JP5759155B2 - 貼り薬の包装用積層フィルム及びそれを用いた貼り薬の包装袋 - Google Patents
貼り薬の包装用積層フィルム及びそれを用いた貼り薬の包装袋 Download PDFInfo
- Publication number
- JP5759155B2 JP5759155B2 JP2010268300A JP2010268300A JP5759155B2 JP 5759155 B2 JP5759155 B2 JP 5759155B2 JP 2010268300 A JP2010268300 A JP 2010268300A JP 2010268300 A JP2010268300 A JP 2010268300A JP 5759155 B2 JP5759155 B2 JP 5759155B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- packaging
- layer
- laminated film
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 106
- 239000000853 adhesive Substances 0.000 title claims description 67
- 230000001070 adhesive effect Effects 0.000 title claims description 54
- 239000010408 film Substances 0.000 claims description 257
- 239000012748 slip agent Substances 0.000 claims description 78
- -1 polyethylene Polymers 0.000 claims description 76
- 239000004698 Polyethylene Substances 0.000 claims description 57
- 229920000573 polyethylene Polymers 0.000 claims description 57
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 24
- 229910052782 aluminium Inorganic materials 0.000 claims description 24
- 239000011888 foil Substances 0.000 claims description 23
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 22
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 22
- 238000000034 method Methods 0.000 claims description 20
- 238000007789 sealing Methods 0.000 claims description 19
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 claims description 18
- 238000007646 gravure printing Methods 0.000 claims description 16
- 238000007639 printing Methods 0.000 claims description 16
- 239000010409 thin film Substances 0.000 claims description 16
- 238000001125 extrusion Methods 0.000 claims description 4
- 238000007645 offset printing Methods 0.000 claims description 4
- 239000011347 resin Substances 0.000 claims description 4
- 229920005989 resin Polymers 0.000 claims description 4
- 235000014113 dietary fatty acids Nutrition 0.000 claims description 3
- 229930195729 fatty acid Natural products 0.000 claims description 3
- 239000000194 fatty acid Substances 0.000 claims description 3
- 150000004665 fatty acids Chemical class 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 74
- 239000012790 adhesive layer Substances 0.000 description 21
- 238000000576 coating method Methods 0.000 description 14
- 239000011248 coating agent Substances 0.000 description 13
- 239000005022 packaging material Substances 0.000 description 10
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 9
- 238000002474 experimental method Methods 0.000 description 8
- 230000037303 wrinkles Effects 0.000 description 7
- 238000010030 laminating Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 229920013716 polyethylene resin Polymers 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 229920001684 low density polyethylene Polymers 0.000 description 5
- 239000004702 low-density polyethylene Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000005001 laminate film Substances 0.000 description 4
- 239000004576 sand Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000007767 bonding agent Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 241000251468 Actinopterygii Species 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 239000003978 infusion fluid Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000007721 medicinal effect Effects 0.000 description 1
- 229920006280 packaging film Polymers 0.000 description 1
- 239000012785 packaging film Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 235000019465 surimi Nutrition 0.000 description 1
Images







Landscapes
- Bag Frames (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Description
第1に、樹脂フィルムを含む積層フィルムにより構成された貼り薬の包装用積層フィルムであって、上記積層フィルムの一方の表面にスリップ剤を塗工したものであることを特徴とする貼り薬の包装用積層フィルムからなり上記スリップ剤は脂肪酸アマイド及びイソプロピルアルコールの混合物又はイソプロピルアルコールから構成されるものであることを特徴とする貼り薬の包装用積層フィルムにより構成される。
その結果、積層フィルムのシワの発生は防止できたが、フィルムの全体の厚みが増したため、フィルムがカットし難いという問題が発生した。
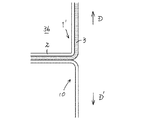
図7に示すように、基材フィルム2と該フィルム2上に貼り薬の粘着剤層3を塗工した幅(横幅)15mmの帯状貼付剤1’と、本発明に係る下記の構成の幅(横幅)15mmの包装用積層フィルム10を密着させた実験用包装材36を形成し、強制的に基材フィルム2を膨張させるために、この実験用包装材36を温度40℃、湿度80%の恒温恒湿器に6ヶ月間放置し、放置後において上記帯状貼付剤1’と上記包装用積層フィルム10を互いに反対方向(矢印D,D’方向)に引き離したときの、帯状貼付剤1’と包装用積層フィルム10の密着強度を測定した。実験は4個の実験用包装材36について密着強度試験を行い、密着強度の平均値を求めた。測定結果を表1に示す。
(構成)図1に示す包装用積層フィルム10
ポリエチレンテレフタレートフィルム11(厚み16μm)/押出しポリエチレンフィルム12(厚み15μm)/アルミニウム箔のフィルム13(厚み10μm)/押出しポリエチレンフィルム14(厚み30μm)(スリップ剤15塗工(厚み1μm〜2μm))

スリップ剤を塗工しない下記の15mm幅(横幅)の積層フィルムを用い、上記(1)と同様の15mm(横幅)の帯状貼付剤1’と貼り合わせ、強制的に基材フィルム2を膨張させるために、上記(1)と同様に、この比較実験用包装材を温度40℃、湿度80%の恒温恒湿器に6ヶ月間放置し、放置後において上記帯状貼付剤1’と積層フィルムを互いに反対方向(矢印D,D’方向)に引き離したときの、帯状貼付剤1’と積層フィルムとの密着強度を測定した。実験は4つの比較実験用包装材について密着強度試験を行い、密着強度の平均値を求めた。測定結果を表2に示す
(構成)スリップ剤が塗工されていない積層フィルム
ポリエチレンテレフタレートフィルム(厚み16μm)/押出しポリエチレンフィルム(厚み15μm)/アルミニウム箔のフィルム(厚み10μm)/押出しポリエチレンフィルム(厚み30μm)(スリップ剤塗工なし)
帯状貼付剤1’と包装用積層フィルム10の密着強度は、握力の低下したお年寄り等でも容易にシート状貼付剤1を取り出すことができることを前提として、5.9N/15mm以下の密着強度を目標とした。
また、従来のようにスリップ剤をフィルム原材料中に混合する場合と比較して、スリップ剤を積層フィルムのシール面の表面に塗工することにより、シール面の表面におけるスリップ剤の効果を長期間に亘り持続させることができる。
10 包装用積層フィルム
10’,10” 積層フィルム
11 ポリエチレンテレフタレートフィルム
12 押出しポリエチレンフィルム
13 アルミニウム箔によるフィルム
14 押出しポリエチレンフィルム
15 スリップ剤
15’ 薄膜層
Claims (7)
- 樹脂フィルムを含む積層フィルムにより構成された貼り薬の包装用積層フィルムであって、
上記積層フィルムの一方の表面にスリップ剤を塗工したものであることを特徴とする貼り薬の包装用積層フィルムからなり、
上記スリップ剤は脂肪酸アマイド及びイソプロピルアルコールの混合物又はイソプロピルアルコールから構成されるものであることを特徴とする貼り薬の包装用積層フィルム。 - 上記積層フィルムの一方の表面を構成するフィルムは、押出し成形により積層されたシール面としての押出しポリエチレンフィルムであり、
上記押出しポリエチレンフィルムの上記表面に上記スリップ剤が塗工されたものであることを特徴とする請求項1記載の貼り薬の包装用積層フィルム。 - 上記スリップ剤は、上記積層フィルムの上記一方の表面に、グラビア印刷又はオフセット印刷又はフレキソ印刷の手法により薄膜状に塗工されたものであることを特徴とする請求項1又は2記載の貼り薬の包装用積層フィルム。
- 上記スリップ剤の厚みは1μm〜2μmであることを特徴とする請求項1〜3の何れかに記載の貼り薬の包装用積層フィルム。
- 上記積層フィルムは、第1層がポリエチレンテレフタレートフィルム、第2層が押出しポリエチレンフィルム、第3層がアルミニウム箔のフィルム、第4層が押出しポリエチレンフィルムであることを特徴とする請求項1〜4の何れかに記載の貼り薬の包装用積層フィルム。
- 上記第1層のポリエチレンテレフタレートフィルムの厚みが9μm〜25μm、第2層の押出しポリエチレンフィルムの厚みが13μm〜25μm、第3層のアルミニウム箔のフィルムの厚みが7μm〜28μm、第4層の押出しポリエチレンフィルムの厚みが13μm〜35μmであることを特徴とする請求項5記載の貼り薬の包装用積層フィルム。
- 上記包装用積層フィルムの2枚を、上記スリップ剤が塗工された上記積層フィルムの一方の表面を対向配置した状態で両フィルムの周辺をシールすることにより構成したものであることを特徴とする請求項1〜6の何れかの貼り薬の包装用積層フィルムを用いた貼り薬の包装袋。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010268300A JP5759155B2 (ja) | 2010-12-01 | 2010-12-01 | 貼り薬の包装用積層フィルム及びそれを用いた貼り薬の包装袋 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010268300A JP5759155B2 (ja) | 2010-12-01 | 2010-12-01 | 貼り薬の包装用積層フィルム及びそれを用いた貼り薬の包装袋 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012116532A JP2012116532A (ja) | 2012-06-21 |
| JP5759155B2 true JP5759155B2 (ja) | 2015-08-05 |
Family
ID=46499866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010268300A Active JP5759155B2 (ja) | 2010-12-01 | 2010-12-01 | 貼り薬の包装用積層フィルム及びそれを用いた貼り薬の包装袋 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5759155B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6818261B2 (ja) * | 2020-06-15 | 2021-01-20 | 大日本印刷株式会社 | バイオマス由来の樹脂層を備えた積層体 |
| JP2021049784A (ja) * | 2020-12-15 | 2021-04-01 | 大日本印刷株式会社 | バイオマス由来の樹脂層を備えた積層体 |
| CN113547754A (zh) * | 2021-07-19 | 2021-10-26 | 江苏康隆迪超净科技有限公司 | 一种烟气排放系统用ptfe过滤袋的高温覆膜装置及其覆膜方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0618472Y2 (ja) * | 1989-08-10 | 1994-05-18 | 東レ株式会社 | おにぎり包装用フィルム及び材料 |
| JP3647568B2 (ja) * | 1996-08-26 | 2005-05-11 | 株式会社興人 | 食品包装用ストレッチシュリンクフィルム及びその製造方法 |
| JP5041577B2 (ja) * | 2006-03-27 | 2012-10-03 | 竹本油脂株式会社 | 包装用積層フィルム及びその製造方法 |
| JP2008127042A (ja) * | 2006-11-20 | 2008-06-05 | Dainippon Printing Co Ltd | 貼付薬用包装袋 |
| JP2008213199A (ja) * | 2007-03-01 | 2008-09-18 | Matsushita Electric Ind Co Ltd | 熱収縮性積層フィルム、熱収縮性積層フィルムの製造方法、容器、容器の製造方法 |
| JP2009274768A (ja) * | 2009-08-12 | 2009-11-26 | Nitto Denko Corp | 薬物含有粘着シートの包装構造 |
-
2010
- 2010-12-01 JP JP2010268300A patent/JP5759155B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012116532A (ja) | 2012-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2243979C (en) | Method to achieve easy-opening flexible packaging laminates and packaging materials made therefrom | |
| JP3279668B2 (ja) | クーポン券付インモールド用ラベル | |
| JP5759155B2 (ja) | 貼り薬の包装用積層フィルム及びそれを用いた貼り薬の包装袋 | |
| JP2013049474A (ja) | イージーピール性包装袋 | |
| JP3145133B2 (ja) | クーポン券付インモールド用ラベル | |
| JP5948912B2 (ja) | 易引裂き性エンボスフィルム及びこれを用いた包装材料 | |
| JP5953651B2 (ja) | 液体用紙容器 | |
| JP4092762B2 (ja) | レトルトパウチ用包装材料の製造方法 | |
| JP2556787B2 (ja) | シリコーンの部分コーティング方法及び積層材料の製造方法 | |
| JP2004082510A (ja) | 包装材料 | |
| JP3495338B2 (ja) | 手切れ性及びデッドフォールド性に優れた包装用構成体 | |
| JP7442303B2 (ja) | 易引裂き性包装材料およびその製造方法、包装用袋 | |
| JP2019014482A (ja) | 包装材料および包装袋 | |
| EP4028335B1 (en) | Flexible packaging with internal release | |
| JP5810603B2 (ja) | 非吸着性を有するイージーピール包装袋の製造方法 | |
| JP2014015234A (ja) | 背貼り包装袋 | |
| JP6627457B2 (ja) | 包装体 | |
| JP2014162538A (ja) | 自立性包装袋およびその製造方法 | |
| JP3853381B2 (ja) | フタ材 | |
| JPH11198295A (ja) | ブリスタートレー用フィルム及びブリスタートレー及びブリスターパック | |
| JP2019085158A (ja) | 包装袋及びその製造方法 | |
| JP2002144473A (ja) | アルミニウム箔を用いた包装材料と該包装材料を使用した紙製容器 | |
| JP2003072773A (ja) | 易開封性の包装用袋および包装体 | |
| JP2012066535A (ja) | 非吸着性包装材料およびその製造方法 | |
| JP2003127303A (ja) | シート及びこれを使用した1個ケース |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140728 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140902 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150605 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5759155 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |