JP6158618B2 JP 6158618 B2 JP6158618 B2 JP 6158618B2 JP 2013147520 A JP2013147520 A JP 2013147520A JP 2013147520 A JP2013147520 A JP 2013147520A JP 6158618 B2 JP6158618 B2 JP 6158618B2
- Authority
- JP
- Japan
- Prior art keywords
- annular
- measuring
- circumferential direction
- base portion
- assembled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 17
- 238000004519 manufacturing process Methods 0.000 title description 5
- 238000005259 measurement Methods 0.000 claims description 28
- 238000006073 displacement reaction Methods 0.000 claims description 14
- 238000003825 pressing Methods 0.000 claims description 7
- 239000000523 sample Substances 0.000 description 21
- 230000002093 peripheral effect Effects 0.000 description 20
- 239000007789 gas Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000012545 processing Methods 0.000 description 4
- 238000003754 machining Methods 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000000567 combustion gas Substances 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images





Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/14—Measuring arrangements characterised by the use of mechanical techniques for measuring distance or clearance between spaced objects or spaced apertures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D11/00—Preventing or minimising internal leakage of working-fluid, e.g. between stages
- F01D11/001—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between stator blade and rotor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/28—Supporting or mounting arrangements, e.g. for turbine casing
- F01D25/285—Temporary support structures, e.g. for testing, assembling, installing, repairing; Assembly methods using such structures
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/20—Measuring arrangements characterised by the use of mechanical techniques for measuring contours or curvatures
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M15/00—Testing of engines
- G01M15/14—Testing gas-turbine engines or jet-propulsion engines
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Description
測定装置101を用いた位置決め作業においては、翼環61側の基準点と保持環62側の計測点との距離が翼環61上の複数点にて計測され、この計測値に基づいて翼環61に対する保持環62の取り付け位置が微調整される。
しかしながら、このような方法で基準点を規定する場合、ガイドローラ124を基準面である外周面61bに対して所定の押圧力で当接させることが難しく、基準面に対するベース部106の位置が安定しないため、計測精度が高くないという課題があった。
本発明は、環状部材に、周方向に複数並ぶ被組立部材を組み立てた環状組立体における前記環状部材に対する前記被組立部材の径方向の相対位置を測定する環状組立体の測定装置であって、前記環状部材の周方向に連続する基準面に当接し、前記基準面に沿って周方向に移動可能な第一当接部と、前記環状部材の前記基準面と径方向反対側に向く対向面を押圧可能で、径方向に位置調整可能な第二当接部と、前記第一当接部及び前記第二当接部を支持するベース部と、前記被組立部材の被測定部に当接する第三当接部と、前記第三当接部と前記ベース部とを連結する連結部と、前記ベース部に対する前記第三当接部の変位を測定する測定部とを備え、前記基準面と前記対向面とは対向して配置され、前記第一当接部は、周方向に互いに離間して配置された一対のブロック状部材であり、前記第二当接部は、前記一対のブロック状部材の間の周方向中央に配置されることを特徴とする。
本実施形態の環状組立体の測定装置は、例えば、メンテナンスなどによるタービンの再組立時において、タービンの翼環とシールリングの保持環との位置決め(芯出し)を行うために用いられる治具である。
翼環と保持環の位置決めは、環状部材である翼環に被組立部材である保持環を組み立てた環状組立体において、翼環に対する保持環の径方向の相対位置を測定し、この測定結果に基づいて組み立て精度(芯精度)を確保することによって行われる。
図1に示すように、ガスタービン50は、外気を圧縮して圧縮空気を生成する圧縮機51と、燃料供給源からの燃料を圧縮空気に混合して燃焼させ燃焼ガスを生成する燃焼器52と、燃焼ガスにより駆動するタービン53と、を備えている。
図2に示すように、環状組立体60は、複数の要素からなる環状部材である翼環61と、翼環61の内周側に周方向に取り付けられた複数の静翼63と、静翼63の内周側に設けられた内側シュラウド64と、内側シュラウド64のフランジに固定された保持環62と、保持環62により保持されたシールリング65と、を有している。
嵌合溝2は、機械加工によって形成された溝である。故に、基準面4は機械加工によって形成された加工面であり、精度が確保されて形成されている。
また、本実施形態の翼環61の外周側縁部61aには、突起物68が設けられている。即ち、本実施形態の翼環61の外周側縁部61aは平坦とはされていない。
図2、及び図3に示すように、測定装置1は、板形状のベース部6と、ベース部6に取り付けられた棒形状のシャフト部7と、シャフト部7の先端側(翼環61の径方向内側)に取り付けられたプローブ部8と、データ処理部(図示せず)と、を有している。シャフト部7は、プローブ部8とベース部6とを連結する連結部として機能する。
シャフト部7は、ベース部6上に固定されているガイド部22に支持されて配置されている。ガイド部22には、ボール軸受が接続されており、これにより、シャフト部7はガイド部22の長手方向に変位可能となっている。
ガイドローラ24は、シャフト部7の端部に形成された雌ネジ穴に固定軸33を螺合し、さらに、ナット34によって固定軸33を締結することによって固定されている。ガイドローラ24の径方向位置は、この固定機構により調整することができる。
ダイヤルゲージ28は、測定子29(第三当接部)が保持環62の内周面62a(被測定部)に当接するように固定されている。ダイヤルゲージ28の径方向及び鉛直方向の位置は、ジョイント26によって調整可能である。
ボールキャスター32の径方向及び鉛直方向の位置は、ジョイント26によって調整可能であり、本実施形態の測定装置1においては、ボールキャスター32が、保持環62の上面35に当接するように調節されている。
まず、翼環61に保持環62を周方向に複数並べるように組み立てる。具体的には、翼環61に遮熱環67を用いて静翼63を固定し、静翼63と一体にされた内側シュラウド64のフランジに保持環62を取り付ける。
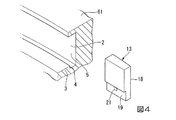
次いで、測定装置1を翼環61に取り付ける。具体的には、図4に示すように、被嵌合部材13を嵌合溝2に周方向より挿入する。これにより、図3に示すように、測定装置1のベース部6が翼環61に仮固定される。取り付けの際は、翼環61は分割された状態にあるため、嵌合溝2の端部より被嵌合部材13を挿入することができる。
上記ベース部配置工程にてガイドローラ24を固定した後、仮固定されたプローブ部8の測定子29を保持環62の内周面62aに当接させる。そして、仮固定されていたシャフト支持部30とプローブ部8を固定する。
次いで、この基準となる位置における翼環61に対する保持環62の位置を計測する。具体的には、プローブ部8を構成するダイヤルゲージ28の数値が、データ処理部に転送されて記録される。
次いで、ベース部6を周方向にスライドさせ、基準となる位置以外の各点の計測値を取得する。この際、被嵌合部材13は嵌合溝2の内部で移動し、ガイドローラ24のボール25が対向面5を周方向に転動する。
一方、取得された計測値が所定の設定範囲内にない場合には、翼環61に対する保持環62の取付位置が微調整される。これにより、翼環61と保持環62とが適正に位置決めされる。なお、この位置決め作業は、タービン53の2段静翼〜4段静翼の各翼環61について行われる。
最後に、環状組立体60がタービン53のタービンケーシング55(ケーシング)に組み立てられる。
また、嵌合溝2を介して測定装置1を固定することによって、翼環61の鉛直方向上方に突起物68がある場合においても、測定装置1を翼環61に固定することができる。
また、遮熱環67を固定するための嵌合溝2を測定装置1の固定に利用することによって、測定装置1のベース部6を固定するための溝を新たに加工することなく、測定装置1を翼環61に固定することができる。
また、被嵌合部材13を嵌合溝2に沿ってスライドさせることによって、容易にベース部6と翼環61とを固定することができる。
例えば、本実施形態では、タービン53の翼環61と保持環62とを有する環状組立体60を測定対象としたが、これに限ることはなく、環状部材に周方向に複数並ぶ被組立部材を組み立てたものを測定対象とすることができる。
また、ベース部6と翼環61とを接続する被嵌合部材13を2つ設ける構成を示したが、その数は問わない。
2 嵌合溝
3 突条
4 基準面
5 対向面
6 ベース部
7 シャフト部(連結部)
8 プローブ部
12 ベースプレート
13 被嵌合部材
14 上面
15 下面
16 接続面
18 背面
19 基準当接面(第一当接部)
20 締結部材
21 固定孔
22 ガイド部
24 ガイドローラ
25 ボール(第二当接部)
26 ジョイント
27 プローブステー
28 ダイヤルゲージ(測定部)
29 測定子(第三当接部)
30 シャフト支持部
31 ステー
32 ボールキャスター
50 ガスタービン
51 圧縮機
52 燃焼器
53 タービン
54 タービンロータ
55 タービンケーシング(ケーシング)
60 環状組立体
61 翼環(環状部材)
62 保持環(被組立部材)
62a 内周面(被測定部)
65 シールリング
67 遮熱環
68 突起物
Claims (8)
- 環状部材に、周方向に複数並ぶ被組立部材を組み立てた環状組立体における前記環状部材に対する前記被組立部材の径方向の相対位置を測定する環状組立体の測定装置であって、
前記環状部材の周方向に連続する基準面に当接し、前記基準面に沿って周方向に移動可能な第一当接部と、
前記環状部材の前記基準面と径方向反対側に向く対向面を押圧可能で、径方向に位置調整可能な第二当接部と、
前記第一当接部及び前記第二当接部を支持するベース部と、
前記被組立部材の被測定部に当接する第三当接部と、
前記第三当接部と前記ベース部とを連結する連結部と、
前記ベース部に対する前記第三当接部の変位を測定する測定部とを備え、
前記基準面と前記対向面とは対向して配置され、
前記第一当接部は、周方向に互いに離間して配置された一対のブロック状部材であり、
前記第二当接部は、前記一対のブロック状部材の間の周方向中央に配置されることを特徴とする環状組立体の測定装置。 - 前記第二当接部は、前記対向面を周方向に転動可能な球形状をなしていることを特徴とする請求項1に記載の環状組立体の測定装置。
- 前記基準面及び前記対向面は、前記環状部材の径方向内側に形成された溝を構成する互いに対向する径方向両側に設けられた面であり、前記ベース部は、前記第一当接部を有して前記溝に挿入されるブロック状の被嵌合部材と、前記第二当接部を有するガイドローラと、を備えることを特徴とする請求項1又は請求項2に記載の環状組立体の測定装置。
- 前記環状部材は、タービンの翼環であり、
前記溝は、前記タービンの遮熱環の固定に用いられる溝であることを特徴とする請求項3に記載の環状組立体の測定装置。 - 前記ベース部は、前記環状部材の中心軸方向一方側に配置されており、
前記連結部から中心軸方向他方側に延在し、その先端を前記被組立部材の中心軸方向一方側を向く面に当接させることによって、前記連結部を支持する支持部材を有することを特徴とする請求項1から請求項4のいずれか一項に記載の環状組立体の測定装置。 - 環状部材に、周方向に複数並ぶ被組立部材を組み立てた環状組立体における前記環状部材に対する前記被組立部材の径方向の相対位置を測定する環状組立体の測定方法であって、
前記環状部材の周方向に連続する基準面に、測定装置のベース部の第一当接部を当接させるとともに、前記環状部材の前記基準面と径方向反対側を向く対向面に、測定装置のベース部の第二当接部を押圧させるベース部配置工程と、
前記ベース部と連結されている第三当接部を、前記被組立部材の被測定部に当接させる被測定部当接工程と、
前記第一当接部が前記基準面に当接されたまま、前記基準面に沿って周方向に前記ベース部を移動させつつ、前記ベース部に対する前記第三当接部の径方向の変位を測定する変位測定工程と、を備え、
前記基準面と前記対向面とは対向して配置されており、
前記第一当接部は、周方向に互いに離間して配置された一対のブロック状部材であり、
前記第二当接部は、前記一対のブロック状部材の間の周方向中央に配置されることを特徴とする環状組立体の測定方法。 - 請求項6に記載の環状組立体の測定方法において、
前記ベース部配置工程では、前記環状部材に形成された溝の互いに対向する径方向両側の面を前記基準面及び前記対向面として、前記第一当接部を有する前記ベース部の被嵌合部材を前記溝に挿入し、
前記変位測定工程では、前記被嵌合部材を前記溝の内部で移動させることを特徴とする環状組立体の測定方法。 - 環状部材に、被組立部材を周方向に複数並べるように組み立てる環状組立体組立工程と、
請求項6又は請求項7に記載の環状組立体の測定方法により、前記環状部材に対する前記被組立部材の径方向の相対位置を測定する測定工程と、
前記測定工程による測定結果に基づいて前記環状部材に対する前記被組立部材の組立精度が確保された前記環状組立体をケーシングに組み立てる環状組立体取付工程とを備えることを特徴とする回転機械の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013147520A JP6158618B2 (ja) | 2013-07-16 | 2013-07-16 | 環状組立体の測定装置、環状組立体の測定方法、及び回転機械の製造方法 |
| KR1020167000188A KR101817448B1 (ko) | 2013-07-16 | 2014-07-14 | 환상 조립체의 측정 장치, 환상 조립체의 측정 방법, 및 회전 기계의 제조 방법 |
| PCT/JP2014/068685 WO2015008725A1 (ja) | 2013-07-16 | 2014-07-14 | 環状組立体の測定装置、環状組立体の測定方法、及び回転機械の製造方法 |
| US14/902,200 US9964393B2 (en) | 2013-07-16 | 2014-07-14 | Measurement device for ring-shaped assembly, measurement method for ring-shaped assembly, and manufacturing method of rotating machine |
| EP14826485.6A EP3023735B1 (en) | 2013-07-16 | 2014-07-14 | Measurement device for ring-shaped assembly, measurement method for ring-shaped assembly, and manufacturing method for dynamo-electric machine |
| CN201480038077.6A CN105358931B (zh) | 2013-07-16 | 2014-07-14 | 环状组装体的测定装置和方法、以及旋转机械的制造方法 |
| TW103124277A TWI537543B (zh) | 2013-07-16 | 2014-07-15 | 環狀組裝體的測定裝置、環狀組裝體的測定方法以及旋轉機械的製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013147520A JP6158618B2 (ja) | 2013-07-16 | 2013-07-16 | 環状組立体の測定装置、環状組立体の測定方法、及び回転機械の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015021735A JP2015021735A (ja) | 2015-02-02 |
| JP2015021735A5 JP2015021735A5 (ja) | 2016-06-30 |
| JP6158618B2 true JP6158618B2 (ja) | 2017-07-05 |
Family
ID=52346180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013147520A Active JP6158618B2 (ja) | 2013-07-16 | 2013-07-16 | 環状組立体の測定装置、環状組立体の測定方法、及び回転機械の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9964393B2 (ja) |
| EP (1) | EP3023735B1 (ja) |
| JP (1) | JP6158618B2 (ja) |
| KR (1) | KR101817448B1 (ja) |
| CN (1) | CN105358931B (ja) |
| TW (1) | TWI537543B (ja) |
| WO (1) | WO2015008725A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105043219B (zh) * | 2015-08-09 | 2018-06-22 | 共享装备股份有限公司 | 圆度检测装置及方法 |
| CN106091895B (zh) * | 2016-08-03 | 2019-01-04 | 中国人民解放军第五七一九工厂 | 一种燃气涡轮发动机涡轮导向叶片型面测量装置及其测量方法 |
| CN107883902B (zh) * | 2017-10-25 | 2019-10-18 | 中国航发动力股份有限公司 | 一种涡轮转子装配跳动检测装置 |
| EP3517741B1 (de) * | 2018-01-29 | 2020-04-15 | Siemens Aktiengesellschaft | Verfahren und anordnung zum befestigen einer vielzahl von gleichartigen bauteilen |
| JP2021169811A (ja) * | 2020-04-17 | 2021-10-28 | 三菱重工コンプレッサ株式会社 | 回転機械用の計測治具、及び回転機械の部材管理方法 |
| FR3116861B1 (fr) | 2020-11-27 | 2022-10-21 | Safran Aircraft Engines | Dispositif et procede de controle des secteurs pour l’assemblage de distributeurs d’une turbine |
| KR102696244B1 (ko) * | 2021-03-09 | 2024-08-19 | 한국전력공사 | Tbm 디스크 커터의 절삭간격 측정 장치 및 tbm 디스크 커터의 절삭간격 측정 방법 |
| CN113532237B (zh) * | 2021-05-27 | 2023-05-30 | 中国航发南方工业有限公司 | 测量装置及压气机转子组件的轴向距离的测量方法 |
| CN115753111B (zh) * | 2021-09-03 | 2025-07-15 | 中国航发商用航空发动机有限责任公司 | 一种涡轮试验件及其装配方法 |
| CN119053767A (zh) * | 2022-05-06 | 2024-11-29 | 三菱重工业株式会社 | 涡轮叶片环组装体及涡轮的组装方法 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2657468A (en) * | 1952-04-12 | 1953-11-03 | Curtiss Wright Corp | Inspection gauge |
| US3046665A (en) * | 1959-08-24 | 1962-07-31 | John C Nilsson | Gauge assembly |
| US3305932A (en) * | 1964-06-26 | 1967-02-28 | Rexall Drug Chemical | Inspection equipment holder and positioning apparatus |
| US4064633A (en) * | 1976-03-10 | 1977-12-27 | Wertepny Alexander W | Gauging instrument |
| US4251922A (en) * | 1979-05-31 | 1981-02-24 | Premier Engineering Co., Inc. | Universal preset tooling gage |
| EP0032361A1 (en) * | 1980-01-03 | 1981-07-22 | Nazzareno Emilio Carbone | An apparatus for comparing the distance of two balls from a third ball |
| US4578869A (en) * | 1984-10-24 | 1986-04-01 | Brien John W O | Die casting machine alignment tool |
| JPS6314105A (ja) | 1986-07-05 | 1988-01-21 | Ratsuku Insatsu:Kk | 偏光板及びその製造方法 |
| JPS6314105U (ja) * | 1986-07-14 | 1988-01-29 | ||
| US4718172A (en) * | 1986-09-30 | 1988-01-12 | Westinghouse Electric Corp. | Turbine blade radial position gage |
| JP2794910B2 (ja) | 1990-06-30 | 1998-09-10 | 日本電気株式会社 | Pll周波数シンセサイザ |
| US5031335A (en) * | 1990-09-24 | 1991-07-16 | Kimmelman David B | Lawn mower measuring instrument |
| JPH086265Y2 (ja) * | 1990-10-09 | 1996-02-21 | 株式会社テクノコア | 観測計固定装置 |
| US5101573A (en) | 1991-08-28 | 1992-04-07 | Mills Loren T | Automotive testing tool |
| US5419056A (en) * | 1993-07-29 | 1995-05-30 | Thomas E. Breitenstein | Centerless gaging apparatus for checking the concentricity and straightness of shank-type tools and the like |
| JPH09110023A (ja) * | 1995-10-16 | 1997-04-28 | Ishii Ind Co Ltd | 袋取除き装置 |
| US5810341A (en) | 1995-11-02 | 1998-09-22 | Tee-Lok Corporation | Truss table with integrated positioning stops |
| US5806199A (en) * | 1996-11-26 | 1998-09-15 | Everett Pattern & Manufacturing Inc. | Three-dimensional part measurement system |
| DE69837937T2 (de) * | 1998-08-05 | 2008-02-21 | Vallourec Mannesmann Oil & Gas France | Verfahren und vorrichtung zum messen eines aussendurchmessers am bearbeiteten ende eines rohres |
| US6427993B1 (en) | 2000-12-05 | 2002-08-06 | Jan Prochac | Pipe fitting apparatus and method |
| US7032289B2 (en) * | 2001-02-27 | 2006-04-25 | General Electric Company | Stator bar handler |
| US6568441B2 (en) | 2001-04-05 | 2003-05-27 | Gary L. Jones | Holding arms for shaper cutting and the like |
| JP2005066791A (ja) * | 2003-08-26 | 2005-03-17 | Honda Motor Co Ltd | 可撓性部材の固定装置 |
| US7094025B2 (en) * | 2003-11-20 | 2006-08-22 | General Electric Company | Apparatus and methods for removing and installing a selected nozzle segment of a gas turbine in an axial direction |
| WO2005081978A2 (en) | 2004-02-23 | 2005-09-09 | Wmh Tool Group, Inc. | Parallel clamp and accessories therefor |
| AU2004203635B1 (en) | 2004-05-19 | 2005-04-07 | Frook Pty Ltd | A Clamp Assembly |
| US7546691B2 (en) | 2005-11-27 | 2009-06-16 | Chester M Mackey | Adjustable workpiece positioning apparatus |
| JP4690903B2 (ja) * | 2006-02-14 | 2011-06-01 | 三菱重工業株式会社 | 治具 |
| JP5078341B2 (ja) * | 2006-12-15 | 2012-11-21 | 三菱重工業株式会社 | タービン翼環構造およびその組立方法 |
| JP2008279569A (ja) * | 2007-05-11 | 2008-11-20 | Dainippon Printing Co Ltd | スリッターの刃位置決め装置 |
| JP5205839B2 (ja) * | 2007-07-04 | 2013-06-05 | 富士ゼロックス株式会社 | 画像形成装置 |
| US7748134B1 (en) * | 2009-03-09 | 2010-07-06 | Yao-Chung Wang | Measuring device for cylinder |
| US8776388B2 (en) * | 2011-01-17 | 2014-07-15 | General Electric Company | Apparatus and method for measuring a nozzle |
| CN202188806U (zh) | 2011-08-22 | 2012-04-11 | 成都华川电装有限责任公司 | 径向跳动量测量装置 |
| CN102519330A (zh) * | 2011-12-08 | 2012-06-27 | 哈尔滨汽轮机厂有限责任公司 | 汽轮机转子锁片槽式叶片装配辐射线偏差测量方法 |
| TWI495845B (zh) | 2011-12-15 | 2015-08-11 | Macronix Int Co Ltd | 量測裝置與量測薄膜的厚度的方法 |
-
2013
- 2013-07-16 JP JP2013147520A patent/JP6158618B2/ja active Active
-
2014
- 2014-07-14 US US14/902,200 patent/US9964393B2/en active Active
- 2014-07-14 EP EP14826485.6A patent/EP3023735B1/en active Active
- 2014-07-14 WO PCT/JP2014/068685 patent/WO2015008725A1/ja not_active Ceased
- 2014-07-14 KR KR1020167000188A patent/KR101817448B1/ko active Active
- 2014-07-14 CN CN201480038077.6A patent/CN105358931B/zh active Active
- 2014-07-15 TW TW103124277A patent/TWI537543B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105358931A (zh) | 2016-02-24 |
| EP3023735B1 (en) | 2019-02-27 |
| US20160370163A1 (en) | 2016-12-22 |
| US9964393B2 (en) | 2018-05-08 |
| EP3023735A1 (en) | 2016-05-25 |
| TWI537543B (zh) | 2016-06-11 |
| KR20160015378A (ko) | 2016-02-12 |
| KR101817448B1 (ko) | 2018-01-10 |
| JP2015021735A (ja) | 2015-02-02 |
| WO2015008725A1 (ja) | 2015-01-22 |
| CN105358931B (zh) | 2018-07-31 |
| TW201518684A (zh) | 2015-05-16 |
| EP3023735A4 (en) | 2017-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6158618B2 (ja) | 環状組立体の測定装置、環状組立体の測定方法、及び回転機械の製造方法 | |
| US11828185B2 (en) | Steam turbine seal clearance adjusting method | |
| JP6332740B2 (ja) | 角度計測方法、測定治具 | |
| CN105874173B (zh) | 位置调节装置、具备该位置调节装置的旋转机械及位置调节方法 | |
| JP5501875B2 (ja) | タービン翼環の真円状態保持方法及び装置 | |
| CN104712377A (zh) | 涡轮机械及其间隙调整系统及调整方法 | |
| JP2015021735A5 (ja) | ||
| JP7053142B2 (ja) | 携帯型ミル工具および、ミル処理する方法 | |
| US8167287B2 (en) | Jig | |
| JP6822994B2 (ja) | 軸受調整支援装置及び軸受調整支援方法 | |
| KR101513481B1 (ko) | 가스터빈 압축기의 디스크 고정 지그 및 이를 이용한 디스크의 가공방법 | |
| KR200479612Y1 (ko) | 가스터빈 연소실에 부착된 연소기와 가스터빈 연소실 정렬을 위한 거리측정시스템 | |
| RU2199670C1 (ru) | Регулируемый входной направляющий аппарат компрессора газотурбинного двигателя | |
| EP3715781B1 (en) | Calibration for laser inspection | |
| RU157067U1 (ru) | Устройство для измерения монтажного зазора между торцом лопатки и проточной частью корпуса турбомашины | |
| US11512951B2 (en) | Measuring jig for rotary machine and member management method for rotary machine | |
| JP2017173024A (ja) | 測定装置 | |
| CN120970429A (zh) | 一种薄壁钣金静子内环叶型孔位置度检测装置及方法 | |
| JP2011202575A (ja) | ロータの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20150129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160510 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160510 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20161221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170530 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6158618 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |