JP6032096B2 - 電子制御ユニット及びその製造方法 - Google Patents
電子制御ユニット及びその製造方法 Download PDFInfo
- Publication number
- JP6032096B2 JP6032096B2 JP2013068411A JP2013068411A JP6032096B2 JP 6032096 B2 JP6032096 B2 JP 6032096B2 JP 2013068411 A JP2013068411 A JP 2013068411A JP 2013068411 A JP2013068411 A JP 2013068411A JP 6032096 B2 JP6032096 B2 JP 6032096B2
- Authority
- JP
- Japan
- Prior art keywords
- pattern
- fastening
- control unit
- electronic control
- circuit board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Landscapes
- Non-Metallic Protective Coatings For Printed Circuits (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Casings For Electric Apparatus (AREA)
Description
上記基板部材の少なくとも一方の面上に、導電性金属からなる上記電子回路パターンを形成すると共に、上記面上における上記締結穴の形成予定部位の周囲に、上記電子回路パターンと同じ導電性金属からなる堤防パターンを形成して上記回路基板を得るパターン形成工程と、
該パターン形成工程後に、上記回路基板における上記形成予定部位に、上記締結穴を形成する穴開け工程と、
該穴開け工程後に、上記回路基板における上記堤防パターン上に金型を当接させつつ該金型のキャビティ内に樹脂材料を注入することにより、少なくとも上記締結部を除いて上記回路基板を上記樹脂材料により被覆した後、該樹脂材料を硬化させて上記樹脂封止部材を形成する樹脂モールド工程とを有し、
上記形成予定部位は、少なくとも2つ形成されており、上記堤防パターンは、上記形成予定部位をそれぞれ囲む複数の同心状のパターンにより形成することを特徴とする電子制御ユニットの製造方法にある。
上記締結部においては、上記電子回路パターンと同じ導電性金属からなり、かつ上記締結穴の周囲を囲む堤防パターンが上記基板部材の上記面上に形成されており、
上記樹脂封止部材は、上記堤防パターンの外周に該堤防パターンと同じ厚みで形成された肉薄部と、該肉薄部の外周に該肉薄部より大きな厚みで形成された肉厚部とからなる段差構造を有し、
上記堤防パターンは、少なくとも2つの上記締結穴をそれぞれ囲む複数の同心状のパターンで形成されていることを特徴とする電子制御ユニットにある。
上記パターン形成工程においては、基板部材の少なくとも一方の面に、導電性金属からなる電子回路パターンを形成すると共に、締結穴の形成予定部位の周囲に上記電子回路パターンと同じ導電性金属からなる堤防パターンを形成する。これにより、回路基板を得る。当該パターン形成工程においては、同じ工程にて、電子回路パターンと堤防パターンとを形成することができる。即ち、堤防パターンを形成するための追加操作を必ずしも行う必要がない。したがって、低コストにて、上記電子制御ユニットを製造することができる。
上記樹脂モールド工程における樹脂材料の注入は、上記のように金属製の堤防パターン上に金型を当接させた状態で行っている。そのため、キャビティ内に樹脂材料を注入しても、金型と回路基板との間から樹脂材料が漏れ出してしまうことを防止することができる。即ち、上記堤防パターンは、締結穴の周囲に形成されているため、樹脂材料の注入の際には、堤防パターンが堤防となり、締結穴に樹脂材料が漏れ出すことを防止することができる。それ故、樹脂モールド工程後に連結穴にバリが発生することを防止することができる。したがって、締結部材による締結対象への締結を確実に行うことができる電子制御ユニットを得ることができる。
また、上記樹脂封止部材は、上記堤防パターンの外周に形成された上記肉薄部と、肉薄部のさらに外周に肉薄部より大きな厚みで形成された肉厚部とからなる段差構造を有することが好ましい。この場合には、上記電子制御ユニットの製造時に、金型を当接させる堤防パターンの形成が容易になる。これに対し、上記段差構造をなくすためには、金型を堤防パターンに当接する部位と堤防パターンの形状とを厳密に一致させる必要がある。そのため、堤防パターンの設計が困難になるおそれがある。また、堤防パターンの周囲に肉薄部があるため、締結部周囲の防水性をより向上させることができる。
上記電子制御ユニットは、回路基板とこれを被覆する樹脂封止部材とを有する。
回路基板は、締結対象と締結するための締結部を有する基板部材を有すると共に、その少なくとも一方の面に形成された電子回路パターン及び堤防パターンを有する。
基板部材は、締結対象と締結するための締結部を有し、締結部には、基板部材を厚み方向に貫通し、締結対象と締結部材により締結させるための締結穴が形成されている。締結部材は、例えばネジ、ボルト等であり、締結穴は、例えばネジ穴、ボルト穴等である。
上記樹脂封止部材は、締結部を除いて回路基板を被覆する。樹脂封止部材は、例えばウレタン樹脂、エポキシ樹脂、又はこれらの発泡樹脂等により構成することができる。
パターン形成工程においては、基板部材の少なくとも一方の面上に、電子回路パターンを形成すると共に、締結穴の形成予定部位の周囲に堤防パターンを形成することにより回路基板を得る。
締結穴の形成予定部位は、パターン形成工程後に行う穴開け工程において締結穴を形成する位置である。パターン形成工程においては基板部材に締結穴は形成されていないが、締結穴を形成するための位置決めはなされており、この位置が締結穴の形成予定部位である。締結穴の形成予定部位は、電子制御ユニットの製品仕様に応じて適宜変更することができ、1つ以上形成することができる。したがって、堤防パターンの位置及び数も、締結穴の形成予定部位の位置及び数に合わせて調整することができる。また、電子回路パターンも、製品に応じて適宜設計変更が可能である。
具体的には、まず、表面の全面に銅箔などの電極用金属層(導電性金属膜)が形成された板状の基板部材を準備し、その電極用金属層上に、エッチング液に対して耐性を有するレジスト膜を形成する。次いで、電極回路パターン及び堤防パターンと同じパターンにて光を透過する透光部が形成された露光用マスクをレジスト膜上に配置し、透光部のパターンを通して露光焼き付けを行い、現像する。次いで、露出している電極用金属層をエッチングで除去することにより、電子回路パターンと堤防パターンとを形成する。
この場合には、電子回路パターン及び堤防パターンを簡単に形成することができる。さらに、露光用マスクを繰り返し使用できるため回路基板の大量生産が容易になる。また、フォトリソグラフィを用いたサブストラクト法を採用することにより、基板部材上における電子回路パターンと堤防パターンとの厚みを等しくすることができる。
この場合には、生産性を向上させることができる。
具体的には、例えばフォトリソグラフィを用いたサブストラクト法を採用することにより、電子回路パターンと堤防パターンとを同じ操作により一度に形成することができる。
この場合には、樹脂モールド工程における樹脂材料の注入時に、同心状のパターンで形成された複数の堤防パターンのうち外側の堤防パターンから締結穴側に樹脂材料が漏れ出したとしても、内側の堤防パターンによって締結穴側にさらに樹脂材料が漏れ出すことを防止することができる。また、この場合には、複数の堤防パターンに金型を当接して押圧する際に、一つあたりの堤防パターンの当接面にかかる圧力を高くすることができる。そのため、堤防パターンから樹脂材料が漏れ出すことをより一層防止することができる。したがって、締結穴にバリが発生することをより一層防止することができる。かかる製法上の利点を鑑みて、電子制御ユニットにおいても、堤防パターンは締結穴を囲む複数の同心状のパターンで形成されていることが好ましい。
この場合には、例えば上述のサブストラクト法用の市販の基板を利用して、電子回路パターン及び堤防パターンを形成することができる。そのため、回路基板の製造が容易になり、その結果、電子制御ユニットの製造も容易になる。
この場合には、上記堤防パターンをグラウンド層とすることができる。締結部材として例えばネジを用いる場合には、締結部材の頭部、即ちネジ頭が堤防パターンに当接するように、堤防パターンを形成することができる。
電子制御ユニットとしては、例えばエンジンコントロールユニット(ECU)等の車両用電子制御ユニットがある。
次に、実施例にかかる電子制御ユニットについて、図面を用いて説明する。
本例の電子制御ユニット1は、図1〜図4に示すごとく、車両用のエアバッグECUである。
図1及び図2に示すごとく、電子制御ユニット1は、回路基板2と、これを被覆する樹脂封止部材3とを有する。電子制御ユニット1は、金属製の締結対象4に締結して用いられる。
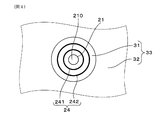
本例においては、基板部材2における堤防パターン24の形成面、即ち基板部材2の表面22を真上から観察した場合に、堤防パターン24は、2つの同心円状のパターン241、242で形成されている(図4参照)。2つの堤防パターン241、242は、締結穴210よりも大きな径で形成されており、外側の堤防パターン242は、内側の堤防パターン242よりもさらに大きな径で形成されている。
樹脂封止材3は、全体としてはその外形が直方体状であり、締結部21に上述の締結用貫通孔34を有している。締結用貫通孔34内において、堤防パターン24の外周には肉薄部31がリング状に形成されている。樹脂封止部材3のうち、堤防パターン24の外周に形成されたリング状の部分が肉薄部31であり、直方体形状を構成するその他の部分は、肉厚部32である。
本例においては、パターン形成工程と、穴開け工程と、樹脂モールド工程とを行うことにより、電子制御ユニットを製造する。
パターン形成工程においては、図5〜図11に示すごとく、基板部材20に電子回路パターン23を形成すると共に、締結穴210の形成予定部位211の周囲に堤防パターン24を形成して回路基板2を得る。特に、本例においては、フォトリソグラフィを用いたサブストラクト法により、回路基板2を作製する。
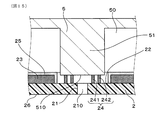
また、樹脂モールド工程においては、回路基板2における堤防パターン24上に金型5を当接させつつキャビティ50内に樹脂材料30を注入することにより、少なくとも締結部21を除いて回路基板2を樹脂材料30により被覆する(図15及び図16参照)。その後、樹脂材料30を硬化させて樹脂封止部材3を形成する。
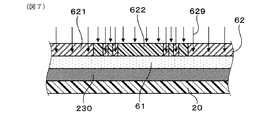
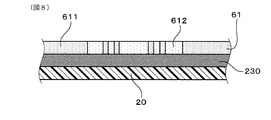
図5に示すごとく、まず、銅箔からなる電極用金属層230(導電性金属膜)が表面22に積層形成された板状の基板部材20(市販品)を準備した。電極用金属層230は、基板部材20の表面22の全面に形成されている。次いで、図6に示すごとく、基板部材20の電極用金属層230上にフォトレジストを塗布し、レジスト膜61を形成した。
その後、図11に示すごとく、電極回路パターン23及び堤防パターン24上に残存するレジスト膜61(611)をアルカリ水溶液により除去した。これにより、電極回路パターン23及び堤防パターン24を露出させた。
具体的には、まず、所定形状の電子制御ユニット1用の樹脂封止部材3を形成するためのキャビティ50を有する金型5を準備する(図15参照)。金型5は、図15に示すごとく、上述の締結用貫通孔34(図1及び図2参照)を形成するための円柱状の凸部51を有している。凸部51は、金型5からキャビティ50内に突出しており、金型5を回路基板2にクランプした際に、凸部51の先端510が堤防パターン24に当接する高さで形成されている。
なお、図15及び図16においては記載を省略しているが、回路基板2の裏面26側にも金型(図示略)を配置し、樹脂材料を注入して硬化させることにより、回路基板2の裏面26側にも樹脂封止材3を形成した(図1〜図3参照)。
そのため、樹脂モールド工程における樹脂材料30の注入時に、同心状のパターンで形成された複数の堤防パターン241、242のうち外側の堤防パターン242から締結穴210側に樹脂材料30が漏れ出したとしても、内側の堤防パターン241によって締結穴210側にさらに樹脂材料30が漏れ出すことを防止することができる。また、この場合には、複数の堤防パターン241、242に金型5を当接して押圧する際に、一つの堤防パターン241(242)の当接面にかかる圧力を高くすることができる。そのため、堤防パターン241、242から樹脂材料30が漏れ出すことをより一層防止することができる。したがって、締結穴210にバリが発生することをより一層防止することができる。
また、本例のパターン形成工程においては、フォトリソグラフィを用いたサブストラクト法により電子回路パターン23と堤防パターン24を形成して回路基板2を作製している(図5〜図14参照)。そのため、電子回路パターン23及び堤防パターン24を簡単に形成することができる。さらに、露光用マスク62を繰り返し使用できるため回路基板2の大量生産が容易になる。
本例は、実施例1とは堤防パターンの形状を変更して電子制御ユニットを作製した例である。
上述の実施例1においては、2つの同心円パターン241、242により堤防パターン24を形成したが、本例においては、図17に示すごとく、単一の円状の堤防パターン27を形成した。なお、上面図による図示を省略するが、本例の堤防パターン27は、これを回路基板2における堤防パターン27の形成面の真上から観察した場合に、単一の円状となる。本例においては、堤防パターン27の形状を上述のように変更した点を除いては、実施例1と同様にして電子制御ユニットを作製した。
本例における電子制御ユニット及びその製造方法は、実施例1と同様の作用効果を奏する。なお、本例において、実施例1と同じ符号は同一の構成を示すものであって、先行する説明を参照する。
本例は、実施例1とは堤防パターンの形状を変更して電子制御ユニットを作製した例である。
上述の実施例1においては、2つの同心円パターン241、242により堤防パターン24を形成したが、本例においては、図18に示すごとく、3つの同心円パターン281、282、283の堤防パターン28を形成した。なお、上面図による図示を省略するが、本例の堤防パターン28は、これを回路基板2における堤防パターン27の形成面の真上から観察した場合に、3つ円からなる同心円状のパターンとなる。本例においては、堤防パターン28の形状を変更した点を除いては、実施例1と同様にして電子制御ユニットを作製した。
本例における電子制御ユニット及びその製造方法は、その他にも実施例1と同様の作用効果を奏する。なお、本例において、実施例1と同じ符号は同一の構成を示すものであって、先行する説明を参照する。
2 回路基板
21 締結部
23 電子回路パターン
24 堤防パターン
3 樹脂封止部材
33 段差構造
4 締結対象
49 締結部材
Claims (13)
- 締結対象(4)と締結するための締結部(21)を有する基板部材(20)、及び該基板部材(20)の少なくとも一方の面(22)に形成された電子回路パターン(23)を有する回路基板(2)と、少なくとも上記締結部(21)を除いて上記回路基板(2)を被覆し、かつ上記締結部(21)を露出させた樹脂封止部材(3)とを有し、上記締結部(21)には、上記基板部材(20)を厚み方向に貫通し、上記締結対象(4)と締結部材(49)により締結させるための締結穴(210)が形成された電子制御ユニット(1)の製造方法において、
上記基板部材(20)の少なくとも一方の面(22)上に、導電性金属からなる上記電子回路パターン(23)を形成すると共に、上記面(22)上における上記締結穴(210)の形成予定部位(211)の周囲に、上記電子回路パターンと同じ導電性金属からなる堤防パターン(24、241、242、27、28、281、282、283)を形成して上記回路基板(2)を得るパターン形成工程と、
該パターン形成工程後に、上記回路基板(2)における上記形成予定部位(211)に、上記締結穴(210)を形成する穴開け工程と、
該穴開け工程後に、上記回路基板(2)における上記堤防パターン(24、241、242、27、28、281、282、283)上に金型(5)を当接させつつ該金型(5)のキャビティ(50)内に樹脂材料(30)を注入することにより、少なくとも上記締結部(21)を除いて上記回路基板(2)を上記樹脂材料(30)により被覆した後、該樹脂材料(30)を硬化させて上記樹脂封止部材(3)を形成する樹脂モールド工程とを有し、
上記形成予定部位(211)は、少なくとも2つ形成されており、上記堤防パターン(24、28)は、上記形成予定部位(211)をそれぞれ囲む複数の同心状のパターン(241、242、281、282、283)により形成することを特徴とする電子制御ユニット(1)の製造方法。 - 請求項1に記載の製造方法において、上記パターン形成工程においては、フォトリソグラフィを用いたサブストラクト法により上記電子回路パターン(23)と上記堤防パターン(24、241、242、27、28、281、282、283)を形成すること特徴とする電子制御ユニット(1)の製造方法。
- 請求項1又は2に記載の製造方法において、上記パターン形成工程においては、上記電子回路パターン(23)と上記堤防パターンと(24、241、242、27、28、281、282、283)とを同じ操作により一度に形成することを特徴とする電子制御ユニット(1)の製造方法。
- 請求項1〜3のいずか1項に記載の製造方法において、上記電子回路パターン(23)及び上記堤防パターン(24、241、242、27、28、281、282、283)は、銅又は銅合金からなることを特徴とする電子制御ユニット(1)の製造方法。
- 請求項1〜4のいずれか1項に記載の製造方法において、上記パターン形成工程においては、同心円状の上記堤防パターン(24、241、242、27、28、281、282、283)の全てを、上記締結部材(49)の頭部の径よりも小さな径で形成することを特徴とする電子制御ユニット(1)の製造方法。
- 請求項1〜5のいずれか1項に記載の製造方法において、上記堤防パターン(24、241、242、27、28、281、282、283)は、金属製の上記締結部材(49)の少なくとも一部(491)と当接する大きさ又はパターンで形成することを特徴とする電子制御ユニット(1)の製造方法。
- 請求項6に記載の製造方法において、上記堤防パターン(24、241、242、27、28、281、282、283)は、上記締結部材(49)と当接することによりグランド層として機能することを特徴とする電子制御ユニット(1)の製造方法。
- 締結対象(4)と締結するための締結部(21)を有する基板部材(20)、及び該基板部材(20)の少なくとも一方の面(22)に形成された電子回路パターン(23)を有する回路基板(2)と、少なくとも上記締結部(21)を除いて上記回路基板(2)を被覆し、かつ上記締結部(21)を露出させた樹脂封止部材(3)とを有し、上記締結部(21)には、上記基板部材(20)を厚み方向に貫通し、上記締結対象(4)と締結部材(49)により締結させるための締結穴(210)が形成された電子制御ユニット(1)であって、
上記締結部(21)においては、上記電子回路パターン(23)と同じ導電性金属からなり、かつ上記締結穴(210)の周囲を囲む堤防パターン(24、241、242、27、28、281、282、283)が上記基板部材(20)の上記面(22)上に形成されており、
上記樹脂封止部材(3)は、上記堤防パターン(24、241、242、27、28、281、282、283)の外周に該堤防パターン(24、241、242、27、28、281、282、283)と同じ厚みで形成された肉薄部(31)と、該肉薄部(31)の外周に該肉薄部(31)より大きな厚みで形成された肉厚部(32)とからなる段差構造(33)を有し、
上記堤防パターン(24、28)は、少なくとも2つの上記締結穴(210)をそれぞれ囲む複数の同心状のパターン(241、242、281、282、283)で形成されていることを特徴とする電子制御ユニット(1)。 - 請求項8に記載の電子制御ユニット(1)において、上記堤防パターン(24、241、242、27、28、281、282、283)は、上記基板部材(20)上に、上記電子回路パターン(23)と同じ厚みで形成されていることを特徴とする電子制御ユニット(1)。
- 請求項8又は9に記載の電子制御ユニット(1)において、上記電子回路パターン(23)及び上記堤防パターン(24、241、242、27、28、281、282、283)は、銅又は銅合金からなることを特徴とする電子制御ユニット(1)。
- 請求項8〜10のいずれか1項に記載の電子制御ユニット(1)において、上記堤防パターン(24、241、242、27、28、281、282、283)は、同心円状に形成されており、全ての上記堤防パターン(24、241、242、27、28、281、282、283)は、上記締結部材(49)の頭部の径よりも小さな径で形成されていることを特徴とする電子制御ユニット(1)。
- 請求項8〜11のいずれか1項に記載の電子制御ユニット(1)において、上記堤防パターン(24、241、242、27、28、281、282、283)は、金属製の上記締結部材(49)の少なくとも一部と当接する大きさ又はパターンで形成されていることを特徴とする電子制御ユニット(1)。
- 請求項12に記載の電子制御ユニット(1)において、上記堤防パターン(24、241、242、27、28、281、282、283)は、上記締結部材(49)と当接することによりグランド層として機能することを特徴とする電子制御ユニット(1)の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013068411A JP6032096B2 (ja) | 2013-03-28 | 2013-03-28 | 電子制御ユニット及びその製造方法 |
| IN839DE2014 IN2014DE00839A (ja) | 2013-03-28 | 2014-03-24 | |
| CN201410123264.6A CN104080306B (zh) | 2013-03-28 | 2014-03-28 | 电子控制单元及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013068411A JP6032096B2 (ja) | 2013-03-28 | 2013-03-28 | 電子制御ユニット及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014192447A JP2014192447A (ja) | 2014-10-06 |
| JP6032096B2 true JP6032096B2 (ja) | 2016-11-24 |
Family
ID=51601283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013068411A Expired - Fee Related JP6032096B2 (ja) | 2013-03-28 | 2013-03-28 | 電子制御ユニット及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6032096B2 (ja) |
| CN (1) | CN104080306B (ja) |
| IN (1) | IN2014DE00839A (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6323303B2 (ja) * | 2014-11-10 | 2018-05-16 | 株式会社デンソー | 電子部品ユニット |
| JP6668973B2 (ja) * | 2016-06-28 | 2020-03-18 | 株式会社デンソー | 電子装置、及び、電子装置の製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5433665A (en) * | 1977-08-22 | 1979-03-12 | Hitachi Ltd | Manufacture for resin sealed type semiconductor device and resin sealed metal mold |
| JP3193194B2 (ja) * | 1993-07-09 | 2001-07-30 | 三菱電線工業株式会社 | 基板に実装されたledチップにレンズ被覆層をモールドする方法およびそのモールド用基板構造 |
| JP3461073B2 (ja) * | 1995-12-08 | 2003-10-27 | 株式会社デンソー | ベアチップ封止方法 |
| JP4540884B2 (ja) * | 2001-06-19 | 2010-09-08 | 三菱電機株式会社 | 半導体装置 |
| JP2003100957A (ja) * | 2001-09-26 | 2003-04-04 | Nec Corp | 半導体パッケージ |
| JP2003179093A (ja) * | 2001-12-12 | 2003-06-27 | Nissan Motor Co Ltd | 半導体モジュールの製造方法および半導体モジュール |
| JP2003283144A (ja) * | 2002-03-27 | 2003-10-03 | Minolta Co Ltd | 回路基板の放熱構造 |
| US7166906B2 (en) * | 2004-05-21 | 2007-01-23 | Samsung Electronics Co., Ltd. | Package with barrier wall and method for manufacturing the same |
| JP4741324B2 (ja) * | 2005-09-06 | 2011-08-03 | ユニチカ株式会社 | プリント基板 |
| JP2009200416A (ja) * | 2008-02-25 | 2009-09-03 | Mitsubishi Electric Corp | 半導体装置および半導体装置の製造方法 |
| JP5187065B2 (ja) * | 2008-08-18 | 2013-04-24 | 株式会社デンソー | 電子制御装置の製造方法及び電子制御装置 |
| JP5208099B2 (ja) * | 2009-12-11 | 2013-06-12 | 日立オートモティブシステムズ株式会社 | 流量センサとその製造方法、及び流量センサモジュール |
| WO2012049742A1 (ja) * | 2010-10-13 | 2012-04-19 | 日立オートモティブシステムズ株式会社 | 流量センサおよびその製造方法並びに流量センサモジュールおよびその製造方法 |
| US8387457B2 (en) * | 2011-01-11 | 2013-03-05 | Delphi Technologies, Inc. | Collision sensor housing and module |
-
2013
- 2013-03-28 JP JP2013068411A patent/JP6032096B2/ja not_active Expired - Fee Related
-
2014
- 2014-03-24 IN IN839DE2014 patent/IN2014DE00839A/en unknown
- 2014-03-28 CN CN201410123264.6A patent/CN104080306B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014192447A (ja) | 2014-10-06 |
| IN2014DE00839A (ja) | 2015-06-19 |
| CN104080306A (zh) | 2014-10-01 |
| CN104080306B (zh) | 2018-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8136240B2 (en) | Method of forming a substrate having a plurality of insulator layers | |
| US20150327371A1 (en) | Method of making a flexible multilayer circuit board | |
| JP2007150275A5 (ja) | ||
| JP2012019192A (ja) | 電子部品モジュール及びその製造方法 | |
| JP2004056149A (ja) | 射出成形コンダクタ支持装置及びその製造方法 | |
| JP2011049316A (ja) | 配線回路基板およびその製造方法 | |
| US11570904B2 (en) | Method for contacting and rewiring an electronic component embedded into a printed circuit board | |
| JP6032096B2 (ja) | 電子制御ユニット及びその製造方法 | |
| TWI573506B (zh) | 電路板的製作方法 | |
| KR102435124B1 (ko) | 인쇄회로기판 및 인쇄회로기판의 제조방법 | |
| CN114760771B (zh) | 线路板上导通孔的保护方法 | |
| JP2007048589A (ja) | 電気接続用シート及びその製造方法 | |
| KR101504011B1 (ko) | 복합 직접회로소자 패키지 제조방법 | |
| JP2004063575A (ja) | プリント基板 | |
| JP2008251948A (ja) | 回路部品の製造方法 | |
| KR100642047B1 (ko) | 내장형 저항체 제조방법 및 이를 이용한 인쇄회로기판의제조방법 | |
| US9288902B2 (en) | Printed circuit board and method of manufacturing the same | |
| TWI678953B (zh) | 模塑互連元件及製造其的方法 | |
| KR100688708B1 (ko) | 인쇄회로기판의 제조방법 | |
| JPH1056262A (ja) | プリント配線板の製造方法 | |
| WO2017081828A1 (ja) | シートコイルの製造方法 | |
| JP2013145627A (ja) | 配線回路基板の製造方法 | |
| KR20090044023A (ko) | 인쇄회로기판 제조방법 | |
| KR20170049137A (ko) | 인쇄회로기판 및 그 제조방법 | |
| KR101218308B1 (ko) | 인쇄회로기판 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150526 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160927 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161010 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6032096 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |