JP5757263B2 - 熱間圧延における平坦形状制御方法及び製造装置 - Google Patents
熱間圧延における平坦形状制御方法及び製造装置 Download PDFInfo
- Publication number
- JP5757263B2 JP5757263B2 JP2012057298A JP2012057298A JP5757263B2 JP 5757263 B2 JP5757263 B2 JP 5757263B2 JP 2012057298 A JP2012057298 A JP 2012057298A JP 2012057298 A JP2012057298 A JP 2012057298A JP 5757263 B2 JP5757263 B2 JP 5757263B2
- Authority
- JP
- Japan
- Prior art keywords
- flat shape
- crown
- setting
- control means
- change
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Control Of Metal Rolling (AREA)
Description
また、特許文献2などによる平坦形状予測手段の精度向上では、予測値と測定値との偏差をロールプロフィル誤差として学習する際に形状変化係数を用いているが、形状変化係数自体に含まれる誤差を修正することが出来ないという問題がある。
また、非特許文献1などによる形状変化係数の決定方法では、圧延前後の板クラウン、平坦形状を測定する必要があり、圧延機の入側および出側に計測機器が必要となるためコストが増加するという問題がある。また板幅方向について代表する1点での形状変化係数を求めることから、圧延材によって平坦形状の制御位置が板幅方向に変化する場合に対応できないという問題がある。
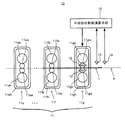
なお、ここでは図示及び説明は省略するが、熱間仕上げ圧延機列11より入側には、加熱炉や粗圧延機列等が配置され、熱間仕上げ圧延機列11に入るための圧延材の条件を整えている。また、熱間仕上げ圧延機列11の出側には、ピンチロール、ホットラン冷却装置、及び巻き取り装置等、製造された圧延材をコイル状に巻き取るための各装置が配置されている。
本実施形態では熱間仕上げ圧延機列11は、7機の圧延機11a、…、11f、11gが通板方向に沿って配列されている。それぞれの圧延機11a、…、11f、11gは、いわゆる各スタンドを構成する圧延機で、最終製品において必要とされる圧延材1の厚さ、機械的性質、表面品質等の条件を満たすことができるように圧下率等の圧延条件が設定されている。ここで、各スタンドの圧下率は製造される圧延材が有するべき性能を満たすように設定される。

最終スタンド11gより一つ上流側に配置されたスタンド11fのサーマルクラウンが変化する様子の一例を図2に示す。これは、同一チャンス(ワークロールを交換することなく圧延が行われる機会。)内の10コイル目の計算値である。図2において、時間T1以内ではサーマルクラウンを一定とみなせると仮定すると、時間T1以内では最終スタンド11gの入側における板クラウンは等しくなる。従って、時間T1以内にフィードバック制御によってワークロールベンダの制御量をJ[kN/ch]変更した圧延材について、式(4)が成立する。ここで[kN/ch]はワークロールベンダのチョックあたりの変更量である。
(b)は最終スタンドで圧延された圧延材の先端が平坦形状計13に達した場面である。ここで最終スタンドから平坦形状計までの距離をL[m]とし、その圧延材速度をV[m/s]としたとき、その時間はL/V[s]で表される。そして当該(b)から平坦形状測定が開始される。また、(a)から(b)までは圧延条件Aで圧延が行われる。この圧延条件Aは、ワークロールベンダ12の条件が変更される前の条件である。
(c)は時間tm1[s]の間、平坦形状測定が行われた場面を示した場面で、ここで平坦形状の計測を完了する。これにより伸び差率εl(i)を演算して得ることができる。
(d)は(c)からフィードバック制御が開始されるまでの時間的遅延tf[s]の間に圧延が進行した場面である。すなわち、ここから先はフィードバック制御によりワークロールベンダの制御量が大きく変更される圧延条件Bで圧延が行われる。
(f)は時間tm2[s]の間、板クラウン測定が行われた場面を示した場面で、ここで板クラウンの計測を完了する。これにより出側板厚h(i)を演算して得ることができる。
(g)はワークロールベンダ12の制御量をJ[kN/ch]変更完了させた場面である。(d)でフィードバック制御によってワークロールベンダの制御量の変更が開始されてから時間的遅延tが経過している。そしてここからワークロールベンダ12の制御後の条件である圧延条件Cにより行われる。
図5に方法S10のフロー図を示した。方法S10は工程S11〜工程S16を有している。
過程S12では製造装置10に備えられた平坦形状計13および板クラウン計14により圧延材の平坦形状および板クラウン測定値を得て、過程S13に進む。
10 圧延材の製造装置
11 熱間仕上げ圧延機列
11g 最終スタンド
12 ワークロールベンダ(平坦形状制御手段)
13 平坦形状計
14 板クラウン計
Claims (3)
- 圧延機の最終スタンド出側のみで圧延材の平坦形状制御手段の設定変更前の板クラウンおよび伸び差率を1点測定する工程と、
前記平坦形状制御手段の設定を変更し、該設定変更後の板クラウンおよび伸び差率を1点測定する工程と、
前記平坦形状制御手段の前記設定変更前後の板クラウンおよび伸び差率から形状変化係数を求める工程と、
求めた前記形状変化係数を次材の前記形状制御手段の設定計算に反映する工程と、を含む圧延材の製造方法。 - 圧延機の最終スタンド出側のみで圧延材の平坦形状制御手段の設定変更前の板クラウンおよび伸び差率を板幅方向に2点以上測定する工程と、
前記平坦形状制御手段の設定を変更し、該設定変更後の板クラウンおよび伸び差率を前記測定と同数の点で測定する工程と、
前記平坦形状制御手段の前記設定変更前後の板クラウンおよび伸び差率から形状変化係数を求める工程と、
求めた前記形状変化係数を次材の前記形状制御手段の設定計算に反映する工程と、を含む圧延材の製造方法。 - 圧延機と、
前記圧延機のワークロールに配置される平坦形状制御手段と、
前記圧延機の最終スタンド出側のみに設置された平坦形状計と、
前記圧延機の前記最終スタンド出側のみに設置された板クラウン計と、
前記平坦形状計および前記板クラウン計から測定結果を取得して前記平坦形状制御手段の設定変更前の板クラウンおよび伸び差率を算出し、前記平坦形状制御手段の設定を変更し、該設定変更後にも前記平坦形状計および前記板クラウン計から測定結果を取得して板クラウンおよび伸び差率を算出するとともに、前記平坦形状制御手段の前記設定変更前後の板クラウンおよび伸び差率から形状変化係数を求め、求めた前記形状変化係数に基づいて次材の前記平坦形状制御手段の設定計算を演算する平坦形状制御演算手段と、を備える圧延材の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012057298A JP5757263B2 (ja) | 2012-03-14 | 2012-03-14 | 熱間圧延における平坦形状制御方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012057298A JP5757263B2 (ja) | 2012-03-14 | 2012-03-14 | 熱間圧延における平坦形状制御方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013188777A JP2013188777A (ja) | 2013-09-26 |
| JP5757263B2 true JP5757263B2 (ja) | 2015-07-29 |
Family
ID=49389600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012057298A Active JP5757263B2 (ja) | 2012-03-14 | 2012-03-14 | 熱間圧延における平坦形状制御方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5757263B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101770072B1 (ko) * | 2016-09-20 | 2017-08-22 | 현대제철 주식회사 | 레벨링 제어 장치 및 방법 |
| EP3632583A1 (de) * | 2018-10-03 | 2020-04-08 | Primetals Technologies Germany GmbH | Entkoppelte einstellung von kontur und planheit eines metallbandes |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3253013B2 (ja) * | 1997-10-06 | 2002-02-04 | 川崎製鉄株式会社 | 熱間圧延における板クラウン・形状制御方法 |
| JP2008043967A (ja) * | 2006-08-11 | 2008-02-28 | Kobe Steel Ltd | 熱間圧延における板形状の制御方法 |
-
2012
- 2012-03-14 JP JP2012057298A patent/JP5757263B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013188777A (ja) | 2013-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5003483B2 (ja) | 圧延ラインの材質予測および材質制御装置 | |
| JP5054369B2 (ja) | 巻取り温度制御装置および制御方法 | |
| JP4701742B2 (ja) | 金属帯の形状予測方法ならびに予測形状に基づく形状判定方法および形状矯正方法 | |
| JP4957663B2 (ja) | 熱延鋼板の製造方法および製造装置 | |
| JP5811046B2 (ja) | 熱延鋼板の温度むら予測方法、平坦度制御方法、温度むら制御方法、及び、製造方法 | |
| JP5757263B2 (ja) | 熱間圧延における平坦形状制御方法及び製造装置 | |
| CN106914495A (zh) | 一种热轧带钢镰刀弯控制方法及系统 | |
| JP6558060B2 (ja) | 厚鋼板の冷却制御方法、冷却制御装置、製造方法、および、製造装置 | |
| JP4696775B2 (ja) | 板幅制御方法および装置 | |
| JP2005297015A (ja) | 巻取温度制御装置 | |
| JP5971293B2 (ja) | 調質圧延機の制御装置及び制御方法 | |
| JP2002045908A (ja) | 金属板の平坦度制御方法及び装置 | |
| JP6900866B2 (ja) | 圧延スケジュール作成装置、圧延スケジュール作成方法、およびプログラム | |
| JP4262142B2 (ja) | 金属板の形状予測方法及び金属板の製造方法 | |
| CN114029346B (zh) | 一种适用于自由规程轧制的精轧机组辊缝调平修正方法 | |
| JP4423763B2 (ja) | 鋼板の製造法 | |
| JP6772918B2 (ja) | 圧延制御方法、圧延制御装置及びプログラム | |
| JP5195528B2 (ja) | 常温時のキャンバー量予測方法及びこれを用いる操業方法 | |
| KR19990052681A (ko) | 열연 판 폭방향 두께 프로파일을 고려한 고정도 판 크라운 예측방법 | |
| JPH08267114A (ja) | 冷間圧延におけるエッジドロップ制御圧延方法 | |
| JP3719226B2 (ja) | 板プロフィルの良好な金属板の製造方法 | |
| KR20140115410A (ko) | 압연기의 압연속도 제어장치 및 방법 | |
| JP2005177818A (ja) | 冷間圧延における形状制御方法 | |
| WO2024135050A1 (ja) | 粗圧延材の幅予測方法、粗圧延材の幅制御方法、熱延鋼板の製造方法、及び粗圧延材の幅予測モデルの生成方法 | |
| JP2018122319A (ja) | 不等辺不等厚山形鋼の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141020 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141028 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150520 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5757263 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |