JP6051964B2 - 血圧測定用カフ、および、血圧測定用カフの製造方法 - Google Patents
血圧測定用カフ、および、血圧測定用カフの製造方法 Download PDFInfo
- Publication number
- JP6051964B2 JP6051964B2 JP2013045788A JP2013045788A JP6051964B2 JP 6051964 B2 JP6051964 B2 JP 6051964B2 JP 2013045788 A JP2013045788 A JP 2013045788A JP 2013045788 A JP2013045788 A JP 2013045788A JP 6051964 B2 JP6051964 B2 JP 6051964B2
- Authority
- JP
- Japan
- Prior art keywords
- curler
- blood pressure
- air bag
- cuff
- pressure measurement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








































































Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/02—Detecting, measuring or recording pulse, heart rate, blood pressure or blood flow; Combined pulse/heart-rate/blood pressure determination; Evaluating a cardiovascular condition not otherwise provided for, e.g. using combinations of techniques provided for in this group with electrocardiography or electroauscultation; Heart catheters for measuring blood pressure
- A61B5/021—Measuring pressure in heart or blood vessels
- A61B5/022—Measuring pressure in heart or blood vessels by applying pressure to close blood vessels, e.g. against the skin; Ophthalmodynamometers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/02—Detecting, measuring or recording pulse, heart rate, blood pressure or blood flow; Combined pulse/heart-rate/blood pressure determination; Evaluating a cardiovascular condition not otherwise provided for, e.g. using combinations of techniques provided for in this group with electrocardiography or electroauscultation; Heart catheters for measuring blood pressure
- A61B5/021—Measuring pressure in heart or blood vessels
- A61B5/022—Measuring pressure in heart or blood vessels by applying pressure to close blood vessels, e.g. against the skin; Ophthalmodynamometers
- A61B5/02233—Occluders specially adapted therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/68—Arrangements of detecting, measuring or recording means, e.g. sensors, in relation to patient
- A61B5/6801—Arrangements of detecting, measuring or recording means, e.g. sensors, in relation to patient specially adapted to be attached to or worn on the body surface
- A61B5/683—Means for maintaining contact with the body
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B2562/00—Details of sensors; Constructional details of sensor housings or probes; Accessories for sensors
- A61B2562/12—Manufacturing methods specially adapted for producing sensors for in-vivo measurements
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Vascular Medicine (AREA)
- Cardiology (AREA)
- Surgery (AREA)
- Public Health (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- Physics & Mathematics (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Veterinary Medicine (AREA)
- Biophysics (AREA)
- Pathology (AREA)
- Ophthalmology & Optometry (AREA)
- Physiology (AREA)
- Dentistry (AREA)
- Measuring Pulse, Heart Rate, Blood Pressure Or Blood Flow (AREA)
Description
被測定部位を取り巻くように装着される血圧測定用カフであって、
自然状態において被測定部位に沿うように湾曲し可撓性をもつカーラと、
カーラの内側と外側を取り巻いてカーラを内包する空気袋と、
空気袋の被測定部位側の外面に付けられた内布と、
空気袋の被測定部位と反対側の外面に付けられた外布と、
を有することを特徴とする。
被測定部位を取り巻くように装着される血圧測定用カフの製造方法であって、
空気袋形成用の第1気密性シート部材が付けられた外布と、空気袋形成用の第2気密性シート部材が付けられた内布と、を用意するステップと、
第1気密性シート部材と第2気密性シート部材とを溶着して袋形状部を形成するステップを有し、袋形状部は、少なくとも周縁部の一部が開口部として開いており、
さらに、開口部を通してカーラを袋形状部に挿入するステップと、
袋形状部の開口部を溶着し、空気袋を形成するステップと、
を有することを特徴とする。
先ず、平板形状のカーラ挿入用補助プレートを開口部を通して袋形状部に挿入するサブステップと、
次に、カーラを、カーラ挿入用補助プレートに押しつけて略平板状に弾性変形させながら該プレート上を滑らせて開口部を通して袋形状部に挿入するサブステップと、
袋形状部内から開口部を通してカーラ挿入用補助プレートを取り出すサブステップと、を含んでいることを特徴とする。
先ず、2枚の平板形状のカーラ挿入用補助プレートの間にカーラを略平板状に弾性変形させて挟みながら、2枚のカーラ挿入用補助プレートとカーラを開口部を通して袋形状部に挿入するサブステップと、
2枚のカーラ挿入用補助プレートを開口部を通して袋形状部内から取り出すサブステップと、を含んでいることを特徴とする。
さらに、カーラを袋形状部に挿入するステップの後で、かつ空気袋を形成するステップの前に、カーラの外面に形成されている突起部を、外布に配されたニップルの内部にはめ込むステップ、を有することを特徴とする。
袋形状部を形成するステップは、袋形状部の被測定部位を取り巻く周方向と平行な長手方向の周縁部の一部において、第1気密性シート部材と第2気密性シート部材との間に第3シート部材を挟んで溶着し、
さらに、カーラを袋形状部に挿入するステップの後で、かつ空気袋を形成するステップの前に、カーラを第3シート部材に取り付けるステップを有することを特徴とする。
さらに、カーラを袋形状部に挿入するステップよりも前に、カーラに第3シート部材を取り付けるステップと、
カーラを袋形状部に挿入するステップの後で、かつ空気袋を形成するステップの前に、第3シート部材を、袋形状部の内面に取り付けるステップを有することを特徴とする。
さらに、カーラを袋形状部に挿入するステップよりも前に、カーラに第3シート部材を取り付けるステップを有し、
空気袋を形成するステップは、袋形状部の被測定部位を取り巻く周方向に対して略垂直な幅方向の一部において、第1気密性シート部材と第2気密性シート部材との間に第3シート部材を挟んで溶着することを特徴とする。
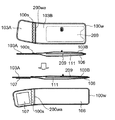
100: 血圧測定用カフ
100s: 縫合部
100w: 周縁溶着部
100wa: 中間溶着部
100wb: 周縁溶着部
100wc: 周縁溶着部
100x: 開口部
101A,101B: 外布
102: 気密性シート
103A,103B: 外側部材
104: 気密性シート
105: 内布
106: 内側部材
107: 面ファスナ
109: カーラ
109h: 凹部
110: ニップル
111: 空気袋
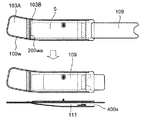
200: 血圧測定用カフ
200wa: 中間溶着部
200x: 開口部
209: カーラ
209p: 突起部
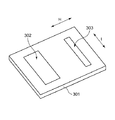
300: 血圧測定用カフ
301: カーラ固定溶シート部材
302,303: 両面粘着性テープ
300x: 開口部
400: 血圧測定用カフ
401: カーラ固定溶シート部材
402: 両面粘着性テープ
400x: 開口部
500: 血圧測定用カフ
500x: 開口部
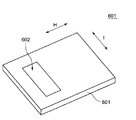
600: 血圧測定用カフ
601: カーラ固定溶シート部材
602: 両面粘着性テープ
600x: 開口部
Claims (16)
- 被測定部位を取り巻くように装着される血圧測定用カフであって、
自然状態において前記被測定部位に沿うように湾曲し可撓性をもつカーラと、
前記カーラの内側と外側を取り巻いて前記カーラを内包する空気袋と、
前記空気袋の前記被測定部位側の外面に付けられた内布と、
前記空気袋の前記被測定部位と反対側の外面に付けられた外布と、
を有する血圧測定用カフ。 - 前記カーラの前記被測定部位を取り巻く周方向に関する少なくとも1つの周端において、前記周方向に対して略垂直な幅方向の中央部がその幅方向両側に存するコーナ部よりも前記周方向に関して後退している、請求項1に記載の血圧測定用カフ。
- 前記空気袋は、2枚の気密性シート部材の周縁部が溶着されることにより形成されている、請求項1または2に記載の血圧測定用カフ。
- さらに、前記カーラと前記空気袋との相対的位置関係を固定する位置決め部を有する、請求項3に記載の血圧測定用カフ。
- さらに、空気を給排気するためのニップルを有し、
前記位置決め部は、前記カーラの外面に形成され、前記ニップルの内部にはまり込む突起部である、請求項4に記載の血圧測定用カフ。 - 前記位置決め部は、前記空気袋の内面に取り付けられたシート部材であり、前記カーラは該シート部材に取り付けられて、前記空気袋との相対的位置関係が固定される、請求項4に記載の血圧測定用カフ。
- 前記位置決め部は、前記空気袋を形成する前記2枚の気密性シート部材に挟まれて前記空気袋に溶着固定されているシート部材であり、前記カーラは該シート部材に取り付けられて、前記空気袋との相対的位置関係が固定される、請求項4に記載の血圧測定用カフ。
- 前記シート部材は、前記空気袋の前記被測定部位を取り巻く周方向と平行な長手方向の周縁部の一部において、前記空気袋に溶着固定されている、請求項7に記載の血圧測定用カフ。
- 前記シート部材は、前記空気袋の前記被測定部位を取り巻く周方向に対して略垂直な幅方向の周縁部の一部において、前記空気袋に溶着固定されている、請求項7に記載の血圧測定用カフ。
- 請求項1に記載の血圧測定用カフの製造方法であって、
空気袋形成用の第1気密性シート部材が付けられた外布と、空気袋形成用の第2気密性シート部材が付けられた内布と、を用意するステップと、
前記第1気密性シート部材と前記第2気密性シート部材とを溶着して袋形状部を形成するステップを有し、前記袋形状部は、少なくとも周縁部の一部が開口部として開いており、
さらに、前記開口部を通して前記カーラを前記袋形状部に挿入するステップと、
前記袋形状部の前記開口部を溶着し、空気袋を形成するステップと、
を有する血圧測定用カフの製造方法。 - 前記挿入するステップは、先ず、平板形状のカーラ挿入用補助プレートを前記開口部を通して前記袋形状部に挿入するサブステップと、
次に、前記カーラを、前記カーラ挿入用補助プレートに押しつけて略平板状に弾性変形させながら該プレート上を滑らせて前記開口部を通して前記袋形状部に挿入するサブステップと、
前記袋形状部内から前記開口部を通して前記カーラ挿入用補助プレートを取り出すサブステップと、を含んでいる、
請求項10に記載の血圧測定用カフの製造方法。 - 前記挿入するステップは、先ず、2枚の平板形状のカーラ挿入用補助プレートの間に前記カーラを略平板状に弾性変形させて挟みながら、2枚の前記カーラ挿入用補助プレートと前記カーラを前記開口部を通して前記袋形状部に挿入するサブステップと、
2枚の前記カーラ挿入用補助プレートを前記開口部を通して前記袋形状部内から取り出すサブステップと、を含んでいる、
請求項10に記載の血圧測定用カフの製造方法。 - さらに、前記カーラを前記袋形状部に挿入するステップの後で、かつ前記空気袋を形成するステップの前に、前記カーラの外面に形成されている突起部を、前記外布に配されたニップルの内部にはめ込むステップ、を有する、
請求項10から12までのいずれか1つに記載の血圧測定用カフの製造方法。 - 前記袋形状部を形成するステップは、前記袋形状部の前記被測定部位を取り巻く周方向と平行な長手方向の周縁部の一部において、前記第1気密性シート部材と前記第2気密性シート部材との間に第3シート部材を挟んで溶着し、
さらに、カーラを前記袋形状部に挿入するステップの後で、かつ前記空気袋を形成するステップの前に、前記カーラを前記第3シート部材に取り付けるステップ、を有する、
請求項10から12までのいずれか1つに記載の血圧測定用カフの製造方法。 - さらに、前記カーラを前記袋形状部に挿入するステップよりも前に、前記カーラに第3シート部材を取り付けるステップと、
前記カーラを前記袋形状部に挿入するステップの後で、かつ前記空気袋を形成するステップの前に、前記第3シート部材を、前記袋形状部の内面に取り付けるステップと、を有する、
請求項10から12までにいずれか1つに記載の血圧測定用カフの製造方法。 - さらに、前記カーラを前記袋形状部に挿入するステップよりも前に、前記カーラに第3シート部材を取り付けるステップを有し、
前記空気袋を形成するステップは、前記袋形状部の前記被測定部位を取り巻く周方向に対して略垂直な幅方向の一部において、前記第1気密性シート部材と前記第2気密性シート部材との間に前記第3シート部材を挟んで溶着する、
請求項10から12までのいずれか1つに記載の血圧測定用カフの製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013045788A JP6051964B2 (ja) | 2013-03-07 | 2013-03-07 | 血圧測定用カフ、および、血圧測定用カフの製造方法 |
| PCT/JP2014/055567 WO2014136818A1 (ja) | 2013-03-07 | 2014-03-05 | 血圧測定用カフ、および、血圧測定用カフの製造方法 |
| BR112015021361-8A BR112015021361B1 (pt) | 2013-03-07 | 2014-03-05 | Manguito de medição de pressão arterial, e, método para fabricar o manguito de medição de pressão arterial |
| CN201480010800.XA CN105142507B (zh) | 2013-03-07 | 2014-03-05 | 血压测量用袖带以及血压测量用袖带的制造方法 |
| DE112014001127.4T DE112014001127T5 (de) | 2013-03-07 | 2014-03-05 | Blutdruckmessmanschette und Verfahren für das Herstellen der Blutdruckmessmanschette |
| US14/818,961 US11478161B2 (en) | 2013-03-07 | 2015-08-05 | Blood pressure measurement cuff and method for manufacturing blood pressure measurement cuff |
| US15/930,763 US11596318B2 (en) | 2013-03-07 | 2020-05-13 | Blood pressure measurement cuff and method for manufacturing blood pressure measurement cuff |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013045788A JP6051964B2 (ja) | 2013-03-07 | 2013-03-07 | 血圧測定用カフ、および、血圧測定用カフの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014171606A JP2014171606A (ja) | 2014-09-22 |
| JP2014171606A5 JP2014171606A5 (ja) | 2016-04-14 |
| JP6051964B2 true JP6051964B2 (ja) | 2016-12-27 |
Family
ID=51491330
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013045788A Active JP6051964B2 (ja) | 2013-03-07 | 2013-03-07 | 血圧測定用カフ、および、血圧測定用カフの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11478161B2 (ja) |
| JP (1) | JP6051964B2 (ja) |
| CN (1) | CN105142507B (ja) |
| BR (1) | BR112015021361B1 (ja) |
| DE (1) | DE112014001127T5 (ja) |
| WO (1) | WO2014136818A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6051964B2 (ja) * | 2013-03-07 | 2016-12-27 | オムロンヘルスケア株式会社 | 血圧測定用カフ、および、血圧測定用カフの製造方法 |
| CN104434075B (zh) * | 2014-12-24 | 2017-08-04 | 深圳瑞光康泰科技有限公司 | 气囊袖带及自动血压测量装置 |
| CN105935292B (zh) * | 2016-06-08 | 2018-12-28 | 东莞市鸿德医用塑料制品有限公司 | 一种血压袖套及其制造方法 |
| CN106108873A (zh) * | 2016-06-12 | 2016-11-16 | 江苏鱼跃医疗设备股份有限公司 | 一种测量血压用袖带 |
| CN106441552B (zh) * | 2016-09-21 | 2019-12-17 | 广州视源电子科技股份有限公司 | 检测血压袖带噪声的方法与系统 |
| JP7118852B2 (ja) * | 2018-10-15 | 2022-08-16 | オムロン株式会社 | 血圧測定装置 |
| JP7175738B2 (ja) * | 2018-12-13 | 2022-11-21 | オムロン株式会社 | 血圧測定装置 |
| JP7150595B2 (ja) * | 2018-12-27 | 2022-10-11 | オムロンヘルスケア株式会社 | 血圧測定装置用カフカバー |
| JP7279557B2 (ja) * | 2019-07-18 | 2023-05-23 | オムロンヘルスケア株式会社 | 血圧測定用カフおよびその製造方法 |
| JP6751462B1 (ja) * | 2019-07-24 | 2020-09-02 | シチズン時計株式会社 | 血圧計用カフ |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3670735A (en) * | 1970-02-09 | 1972-06-20 | Walter & Kidde Co Inc | Disposable inflatable tourniquet |
| JPS59232531A (ja) * | 1983-06-15 | 1984-12-27 | 松下電工株式会社 | 血圧計 |
| US5411518A (en) * | 1994-05-24 | 1995-05-02 | Design +3, Incorporated | Medical tourniquet apparatus |
| JP3740985B2 (ja) * | 2001-01-23 | 2006-02-01 | オムロンヘルスケア株式会社 | 血圧計用カフ |
| JP3815385B2 (ja) * | 2002-06-18 | 2006-08-30 | オムロンヘルスケア株式会社 | 血圧計用カフ |
| JP3667326B2 (ja) * | 2003-04-21 | 2005-07-06 | コーリンメディカルテクノロジー株式会社 | 血圧測定用二重カフ |
| JP4166665B2 (ja) * | 2003-10-24 | 2008-10-15 | 日本精密測器株式会社 | 手首用血圧計及びカフスプリング |
| US7166077B2 (en) | 2004-02-03 | 2007-01-23 | Pharma-Smart, Llc | Cuff for measurement of blood pressure |
| US20060012491A1 (en) | 2004-07-14 | 2006-01-19 | Mahowald Peter H | Utility meter reading system |
| JP4654641B2 (ja) * | 2004-09-15 | 2011-03-23 | オムロンヘルスケア株式会社 | 血圧計用カフ |
| JP2006081668A (ja) * | 2004-09-15 | 2006-03-30 | Omron Healthcare Co Ltd | 血圧計用カフ |
| JP4595526B2 (ja) * | 2004-12-20 | 2010-12-08 | オムロンヘルスケア株式会社 | 血圧計用カフおよび血圧計 |
| JP4240034B2 (ja) | 2005-11-30 | 2009-03-18 | オムロンヘルスケア株式会社 | 血圧測定装置 |
| US20070135836A1 (en) * | 2005-12-14 | 2007-06-14 | Mcewen James A | Low-cost disposable tourniquet cuff |
| JP2007275227A (ja) * | 2006-04-05 | 2007-10-25 | Omron Healthcare Co Ltd | 血圧計測装置 |
| JP5141679B2 (ja) * | 2009-12-29 | 2013-02-13 | オムロンヘルスケア株式会社 | 血圧情報測定装置用カフおよびこれを備えた血圧情報測定装置 |
| JP5494008B2 (ja) * | 2010-02-26 | 2014-05-14 | オムロンヘルスケア株式会社 | 血圧情報測定装置用カフおよびこれを備えた血圧情報測定装置 |
| JP5418302B2 (ja) | 2010-02-26 | 2014-02-19 | オムロンヘルスケア株式会社 | 血圧情報測定装置 |
| US20110282222A1 (en) * | 2010-05-12 | 2011-11-17 | K-Jump Health Co., Ltd. | Coiling blood pressure cuff |
| CN102683986B (zh) | 2011-03-11 | 2015-04-01 | 中山市云创知识产权服务有限公司 | 连接器组件 |
| JP6051964B2 (ja) * | 2013-03-07 | 2016-12-27 | オムロンヘルスケア株式会社 | 血圧測定用カフ、および、血圧測定用カフの製造方法 |
-
2013
- 2013-03-07 JP JP2013045788A patent/JP6051964B2/ja active Active
-
2014
- 2014-03-05 BR BR112015021361-8A patent/BR112015021361B1/pt active IP Right Grant
- 2014-03-05 DE DE112014001127.4T patent/DE112014001127T5/de active Pending
- 2014-03-05 CN CN201480010800.XA patent/CN105142507B/zh active Active
- 2014-03-05 WO PCT/JP2014/055567 patent/WO2014136818A1/ja active Application Filing
-
2015
- 2015-08-05 US US14/818,961 patent/US11478161B2/en active Active
-
2020
- 2020-05-13 US US15/930,763 patent/US11596318B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BR112015021361B1 (pt) | 2022-08-16 |
| CN105142507B (zh) | 2017-03-15 |
| US11596318B2 (en) | 2023-03-07 |
| DE112014001127T5 (de) | 2015-11-19 |
| CN105142507A (zh) | 2015-12-09 |
| JP2014171606A (ja) | 2014-09-22 |
| US20200268264A1 (en) | 2020-08-27 |
| BR112015021361A2 (pt) | 2017-07-18 |
| WO2014136818A1 (ja) | 2014-09-12 |
| US11478161B2 (en) | 2022-10-25 |
| US20160029910A1 (en) | 2016-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6051964B2 (ja) | 血圧測定用カフ、および、血圧測定用カフの製造方法 | |
| JP2014171606A5 (ja) | ||
| KR102162233B1 (ko) | 백 핸들의 구조 및 그 장착 방법 | |
| TWI286069B (en) | Cuff for blood pressure monitor and blood pressure monitor having the same | |
| JP5996104B2 (ja) | バッグの提げ手の構造及びその取り付け方法 | |
| US8777864B2 (en) | Cuff for blood pressure monitor and blood pressure monitor having the same | |
| US20060178584A1 (en) | Cuff for blood pressure monitor and manufacturing method thereof, and blood pressure monitor | |
| JP3491412B2 (ja) | 血圧計のカフ帯及びその製造方法 | |
| US20100307673A1 (en) | Method of manufacturing blood-pressure cuff | |
| JPH1199216A (ja) | マスク | |
| JP5749600B2 (ja) | 血圧計用カフ | |
| JP2007054341A (ja) | 血圧計の腕帯及び血圧計の腕帯の空気袋の製造方法 | |
| WO2022024701A1 (ja) | 血圧測定用カフ | |
| WO2022024700A1 (ja) | 血圧測定用カフ | |
| WO2022024699A1 (ja) | 血圧測定用カフ | |
| WO2022158605A1 (ja) | カフ及び血圧測定装置 | |
| JP5054173B2 (ja) | マスク | |
| CN211796440U (zh) | 血压计用袖带 | |
| JP2022023768A (ja) | 血圧測定用カフ | |
| CN111938617B (zh) | 血压计袖带 | |
| WO2021010266A1 (ja) | 血圧測定用カフおよびその製造方法 | |
| JP2023146522A (ja) | 血圧測定装置 | |
| CN107752239B (zh) | 一种皮革拉链的生产工艺 | |
| JP6031859B2 (ja) | 血圧測定装置用圧迫帯 | |
| JP2021016476A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6051964 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |