JP5776858B1 - 二軸配向ポリプロピレンフィルムおよびその製造方法 - Google Patents
二軸配向ポリプロピレンフィルムおよびその製造方法 Download PDFInfo
- Publication number
- JP5776858B1 JP5776858B1 JP2014557635A JP2014557635A JP5776858B1 JP 5776858 B1 JP5776858 B1 JP 5776858B1 JP 2014557635 A JP2014557635 A JP 2014557635A JP 2014557635 A JP2014557635 A JP 2014557635A JP 5776858 B1 JP5776858 B1 JP 5776858B1
- Authority
- JP
- Japan
- Prior art keywords
- film
- biaxially oriented
- oriented polypropylene
- capacitor
- polypropylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920006378 biaxially oriented polypropylene Polymers 0.000 title claims abstract description 47
- 239000011127 biaxially oriented polypropylene Substances 0.000 title claims abstract description 47
- 238000004519 manufacturing process Methods 0.000 title description 13
- 239000003990 capacitor Substances 0.000 claims abstract description 60
- 229910052751 metal Inorganic materials 0.000 claims description 19
- 239000002184 metal Substances 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 13
- 239000010408 film Substances 0.000 description 188
- 238000000034 method Methods 0.000 description 58
- -1 polypropylene Polymers 0.000 description 53
- 239000004743 Polypropylene Substances 0.000 description 49
- 229920001155 polypropylene Polymers 0.000 description 49
- 230000008569 process Effects 0.000 description 29
- 238000007740 vapor deposition Methods 0.000 description 16
- 238000000137 annealing Methods 0.000 description 13
- 238000011282 treatment Methods 0.000 description 13
- 239000011347 resin Substances 0.000 description 12
- 229920005989 resin Polymers 0.000 description 12
- 230000015572 biosynthetic process Effects 0.000 description 11
- 238000004804 winding Methods 0.000 description 10
- 239000000155 melt Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 8
- 239000003963 antioxidant agent Substances 0.000 description 7
- 230000001965 increasing effect Effects 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 238000010248 power generation Methods 0.000 description 6
- 239000000523 sample Substances 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 230000003078 antioxidant effect Effects 0.000 description 5
- 239000003484 crystal nucleating agent Substances 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 230000037303 wrinkles Effects 0.000 description 5
- 239000012298 atmosphere Substances 0.000 description 4
- 230000000903 blocking effect Effects 0.000 description 4
- 238000005266 casting Methods 0.000 description 4
- 230000015556 catabolic process Effects 0.000 description 4
- 230000008602 contraction Effects 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 230000006378 damage Effects 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 3
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000007334 copolymerization reaction Methods 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- 239000008096 xylene Substances 0.000 description 3
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- NLZUEZXRPGMBCV-UHFFFAOYSA-N Butylhydroxytoluene Chemical compound CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 NLZUEZXRPGMBCV-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- OWYWGLHRNBIFJP-UHFFFAOYSA-N Ipazine Chemical compound CCN(CC)C1=NC(Cl)=NC(NC(C)C)=N1 OWYWGLHRNBIFJP-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 239000011162 core material Substances 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- LPIQUOYDBNQMRZ-UHFFFAOYSA-N cyclopentene Chemical compound C1CC=CC1 LPIQUOYDBNQMRZ-UHFFFAOYSA-N 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- SDRZFSPCVYEJTP-UHFFFAOYSA-N 1-ethenylcyclohexene Chemical compound C=CC1=CCCCC1 SDRZFSPCVYEJTP-UHFFFAOYSA-N 0.000 description 1
- KIHBGTRZFAVZRV-UHFFFAOYSA-N 2-hydroxyoctadecanoic acid Chemical compound CCCCCCCCCCCCCCCCC(O)C(O)=O KIHBGTRZFAVZRV-UHFFFAOYSA-N 0.000 description 1
- MBSRTKPGZKQXQR-UHFFFAOYSA-N 2-n,6-n-dicyclohexylnaphthalene-2,6-dicarboxamide Chemical compound C=1C=C2C=C(C(=O)NC3CCCCC3)C=CC2=CC=1C(=O)NC1CCCCC1 MBSRTKPGZKQXQR-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- NMLSKYOPDGYLLU-UHFFFAOYSA-N 4-[[2,3-bis[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]phenyl]methyl]-2,6-ditert-butylphenol Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CC=2C(=C(CC=3C=C(C(O)=C(C=3)C(C)(C)C)C(C)(C)C)C=CC=2)CC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 NMLSKYOPDGYLLU-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- XBDQKXXYIPTUBI-UHFFFAOYSA-M Propionate Chemical compound CCC([O-])=O XBDQKXXYIPTUBI-UHFFFAOYSA-M 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical class N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 208000028659 discharge Diseases 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- PJJZFXPJNUVBMR-UHFFFAOYSA-L magnesium benzoate Chemical compound [Mg+2].[O-]C(=O)C1=CC=CC=C1.[O-]C(=O)C1=CC=CC=C1 PJJZFXPJNUVBMR-UHFFFAOYSA-L 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000011104 metalized film Substances 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000001225 nuclear magnetic resonance method Methods 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000005026 oriented polypropylene Substances 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- NFHFRUOZVGFOOS-UHFFFAOYSA-N palladium;triphenylphosphane Chemical compound [Pd].C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 NFHFRUOZVGFOOS-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- RGSFGYAAUTVSQA-UHFFFAOYSA-N pentamethylene Natural products C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 150000002989 phenols Chemical group 0.000 description 1
- 229930015698 phenylpropene Natural products 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 229920001384 propylene homopolymer Polymers 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 238000000425 proton nuclear magnetic resonance spectrum Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- WXMKPNITSTVMEF-UHFFFAOYSA-M sodium benzoate Chemical compound [Na+].[O-]C(=O)C1=CC=CC=C1 WXMKPNITSTVMEF-UHFFFAOYSA-M 0.000 description 1
- 239000004299 sodium benzoate Substances 0.000 description 1
- 235000010234 sodium benzoate Nutrition 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 235000010356 sorbitol Nutrition 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 150000003573 thiols Chemical class 0.000 description 1
- 229930195735 unsaturated hydrocarbon Natural products 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/018—Dielectrics
- H01G4/06—Solid dielectrics
- H01G4/14—Organic dielectrics
- H01G4/18—Organic dielectrics of synthetic material, e.g. derivatives of cellulose
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/10—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/16—Capacitors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/12—Polypropene
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Power Engineering (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Laminated Bodies (AREA)
Abstract
フィルム長手方向における伸度5%時の応力(TD−F5値)が100MPaを超え、かつ、フィルム長手方向の120℃15分加熱処理における熱収縮率が2%以下である二軸配向ポリプロピレンフィルム。高電圧用コンデンサ用途においても優れた高温時の耐電圧性と信頼性を発揮でき、かかるコンデンサ用途等に好適な寸法安定性と高剛性化を両立した二軸配向ポリプロピレンフィルムを提供する。
Description
本発明は、包装用や工業用等に好適な、ポリプロピレン樹脂シートをその長手方向(MD)、幅方向(TD)の二軸に延伸して得られる二軸配向ポリプロピレンフィルムに関するものであり、さらに詳しくはコンデンサ用誘電体として非常に高い耐電圧性を維持した優れたコンデンサ用途に好適な二軸配向ポリプロピレンフィルムおよびその製造方法に関する。
二軸配向ポリプロピレンフィルムは、透明性、機械特性、電気特性等に優れるため、包装用途、テープ用途、ケーブルラッピングやコンデンサをはじめとする電気用途等の様々な用途に用いられている。
この中でもコンデンサ用途は、その優れた耐電圧特性、低損失特性から直流用途、交流用途に限らず高電圧コンデンサ用に特に好ましく用いられている。
最近では、各種電気設備がインバーター化されつつあり、それに伴いコンデンサの小型化、大容量化の要求が一層強まって来ている。そのような市場、特に自動車用途(ハイブリッドカー用途含む)や太陽光発電、風力発電用途の要求を受け、二軸配向ポリプロピレンフィルムの耐電圧性を向上させ、生産性、加工性を維持させつつ、一層の薄膜化が必須な状況となってきている。
かかる二軸配向ポリプロピレンフィルムは、耐電圧性、生産性、加工性の観点からフィルム面内の高剛性化が必要であり、特に耐電圧性を向上させるためにはフィルム幅方向の高剛性化が重要である。しかしながらフィルムの高剛性化は製膜時に延伸倍率を高く設定する必要があるため製膜時の破れによる生産性低下や、フィルム剛性と相反する特性である熱収縮率が高くなるなど、実使用において高温下でのコンデンサの容量減少や寸法安定性について必ずしも十分とはいえなかった(例えば特許文献1〜5参照)。さらにコンデンサ作製においてもプロセス条件が高温化する中でコンデンサとしてのさらなる耐熱化と耐電圧性の要求から、フィルム寸法安定性とフィルム高剛性化の両立が求められてきている。
本発明者らは、上記の課題を解決するため鋭意検討の結果、本発明に至ったものである。本発明は、高電圧用コンデンサ用途においても優れた高温時の耐電圧性と信頼性を発揮でき、かかるコンデンサ用途等に好適な寸法安定性と高剛性化を両立した二軸配向ポリプロピレンフィルムを提供する。
上記した課題は、フィルム幅方向における伸度5%時の応力(TD−F5値)が100MPaを超え、かつ、フィルム長手方向の120℃15分加熱処理における熱収縮率が2%以下である二軸配向ポリプロピレンフィルムによって達成可能である。
本発明は、優れた寸法安定性と高剛性化を両立した二軸配向ポリプロピレンフィルムを提供することができるので、包装用途、テープ用途、ケーブルラッピングやコンデンサをはじめとする電気用途等の様々な用途に適用でき、特にコンデンサ用途に、好ましくは自動車用、太陽光発電、風力発電用に好適である。
本発明の二軸配向ポリプロピレンフィルムは、フィルム幅方向における伸度5%時の応力(TD−F5値)が100MPaを超えることが重要である。TD−F5値が100MPa以下である場合は、フィルムの耐電圧性の低下を招いたり、金属膜を蒸着により形成する工程やコンデンサ素子巻き取り加工でシワが入るなど巻き取り性不良が生じたり、シワ起因で空気が混入してコンデンサの耐電圧性を低下させるなどの問題が生じやすい。上記観点からTD−F5値は、好ましくは105MPa以上、より好ましくは110MPa以上、さらに好ましくは115MPa以上であればよい。上限は特に限定しないが、製膜安定性の観点から150MPaである。発明者らは鋭意検討することにより、フィルムの耐電圧性とTD−F5値に高い相関性があり、耐電圧性の向上にはTD−F5値が高くなるよう制御することが重要であることを見出したものである。
また本発明の二軸配向ポリプロピレンフィルムは、コンデンサ作製においてもプロセス条件が高温化する中でコンデンサとしてのさらなる耐熱化を発揮する観点から、フィルム長手方向の120℃15分加熱処理における熱収縮率が2%以下であることが重要である。熱収縮率が2%を超えるとコンデンサ素子を加熱処理するコンデンサ製造工程において、コンデンサ内で重なり合うフィルム同士が巻き締まり、密着してフィルム層間が小さくなり、自己回復が起こった際に発生するガスや飛散金属が系外に抜けずに耐電圧性を低下させやすい。他方、熱収縮率が膨張側(マイナス値)に大きい場合にはコンデンサ製造工程や使用工程の熱により素子の巻き状態が緩む場合があるので、好ましくは−0.5〜1.8%、より好ましくは−0.2〜1.7%、更に好ましくは0.0〜1.6%である。
ここで本発明の二軸配向ポリプロピレンフィルムは、上記フィルム幅方向における伸度5%時の応力(TD−F5値)とフィルム長手方向の120℃15分加熱処理における熱収縮率を本願記載の範囲内で両立していることが好ましく、そのためには製造時における縦延伸工程と横延伸工程の張力を適宜制御したり、製品ロールをアニール処理することにより実現可能であるが、詳細については後述する。
本発明の二軸配向ポリプロピレンフィルムは、フィルム長手方向における伸度5%時の応力(MD−F5値)が58MPa以上であることが好ましい。MD−F5値が58MPa未満では、コンデンサ素子巻き取り加工でシワが入るなど巻き取り性不良が生じたり、シワ起因で空気が混入してコンデンサの耐電圧性を低下させるなどの問題が生じる場合がある。上記観点からMD−F5値は、好ましくは60MPa以上、より好ましくは62Pa以上、さらに好ましくは64MPa以上である。上限は特に限定しないが、製膜安定性の観点から100MPaである。
本発明の二軸配向ポリプロピレンフィルムは、フィルム長手方向および幅方向の伸度5%時の応力である(MD−F5値)と(TD−F5値)との総和が160MPa以上であることが耐電圧性向上の観点から好ましく、より好ましくは170MPa以上、さらに好ましくは180MPa以上である。上限は特に限定しないが、製膜安定性の観点から250MPaである。
本発明の二軸配向ポリプロピレンフィルムは、120℃15分加熱処理におけるフィルム幅方向の熱収縮率が1%以下であることが好ましく、より好ましくは0.8%以下、さらに好ましくは0.6%以下である。熱収縮率が1%を超える場合は、コンデンサ製造工程および使用工程の熱によりフィルム自体の収縮が生じ、素子端部メタリコンとの接触不良により耐電圧性が低下する場合がある。下限は特に限定されないが、フィルムが膨張しすぎる場合はコンデンサ製造工程や使用工程の熱により素子の巻き状態が緩む場合があるので、好ましくは−1%である。
次に、本発明の二軸配向ポリプロピレンフィルムに用いると好ましい直鎖状ポリプロピレンについて説明する。直鎖状ポリプロピレンは、通常、包装材やコンデンサ用に使用されるものであるが、好ましくは冷キシレン可溶部(以下CXS)が4質量%以下でありかつメソペンタッド分率は0.95以上であるポリプロピレンであることが好ましい。これらを満たさないと製膜安定性に劣る場合があったり、二軸配向したフィルムを製造する際にフィルム中にボイドを形成する場合があり、寸法安定性および耐電圧性の低下が大きくなる場合がある。
ここで冷キシレン可溶部(CXS)とはフィルムをキシレンで完全溶解せしめた後、室温で析出させたときに、キシレン中に溶解しているポリプロピレン成分のことをいい、立体規則性の低い、分子量が低い等の理由で結晶化し難い成分に該当していると考えられる。このような成分が多く樹脂中に含まれているとフイルムの熱寸法安定性に劣ったり、高温での絶縁破壊電圧が低下する等の問題を生じることがある。従って、CXSは4質量%以下であることが好ましいが、更に好ましくは3質量%以下であり、特に好ましくは2質量%以下である。このようなCXSを有する直鎖状ポリプロピレンとするには、樹脂を得る際の触媒活性を高める方法、得られた樹脂を溶媒あるいはプロピレンモノマー自身で洗浄する方法等の方法が使用できる。
同様な観点から直鎖状ポリプロピレンのメソペンタッド分率は0.95以上であることが好ましく、更に好ましくは0.97以上である。メソペンタッド分率は核磁気共鳴法(NMR法)で測定されるポリプロピレンの結晶相の立体規則性を示す指標であり、該数値が高いものほど結晶化度が高く、融点が高くなり、高温での絶縁破壊電圧が高くなるので好ましい。メソペンタッド分率の上限については特に規定するものではない。このように立体規則性の高い樹脂を得るには、n−ヘプタン等の溶媒で得られた樹脂パウダーを洗浄する方法や、触媒および/または助触媒の選定、組成の選定を適宜行う方法等が好ましく採用される。
かかる直鎖状ポリプロピレンとしては、より好ましくは溶融流動指数(MFR)が1〜10g/10分(230℃、21.18N荷重)、特に好ましくは2〜5g/10分(230℃、21.18N荷重)の範囲のものが、製膜性の点から好ましい。溶融流動指数(MFR)を上記の値とするためには、平均分子量や分子量分布を制御する方法などが採用される。
かかる直鎖状ポリプロピレンとしては、主としてプロピレンの単独重合体からなるが、本発明の目的を損なわない範囲で他の不飽和炭化水素による共重合成分などを含有してもよいし、プロピレンが単独ではない重合体がブレンドされていてもよい。このような共重合成分やブレンド物を構成する単量体成分として例えばエチレン、プロピレン(共重合されたブレンド物の場合)、1−ブテン、1−ペンテン、3−メチルペンテン−1、3−メチルブテンー1、1−ヘキセン、4−メチルペンテン−1、5−エチルヘキセン−1、1−オクテン、1−デセン、1−ドデセン、ビニルシクロヘキセン、スチレン、アリルベンゼン、シクロペンテン、ノルボルネン、5−メチル−2−ノルボルネンなどが挙げられる。共重合量またはブレンド量は、耐絶縁破壊特性、寸法安定性の点から、共重合量では1mol%未満とし、ブレンド量では10質量%未満とするのが好ましい。
また、かかる直鎖状ポリプロピレンには、本発明の目的を損なわない範囲で種々の添加剤、例えば結晶核剤、酸化防止剤、熱安定剤、すべり剤、帯電防止剤、ブロッキング防止剤、充填剤、粘度調整剤、着色防止剤などを含有せしめることもできる。
これらの中で、酸化防止剤の種類および添加量の選定は長期耐熱性の観点から重要である。すなわち、かかる酸化防止剤としては立体障害性を有するフェノール系のもので、そのうち少なくとも1種は分子量500以上の高分子量型のものが好ましい。その具体例としては種々のものが挙げられるが、例えば2,6−ジ−t−ブチル−p−クレゾール(BHT:分子量220.4)とともに1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン(例えばチバガイギー社製Irganox(登録商標)1330:分子量775.2)またはテトラキス[メチレン−3(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタン(例えばチバガイギー社製Irganox(登録商標)1010:分子量1177.7)等を併用することが好ましい。これら酸化防止剤の総含有量はポリプロピレン全量に対して0.03〜1.0質量%の範囲が好ましい。酸化防止剤が少なすぎると長期耐熱性に劣る場合がある。酸化防止剤が多すぎるとこれら酸化防止剤のブリードアウトによる高温下でのブロッキングにより、コンデンサ素子に悪影響を及ぼす場合がある。より好ましい含有量は0.1〜0.9質量%であり、特に好ましくは0.2〜0.8質量%である。
また本発明の二軸配向ポリプロピレンフィルムは、耐電圧性向上の観点から分岐鎖状ポリプロピレン(H)を含有させてもよく、添加する場合に0.05〜10質量%が好ましく、より好ましくは0.5〜8質量%、さらに好ましくは1〜5質量%含有することが好ましい。上記分岐鎖状ポリプロピレン(H)を含有させることで溶融押出した樹脂シートの冷却工程で生成する球晶サイズを容易に小さく制御でき、延伸工程で生成する絶縁欠陥の生成を小さく抑え、耐電圧性に優れたポリプロピレンフィルムを得ることができる。
さらに、本発明のフィルムは、直鎖状ポリプロピレンと前記分岐鎖状ポリプロピレン(H)との混合物により構成されていることが好ましい。この場合、分岐鎖状ポリプロピレン(H)は、230℃で測定したときの溶融張力(MS)と溶融流動指数(MFR)が、log(MS)>−0.56log(MFR)+0.74なる関係式を満たす分岐鎖状ポリプロピレン(H)であることが特に好ましい。
230℃で測定したときの溶融張力(MS)と溶融流動指数(MFR)が、log(MS)>−0.56log(MFR)+0.74なる関係式を満たす分岐鎖状ポリプロピレン(H)を得るには、高分子量成分を多く含むポリプロピレンをブレンドする方法、分岐構造を持つオリゴマーやポリマーをブレンドする方法、特開昭62−121704号公報に記載されているようにポリプロピレン分子中に長鎖分岐構造を導入する方法、あるいは特許第2869606号公報に記載されているような方法等が好ましく用いられる。
ここで、230℃で測定したときの溶融張力とは、JIS−K7210(1999)に示される溶融流動指数(MFR)測定に準じて測定されたものである。具体的には、東洋精機製メルトテンションテスターを用いて、ポリプロピレンを230℃に加熱し、溶融ポリプロピレンを押出速度15mm/分で吐出してストランドとし、このストランドを6.4m/分の速度で引き取る際の張力を測定し、溶融張力(単位cN)とする。また、230℃で測定したときの溶融流動指数(MFR)とは、JIS−K7210(1999)に準じて荷重21.18Nで測定されたもの(単位g/10分)である。
上記の分岐鎖状ポリプロピレン(H)としては、上式を満たすことが好ましいが、特に限定されるものではなく、製膜性の観点から溶融流動指数(MFR)は1〜20g/10分の範囲にあるものが好ましく、1〜10g/10分の範囲にあるものがより好ましい。また溶融張力については、1〜30cNの範囲にあるものが好ましく、2〜20cNの範囲にあるものがより好ましい。また、ここでいう分岐鎖状ポリプロピレン(H)とは、カーボン原子10,000個中に対し5箇所以下の内部3置換オレフィンを有するポリプロピレンである。この内部3置換オレフィンの存在は1H−NMRスペクトルのプロトン比により確認することができる。
本発明においては、本発明の目的に反しない範囲で、結晶核剤を添加することができる。既述の通り、分岐鎖状ポリプロピレン(H)は既にそれ自身でα晶またはβ晶の結晶核剤効果を有するものであるが、別種のα晶核剤(ジベンジリデンソルビトール類、安息香酸ナトリウム等)、β晶核剤(1,2−ヒドロキシステアリン酸カリウム、安息香酸マグネシウム、N,N’−ジシクロヘキシル−2,6−ナフタレンジカルボキサミド等のアミド系化合物、キナクリドン系化合物等)等が例示される。但し、上記別種の核剤の過剰な添加は延伸性の低下やボイド形成等による耐電圧の低下を引き起こす場合があるため、含有量はポリプロピレン全量に対して通常0.5質量%以下、好ましくは0.1質量%以下、更に好ましくは0.05質量%以下とすることが好ましい。
本発明の二軸配向ポリプロピレンフィルムは高剛性と寸法安定性に優れる構成をとることにより、耐電圧性に優れハンドリング性にも優れることから薄膜のフィルムコンデンサ用に好適であり、特にフィルム厚み0.5μm以上3μm未満の範囲であるとその性能が効果的に発現される。より好ましい厚みは0.8μm以上2.8μm未満、さらに好ましい厚みは1μm以上2.6μm未満である。
本発明の二軸配向ポリプロピレンフィルムは、コンデンサ用誘電体フィルムとして好ましく用いられるものであるが、コンデンサのタイプに限定されるものではない。具体的には電極構成の観点では箔巻きコンデンサ、金属蒸着膜コンデンサのいずれであってもよいし、絶縁油を含浸させた油浸タイプのコンデンサや絶縁油を全く使用しない乾式コンデンサにも好ましく用いられる。また、形状の観点では、捲巻式であっても積層式であっても構わない。しかしながら本発明のフィルムの特性から特に金属蒸着膜コンデンサとして好ましく使用される。
なお、ポリプロピレンフィルムは通常、表面エネルギーが低く、金属蒸着を安定的に施すことが困難であるために、金属付着力を良好とする目的で、事前に表面処理を行うことが好ましい。表面処理とは具体的にはコロナ放電処理、プラズマ処理、グロー処理、火炎処理等が例示される。通常ポリプロピレンフィルムの表面濡れ張力は30mN/m程度であるが、これらの表面処理によって、濡れ張力を37〜50mN/m、好ましくは39〜48mN/m程度とすることが、金属膜との接着性に優れ、保安性も良好となるので好ましい。
本発明の二軸配向ポリプロピレンフィルムは、上述した特性を与えうる原料を用い、二軸延伸されることによって得られる。二軸延伸の方法としては、インフレーション同時二軸延伸法、ステンター同時二軸延伸法、ステンター逐次二軸延伸法のいずれによっても得られるが、その中でも、製膜安定性、厚み均一性、フィルムの高剛性と寸法安定性を制御する点においてステンター逐次二軸延伸法を採用することが好ましい。
次に本発明の二軸配向ポリプロピレンフィルムの製造方法を説明する。まず、ポリプロピレン樹脂を支持体上に溶融押出してポリプロピレン樹脂シートとし、このポリプロピレン樹脂シートを縦延伸、横延伸の順に逐次二軸延伸した後に熱処理および弛緩処理を施して二軸配向ポリプロピレンフィルムを製造する。その際、縦延伸の工程出口でのフィルム搬送速度に対し、横延伸の工程入口でのフィルム搬送速度を99.9%〜97.0%とする。次いでフィルムの端部をクリップで把持し横延伸を行い、次工程ではクリップで幅方向を緊張把持したまま熱処理および弛緩処理を施す。以下、より具体的に説明するが、必ずしもこれに限定されるものではない。
まず、直鎖状ポリプロピレンに高溶融張力ポリプロピレン(分岐鎖状ポリプロピレン(H))をブレンドして溶融押出し、濾過フィルターを通した後、230〜260℃の温度でスリット状口金から押出し、60〜110℃の温度に制御された冷却ドラム上で固化させ未延伸シートを得る。キャスティングドラムへの密着方法としては静電印加法、水の表面張力を利用した密着方法、エアーナイフ法、プレスロール法、水中キャスト法などのうちいずれの手法を用いてもよいが、平面性が良好でかつ表面粗さの制御が可能なエアーナイフ法が好ましい。エアーナイフのエアー温度は、0〜100℃、好ましくは20〜70℃で、吹き出しエアー速度は130〜150m/sが好ましく、幅方向均一性を向上させるためにエアーナイフは2重管構造となっていることが好ましい。また、フィルムの振動を生じさせないために製膜下流側にエアーが流れるようにエアーナイフの位置を適宜調整することが好ましい。
次に、この未延伸フィルムを二軸延伸し、二軸配向せしめる。まず未延伸フィルムを120〜150℃に保たれたロールに通して予熱し、引き続き該シートを130℃〜150℃の温度に保ち、長手方向に2〜8倍に延伸した後、室温まで冷却する。この場合、長手方向の延伸倍率としては3〜6倍延伸した後、室温まで冷却する延伸を採用することが好ましい。延伸方法や延伸倍率は、とくに限定されず用いるポリマー特性により適宜選択される。その後、引き続き該延伸フィルムをステンターに導いて横延伸を行う。ここで縦延伸の工程出口でのフィルム搬送速度に対し、横延伸の工程入口でのフィルム搬送速度を99.9%〜97.0%とすることが、本発明の二軸配向ポリプロピレンフィルムのフィルム幅方向における伸度5%時の応力(TD−F5値)が100MPaを超えて、かつ、フィルム長手方向の120℃15分加熱処理における熱収縮率が2%以下を両立させる観点で好ましい。
縦延伸の工程出口でのフィルム搬送速度に対し、横延伸の工程入口でのフィルム搬送速度を上記範囲内とすることで長手方向の歪みを解放でき、横延伸工程で幅方向に秩序良く結晶配向せしめることで二軸配向ポリプロピレンフィルムの長手方向の熱収縮率を緩和させ、幅方向の剛性を高めることができる。縦延伸の工程出口でのフィルム搬送速度に対し、横延伸の工程入口でのフィルム搬送速度を97.0%より低くすると、上記区間でフィルムがたるんだり、二軸配向ポリプロピレンフィルムの長手方向の剛性が低下し、面内剛性の低下を招き、耐電圧性の劣ったフィルムとなる場合がある。他方、縦延伸の工程出口でのフィルム搬送速度に対し、横延伸の工程入口でのフィルム搬送速度が99.9%を超える場合には上記区間でフィルムが破断したり、幅方向の剛性が不十分となり耐電圧性の劣ったフィルムとなる場合がある。このような観点から、縦延伸の工程出口での速度に対し、横延伸の工程入口でのフィルム搬送速度が99.7%〜97.5%であることが好ましく、より好ましくは99.5%〜98.0%の範囲である。
次いでフィルムの端部をクリップで把持し横延伸を140〜165℃の温度で幅方向に7〜13倍に延伸し、次いでクリップで幅方向を緊張把持したまま幅方向に2〜20%の弛緩を与えつつ、140〜165℃の温度で熱固定した後に、100〜150℃で冷却工程を経てテンターの外側へ導き、フィルム端部のクリップ解放し、ワインダ工程にてフィルムエッジ部をスリットし、フィルム製品ロールを巻き取る。ここでフィルムを巻取る前に蒸着を施す面に蒸着金属の接着性を良くするために、空気中、窒素中、炭酸ガス中あるいはこれらの混合気体中でコロナ放電処理を行うことが好ましい。
さらに本発明の二軸配向ポリプロピレンフィルムのフィルム幅方向における伸度5%時の応力(TD−F5値)が100MPaを超えて、かつ、フィルム長手方向の120℃15分加熱処理における熱収縮率が2%以下を両立させる観点からアニール処理することが好ましい。
次に、二軸配向ポリプロピレンフィルムをアニール処理して製造する方法であって、該アニール処理が、前記記載の弛緩の処理の後に、50℃を超え100℃以下の雰囲気下で3〜100時間処理されることを特徴とする、前記記載の二軸配向ポリプロピレンフィルムの製造方法を説明する。
一般的にポリプロピレンフィルムは20〜50℃でアニール処理されることが知られているが、二軸配向ポリプロピレンフィルムの高剛性化と寸法安定性を向上させる観点から本発明では50℃を超え100℃以下の温度範囲で行うことが好ましい。このアニール処理は、前記した幅方向の弛緩の処理の後に行うことが好ましく、例えばフィルムを所望寸法にサンプリングした枚葉フィルムを対象として枚葉の状態で行ってもよいし、コアに巻き取った製品ロールを対象としてロール状態で行ってもよい。100℃を超えると剛性低下を引き起こし、また製品ロールではフィルム熱変形による巻き締まりやシワ、フィルム同士のブロッキングなどが生じる場合がある。他方、100℃以下のアニールでは非晶緩和による低熱収縮率化と結晶化進行による高剛性化が効率良く行われる。上記観点からアニール処理温度は60〜90℃が好ましく、70〜85℃がさらに好ましい。また時間においても上記雰囲気下で3〜100時間処理することが好ましく、より好ましくは6〜75時間、さらに好ましくは8〜50時間である。処理時間が3時間未満では耐電圧性が劣ったものとなる場合があり、他方、100時間を超える処理では過剰緩和による剛性低下で耐電圧性が劣ったり、製品ロールではフィルム熱変形による巻き締まりやシワ、フィルム同士のブロッキングなどが生じる場合がある。
本発明において、上記アニール処理はフィルム表面に蒸着膜を設けて金属膜積層フィルムとする前に行うことが好ましい。これは、蒸着膜を設ける際にシワの発生を抑制でき、また効果的に耐電圧を高めることが可能となるためである。
本発明において、上記した二軸配向ポリプロピレンフィルム表面に金属膜を設けて金属膜積層フィルムとする方法は特に限定されないが、例えば、ポリプロピレンフィルムの少なくとも片面に、アルミニウムなどを蒸着してフィルムコンデンサの内部電極となるアルミニウム蒸着膜等の金属膜を設ける方法が好ましく用いられる。このとき、アルミニウムと同時あるいは逐次に、例えば、ニッケル、銅、金、銀、クロムおよび亜鉛などの他の金属成分を蒸着することもできる。また、蒸着膜上にオイルなどで保護層を設けることもできる。
本発明では、必要により、金属膜を形成後、金属膜積層フィルムを特定の温度でアニール処理を行なったり、熱処理を行なったりすることができる。また、絶縁もしくは他の目的で、金属膜積層フィルムの少なくとも片面に、ポリフェニレンオキサイドなどのコーティングを施すこともできる。
このようして得られた金属膜積層フィルムは、種々の方法で積層もしくは巻回してフィルムコンデンサを得ることができる。巻回型フィルムコンデンサの好ましい製造方法を例示すると、次のとおりである。
ポリプロピレンフィルムの片面にアルミニウムを減圧状態で蒸着する。その際、フィルム長手方向に走るマージン部を有するストライプ状に蒸着する。次に、表面の各蒸着部の中央と各マージン部の中央に刃を入れてスリットし、表面が一方にマージンを有した、テープ状の巻取リールを作成する。左もしくは右にマージンを有するテープ状の巻取リールを左マージンおよび右マージンのもの各1本ずつを、幅方向に蒸着部分がマージン部よりはみ出すように2枚重ね合わせて巻回し、巻回体を得る。
両面に蒸着を行う場合は、一方の面の長手方向に走るマージン部を有するストライプ状に蒸着し、もう一方の面には長手方向のマージン部が裏面側蒸着部の中央に位置するようにストライプ状に蒸着する。次に表裏それぞれのマージン部中央に刃を入れてスリットし、両面ともそれぞれ片側にマージン(例えば表面右側にマージンがあれば裏面には左側にマージン)を有するテープ状の巻取リールを作製する。得られたリールと未蒸着の合わせフィルム各1本ずつを、幅方向に金属化フィルムが合わせフィルムよりはみ出すように2枚重ね合わせて巻回し、巻回体を得る。
以上のようにして作成した巻回体から芯材を抜いてプレスし、両端面にメタリコンを溶射して外部電極とし、メタリコンにリード線を溶接して巻回型フィルムコンデンサを得ることができる。フィルムコンデンサの用途は、鉄道車輌用、自動車(ハイブリットカー、電気自動車)用、太陽光発電・風力発電用および一般家電用等、多岐に亘っており、本発明のフィルムコンデンサもこれら用途に好適に用いることができる。
本発明における特性値の測定方法、並びに効果の評価方法は次のとおりである。
(1)フィルム厚み
任意の場所の合計10箇所を接触式の膜厚計ミツトヨ社製ライトマチックVL−50A(10.5mmφ超硬球面測定子、測定荷重0.06N)にて測定し、その平均値を二軸配向ポリプロピレンフィルムの厚みとした。
任意の場所の合計10箇所を接触式の膜厚計ミツトヨ社製ライトマチックVL−50A(10.5mmφ超硬球面測定子、測定荷重0.06N)にて測定し、その平均値を二軸配向ポリプロピレンフィルムの厚みとした。
(2)長手方向および幅方向の伸度5%時の応力(MD−F5値およびTD−F5値)
二軸配向ポリプロピレンフィルムを、その長手方向および幅方向のそれぞれについて、試験方向長さ150mm×幅10mmの矩形に切り出しサンプルとした。引張試験機(オリエンテック製テンシロンAMF/RTA−100)を用いて、初期チャック間距離50mmとし、引張速度を300mm/分としてフィルムの引張試験を行った。サンプル伸び5%時にフィルムにかかっていた荷重を読み取り、試験前の試料の断面積(フィルム厚み×幅(10mm))で除した値を伸度5%時の応力として算出し、測定は各サンプル5回ずつ行い、その平均値で評価を行った。
二軸配向ポリプロピレンフィルムを、その長手方向および幅方向のそれぞれについて、試験方向長さ150mm×幅10mmの矩形に切り出しサンプルとした。引張試験機(オリエンテック製テンシロンAMF/RTA−100)を用いて、初期チャック間距離50mmとし、引張速度を300mm/分としてフィルムの引張試験を行った。サンプル伸び5%時にフィルムにかかっていた荷重を読み取り、試験前の試料の断面積(フィルム厚み×幅(10mm))で除した値を伸度5%時の応力として算出し、測定は各サンプル5回ずつ行い、その平均値で評価を行った。
なお、MD−F5値およびTD−F5値算出のために用いるフィルムの厚みは以下のように測定を行った。長さ150mm×幅10mmの矩形に切り出しサンプルの初期チャック間距離50mmの中で任意の5ヶ所について接触式の膜厚計ミツトヨ社製ライトマチックVL−50A(10.5mmφ超硬球面測定子、測定荷重0.06N)にて測定し、その平均値を用いた。
(3)長手方向および幅方向の120℃15分加熱処理における熱収縮率
フィルムの長手方向および幅方向のそれぞれについて、幅10mm、長さ200mm(測定方向)の試料を5本切り出し、両端から25mmの位置に印を付けて試長150mm(l0)とする。次に、試験片を紙に挟み込み荷重ゼロの状態で120℃に保温されたオーブン内で、15分間加熱後に取り出して、室温で冷却後、寸法(l1)を測定して下記式にて求め、5本の平均値を熱収縮率とした。
フィルムの長手方向および幅方向のそれぞれについて、幅10mm、長さ200mm(測定方向)の試料を5本切り出し、両端から25mmの位置に印を付けて試長150mm(l0)とする。次に、試験片を紙に挟み込み荷重ゼロの状態で120℃に保温されたオーブン内で、15分間加熱後に取り出して、室温で冷却後、寸法(l1)を測定して下記式にて求め、5本の平均値を熱収縮率とした。
熱収縮率={(l0−l1)/l0}×100(%)
(4)フィルム絶縁破壊電圧(V/μm)
JIS C2330(2010)6.2.b法(平板電極法)に準じて、平均値を求め、測定したサンプルのフイルム厚み(μm)で除し、V/μmで表記した。
(4)フィルム絶縁破壊電圧(V/μm)
JIS C2330(2010)6.2.b法(平板電極法)に準じて、平均値を求め、測定したサンプルのフイルム厚み(μm)で除し、V/μmで表記した。
(5)蒸着コンデンサ特性の評価(105℃での耐電圧、信頼性)
後述する各実施例および比較例で得られたフィルムに、ULVAC製真空蒸着機でアルミニウムを膜抵抗が8Ω/□で長手方向に垂直な方向にマージン部を設けた所謂T型マージンパターンを有する蒸着パターンを施し、幅50mmの蒸着リールを得た。
後述する各実施例および比較例で得られたフィルムに、ULVAC製真空蒸着機でアルミニウムを膜抵抗が8Ω/□で長手方向に垂直な方向にマージン部を設けた所謂T型マージンパターンを有する蒸着パターンを施し、幅50mmの蒸着リールを得た。
次いで、このリールを用いて皆藤製作所製素子巻機(KAW−4NHB)にてコンデンサ素子を巻き取り、メタリコンを施した後、減圧下、105℃の温度で10時間の熱処理を施し、リード線を取り付けコンデンサ素子を仕上げた。このときのコンデンサ素子の静電容量は5μFであった。
こうして得られたコンデンサ素子10個を用いて、105℃高温下でコンデンサ素子に300VDCの電圧を印加し、該電圧で10分間経過後にステップ状に50VDC/1分で徐々に印加電圧を上昇させることを繰り返す所謂ステップアップ試験を行なった。この際の静電容量変化を測定しグラフ上にプロットして、該容量が初期値の70%になった電圧をフィルム厚み(上述)で割り返して耐電圧評価とし、450V/μm以上を使用可能レベルとする。また、静電容量が初期値に対して10%以下に減少するまで電圧を上昇させた後に、コンデンサ素子を解体し破壊の状態を調べて、保安性を以下の通り評価した。
AA:素子形状の変化は無く貫通状の破壊は観察されない。
A:素子形状の変化は無くフィルム10層以内の貫通状破壊が観察される。
B:素子形状に変化が認められる若しくは10層を超える貫通状破壊が観察される。
C:素子形状が破壊する。
AAは問題なく使用できるが、Aでは条件次第で使用可能である。B、Cでは実用上の問題を生じる。
以下、実施例を挙げて本発明の効果をさらに説明する。
(実施例1)
直鎖状ポリプロピレンとしてメソペンタッド分率が0.985で、メルトマスフローレイト(MFR)が2.6g/10分であるプライムポリマー(株)製ポリプロピレン樹脂に、Basell社製分岐鎖状ポリプロピレン樹脂(高溶融張力ポリプロピレンProfax PF-814)を1.0質量%ブレンドし温度250℃の押出機に供給し、樹脂温度250℃でT型スリットダイよりシート状に溶融押出し、該溶融シートを90℃に保持されたキャスティングドラム上で、エアーナイフにより密着させ冷却固化し未延伸シートを得た。次いで、該シートを複数のロール群にて徐々に140℃に予熱し、引き続き145℃の温度に保ち周速差を設けたロール間に通し、長手方向に4.8倍に延伸した。縦延伸工程の出口のフィルム搬送速度に対し、横延伸工程の入口のフィルム搬送速度を99.0%とし、引き続き該フィルムをテンターに導き、158℃の温度で幅方向に10倍延伸し、次いで幅方向に6%の弛緩を与えながら155℃で熱処理を行ない、その後100℃で冷却し、次いでフィルム表面(キャスティングドラム接触面側)に25W・min/m2の処理強度で大気中でコロナ放電処理を行い、フィルム厚み2.4μmのフィルムをフィルムロールとして巻き取った。さらにこのフィルムロールを650mm幅に裁断スリットして、長さ5,000m巻き製品ロールを採取した。その後80℃の雰囲気で保ったアニール室で10時間処理して得られた二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表1に示す通りで、耐電圧、信頼性とも優れるものであった。
直鎖状ポリプロピレンとしてメソペンタッド分率が0.985で、メルトマスフローレイト(MFR)が2.6g/10分であるプライムポリマー(株)製ポリプロピレン樹脂に、Basell社製分岐鎖状ポリプロピレン樹脂(高溶融張力ポリプロピレンProfax PF-814)を1.0質量%ブレンドし温度250℃の押出機に供給し、樹脂温度250℃でT型スリットダイよりシート状に溶融押出し、該溶融シートを90℃に保持されたキャスティングドラム上で、エアーナイフにより密着させ冷却固化し未延伸シートを得た。次いで、該シートを複数のロール群にて徐々に140℃に予熱し、引き続き145℃の温度に保ち周速差を設けたロール間に通し、長手方向に4.8倍に延伸した。縦延伸工程の出口のフィルム搬送速度に対し、横延伸工程の入口のフィルム搬送速度を99.0%とし、引き続き該フィルムをテンターに導き、158℃の温度で幅方向に10倍延伸し、次いで幅方向に6%の弛緩を与えながら155℃で熱処理を行ない、その後100℃で冷却し、次いでフィルム表面(キャスティングドラム接触面側)に25W・min/m2の処理強度で大気中でコロナ放電処理を行い、フィルム厚み2.4μmのフィルムをフィルムロールとして巻き取った。さらにこのフィルムロールを650mm幅に裁断スリットして、長さ5,000m巻き製品ロールを採取した。その後80℃の雰囲気で保ったアニール室で10時間処理して得られた二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表1に示す通りで、耐電圧、信頼性とも優れるものであった。
(実施例2〜5および比較例1、3〜4)
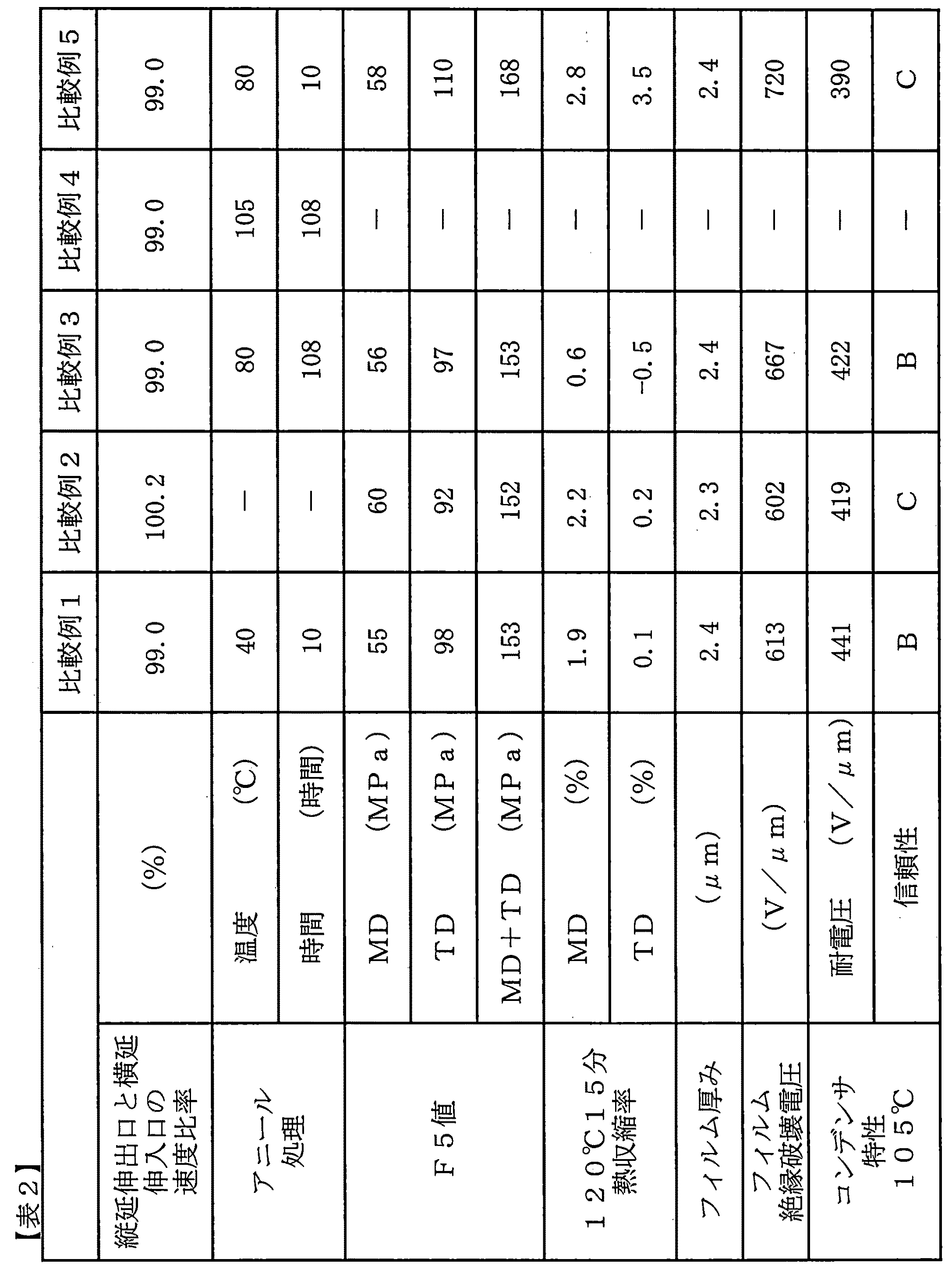
製品ロールのアニール処理条件を表1に記した条件とした以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。実施例2〜5の二軸配向ポリプロピレンフィルムフィルムの特性およびコンデンサ特性は表1に示す通りで、耐電圧、信頼性とも優れるものであった。一方、比較例1および3の二軸配向ポリプロピレンフィルムフィルムの特性およびコンデンサ特性は表2に示す通り、耐電圧が低く、信頼性がやや劣るもので実使用で問題が生じるレベルのものであった。また、比較例4の二軸配向ポリプロピレンフィルムフィルムの特性およびコンデンサ特性は表2に示す通りで、アニール温度が高温過ぎる故にフィルム同士がブロッキングしており評価できない状態であった。
製品ロールのアニール処理条件を表1に記した条件とした以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。実施例2〜5の二軸配向ポリプロピレンフィルムフィルムの特性およびコンデンサ特性は表1に示す通りで、耐電圧、信頼性とも優れるものであった。一方、比較例1および3の二軸配向ポリプロピレンフィルムフィルムの特性およびコンデンサ特性は表2に示す通り、耐電圧が低く、信頼性がやや劣るもので実使用で問題が生じるレベルのものであった。また、比較例4の二軸配向ポリプロピレンフィルムフィルムの特性およびコンデンサ特性は表2に示す通りで、アニール温度が高温過ぎる故にフィルム同士がブロッキングしており評価できない状態であった。
(実施例6)
製品ロールのアニール処理を行わないこと以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。本実施例の二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表1に示す通りで、耐電圧に優れ、信頼性は条件次第で使用できるレベルのものであった。
(実施例7)
製膜時の縦延伸工程において長手方向に5.5倍延伸、製品ロールのアニール処理条件を表1に記した条件とした以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。本実施例の二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表1に示す通りで、耐電圧、信頼性とも優れるものであった。
製品ロールのアニール処理を行わないこと以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。本実施例の二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表1に示す通りで、耐電圧に優れ、信頼性は条件次第で使用できるレベルのものであった。
(実施例7)
製膜時の縦延伸工程において長手方向に5.5倍延伸、製品ロールのアニール処理条件を表1に記した条件とした以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。本実施例の二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表1に示す通りで、耐電圧、信頼性とも優れるものであった。
(比較例2)
製膜時の縦延伸工程の出口のフィルム搬送速度に対し、横延伸工程の入口のフィルム搬送速度を100.2%とし、製品ロールのアニール処理を行わないこと以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。本比較例の二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表2に示す通りで、耐電圧が低く、信頼性は素子形状に破壊が見られ実使用上に問題が生じるレベルのものであった。
製膜時の縦延伸工程の出口のフィルム搬送速度に対し、横延伸工程の入口のフィルム搬送速度を100.2%とし、製品ロールのアニール処理を行わないこと以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。本比較例の二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表2に示す通りで、耐電圧が低く、信頼性は素子形状に破壊が見られ実使用上に問題が生じるレベルのものであった。
(比較例5)
製膜時の横延伸後の弛緩処理率を0%とした以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。本比較例の二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表2に示す通りで、耐電圧が低く、信頼性は素子形状に破壊が見られ実使用上に問題が生じるレベルのものであった。
製膜時の横延伸後の弛緩処理率を0%とした以外は実施例1と同様にして二軸延伸ポリプロピレンフィルムを得た。本比較例の二軸配向ポリプロピレンフィルムの特性およびコンデンサ特性は表2に示す通りで、耐電圧が低く、信頼性は素子形状に破壊が見られ実使用上に問題が生じるレベルのものであった。
Claims (7)
- フィルム幅方向における伸度5%時の応力(TD−F5値)が100MPaを超え、かつ、フィルム長手方向の120℃15分加熱処理における熱収縮率が2%以下である二軸配向ポリプロピレンフィルム。
- フィルム長手方向における伸度5%時の応力(MD−F5値)が58MPa以上である、請求項1に記載の二軸配向ポリプロピレンフィルム。
- フィルム幅方向における伸度5%時の応力(TD−F5値)とフィルム長手方向における伸度5%時の応力(MD−F5値)との総和が160MPa以上である、請求項1または2に記載の二軸配向ポリプロピレンフィルム。
- 120℃15分加熱処理におけるフィルム幅方向の熱収縮率が1%以下である、請求項1〜3のいずれかに記載の二軸配向ポリプロピレンフィルム。
- フィルム厚みが0.5μm以上3μm未満である、請求項1〜4のいずれかに記載の二軸配向ポリプロピレンフィルム。
- 請求項1〜5のいずれかに記載の二軸配向ポリプロピレンフィルムの少なくとも片面に金属膜が設けられてなる金属膜積層フィルム。
- 請求項6に記載の金属膜積層フィルムを用いてなるフィルムコンデンサ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014557635A JP5776858B1 (ja) | 2013-11-14 | 2014-10-21 | 二軸配向ポリプロピレンフィルムおよびその製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013235620 | 2013-11-14 | ||
| JP2013235620 | 2013-11-14 | ||
| JP2014557635A JP5776858B1 (ja) | 2013-11-14 | 2014-10-21 | 二軸配向ポリプロピレンフィルムおよびその製造方法 |
| PCT/JP2014/077888 WO2015072291A1 (ja) | 2013-11-14 | 2014-10-21 | 二軸配向ポリプロピレンフィルムおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5776858B1 true JP5776858B1 (ja) | 2015-09-09 |
| JPWO2015072291A1 JPWO2015072291A1 (ja) | 2017-03-16 |
Family
ID=53057233
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014557635A Active JP5776858B1 (ja) | 2013-11-14 | 2014-10-21 | 二軸配向ポリプロピレンフィルムおよびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3069850B1 (ja) |
| JP (1) | JP5776858B1 (ja) |
| KR (1) | KR102299286B1 (ja) |
| CN (1) | CN105682892A (ja) |
| WO (1) | WO2015072291A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017221985A1 (ja) * | 2016-06-24 | 2017-12-28 | 王子ホールディングス株式会社 | 二軸延伸ポリプロピレンフィルム、金属化フィルム、及び、コンデンサ |
| CN110461915A (zh) * | 2017-03-30 | 2019-11-15 | 东丽株式会社 | 聚丙烯膜、金属膜叠层膜和膜电容器以及它们的制造方法 |
| WO2020040127A1 (ja) * | 2018-08-23 | 2020-02-27 | 東レ株式会社 | ポリプロピレンフィルムおよびこれを用いた金属膜積層フィルム、フィルムコンデンサ |
| CA3115748C (en) * | 2018-10-09 | 2023-10-03 | Sunallomer Ltd. | Production method of polypropylene sheet |
| JP7388367B2 (ja) | 2018-12-28 | 2023-11-29 | 東洋紡株式会社 | 二軸配向ポリプロピレンフィルム |
| EP3904053B1 (en) | 2018-12-28 | 2025-07-30 | Toyobo Co., Ltd. | Biaxially oriented polypropylene film |
| CN113226704B (zh) * | 2018-12-28 | 2023-04-18 | 东洋纺株式会社 | 双轴取向聚丙烯薄膜 |
| JP6904490B2 (ja) * | 2018-12-28 | 2021-07-14 | 東洋紡株式会社 | 二軸配向ポリプロピレンフィルム |
| TWI872231B (zh) * | 2020-03-24 | 2025-02-11 | 日商東洋紡股份有限公司 | 雙軸配向聚丙烯膜之製造方法 |
| JP7040681B1 (ja) * | 2020-06-17 | 2022-03-23 | 東洋紡株式会社 | 二軸配向ポリプロピレンフィルム |
| JP7124980B2 (ja) * | 2020-06-17 | 2022-08-24 | 東洋紡株式会社 | 二軸配向ポリプロピレンフィルム |
| TWI868370B (zh) * | 2020-06-25 | 2025-01-01 | 日商東洋紡股份有限公司 | 雙軸配向聚丙烯膜 |
| EP4316831A4 (en) * | 2021-03-31 | 2025-03-26 | Toray Industries, Inc. | POLYPROPYLENE FILM, LAMINATE, PACKAGING MATERIAL AND PACKAGING BODY |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IN166935B (ja) | 1985-01-31 | 1990-08-11 | Himont Inc | |
| JP2869606B2 (ja) | 1992-11-26 | 1999-03-10 | チッソ株式会社 | 高溶融張力ポリプロピレンおよびその製造方法と成形品 |
| JPH1167580A (ja) | 1997-08-21 | 1999-03-09 | Oji Paper Co Ltd | 金属化フィルムコンデンサの製造方法 |
| JPH11273990A (ja) | 1998-03-19 | 1999-10-08 | Oji Paper Co Ltd | 耐熱コンデンサ用ポリプロピレンフィルム |
| JP2002128913A (ja) | 2000-10-27 | 2002-05-09 | Toray Ind Inc | 二軸配向ポリプロピレンフィルム |
| JP2002234124A (ja) * | 2000-12-06 | 2002-08-20 | Toray Ind Inc | 金属化用二軸配向ポリプロピレンフィルムおよびその金属化フィルムおよびそれを用いた包装体 |
| TWI295963B (ja) * | 2001-05-11 | 2008-04-21 | Toray Industries | |
| US7405920B2 (en) | 2003-03-19 | 2008-07-29 | Toray Industries, Inc. | Flat type capacitor-use polypropylene film and flat type capacitor using it |
| JP2005064067A (ja) | 2003-08-19 | 2005-03-10 | Toray Ind Inc | コンデンサ用二軸配向ポリプロピレンフィルム |
| JP2007003975A (ja) | 2005-06-27 | 2007-01-11 | Toray Ind Inc | 光反射板用ポリプロピレンフィルム |
| JP2007169595A (ja) | 2005-11-24 | 2007-07-05 | Toray Ind Inc | コンデンサ用ポリプロピレンフイルム |
| EP1990353B1 (en) * | 2007-05-08 | 2009-08-05 | Borealis Technology Oy | Electrical insulation film |
| JP5664136B2 (ja) * | 2009-11-10 | 2015-02-04 | 東レ株式会社 | コンデンサ用二軸延伸ポリプロピレンフィルム、金属化フィルムおよびフィルムコンデンサ |
| US9093219B2 (en) * | 2010-06-29 | 2015-07-28 | Toray Industries, Inc. | Biaxially oriented polypropylene film, metallized film, and film capacitor |
-
2014
- 2014-10-21 CN CN201480059044.XA patent/CN105682892A/zh active Pending
- 2014-10-21 JP JP2014557635A patent/JP5776858B1/ja active Active
- 2014-10-21 WO PCT/JP2014/077888 patent/WO2015072291A1/ja not_active Ceased
- 2014-10-21 EP EP14862959.5A patent/EP3069850B1/en active Active
- 2014-10-21 KR KR1020167011436A patent/KR102299286B1/ko active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2015072291A1 (ja) | 2017-03-16 |
| KR102299286B1 (ko) | 2021-09-08 |
| KR20160086327A (ko) | 2016-07-19 |
| EP3069850A1 (en) | 2016-09-21 |
| EP3069850B1 (en) | 2018-08-29 |
| CN105682892A (zh) | 2016-06-15 |
| EP3069850A4 (en) | 2017-07-05 |
| WO2015072291A1 (ja) | 2015-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5776858B1 (ja) | 二軸配向ポリプロピレンフィルムおよびその製造方法 | |
| JP5920538B2 (ja) | 二軸配向ポリプロピレンフィルム | |
| JP5854180B1 (ja) | 二軸配向ポリプロピレンフィルム | |
| JP6658953B1 (ja) | ポリプロピレンフィルムおよびこれを用いた金属膜積層フィルム、フィルムコンデンサ | |
| JP6032386B1 (ja) | コンデンサ用二軸配向ポリプロピレンフィルム、金属積層フィルムおよびフィルムコンデンサ | |
| JP6572657B2 (ja) | ポリプロピレンフィルム | |
| JP6070864B2 (ja) | ポリプロピレンフィルムおよびフィルムコンデンサ | |
| JP6319293B2 (ja) | コンデンサ用二軸配向ポリプロピレンフィルム、金属化フィルム、およびフィルムコンデンサ | |
| JP6988244B2 (ja) | ポリプロピレンフィルムロール | |
| JP6682937B2 (ja) | コンデンサ用二軸配向ポリプロピレンフィルム、金属膜積層フィルム、およびフィルムコンデンサ | |
| WO2021166994A1 (ja) | ポリプロピレンフィルム、それを用いた金属膜積層フィルムおよびフィルムコンデンサ | |
| WO2020171163A1 (ja) | ポリプロピレンフィルムおよびこれを用いた金属膜積層フィルム、フィルムコンデンサ | |
| JP6885484B2 (ja) | ポリプロピレンフィルムおよびこれを用いた金属膜積層フィルム、フィルムコンデンサ | |
| JP7247919B2 (ja) | ポリプロピレンフィルムおよびこれを用いた金属膜積層フィルム、フィルムコンデンサ | |
| JP6988243B2 (ja) | ポリプロピレンフィルムロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150609 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150622 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5776858 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |