JP5717216B2 - 梱包箱用のカットアウトを移送する方法および装置 - Google Patents
梱包箱用のカットアウトを移送する方法および装置 Download PDFInfo
- Publication number
- JP5717216B2 JP5717216B2 JP2013501886A JP2013501886A JP5717216B2 JP 5717216 B2 JP5717216 B2 JP 5717216B2 JP 2013501886 A JP2013501886 A JP 2013501886A JP 2013501886 A JP2013501886 A JP 2013501886A JP 5717216 B2 JP5717216 B2 JP 5717216B2
- Authority
- JP
- Japan
- Prior art keywords
- cutout
- suction
- stack
- magazine
- cutouts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G59/00—De-stacking of articles
- B65G59/02—De-stacking from the top of the stack
- B65G59/04—De-stacking from the top of the stack by suction or magnetic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/0816—Suction grippers separating from the top of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/46—Supplementary devices or measures to assist separation or prevent double feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/042—Feeding sheets or blanks using rolls, belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/06—Feeding sheets or blanks from stacks
- B31B50/066—Feeding sheets or blanks from stacks from above a magazine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/07—Feeding sheets or blanks by air pressure or suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/512—Changing form of handled material
- B65H2301/5121—Bending, buckling, curling, bringing a curvature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/23—Coordinates, e.g. three dimensional coordinates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/42—Cameras
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2555/00—Actuating means
- B65H2555/30—Multi-axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1764—Cut-out, single-layer, e.g. flat blanks for boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1766—Cut-out, multi-layer, e.g. folded blanks or boxes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manipulator (AREA)
- Making Paper Articles (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
Description
傾斜した垂直マガジンから吸引カップでボール紙のブランク(blank:処理前板紙)をピックアップした後、ブランクまたはカットアウトが糊付けされ、その後、セクション(部分)がそのような方式で作られた箱の底および/または壁を引き寄せて、閉じる前にボリューム体上に置かれて形成される。
スタックが、垂直であり、スタックの最上部のカットアウトが、カメラにより位置決めされる工程、
前記カットアウトが、スタックの残りから事前に分離され、この方式で位置決めされた最上部のカットアウトが、吸引手段により把持される工程、
前記カットアウトが、ロボットアームにより移動され、後に続くか、またはそれの前の形成用の次のステーションでリリースされる工程、および
次の最上部カットアウトで、上記した各工程のサイクルが繰り返される工程を特徴とする方法を提案する。
− カットアウトが、形成ステーションである次のステーションの前に、糊付けされる工程;
− 方法が、1分間当たり30回を超えるサイクルを含む工程;
− マガジンが、カットアウトの複数の列および/または複数のスタックを含み、最上部のカットアウトが、前記各列または各スタックからピックアップされる工程;
− 複数のロボットアームが、交互にオペレーティングに使用される工程;
− カットアウトのマガジンが、パレットにより形成され、パレットが、リフト装置上に配置され、パレットの最上部が、監視およびピックアップ面までリフトされ、最上部のカットアウトが、検出され、前記カットアウトが、次のステーションに運ばれるために吸引により把持される工程;
− 最上部のカットアウトが、マガジンの上方に配置され、前記マガジンに対して中心出しされた少なくとも一つのデジタルカメラにより検出され、最上部のカットアウトが、撮影され、この方式で得られたデータが、最上部のカットアウトを決定するために、コンピュータに送信される工程;
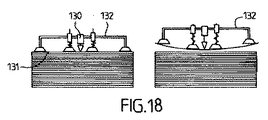
− 最上部のカットアウトが、ノッチおよび各カットアウト間の重なりにより生成される影を発生させるために角度をつけた方式で照らされ、下部にあるため、それらの全ての影ゾーンを有していないカットアウトが、分離される工程;
− 最上部のカットアウトを位置決めするために、ピックアップ面内の最もシャープであるカットアウトが決定される工程;
− ピックアップ面内で位置決めされるカットアウトの寸法、およびカメラまたは複数のカメラによって得られる画像から、四つ以上の影ゾーンの存在、および前記ゾーン間の距離が演算され、基準位置に対するカットアウトの重心および角度が演算され、演算の結果が、吸引ツールが提供されたロボットアームに送信され、前記吸引ツールが、ロボットが前記ツールによる吸引によってカットアウトを把持する前に、カットアウトのラインアップと位置合わせするために移動される工程;
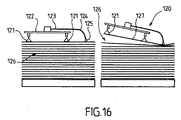
− 事前分離を実行し、吸引カップが、吸引により最上部のカットアウトを把持するために、カットアウトの異なる複数のポイントに位置付けられ、その後、少なくとも一つの横方向の空気の入口を作成するために、カットアウトの一部分をブロックしながら、カットアウトの一つまたは複数の側面側でリフトが始められる工程;
− 形成が、キャビティ内でのパンチング動作によって達成される工程;
− 箱が、形成ステーションで、所定のボリューム体の周囲にカットアウトを巻き付けることにより形成される工程;
− 最上部のカットアウトが、ロボットアームにより垂直軸に沿って移動される吸引カップによって、4m/s〜6m/sを含む移送速度で、形成ステーションに運ばれる工程;
− カットアウトが、ロボットアームがマウントされた二つのキャリッジ(carriage:運び台)を有する要素により形成ステーションに移送され、前記要素が、電気モータを有するベルトとプーリーの構成を含む駆動システムにより作動する工程;
− 箱が、固定用タブにより終端された少なくとも四つの一連の主要なセクションを含むカットアウトから形成され、前記各セクションが、互いに平行な第一の折曲線により一緒に接続され、前記一連の各セクションが、箱の外側壁を形成し、前記第一の折曲線に直角に交わる第二の折曲線により、一つの側面側で一連の各フラップに接続されて箱の底を形成する工程;
− 箱が、中央パネル、および四つの横方向周辺フラップを含むカットアウトから形成される工程;および
− 方法が、ロボットに取り上げられた後、かつ次のステーションで降ろされる前の、ラインアップ工程を含む。
スタックが垂直であり、
前記装置が、
カメラによりスタックの最上部上のカットアウトを位置決めする手段と、
前記カットアウトを、スタックの残りに対して分離させる手段と、
前記カットアウトを、少なくとも四つの吸引カップを含むセットを含む吸引により把持する手段と、
前記カットアウトを、最上部にある次のカットアウトを把持するために取り出しに戻る前に、その形成に関する次のステーションへ横方向に移動させるためのロボットアームと、
を含むことを特徴とする装置にも関する。
− 装置が、次のステーションの前に、カットアウトを糊付けする手段も含む;
− マガジンが、カットアウトの複数の列、および/または複数のスタックを含み、最上部のカットアウトが、前記列またはスタックから把持される;
− 前記装置が、交互にオペレーティングされる複数のロボットアームを含む;
− カットアウトのマガジンが、パレットにより形成され、装置が、監視およびピックアップ面までパレットをリフトするリフトプラットフォームと、前記監視面を目視検出する手段とを含む;
− 装置が、マガジンの上方に配置され、前記マガジンに対して中心出しされた少なくとも一つのデジタルカメラと、この方式で得られたデジタル画像をコンピュータに格納し、送信する手段と、最上部のカットアウトを決定するために、この方式で得られたデータを演算する手段とを含む;
− 前記装置が、ノッチおよび/またはカットアウト間の重なりにより生成される影を発生させるために角度をつけた方式で、最上部のカットアウトを照明する手段と、関連カットアウトを選択する手段と、を含み、前記各手段が、下部にあるため、その各影ゾーンをすべて有していないカットアウトを分離させるように構成される。角度をつけた方式で照明するという用語は、カットアウトの面に対して、水平、または30°未満、例えば、15°の角度を指す;
− 前記装置が、最上部のカットアウトを位置決めするために、ピックアップ面内の最もシャープであるカットアウトを選択する手段を含む;
− 装置が、ピックアップ面内に位置決めされたカットアウトの寸法、およびカメラまたは複数のカメラにより得られた画像を格納する手段と、四つ以上の影ゾーンの存在、および前記各ゾーン間の距離を演算する手段と、基準位置に対するカットアウトの重心および角度を演算する手段と、演算の結果を、吸引ツールが提供されたロボットアームに送信する手段と、前記吸引ツールを、前記ツールによる吸引による把持の前に、カットアウトのラインアップと位置合わせする手段と、を含む;
− 最上部のカットアウトを分離させる手段が、カットアウトの一部分をブロックしながら、少なくとも一つの横方向の空気の入口を作成するために、カットアウトの一つまたは複数の側面側をリフトするよう構成された要素を含む;
− 装置が、キャビティ内でのパンチング動作による形成用のステーションを含む;
− 前記装置が、所定のボリューム体の周囲にカットアウトを巻き付けることによる形成用のステーションを含む;
− 前記装置が、ロボットアームがマウントされた二つのキャリッジを有する要素を含み、電気モータを有するベルトとプーリの構成を前記要素が含む駆動システムにより作動する。
Claims (27)
- ボール紙または段ボール紙材料のシートで作られて、ノッチを含むカットアウトの少なくとも一つのスタック(4、5)によって形成されたマガジン(3)から、多角形の断面を有する梱包用の箱(2)を作成するためのカットアウト(6)を移送する方法であって、
前記スタックが、垂直であり、前記スタックの最上部の前記カットアウト(6)が、カメラにより位置決めされる工程(77、78、79、80、81、82、83、84)であって、前記カメラによる位置決めが、前記マガジンの上方に配置され、前記マガジンに対して中心出しされた少なくとも一つのデジタルカメラ(10)により提供され、
前記最上部の前記カットアウトが、撮影され、
そして、この方式で得られたデータが、前記最上部の前記カットアウト(6)を決定するために、コンピュータに送信され、
前記最上部の前記カットアウトが、前記ノッチおよび各カットアウト間の重なりにより生成される影を発生させるために角度をつけた方式で、照らされ(77、78)、
下部にあるため、それらの全ての影ゾーンを有していないカットアウトが、無視される(79、80、81)工程、
前記最上部のカットアウトが、スタックの残りから事前に分離され、この方式で位置決めされた前記最上部のカットアウトが、吸引手段により把持される工程(85)、
前記カットアウトが、ロボットアームにより移動され、後に続くか、またはそれの前に形成用の次のステーションでリリースされる工程(86)、および
次の前記最上部カットアウトで、上記した各工程のサイクルが繰り返される工程(87)を含む、方法。 - 前記カットアウトが、形成ステーション(18)である前記次のステーションの前に、糊付けされる、
ことを特徴とする請求項1に記載の方法。 - 前記方法が、1分間当たり30回を超えるサイクルを含む、
ことを特徴とする請求項1又は2に記載の方法。 - 前記マガジン(3)が、カットアウトの複数の列および/または複数のスタックを含み、前記最上部のカットアウトが、前記各列または各スタックからピックアップされる、
ことを特徴とする請求項1〜3のいずれか一項に記載の方法。 - 複数のロボットアーム(17)が、交互にオペレーティングに使用される
ことを特徴とする請求項1〜4のいずれか一項に記載の方法。 - 前記カットアウトのマガジン(3)が、パレット(19)により形成され、
前記パレットが、リフト装置上に配置され、
前記パレットの前記最上部が、監視およびピックアップ面までリフトされ、
前記最上部のカットアウトが、検出され、
前記カットアウトが、前記次のステーションに運ばれるために吸引により把持される
ことを特徴とする請求項1〜5のいずれか一項に記載の方法。 - 前記最上部の前記カットアウトを位置決めするために、前記ピックアップ面内の最もシャープであるカットアウトが決定される、
ことを特徴とする請求項5に記載の方法。 - ピックアップ面内で位置決めされる前記カットアウトの寸法、およびカメラまたは複数のカメラによって得られる画像から、
四つ以上の影ゾーンの存在、および前記ゾーン間の距離が演算され、
基準位置に対する前記カットアウトの重心および角度が演算され(82)、
前記演算の結果が、吸引ツールが提供された前記ロボットアーム(17)に送信され、
そして、前記吸引ツールが、前記ロボットが前記ツールによる吸引によって前記カットアウトを把持する前に、前記カットアウトのラインアップと位置合わせするために移動される、
ことを特徴とする請求項5から7のいずれか一項に記載の方法。 - 複数の吸引カップ(15)が、
吸引により前記最上部の前記カットアウトを把持するために、前記カットアウト(6)の異なる複数のポイントに位置付けられ、
その後、少なくとも一つの横方向の空気の入口を作成するために、前記カットアウトの一部分をブロックしながら、前記カットアウトの一つまたは複数の側面側でリフトが始められる、
ことを特徴とする請求項1〜8のいずれか一項に記載の方法。 - 前記形成が、キャビティ(105)内でのパンチング動作によって達成される、
ことを特徴とする請求項1〜9のいずれか一項に記載の方法。 - 前記箱が、前記形成ステーションで、所定のボリューム体(104、185)の周囲に前記カットアウトを巻き付けることにより形成される、
ことを特徴とする請求項8〜10のいずれか一項に記載の方法。 - 前記最上部の前記カットアウトが、前記ロボットアームにより垂直軸に沿って移動される吸引カップによって、4m/s〜6m/sを含む移送速度で、前記形成ステーションに運ばれる、
ことを特徴とする請求項1〜11のいずれか一項に記載の方法。 - 前記カットアウトが、前記ロボットアームがマウントされた二つのキャリッジを有する要素により前記形成ステーションに移送され、
前記要素が、電気モータを有するベルトとプーリの構成を含む駆動システムにより作動する、
ことを特徴とする請求項12に記載の方法。 - 前記箱が、固定用タブにより終端された少なくとも四つの一連の主要なセクションを含むカットアウトから形成され、
前記各セクションが、互いに平行な第一の折曲線により一緒に接続され、
前記一連の各セクションが、前記箱の外側壁を形成し、前記第一の折曲線に直角に交わる第二の折曲線により、一つの側面側で一連の各フラップに接続されて前記箱の底を形成する、
ことを特徴とする請求項1〜13のいずれか一項に記載の方法。 - 前記箱が、中央パネル、および四つの横方向周辺フラップを含むカットアウトから形成される、
ことを特徴とする請求項1〜13のいずれか一項に記載の方法。 - 前記方法が、前記ロボットに保持された後、かつ前記次のステーションで降ろされる前の、マーキング工程を含む、
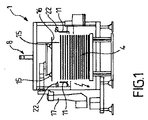
ことを特徴とする請求項1〜15のいずれか一項に記載の方法。 - ボール紙または段ボール紙材料のシートから作られて、ノッチ(7)を含むカットアウト(6)の少なくとも一つのスタック(4、5)によって形成されたマガジン(3)から、多角形の断面を有する梱包用の箱(2)を作成するためのカットアウトを移送する装置(1)であって、
前記スタックが垂直であり、
前記装置が、
カメラ(10)により前記スタックの最上部(9)上の前記カットアウト(12)を位置決めする手段(8)を含み、
前記手段は、前記マガジンの上方に配置され、前記マガジンに対して中心出しされた少なくとも一つのデジタルカメラ(10)と、この方式で得られたデジタル画像をコンピュータに格納し、送信する手段と、前記最上部の前記カットアウトを決定するために、この方式で得られたデータを演算する手段と、前記ノッチおよび/またはカットアウト間の重なりにより生成される影を発生させるために角度をつけた方式で、前記最上部の前記カットアウトを照明する手段(22)と、関連カットアウトを選択する手段であって、下部にあるためにその各影ゾーンのすべてを有していない前記カットアウトを無視するように構成されている手段と、を含み、
前記装置は、さらに、前記カットアウト(12)を、前記スタックの残りに対して分離させる手段(11)と、
前記カットアウト(12)を、少なくとも四つの吸引カップ(15)を含むセットを含む吸引により把持する手段(14)と、
前記カットアウトを、前記最上部にある次のカットアウトを把持するために取り出しに戻る前に、その形成(18)に関する次のステーション(17´)へ横方向に移動させるためのロボットアーム(17)と、
を含む、
ことを特徴とする装置。 - 前記装置が、前記次のステーション(18)の前に、前記カットアウトを糊付けする手段も含む、
ことを特徴とする請求項17に記載の装置。 - 前記マガジン(3)が、カットアウトの複数の列、および/または複数のスタックを含み、
前記最上部の前記カットアウトが、前記列またはスタックから把持される、
ことを特徴とする請求項17または18に記載の装置。 - 前記装置が、交互にオペレーティングされる複数のロボットアーム(17)を含む、
ことを特徴とする請求項17〜19のいずれか一項に記載の装置。 - カットアウトの前記マガジンが、パレット(19)により形成され、
前記装置が、
監視およびピックアップ面(21)まで前記パレットをリフトするリフトプラットフォーム(20)と、
前記最上部の前記カットアウトを目視検出する手段と
を含む、
ことを特徴とする請求項17〜20のいずれか一項に記載の方法。 - 前記装置が、前記最上部の前記カットアウトを位置決めするために、ピックアップ面内の最もシャープであるカットアウトを選択する手段を含む、
ことを特徴とする請求項17に記載の装置。 - 前記装置が、
ピックアップ面内に位置決めされた前記カットアウトの寸法、およびカメラまたは複数の前記カメラ(10)により得られた前記画像を格納する手段と、
四つ以上の影ゾーンの存在、および前記各ゾーン間の距離を演算する手段と、
基準位置に対する前記カットアウト(54)の重心(58)および角度を演算する手段と、
前記演算の結果を、吸引ツールが提供されたロボットアーム(17)に送信する手段と、
前記吸引ツールを、前記ツールによる吸引による把持の前に、前記カットアウトのラインアップと位置合わせする手段と、
を含む、
ことを特徴とする請求項17〜22のいずれか一項に記載の装置。 - 前記最上部の前記カットアウトを分離させる前記手段が、前記カットアウトの一部分をブロックしながら、少なくとも一つの横方向の空気の入口を作成するために、前記カットアウトの一つまたは複数の側面側をリフトするように構成された要素を含む、
ことを特徴とする請求項17〜23のいずれか一項に記載の装置。 - 前記装置が、キャビティ(105)内でのパンチング動作による形成用のステーションを含む、
ことを特徴とする請求項17〜24のいずれか一項に記載の装置。 - 前記装置が、所定のボリューム体(104、185)の周囲に前記カットアウトを巻き付けることによる形成用のステーションを含む、
ことを特徴とする請求項17〜24のいずれか一項に記載の装置。 - 前記装置が、ロボットアームがマウントされた二つのキャリッジを有する要素を含み、電気モータを有するベルトとプーリの構成を前記要素が含む駆動システムにより作動する、
ことを特徴とする請求項17〜26のいずれか一項に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1001279 | 2010-03-29 | ||
| FR1001279A FR2957905B1 (fr) | 2010-03-29 | 2010-03-29 | Procede et dispositif de transfert de decoupes pour boites d'emballage |
| PCT/FR2011/000181 WO2011124782A1 (fr) | 2010-03-29 | 2011-03-28 | Procede et dispositif de transfert de decoupes pour boites d'emballage |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013523560A JP2013523560A (ja) | 2013-06-17 |
| JP2013523560A5 JP2013523560A5 (ja) | 2014-01-30 |
| JP5717216B2 true JP5717216B2 (ja) | 2015-05-13 |
Family
ID=43066579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013501886A Active JP5717216B2 (ja) | 2010-03-29 | 2011-03-28 | 梱包箱用のカットアウトを移送する方法および装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9126771B2 (ja) |
| EP (1) | EP2552812B1 (ja) |
| JP (1) | JP5717216B2 (ja) |
| CA (1) | CA2792777C (ja) |
| FR (1) | FR2957905B1 (ja) |
| WO (1) | WO2011124782A1 (ja) |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10525587B2 (en) * | 2010-09-02 | 2020-01-07 | Steven L. Aylsworth | Automated compound retrieval and delivery of lumber |
| WO2013071080A1 (en) | 2011-11-10 | 2013-05-16 | Packsize, Llc | Elevated converting machine with outfeed guide |
| FR2986510B1 (fr) * | 2012-02-03 | 2016-03-25 | Otor Sa | Dispositif et procede de formation de boites d'emballages avec depilage vertical |
| CN102645780B (zh) | 2012-04-27 | 2014-12-10 | 深圳市华星光电技术有限公司 | 液晶面板与衬垫的分离方法及分离机台 |
| FR2998284B1 (fr) * | 2012-11-22 | 2015-01-02 | Otor Sa | Dispositif et procede de placement d'une decoupe pour boites d'emballages avec depilage vertical et tapis de transfert. |
| ES2591227T3 (es) * | 2013-01-30 | 2016-11-25 | Lisec Austria Gmbh | Dispositivo para apilar y desapilar objetos en forma de panel |
| GB2512368A (en) | 2013-03-28 | 2014-10-01 | Ibm | Identifying a digital data handling unit |
| DE102013206624A1 (de) | 2013-04-15 | 2014-10-16 | Tesa Se | Haftklebemasse und Verwendung derselben in einem Haftklebstreifen |
| FR3009713B1 (fr) * | 2013-08-14 | 2016-03-25 | Otor Sa | Procede et dispositif de mise en place de renforts sur une decoupe d'emballage en carton, et emballages correspondants. |
| CN103753854B (zh) * | 2014-01-21 | 2016-05-25 | 瑞安市清华机械有限公司 | 纸盒成型机 |
| EP2962969B1 (de) * | 2014-07-01 | 2017-10-25 | Wincor Nixdorf International GmbH | Vorrichtung zum Vereinzeln von Blattgut |
| USD784806S1 (en) | 2015-01-16 | 2017-04-25 | Georgia-Pacific Corrugated Llc | Box |
| DE102015200725A1 (de) * | 2015-01-19 | 2016-07-21 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Trennen einzelner Zwischenlagen von einem Zwischenlagenstapel |
| JP6606187B2 (ja) * | 2015-02-05 | 2019-11-13 | アーベーベー シュヴァイツ アクツィエンゲゼルシャフト | ブランクをプレス機に載せる方法およびシステム |
| CN105569584B (zh) * | 2015-03-27 | 2017-02-08 | 中国石油化工股份有限公司 | 油管自动化排放装置及方法 |
| DE102015206076A1 (de) | 2015-04-02 | 2016-10-06 | Tesa Se | Wiederablösbarer Haftklebestreifen |
| EP3581630B1 (de) | 2015-04-02 | 2021-07-14 | tesa SE | Wiederablösbarer haftklebestreifen |
| DE202015009721U1 (de) | 2015-04-02 | 2019-08-23 | Tesa Se | Wiederablösbarer Haftklebestreifen |
| DE202015009730U1 (de) | 2015-04-02 | 2019-09-06 | Tesa Se | Wiederablösbarer Haftklebestreifen |
| CN107921722B (zh) * | 2015-06-15 | 2019-10-18 | 国际箱包有限责任公司 | 用于自动制备定制的包装产品的机器 |
| FR3038309B1 (fr) * | 2015-06-30 | 2017-08-11 | C E R M E X Constructions Etudes Et Rech De Materiels Pour L'emballage D'expedition | Dispositif et methode de chargement d'un magasin |
| JP6151322B2 (ja) * | 2015-09-09 | 2017-06-21 | 大森機械工業株式会社 | 製函装置 |
| CN105538777A (zh) * | 2015-12-15 | 2016-05-04 | 苏州贝多环保技术有限公司 | 模切机自动送料出料装置、自动传送系统及自动控制方法 |
| DE102016202018A1 (de) | 2016-02-10 | 2017-08-10 | Tesa Se | Haftklebemasse, diese enthaltende Selbstklebeprodukte und Verbunde |
| US10850469B2 (en) | 2016-06-16 | 2020-12-01 | Packsize Llc | Box forming machine |
| FR3052750A1 (fr) * | 2016-06-18 | 2017-12-22 | Cermex Constructions Etudes Et Rech De Materiels Pour L'emballage D'expedition | Fourniture de decoupes |
| CN107639671B (zh) * | 2016-07-22 | 2023-08-29 | 博斯特(上海)有限公司 | 上模、加工工位、操作上模的加工机器和方法 |
| DE102016218042B4 (de) * | 2016-09-20 | 2019-09-12 | Bundesdruckerei Gmbh | Halte- und Transportvorrichtung, Verfahren zum Betrieb einer Halte- und Transportvorrichtung, System und Verfahren zur Herstellung eines buchförmigen Ausweis-, Wert- oder Sicherheitsdokuments |
| EP3333235B1 (de) | 2016-12-09 | 2023-06-07 | tesa SE | Haftklebestreifen |
| IT201700017765A1 (it) * | 2017-02-20 | 2018-08-20 | Senzani Brevetti S P A | Dispositivo per prelievo fustelle |
| DE102017203092A1 (de) | 2017-02-24 | 2018-08-30 | Tesa Se | Wiederablösbarer Haftklebestreifen |
| IT201700033740A1 (it) * | 2017-03-28 | 2018-09-28 | Tiber Pack S R L | Procedimento di formatura di un fustellato aperto, particolarmente per la formazione di una scatola wrap around del tipo vassoio più coperchio, e macchina incartonatrice. |
| DE102017206083A1 (de) | 2017-04-10 | 2018-10-11 | Tesa Se | Verklebung in elektrochemischen Zellen und Stapeln von elektrochemischen Zellen |
| NL2018907B1 (nl) * | 2017-05-12 | 2018-11-15 | Buhrs Packaging Solutions B V | Inrichting voor het automatisch ontstapelen van een pallet waarop zich ten minste twee stapels plano’s zijn opgesteld |
| IT201700090029A1 (it) * | 2017-08-03 | 2019-02-03 | Panotec Srl | Impianto per il confezionamento automatizzato di oggetti all'interno di scatole di cartone |
| DE102018200957A1 (de) | 2017-10-17 | 2019-04-18 | Tesa Se | Haftklebestreifen mit teilgeschäumter Selbstklebemasse |
| US11247427B2 (en) * | 2018-04-05 | 2022-02-15 | Avercon BVBA | Packaging machine infeed, separation, and creasing mechanisms |
| US11305903B2 (en) | 2018-04-05 | 2022-04-19 | Avercon BVBA | Box template folding process and mechanisms |
| CN108545468A (zh) * | 2018-05-13 | 2018-09-18 | 东莞晟能自动化设备有限公司 | 一种具有重量检测功能的硅片自动堆叠式上料机 |
| DE102018214237A1 (de) | 2018-05-28 | 2019-11-28 | Tesa Se | Wiederablösbarer Haftklebestreifen |
| FR3081854A1 (fr) * | 2018-05-31 | 2019-12-06 | C.E.R.M.E.X. Constructions Etudes Et Recherches De Materiels Pour L'emballage D'expedition | Dispositif et procede de traitement par pliage de plaques cartonnees |
| DE102018114373B4 (de) * | 2018-06-15 | 2020-03-26 | Bundesdruckerei Gmbh | Handhabungsvorrichtung und verfahren zum einlegen von dokumententeilen in eine weiterverarbeitungsvorrichtung |
| DE112019003075T5 (de) | 2018-06-21 | 2021-03-25 | Packsize Llc | Verpackungsvorrichtung und systeme |
| DE102019112867A1 (de) * | 2019-05-16 | 2020-11-19 | Homag Automation Gmbh | Robotergreifer, Industrieroboter, Handhabungssystem und Verfahren zur Entnahme plattenförmiger Werkstücke von einem Stapel |
| US11688030B2 (en) * | 2019-06-12 | 2023-06-27 | Frito-Lay North America, Inc. | Shading topography imaging for robotic unloading |
| DE102019216938A1 (de) | 2019-11-04 | 2021-05-06 | Tesa Se | Geschäumte Haftklebemasseschicht und Klebeband enthaltend die geschäumte Haftklebemasseschicht |
| DE102019216942A1 (de) | 2019-11-04 | 2021-05-06 | Tesa Se | Haftklebemassen,diese enthaltende Selbstklebeprodukte und Verbunde |
| IT201900021924A1 (it) * | 2019-11-22 | 2021-05-22 | Emmeci Spa | Linea per realizzare una scatola rivestita |
| US10906755B1 (en) * | 2020-06-01 | 2021-02-02 | Softwear Automation, Inc. | Material moving apparatus, systems and methods |
| IT202100016457A1 (it) * | 2021-06-23 | 2022-12-23 | Stevanato Group Spa | APPARATO PER il CONFEZIONAMENTO DI CONTENITORI DI DISPOSITIVI PER USO FARMACEUTICO |
| FR3129384A1 (fr) * | 2021-11-25 | 2023-05-26 | Psa Automobiles Sa | Outil de préhension d’un article parmi une pile formée par une pluralité d’articles empilés les uns sur les autres |
| DE102022107749A1 (de) | 2022-03-31 | 2023-10-05 | Tesa Se | Wiederablösbare Selbstklebeprodukte |
| DE102022121370A1 (de) * | 2022-08-24 | 2024-02-29 | Krones Aktiengesellschaft | Verpackungsvorrichtung zur Herstellung von Verpackungseinheiten, Entnahmevorrichtung und Verfahren zur Entnahme und Vereinzelung von magazinierten Verpackungszuschnitten und zu deren Verwendung bei der Herstellung von Verpackungseinheiten |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4105925A (en) * | 1977-03-14 | 1978-08-08 | General Motors Corporation | Optical object locator |
| JPH0679325B2 (ja) * | 1985-10-11 | 1994-10-05 | 株式会社日立製作所 | 位置姿勢判定方法 |
| US4873651A (en) * | 1987-04-21 | 1989-10-10 | Case Western Reserve University | Method and apparatus for reconstructing three-dimensional surfaces from two-dimensional images |
| JPH02221034A (ja) * | 1989-02-20 | 1990-09-04 | Matsushita Electric Works Ltd | 梱包用段ボールの分離法 |
| IT1250501B (it) * | 1991-10-01 | 1995-04-08 | Comau Spa | Unita' e metodo per l'alimentazione di semilavorati ad una macchina di formatura, in particolare ad una pressa. |
| DE69416911T2 (de) * | 1993-08-19 | 1999-07-08 | Amada Co | Entstapelvorrichtung für plattenförmiges Gut |
| CH687818A5 (de) * | 1994-11-08 | 1997-02-28 | Involdes Ag | Einrichtung zum Beschicken einer Verpackungsmaschine. |
| JP3581414B2 (ja) * | 1995-02-20 | 2004-10-27 | 富士写真フイルム株式会社 | シート体の取出装置 |
| US5943476A (en) * | 1996-06-13 | 1999-08-24 | August Design, Inc. | Method and apparatus for remotely sensing orientation and position of objects |
| US5971906A (en) * | 1996-11-29 | 1999-10-26 | Tharpe, Jr.; Johnny M. | Tray forming apparatus and method |
| DE19716039C2 (de) * | 1997-04-17 | 2001-03-08 | Schuler Automation Gmbh & Co | Vorrichtung zum Überführen von plattenartigen Teilen aus einer ersten Position in eine zweite Position |
| JPH11291365A (ja) * | 1998-04-07 | 1999-10-26 | O M Ltd | 箱体胴部成形方法及び装置 |
| US6527500B1 (en) * | 1999-01-27 | 2003-03-04 | Sagoma Plastics | Automated packaging system for loading compact discs and booklets into compact disc cases |
| DE10040981A1 (de) * | 1999-09-18 | 2001-03-22 | Nexpress Solutions Llc | Verfahren und Vorrichtung zur Ermittlung der Lage eines Flächen und Kanten aufweisenden Gegenstandes sowie Positioniereinrichtung |
| DE10015761C1 (de) * | 2000-03-30 | 2001-12-20 | Helmut Seidel | Vorrichtung zum Aufrichten von flachen Faltschachtelzuschnitten oder dergleichen |
| CH693850A5 (fr) * | 2000-05-16 | 2004-03-15 | Bobst Sa | Dispositif d'asservissement des organes délivrant des feuilles à une machine. |
| DE50009373D1 (de) * | 2000-12-04 | 2005-03-03 | Trumpf Gmbh & Co | Vorrichtung zum Vereinzeln von flexiblen plattenartigen Werkstücken eines Stapels, insbesondere von Blechen eines Blechstapels |
| AU2002345338A1 (en) * | 2001-07-02 | 2003-01-21 | Aprion Digital Ltd. | A sheet separator and its method of use |
| JP3703411B2 (ja) * | 2001-07-19 | 2005-10-05 | ファナック株式会社 | ワーク取り出し装置 |
| US6868306B2 (en) * | 2001-10-25 | 2005-03-15 | Murata Kikai Kabushiki Kaisha | Plate parts carrying system |
| JP3923790B2 (ja) * | 2001-11-27 | 2007-06-06 | 株式会社アマダ | 一枚取り装置 |
| US7645111B2 (en) * | 2002-11-05 | 2010-01-12 | Central Glass Company, Limited | System for putting glass plates to target positions |
| JP3693998B2 (ja) * | 2003-02-06 | 2005-09-14 | 株式会社ナミックス | カートニングマシーン |
| MXPA06014476A (es) * | 2004-06-10 | 2007-03-23 | Elopak Systems | Contenedor hecho de material laminado, preforma y metodo. |
| DE102005057690A1 (de) * | 2005-04-14 | 2006-10-19 | Maschinenbau Gerold Gmbh & Co. Kg | Vorrichtung und Verfahren zum Vereinzeln von Folien, insbesondere von Verbundglasscheibenfolien |
| JP2006297637A (ja) * | 2005-04-15 | 2006-11-02 | O M Ltd | 製函装置 |
| ITBO20060784A1 (it) * | 2006-11-20 | 2008-05-21 | Marchesini Group Spa | Stazione per l'alimentazione di fustellati tubolari appiattiti ad una macchina cartonatrice |
| FI20070654A0 (fi) * | 2007-08-29 | 2007-08-29 | Raute Oyj | Laitteisto levymäisten esineiden siirtämiseksi |
| US7983487B2 (en) * | 2007-11-07 | 2011-07-19 | Mitsubishi Electric Research Laboratories, Inc. | Method and system for locating and picking objects using active illumination |
| DE502008002765D1 (de) * | 2008-03-12 | 2011-04-14 | Schuler Automation Gmbh & Co | Vorrichtung und verfahren zum entstapeln von plattenförmigen teilen |
-
2010
- 2010-03-29 FR FR1001279A patent/FR2957905B1/fr not_active Expired - Fee Related
-
2011
- 2011-03-28 CA CA2792777A patent/CA2792777C/en not_active Expired - Fee Related
- 2011-03-28 WO PCT/FR2011/000181 patent/WO2011124782A1/fr active Application Filing
- 2011-03-28 EP EP11719594.1A patent/EP2552812B1/fr active Active
- 2011-03-28 JP JP2013501886A patent/JP5717216B2/ja active Active
- 2011-03-28 US US13/637,875 patent/US9126771B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CA2792777C (en) | 2017-05-16 |
| US20130108408A1 (en) | 2013-05-02 |
| WO2011124782A1 (fr) | 2011-10-13 |
| EP2552812B1 (fr) | 2015-08-12 |
| JP2013523560A (ja) | 2013-06-17 |
| CA2792777A1 (en) | 2011-10-13 |
| FR2957905B1 (fr) | 2012-04-06 |
| FR2957905A1 (fr) | 2011-09-30 |
| US9126771B2 (en) | 2015-09-08 |
| EP2552812A1 (fr) | 2013-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5717216B2 (ja) | 梱包箱用のカットアウトを移送する方法および装置 | |
| US11458635B2 (en) | Method and system for manipulating articles | |
| JP4751664B2 (ja) | 空袋供給装置 | |
| US11628963B2 (en) | Box assembling and packing system and controller for said system | |
| CN212763571U (zh) | 带视觉识别的拆垛机器人和拆垛系统 | |
| US11390049B2 (en) | Method and apparatus for erecting cartons | |
| JP6963897B2 (ja) | 物品把持移載装置 | |
| US20190375521A1 (en) | Boxing device and boxing method | |
| WO2022021561A1 (zh) | 一种货品分拣系统及分拣方法 | |
| JPH09131685A (ja) | ロボットのハンド装置 | |
| US9718570B1 (en) | Robotic carton erector and method of use | |
| US11124327B2 (en) | Transport section of a packaging line as well as method for modifying a packaging line provided for articles or article sets | |
| CN114007965B (zh) | 用于处置或搬运成至少一排运动的成件货物的方法和搬运或成层设备 | |
| CN116142556A (zh) | 一种纸垛抓取装置 | |
| US20200282571A1 (en) | Gripping device, separating device and method for gripping bodies, and use of a gripping device | |
| JP6600026B2 (ja) | 取出装置および方法 | |
| JP2023520348A (ja) | カートンスタックを移動及び解体するためのシステム及び方法 | |
| JPH06199319A (ja) | 段ボールケースの開函装置 | |
| US10745169B2 (en) | Unit to work relatively rigid material such as cardboard, and relative working method | |
| JP6865937B1 (ja) | 箱詰装置 | |
| WO2017212896A1 (ja) | 部品供給装置 | |
| BR102018009933A2 (pt) | sistema e processo de armação de embalagens e encaixotamento de objetos | |
| US20210371215A1 (en) | Apparatus and method for controlling robot arm | |
| JPH0952623A (ja) | 積重ね式ピックアンドプレイスハンド | |
| JP2000016592A (ja) | 段積み方法と装置、これによる梱包方法と装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131203 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140407 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140415 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140707 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140714 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140813 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140821 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150217 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150312 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5717216 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |