JP5674536B2 - 植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置 - Google Patents
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置 Download PDFInfo
- Publication number
- JP5674536B2 JP5674536B2 JP2011084885A JP2011084885A JP5674536B2 JP 5674536 B2 JP5674536 B2 JP 5674536B2 JP 2011084885 A JP2011084885 A JP 2011084885A JP 2011084885 A JP2011084885 A JP 2011084885A JP 5674536 B2 JP5674536 B2 JP 5674536B2
- Authority
- JP
- Japan
- Prior art keywords
- weight
- wood
- resin
- parts
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 title claims description 387
- 239000011347 resin Substances 0.000 title claims description 387
- 239000008188 pellet Substances 0.000 title claims description 280
- 239000000463 material Substances 0.000 title claims description 240
- 238000004519 manufacturing process Methods 0.000 title claims description 83
- 238000001746 injection moulding Methods 0.000 title description 84
- 239000002023 wood Substances 0.000 claims description 603
- 239000000843 powder Substances 0.000 claims description 285
- 239000000654 additive Substances 0.000 claims description 250
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 231
- 235000013312 flour Nutrition 0.000 claims description 193
- 238000002156 mixing Methods 0.000 claims description 166
- 230000000996 additive effect Effects 0.000 claims description 161
- 239000004711 α-olefin Substances 0.000 claims description 147
- 238000002844 melting Methods 0.000 claims description 130
- 230000008018 melting Effects 0.000 claims description 130
- 229920000098 polyolefin Polymers 0.000 claims description 95
- 125000004432 carbon atom Chemical group C* 0.000 claims description 36
- 229920000642 polymer Polymers 0.000 claims description 35
- 239000000178 monomer Substances 0.000 claims description 27
- 239000004854 plant resin Substances 0.000 claims description 25
- 238000010438 heat treatment Methods 0.000 claims description 22
- 230000000379 polymerizing effect Effects 0.000 claims description 21
- 238000005259 measurement Methods 0.000 claims description 13
- 239000012299 nitrogen atmosphere Substances 0.000 claims description 7
- 229920013639 polyalphaolefin Polymers 0.000 claims description 7
- 235000013311 vegetables Nutrition 0.000 claims 1
- 239000000203 mixture Substances 0.000 description 183
- 239000001993 wax Substances 0.000 description 170
- -1 polypropylene Polymers 0.000 description 156
- 229920001155 polypropylene Polymers 0.000 description 136
- 239000004743 Polypropylene Substances 0.000 description 135
- 238000012360 testing method Methods 0.000 description 128
- 239000000047 product Substances 0.000 description 123
- 239000002270 dispersing agent Substances 0.000 description 121
- 239000003921 oil Substances 0.000 description 109
- 235000019198 oils Nutrition 0.000 description 109
- 239000011230 binding agent Substances 0.000 description 108
- 230000008859 change Effects 0.000 description 97
- 238000000465 moulding Methods 0.000 description 92
- 239000000853 adhesive Substances 0.000 description 72
- 230000001070 adhesive effect Effects 0.000 description 71
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 67
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 67
- 241000196324 Embryophyta Species 0.000 description 65
- 238000000034 method Methods 0.000 description 65
- 230000000694 effects Effects 0.000 description 64
- 239000012778 molding material Substances 0.000 description 62
- 238000002347 injection Methods 0.000 description 61
- 239000007924 injection Substances 0.000 description 61
- 239000003085 diluting agent Substances 0.000 description 60
- 229920003002 synthetic resin Polymers 0.000 description 60
- 239000000057 synthetic resin Substances 0.000 description 60
- 239000003112 inhibitor Substances 0.000 description 59
- 239000002245 particle Substances 0.000 description 59
- 239000001768 carboxy methyl cellulose Substances 0.000 description 58
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 58
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 50
- 239000004094 surface-active agent Substances 0.000 description 50
- 235000021355 Stearic acid Nutrition 0.000 description 46
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical group CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 46
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 46
- 239000008117 stearic acid Substances 0.000 description 46
- 239000006185 dispersion Substances 0.000 description 43
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 39
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 39
- 239000004372 Polyvinyl alcohol Substances 0.000 description 39
- 229920002451 polyvinyl alcohol Polymers 0.000 description 39
- 235000017491 Bambusa tulda Nutrition 0.000 description 38
- 241001330002 Bambuseae Species 0.000 description 38
- 239000011425 bamboo Substances 0.000 description 38
- 238000010998 test method Methods 0.000 description 36
- 230000000704 physical effect Effects 0.000 description 34
- 230000007423 decrease Effects 0.000 description 33
- 239000000155 melt Substances 0.000 description 33
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 30
- 239000004698 Polyethylene Substances 0.000 description 28
- 229920000573 polyethylene Polymers 0.000 description 28
- 239000007787 solid Substances 0.000 description 27
- 238000011156 evaluation Methods 0.000 description 26
- 229920001519 homopolymer Polymers 0.000 description 26
- 229920005672 polyolefin resin Polymers 0.000 description 26
- 230000000052 comparative effect Effects 0.000 description 24
- 239000000314 lubricant Substances 0.000 description 24
- 229920003023 plastic Polymers 0.000 description 23
- 239000004033 plastic Substances 0.000 description 23
- 238000012545 processing Methods 0.000 description 23
- 238000007906 compression Methods 0.000 description 22
- 230000006835 compression Effects 0.000 description 22
- 239000007789 gas Substances 0.000 description 21
- 238000005469 granulation Methods 0.000 description 21
- 230000003179 granulation Effects 0.000 description 21
- 230000014759 maintenance of location Effects 0.000 description 21
- 238000005453 pelletization Methods 0.000 description 21
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 20
- 238000004898 kneading Methods 0.000 description 20
- 239000008187 granular material Substances 0.000 description 19
- 229920005610 lignin Polymers 0.000 description 19
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 18
- 239000011342 resin composition Substances 0.000 description 17
- 241000218645 Cedrus Species 0.000 description 16
- 229920006038 crystalline resin Polymers 0.000 description 16
- 238000005227 gel permeation chromatography Methods 0.000 description 16
- 238000009826 distribution Methods 0.000 description 14
- RYYKJJJTJZKILX-UHFFFAOYSA-M sodium octadecanoate Chemical compound [Na+].CCCCCCCCCCCCCCCCCC([O-])=O RYYKJJJTJZKILX-UHFFFAOYSA-M 0.000 description 14
- 238000003756 stirring Methods 0.000 description 14
- 239000013589 supplement Substances 0.000 description 14
- 238000005452 bending Methods 0.000 description 13
- 239000000126 substance Substances 0.000 description 13
- 150000001875 compounds Chemical class 0.000 description 12
- 238000001816 cooling Methods 0.000 description 12
- 238000009472 formulation Methods 0.000 description 12
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 12
- FALRKNHUBBKYCC-UHFFFAOYSA-N 2-(chloromethyl)pyridine-3-carbonitrile Chemical compound ClCC1=NC=CC=C1C#N FALRKNHUBBKYCC-UHFFFAOYSA-N 0.000 description 11
- 238000007872 degassing Methods 0.000 description 11
- 229920005604 random copolymer Polymers 0.000 description 11
- 229940014800 succinic anhydride Drugs 0.000 description 11
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 10
- 230000005484 gravity Effects 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 10
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 9
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 9
- 229920001400 block copolymer Polymers 0.000 description 9
- 239000003795 chemical substances by application Substances 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- RFFLAFLAYFXFSW-UHFFFAOYSA-N 1,2-dichlorobenzene Chemical compound ClC1=CC=CC=C1Cl RFFLAFLAYFXFSW-UHFFFAOYSA-N 0.000 description 8
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 8
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 8
- MZRVEZGGRBJDDB-UHFFFAOYSA-N N-Butyllithium Chemical compound [Li]CCCC MZRVEZGGRBJDDB-UHFFFAOYSA-N 0.000 description 8
- 150000003862 amino acid derivatives Chemical class 0.000 description 8
- 229920002678 cellulose Polymers 0.000 description 8
- 239000001913 cellulose Substances 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 8
- 238000001035 drying Methods 0.000 description 8
- 239000005038 ethylene vinyl acetate Substances 0.000 description 8
- 239000000835 fiber Substances 0.000 description 8
- 238000009863 impact test Methods 0.000 description 8
- 239000002994 raw material Substances 0.000 description 8
- 238000005096 rolling process Methods 0.000 description 8
- 238000009864 tensile test Methods 0.000 description 8
- 238000004154 testing of material Methods 0.000 description 8
- 239000004793 Polystyrene Substances 0.000 description 7
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 7
- 238000006116 polymerization reaction Methods 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- PBKONEOXTCPAFI-UHFFFAOYSA-N 1,2,4-trichlorobenzene Chemical compound ClC1=CC=C(Cl)C(Cl)=C1 PBKONEOXTCPAFI-UHFFFAOYSA-N 0.000 description 6
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 6
- 238000012644 addition polymerization Methods 0.000 description 6
- 238000009530 blood pressure measurement Methods 0.000 description 6
- 239000003086 colorant Substances 0.000 description 6
- 238000002845 discoloration Methods 0.000 description 6
- 239000004088 foaming agent Substances 0.000 description 6
- 239000012188 paraffin wax Substances 0.000 description 6
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 6
- 229920002223 polystyrene Polymers 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 5
- 150000001336 alkenes Chemical class 0.000 description 5
- 229920006127 amorphous resin Polymers 0.000 description 5
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 239000011976 maleic acid Substances 0.000 description 5
- 229920001707 polybutylene terephthalate Polymers 0.000 description 5
- 238000010298 pulverizing process Methods 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- GRWFGVWFFZKLTI-IUCAKERBSA-N (-)-α-pinene Chemical compound CC1=CC[C@@H]2C(C)(C)[C@H]1C2 GRWFGVWFFZKLTI-IUCAKERBSA-N 0.000 description 4
- ADOBXTDBFNCOBN-UHFFFAOYSA-N 1-heptadecene Chemical compound CCCCCCCCCCCCCCCC=C ADOBXTDBFNCOBN-UHFFFAOYSA-N 0.000 description 4
- GQEZCXVZFLOKMC-UHFFFAOYSA-N 1-hexadecene Chemical compound CCCCCCCCCCCCCCC=C GQEZCXVZFLOKMC-UHFFFAOYSA-N 0.000 description 4
- 238000005160 1H NMR spectroscopy Methods 0.000 description 4
- 239000006057 Non-nutritive feed additive Substances 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 238000004458 analytical method Methods 0.000 description 4
- 239000002216 antistatic agent Substances 0.000 description 4
- 238000009529 body temperature measurement Methods 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 150000001735 carboxylic acids Chemical class 0.000 description 4
- 239000003638 chemical reducing agent Substances 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000004945 emulsification Methods 0.000 description 4
- 229920006351 engineering plastic Polymers 0.000 description 4
- 230000007613 environmental effect Effects 0.000 description 4
- 238000000605 extraction Methods 0.000 description 4
- 239000012760 heat stabilizer Substances 0.000 description 4
- 238000002372 labelling Methods 0.000 description 4
- XMGQYMWWDOXHJM-UHFFFAOYSA-N limonene Chemical compound CC(=C)C1CCC(C)=CC1 XMGQYMWWDOXHJM-UHFFFAOYSA-N 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229910003002 lithium salt Inorganic materials 0.000 description 4
- 159000000002 lithium salts Chemical class 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- VAMFXQBUQXONLZ-UHFFFAOYSA-N n-alpha-eicosene Natural products CCCCCCCCCCCCCCCCCCC=C VAMFXQBUQXONLZ-UHFFFAOYSA-N 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- NHLUYCJZUXOUBX-UHFFFAOYSA-N nonadec-1-ene Chemical compound CCCCCCCCCCCCCCCCCC=C NHLUYCJZUXOUBX-UHFFFAOYSA-N 0.000 description 4
- CCCMONHAUSKTEQ-UHFFFAOYSA-N octadec-1-ene Chemical compound CCCCCCCCCCCCCCCCC=C CCCMONHAUSKTEQ-UHFFFAOYSA-N 0.000 description 4
- 150000001451 organic peroxides Chemical class 0.000 description 4
- 239000001814 pectin Substances 0.000 description 4
- 235000010987 pectin Nutrition 0.000 description 4
- 229920001277 pectin Polymers 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000012113 quantitative test Methods 0.000 description 4
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 4
- 239000002699 waste material Substances 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- 229920003354 Modic® Polymers 0.000 description 3
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 3
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 3
- 241000018646 Pinus brutia Species 0.000 description 3
- 235000011613 Pinus brutia Nutrition 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 3
- 239000004359 castor oil Substances 0.000 description 3
- 235000019438 castor oil Nutrition 0.000 description 3
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 3
- 229940018557 citraconic acid Drugs 0.000 description 3
- 238000004581 coalescence Methods 0.000 description 3
- 229920001887 crystalline plastic Polymers 0.000 description 3
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 230000001186 cumulative effect Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000000806 elastomer Substances 0.000 description 3
- 150000002148 esters Chemical class 0.000 description 3
- BEFDCLMNVWHSGT-UHFFFAOYSA-N ethenylcyclopentane Chemical compound C=CC1CCCC1 BEFDCLMNVWHSGT-UHFFFAOYSA-N 0.000 description 3
- 239000012634 fragment Substances 0.000 description 3
- 239000001530 fumaric acid Substances 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 239000004816 latex Substances 0.000 description 3
- 229920000126 latex Polymers 0.000 description 3
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 3
- 229920001083 polybutene Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920006324 polyoxymethylene Polymers 0.000 description 3
- 229920006395 saturated elastomer Polymers 0.000 description 3
- 238000010008 shearing Methods 0.000 description 3
- 238000007873 sieving Methods 0.000 description 3
- 239000004334 sorbic acid Substances 0.000 description 3
- 229940075582 sorbic acid Drugs 0.000 description 3
- 235000010199 sorbic acid Nutrition 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 238000004736 wide-angle X-ray diffraction Methods 0.000 description 3
- FUCYIEXQVQJBKY-ZFWWWQNUSA-N (+)-δ-Cadinene Chemical compound C1CC(C)=C[C@H]2[C@H](C(C)C)CCC(C)=C21 FUCYIEXQVQJBKY-ZFWWWQNUSA-N 0.000 description 2
- DZALNJXPTADHKP-UHFFFAOYSA-N (1-methylinden-1-yl)-(2-methyl-1H-inden-1-yl)silane Chemical compound CC=1C(C2=CC=CC=C2C=1)[SiH2]C1(C=CC2=CC=CC=C12)C DZALNJXPTADHKP-UHFFFAOYSA-N 0.000 description 2
- 229940106006 1-eicosene Drugs 0.000 description 2
- FIKTURVKRGQNQD-UHFFFAOYSA-N 1-eicosene Natural products CCCCCCCCCCCCCCCCCC=CC(O)=O FIKTURVKRGQNQD-UHFFFAOYSA-N 0.000 description 2
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 2
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 2
- DPNXHTDWGGVXID-UHFFFAOYSA-N 2-isocyanatoethyl prop-2-enoate Chemical compound C=CC(=O)OCCN=C=O DPNXHTDWGGVXID-UHFFFAOYSA-N 0.000 description 2
- AYKYXWQEBUNJCN-UHFFFAOYSA-N 3-methylfuran-2,5-dione Chemical compound CC1=CC(=O)OC1=O AYKYXWQEBUNJCN-UHFFFAOYSA-N 0.000 description 2
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 2
- UIERETOOQGIECD-UHFFFAOYSA-N Angelic acid Natural products CC=C(C)C(O)=O UIERETOOQGIECD-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 241000422842 Chamaecyparis pisifera Species 0.000 description 2
- 240000006055 Dacrydium cupressinum Species 0.000 description 2
- 235000018782 Dacrydium cupressinum Nutrition 0.000 description 2
- 240000006497 Dianthus caryophyllus Species 0.000 description 2
- 235000009355 Dianthus caryophyllus Nutrition 0.000 description 2
- YJHVMPKSUPGGPZ-UHFFFAOYSA-N Dihydro-beta-eudesmol Natural products C1CC(C(C)(C)O)CC2C(C)CCCC21C YJHVMPKSUPGGPZ-UHFFFAOYSA-N 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- XLYMOEINVGRTEX-ARJAWSKDSA-N Ethyl hydrogen fumarate Chemical compound CCOC(=O)\C=C/C(O)=O XLYMOEINVGRTEX-ARJAWSKDSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- 102100037815 Fas apoptotic inhibitory molecule 3 Human genes 0.000 description 2
- 102000009123 Fibrin Human genes 0.000 description 2
- 108010073385 Fibrin Proteins 0.000 description 2
- BWGVNKXGVNDBDI-UHFFFAOYSA-N Fibrin monomer Chemical compound CNC(=O)CNC(=O)CN BWGVNKXGVNDBDI-UHFFFAOYSA-N 0.000 description 2
- 101000878510 Homo sapiens Fas apoptotic inhibitory molecule 3 Proteins 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- 229920001890 Novodur Polymers 0.000 description 2
- 235000013697 Pinus resinosa Nutrition 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 240000002871 Tectona grandis Species 0.000 description 2
- 241000736892 Thujopsis dolabrata Species 0.000 description 2
- 239000012190 activator Substances 0.000 description 2
- 238000007259 addition reaction Methods 0.000 description 2
- QMAYBMKBYCGXDH-UHFFFAOYSA-N alpha-amorphene Natural products C1CC(C)=CC2C(C(C)C)CC=C(C)C21 QMAYBMKBYCGXDH-UHFFFAOYSA-N 0.000 description 2
- IPZIYGAXCZTOMH-UHFFFAOYSA-N alpha-eudesmol Natural products CC1=CCCC2CCC(CC12)C(C)(C)O IPZIYGAXCZTOMH-UHFFFAOYSA-N 0.000 description 2
- MVNCAPSFBDBCGF-UHFFFAOYSA-N alpha-pinene Natural products CC1=CCC23C1CC2C3(C)C MVNCAPSFBDBCGF-UHFFFAOYSA-N 0.000 description 2
- WUOACPNHFRMFPN-UHFFFAOYSA-N alpha-terpineol Chemical compound CC1=CCC(C(C)(C)O)CC1 WUOACPNHFRMFPN-UHFFFAOYSA-N 0.000 description 2
- UIERETOOQGIECD-ARJAWSKDSA-N angelic acid Chemical compound C\C=C(\C)C(O)=O UIERETOOQGIECD-ARJAWSKDSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- XFSVWZZZIUIYHP-UHFFFAOYSA-N beta-Eudesmol Natural products CC(C)(O)C1CCC2CCCC(=C)C2C1 XFSVWZZZIUIYHP-UHFFFAOYSA-N 0.000 description 2
- BOPIMTNSYWYZOC-VNHYZAJKSA-N beta-eudesmol Chemical compound C1CCC(=C)[C@@H]2C[C@H](C(C)(O)C)CC[C@]21C BOPIMTNSYWYZOC-VNHYZAJKSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 2
- 238000011088 calibration curve Methods 0.000 description 2
- 150000001720 carbohydrates Chemical class 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000004203 carnauba wax Substances 0.000 description 2
- 235000013869 carnauba wax Nutrition 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 210000004027 cell Anatomy 0.000 description 2
- 210000002421 cell wall Anatomy 0.000 description 2
- 239000002801 charged material Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- YOCDGWMCBBMMGJ-UHFFFAOYSA-N delta-cadinene Natural products C1C=C(C)CC2C(C(C)C)CCC(=C)C21 YOCDGWMCBBMMGJ-UHFFFAOYSA-N 0.000 description 2
- SQIFACVGCPWBQZ-UHFFFAOYSA-N delta-terpineol Natural products CC(C)(O)C1CCC(=C)CC1 SQIFACVGCPWBQZ-UHFFFAOYSA-N 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 239000003995 emulsifying agent Substances 0.000 description 2
- 229950003499 fibrin Drugs 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- XLYMOEINVGRTEX-UHFFFAOYSA-N fumaric acid monoethyl ester Natural products CCOC(=O)C=CC(O)=O XLYMOEINVGRTEX-UHFFFAOYSA-N 0.000 description 2
- WWULHQLTPGKDAM-UHFFFAOYSA-N gamma-eudesmol Natural products CC(C)C1CC(O)C2(C)CCCC(=C2C1)C WWULHQLTPGKDAM-UHFFFAOYSA-N 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 150000004676 glycans Chemical class 0.000 description 2
- 150000002366 halogen compounds Chemical class 0.000 description 2
- 229910001385 heavy metal Inorganic materials 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- 229940087305 limonene Drugs 0.000 description 2
- 235000001510 limonene Nutrition 0.000 description 2
- 229920000092 linear low density polyethylene Polymers 0.000 description 2
- 239000004707 linear low-density polyethylene Substances 0.000 description 2
- 150000002632 lipids Chemical class 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- HQKMJHAJHXVSDF-UHFFFAOYSA-L magnesium stearate Chemical compound [Mg+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O HQKMJHAJHXVSDF-UHFFFAOYSA-L 0.000 description 2
- 239000002075 main ingredient Substances 0.000 description 2
- 229940044600 maleic anhydride Drugs 0.000 description 2
- HNEGQIOMVPPMNR-NSCUHMNNSA-N mesaconic acid Chemical compound OC(=O)C(/C)=C/C(O)=O HNEGQIOMVPPMNR-NSCUHMNNSA-N 0.000 description 2
- 239000006078 metal deactivator Substances 0.000 description 2
- RBQRWNWVPQDTJJ-UHFFFAOYSA-N methacryloyloxyethyl isocyanate Chemical compound CC(=C)C(=O)OCCN=C=O RBQRWNWVPQDTJJ-UHFFFAOYSA-N 0.000 description 2
- HNEGQIOMVPPMNR-UHFFFAOYSA-N methylfumaric acid Natural products OC(=O)C(C)=CC(O)=O HNEGQIOMVPPMNR-UHFFFAOYSA-N 0.000 description 2
- 239000004200 microcrystalline wax Substances 0.000 description 2
- 235000019808 microcrystalline wax Nutrition 0.000 description 2
- 239000002667 nucleating agent Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 150000007524 organic acids Chemical class 0.000 description 2
- 235000011837 pasties Nutrition 0.000 description 2
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 2
- 150000002978 peroxides Chemical class 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001230 polyarylate Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001282 polysaccharide Polymers 0.000 description 2
- 239000005017 polysaccharide Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 2
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 2
- GRWFGVWFFZKLTI-UHFFFAOYSA-N rac-alpha-Pinene Natural products CC1=CCC2C(C)(C)C1C2 GRWFGVWFFZKLTI-UHFFFAOYSA-N 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- USDOQCCMRDNVAH-UHFFFAOYSA-N sigma-cadinene Natural products C1C=C(C)CC2C(C(C)C)CC=C(C)C21 USDOQCCMRDNVAH-UHFFFAOYSA-N 0.000 description 2
- 239000010902 straw Substances 0.000 description 2
- 229940116411 terpineol Drugs 0.000 description 2
- 229920006259 thermoplastic polyimide Polymers 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- 239000010875 treated wood Substances 0.000 description 2
- FFJGMKGRABJGHM-UHFFFAOYSA-N trimethyl-[[2-methyl-3-[1-methyl-3-(trimethylsilylmethyl)inden-1-yl]silyl-3H-inden-1-yl]methyl]silane Chemical compound CC=1C(C2=CC=CC=C2C=1C[Si](C)(C)C)[SiH2]C1(C=C(C2=CC=CC=C12)C[Si](C)(C)C)C FFJGMKGRABJGHM-UHFFFAOYSA-N 0.000 description 2
- 235000015112 vegetable and seed oil Nutrition 0.000 description 2
- 239000008158 vegetable oil Substances 0.000 description 2
- 238000013022 venting Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 239000003643 water by type Substances 0.000 description 2
- KNDQHSIWLOJIGP-UMRXKNAASA-N (3ar,4s,7r,7as)-rel-3a,4,7,7a-tetrahydro-4,7-methanoisobenzofuran-1,3-dione Chemical compound O=C1OC(=O)[C@@H]2[C@H]1[C@]1([H])C=C[C@@]2([H])C1 KNDQHSIWLOJIGP-UMRXKNAASA-N 0.000 description 1
- KMOUUZVZFBCRAM-OLQVQODUSA-N (3as,7ar)-3a,4,7,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1C=CC[C@@H]2C(=O)OC(=O)[C@@H]21 KMOUUZVZFBCRAM-OLQVQODUSA-N 0.000 description 1
- DSSYKIVIOFKYAU-XCBNKYQSSA-N (R)-camphor Chemical compound C1C[C@@]2(C)C(=O)C[C@@H]1C2(C)C DSSYKIVIOFKYAU-XCBNKYQSSA-N 0.000 description 1
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- JPSKCQCQZUGWNM-UHFFFAOYSA-N 2,7-Oxepanedione Chemical compound O=C1CCCCC(=O)O1 JPSKCQCQZUGWNM-UHFFFAOYSA-N 0.000 description 1
- ALRHLSYJTWAHJZ-UHFFFAOYSA-N 3-hydroxypropionic acid Chemical compound OCCC(O)=O ALRHLSYJTWAHJZ-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical class [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 1
- 229920006310 Asahi-Kasei Polymers 0.000 description 1
- 240000001548 Camellia japonica Species 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 241000723346 Cinnamomum camphora Species 0.000 description 1
- DSLZVSRJTYRBFB-LLEIAEIESA-N D-glucaric acid Chemical compound OC(=O)[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C(O)=O DSLZVSRJTYRBFB-LLEIAEIESA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 244000166124 Eucalyptus globulus Species 0.000 description 1
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerol Natural products OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 1
- HSHXDCVZWHOWCS-UHFFFAOYSA-N N'-hexadecylthiophene-2-carbohydrazide Chemical compound CCCCCCCCCCCCCCCCNNC(=O)c1cccs1 HSHXDCVZWHOWCS-UHFFFAOYSA-N 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 241000219492 Quercus Species 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 1
- 229920010741 Ultra High Molecular Weight Polyethylene (UHMWPE) Polymers 0.000 description 1
- 229940114077 acrylic acid Drugs 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 229920001871 amorphous plastic Polymers 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 229930008380 camphor Natural products 0.000 description 1
- 229960000846 camphor Drugs 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 235000018597 common camellia Nutrition 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000004821 distillation Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000003073 embolic effect Effects 0.000 description 1
- 239000008387 emulsifying waxe Substances 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 239000001866 hydroxypropyl methyl cellulose Substances 0.000 description 1
- 235000010979 hydroxypropyl methyl cellulose Nutrition 0.000 description 1
- 229920003088 hydroxypropyl methyl cellulose Polymers 0.000 description 1
- 150000003949 imides Chemical class 0.000 description 1
- VZNYXGQMDSRJAL-UHFFFAOYSA-N iodomethyl(trimethyl)silane Chemical compound C[Si](C)(C)CI VZNYXGQMDSRJAL-UHFFFAOYSA-N 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 235000019359 magnesium stearate Nutrition 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 239000012074 organic phase Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 102200078978 rs121907888 Human genes 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000010414 supernatant solution Substances 0.000 description 1
- 230000009469 supplementation Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 239000010729 system oil Substances 0.000 description 1
- MCULRUJILOGHCJ-UHFFFAOYSA-N triisobutylaluminium Chemical compound CC(C)C[Al](CC(C)C)CC(C)C MCULRUJILOGHCJ-UHFFFAOYSA-N 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- DUNKXUFBGCUVQW-UHFFFAOYSA-J zirconium tetrachloride Chemical compound Cl[Zr](Cl)(Cl)Cl DUNKXUFBGCUVQW-UHFFFAOYSA-J 0.000 description 1
Images






Landscapes
- Processes Of Treating Macromolecular Substances (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
そこで、ポリオレフィン樹脂等の熱可塑性樹脂に木粉を配合した樹脂組成物を成形して、建築材料等を製造する方法が提案されている。このような方法によれば、機械的強度が大きく、木材に近い外観や触感を有する成形品を得ることができ、かつ製材時に副生する木片や建て替え時に発生する廃材等を木粉として使用すれば、地球資源を有効活用することが可能になる。
可塑化装置は、予め樹脂材料と木粉とを混合した混合体を投入口から投入し、また必要に応じて添加剤等を投入口から投入し、溶融させた樹脂材料に木粉や必要な添加剤等を均一に混練して、前記計量装置にダイスから押し出し、適宜長さに切断してタブレットを形成する。
射出成形装置は、タブレットをバケットエレベータ等からなる鉛直方向への運搬装置により射出装置の射出シリンダに連通させたホッパに搬送されて射出シリンダに供給され、該射出シリンダから金型のキャビティ部に射出される。
ところが、木粉を樹脂に混練させた木粉樹脂では、金型内で高圧ガスが発生するから、金型内の高圧ガスを抜く作業である脱気を十分に行う必要がある。脱気が不十分であると、高圧ガスの滞留により金型内にガス焼けが生じる。
また、木粉が超微粉末(例えば、10〜30ミクロン以下)となると木粉率が上がって来る可能性はあるが、あまりに細かすぎて木粉だけでの扱いが困難になって来る(例・舞い上がり)という問題がある。
一方、木粉が多量に存在すると、溶融時の流動性が低下し、溶融粘度が上昇することによって、成形性が低下し、生産性に悪影響を及ぼす。また、得られた成形品の表面状態や形状等に不具合が発生し、品質面で問題が生じる。
射出成形に特有の、連続成形・安定成形・多数成形が困難であるという問題もある。
そのため、本発明者は、ラテックス処理(総称)(非加熱・加熱も含む)及び加工・工程・管理その加工物を使った成形方法及び金型の構造及び既存金型の改良等をすることにより、ようやく射出成形が可能となるということに思い到った。
それゆえに、本発明の目的とするところは、溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供することにある。
しかしながら、木粉率が高い合成樹脂材料を用い、射出成形をする場合には、射出成形は困難である。
この発明の請求項2にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる植物系樹脂ペレットである。
この発明の請求項3にかかる木質樹脂ペレットは、30〜200μmの木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とを、40〜100℃に昇温して、融点を40〜100℃の間に持つワックス材料を溶融させて木粉と混ぜて、前記木粉の外表面に前記ワックス材料を膜状に付着させ、降温させて木粉を結合し造粒して固化させてペレット状に形成された、請求項1に記載の木質樹脂ペレットである。
この発明の請求項4にかかる植物系樹脂ペレットは、30〜200μmの植物系粉末70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とを、40〜100℃に昇温して、融点を40〜100℃の間に持つワックス材料を溶融させて植物系粉末と混ぜて、前記植物系粉末の外表面に前記ワックス材料を膜状に付着させ、降温させて植物系粉末を結合し造粒して固化させてペレット状に形成された、請求項2に記載の植物系樹脂ペレットである。
この発明の請求項5にかかる木質樹脂ペレット又は植物系樹脂ペレットは、前記融点を40〜100℃の間に持つワックス材料は、炭素数16〜40の高級α−オレフィンモノマーを重合して得られた高結晶性高級α−オレフィン系重合体である、請求項1又は請求項2に記載の木質樹脂ペレット又は植物系樹脂ペレットである。
この発明の請求項6にかかる木質樹脂ペレット又は植物系樹脂ペレットは、融点を40〜100℃の間に持つワックス材料が、(1)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気190℃で5分保持した後、−10℃まで、5℃/分で降温させ、−10℃で5分保持した後、190℃まで10℃/分で昇温させることにより得られた融解吸熱カーブから観測される融点(Tm)が40〜100℃であり、前記(1)における融点(Tm)測定において、融点の融解吸熱ピーク全体のベースラインからピークトップまでの高さの中点におけるピーク幅である半値幅(Wm)が、10℃以下の高結晶性高級α−オレフィン系重合体である、請求項1又は請求項2に記載の木質樹脂ペレット又は植物系樹脂ペレットである。
この発明の請求項7にかかる木質樹脂ペレット又は植物系樹脂ペレットは、融点を40〜100℃の間に持つワックス材料が、融点(Tm)が55〜100℃の高結晶性高級α−オレフィン系重合体であり、加熱して木粉の表面に付着された前記高結晶性ポリアルファオレフィン系重合体が55℃未満に温度を降温させて造粒されるように構成された、請求項5に記載の木質樹脂ペレット又は植物系樹脂ペレットである。
この発明の請求項8にかかる木粉は、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなる木質樹脂ペレットを作るための木粉であって、前記ワックス材料と同質の油分補充剤で油分を補充された、30〜200μmの木粉である。
この発明の請求項9にかかる植物系粉末は、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる植物系樹脂ペレットを作るための植物系粉末であって、前記ワックス材料と同質の油分補充剤で油分を補充された、30〜200μmの植物系粉末である。
この発明の請求項10にかかる木質樹脂ペレットの製造方法は、30〜200μmの木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とを、40〜100℃に昇温して、融点を40〜100℃の間に持つワックス材料を溶融させて木粉と混ぜて、前記木粉の外表面に前記ワックス材料を膜状に付着させ、降温させて木粉を結合し造粒して固化させてペレット状に形成された、木質樹脂ペレットの製造方法である。
この発明の請求項11にかかる植物系樹脂ペレットの製造方法は、30〜200μmの植物系粉末70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とを、40〜100℃に昇温して、融点を40〜100℃の間に持つワックス材料を溶融させて植物系粉末と混ぜて、前記植物系粉末の外表面に前記ワックス材料を膜状に付着させ、降温させて植物系粉末を結合し造粒して固化させてペレット状に形成された、植物系樹脂ペレットの製造方法である。
この発明の請求項12にかかる木質樹脂ペレットの製造方法又は植物系樹脂ペレットの製造方法は、前記融点を40〜100℃の間に持つワックス材料が、炭素数16〜40の高級α−オレフィンモノマーを重合して得られた高結晶性高級α−オレフィン系重合体である、請求項10又は請求項11に記載の木質樹脂ペレットの製造方法又は植物系樹脂ペレットの製造方法である。
この発明の請求項13にかかる木質樹脂ペレットの製造方法又は植物系樹脂ペレットの製造方法は、融点を40〜100℃の間に持つワックス材料が、(1)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気190℃で5分保持した後、−10℃まで、5℃/分で降温させ、−10℃で5分保持した後、190℃まで10℃/分で昇温させることにより得られた融解吸熱カーブから観測される融点(Tm)が4055〜100℃であり、前記(1)における融点(Tm)測定において、融点の融解吸熱ピーク全体のベースラインからピークトップまでの高さの中点におけるピーク幅である半値幅(Wm)が、10℃以下の高結晶性高級α−オレフィン系重合体である、請求項10又は請求項11に記載の木質樹脂ペレットの製造方法又は植物系樹脂ペレットの製造方法である。
この発明の請求項14にかかる木質樹脂ペレットの製造方法又は植物系樹脂ペレットの製造方法は、融点を40〜100℃の間に持つワックス材料が、融点(Tm)が55〜100℃の高結晶性高級α−オレフィン系重合体であり、加熱して木粉の表面に付着された前記高結晶性ポリアルファオレフィン系重合体が55℃未満に温度を降温させて造粒されるように構成された、請求項12に記載の木質樹脂ペレットの製造方法又は植物系樹脂ペレットの製造方法である。
この発明の請求項15にかかる木質樹脂ペレットの製造方法又は植物系樹脂ペレットの製造方法は、木粉と融点を40〜100℃の間に持つワックス材料との混合物を100重量部,水又は温水を10〜20重量部混合して、混練する、請求項14に記載の木質樹脂ペレットの製造方法又は植物系樹脂ペレットの製造方法である。
この発明の請求項17にかかる木質樹脂ペレットは、30〜200μmの木粉70〜91重量%と、ポリプロピレン3〜15重量%と、添加剤12.5重量%以下とを、25〜80℃の温水で混ぜて、ペレット状に形成されたことを特徴とする、木質樹脂ペレットである。
この発明の請求項18にかかる木質樹脂ペレットは、30〜200μmの木粉70〜91重量%と、ポリエチレン3〜15重量%と、添加剤12.5重量%以下とを、25〜80℃の温水で混ぜて、ペレット状に形成されたことを特徴とする、木質樹脂ペレットである。
この発明の請求項19にかかる木質樹脂ペレットは、添加剤は、界面活性剤としてのステアリン酸である、請求項16ないし請求項18のいずれかに記載の木質樹脂ペレットである。
この発明の請求項20にかかる木質樹脂ペレットは、添加剤として、カルボキシメチルセルロース樹脂1〜10重量%又はポリビニルアルコール1〜10重量%を混合された、請求項16ないし請求項19のいずれかに記載の木質樹脂ペレットである。
この発明の請求項21にかかる木質樹脂ペレットは、更に、添加剤として、無水マレイン酸1〜10重量%を混ぜられた、請求項16ないし請求項20のいずれかに記載の木質樹脂ペレットである。
この発明の請求項22にかかる木質樹脂ペレットは、更に、添加剤として、無水マレイン酸変性ポリプロピレン5〜15重量%を混ぜられた、請求項16ないし請求項20のいずれかに記載の木質樹脂ペレットある。
この発明の請求項23にかかる木質樹脂ペレットは、30〜200μmの木粉70〜91重量%と、アルファオレフィン3〜15重量%と、添加剤12.5重量%以下とを、40〜80℃の温水で混ぜて、ペレット状に形成された、木質樹脂ペレットである。
この発明の請求項24にかかる木質樹脂ペレットは、30〜200μmの木粉70〜91重量%と、ポリプロピレンワックス3〜15重量%と、添加剤12.5重量%以下とを、70〜90℃の温水で混ぜて、ペレット状に形成された、木質樹脂ペレットである。
この発明の請求項25にかかる木質樹脂ペレットは、ポリプロピレンワックスは、低粘度の単独重合体型ポリプロピレンワックスである、請求項24に記載の木質樹脂ペレットである。
この発明の請求項26にかかる木質樹脂ペレットは、更に、添加剤として、分散剤としてのステアリン酸を混合された、請求項23又は請求項24に記載の木質樹脂ペレットである。
この発明の請求項27にかかる木質樹脂ペレットは、添加剤として、カルボキシメチルセルロース樹脂1〜10重量%又はポリビニルアルコール1〜10重量%を混合された、請求項16ないし請求項26のいずれかに記載の木質樹脂ペレットである。
この発明の請求項28にかかる木質樹脂ペレットを製造する方法は、30〜200μmの木粉70〜91重量%、ポリオレフィン樹脂3〜15重量%、添加剤を一括して、混合機に投入し、撹拌しつつ25〜90℃の希釈剤を投入して混合させ、混合物を溶融混練してペレット化する、木質樹脂ペレットを製造する方法である。
この発明の請求項29にかかる木質樹脂ペレットを製造する方法は、30〜200μmの木粉70〜91重量%、ポリプロピレン3〜15重量%、添加剤を一括して、混合機に投入し、撹拌しつつ25〜80℃の温水を投入して混合させ、混合物を溶融混練してペレット化する、木質樹脂ペレットを製造する方法である。
この発明の請求項30にかかる木質樹脂ペレットを製造する方法は、30〜200μmの木粉70〜91重量%、ポリエチレン3〜15重量%、添加剤を一括して、混合機に投入し、撹拌しつつ25〜80℃の温水を投入して混合させ、混合物を溶融混練してペレット化する、木質樹脂ペレットを製造する方法である。
この発明の請求項31にかかる木質樹脂ペレットを製造する方法は、30〜200μmの木粉70〜91重量%、アルファオレフィン3〜15重量%、添加剤を一括して、混合機に投入し撹拌しつつ、40〜80℃の温水を投入して混合させ、混合物を溶融混練してペレット化する、木質樹脂ペレットを製造する方法である。
この発明の請求項32にかかる木質樹脂ペレットを製造する方法は、30〜200μmの木粉70〜91重量%、ポリプロピレンワックス3〜15重量%、添加剤を一括して、混合機に投入し、撹拌しつつ50〜70℃の温水を投入して混合させ、混合物を溶融混練してペレット化する、木質樹脂ペレットを製造する方法である。
この発明の請求項33にかかる木質樹脂ペレットを製造する方法は、ポリプロピレンワックスは、単独重合体型ポリプロピレンワックスである、請求項32に記載の木質樹脂ペレットを製造する方法である。
この発明の請求項34にかかる木質樹脂ペレットを製造する方法は、添加剤は、カルボキシメチルセルロース樹脂、又はポリビニルアルコール1〜10重量%を混合する、請求項28ないし請求項33のいずれかに記載の木質樹脂ペレットを製造する方法である。
この発明の請求項35にかかる木質樹脂ペレットを製造する方法は、添加剤は、界面活性剤又は分散剤としての、ステアリン酸1〜10重量%を混合する、請求項28ないし請求項34のいずれかに記載の木質樹脂ペレットを製造する方法である。
この発明の請求項36にかかる木質樹脂ペレットを製造する方法は、添加剤は、無水マレイン酸1〜10重量%又は無水マレイン酸変性ポリプロピレン1〜10重量%を混合する、請求項28ないし請求項35のいずれかに記載の木質樹脂ペレットを製造する方法である。
この発明の請求項37にかかる木質樹脂ペレットを製造する方法は、温水は、前記木質系材料及び樹脂系材料に対して、重量比で0.5〜2.0倍混合する、請求項28ないし請求項36のいずれかに記載の木質樹脂ペレットを製造する方法である。
この発明の請求項38にかかる木質樹脂成形材料による射出成形装置は、木粉と樹脂とを混練した木質樹脂成形材料を射出成形装置に供給して、金型のキャビティ部に射出することにより、木質樹脂成形材料による成形体を成形する木質樹脂成形材料による射出成形装置において、前記金型のキャビティ部に連通する脱気孔を形成したことを特徴とする、木質樹脂成形材料による射出成形装置である。
この発明の請求項39にかかる木質樹脂成形材料による射出成形装置は、前記脱気孔の配置位置よりも上流側に圧力検知手段を配置し、前記圧力検知手段による検知圧力が設定値を超えた状態で、前記脱気孔に連通した真空ポンプを作動させて脱気することを特徴とする、請求項38に記載の木質樹脂成形材料による射出成形装置である。
各量の木粉等の植物系粉体が配合されても、融点の低い(40〜100℃)ワックス材料が加熱され、木粉等の植物系粉体の表面の全体に行き亘り、木粉等の植物系粉体の表面に膜状に付着するので、ワックス材料の割合が木粉等の植物系粉体に比して極めて少なくても、万遍なく木粉等の植物系粉体の表面及び木粉等の植物系粉体の間に行き亘り、温度を下降させて造粒することができる。
本件明細書において、「木質樹脂ペレット及びその製造方法」を前処理ということがあり、中間処理及び後処理と区別することがある。
また、間伐材、木材を製材する際に副生する木片や住宅の建て替え時に発生する廃材を用いることもできる。このような木粉を用いることにより、製造コストの低減が可能となり、環境保護や資源保護を実現することができる。
平均粒径が30μm未満では、嵩比重が低下し、そのため得られる成形品の強度が低下する恐れがあり、逆に平均粒径が200μmを超えると、木質樹脂ペレットを用いて射出成形を行った場合に、ノズル部分での詰まりが発生しやすくなり、その結果、成形品の表面が荒れて、木質感が低下することがある。
ここで、上記木粉の平均粒子径は、木粉を篩いにより分級して目開きに対する累積重量%曲線を作成し、その50重量%に相当する目開きの値を意味する。このような平均粒径を有する木粉を得る方法としては、特に限定されず、例えば粉砕機を用いて木材を粉末にする方法が挙げられる。
本発明においては、木粉を例えば50〜60℃で30〜40時間乾燥させることにより、含水量を10重量%以下とした木粉を用いるのが好ましい。木粉の含水量が10重量%を超えると、合成樹脂ペレットを用いて成形を行った場合に、成形品の中に気泡が発生し、機械的強度が低下したり、外観を損ねたりする恐れがある。より好ましい含水量は5重量%以下である。
主たる樹脂系材料として、ポリオレフィン樹脂が用いられる。
特に、軽量で剛性、耐熱性、耐衝撃性、耐薬品性などの製品物性や成形性に優れ、かつ比較的に低価格であることから、ポリプロピレン(PP)及びポリエチレン(PE)が好ましい。
主たる合成樹脂として、ポリプロピレン、ポリエチレン以外、次のような合成樹脂、ブレンドポリマーが用いられる。
エチレン酢ビコポリマー、ポリブチレンテレフタレート、ポリブデン、EVA、エラストマーなどがある。
ここで、ポリオレフィン樹脂のメルトフローレート(MFR)は、JIS K 7210に準拠して測定される。
界面活性剤は、次のような作用するものをいう。
水に油を混ぜようとしても、分離してしまうが、界面活性剤を加えると、界面活性剤の親油基が油の粒子を取り囲み、親水基を外側に向けた状態に並ぶ。
この親水基は水になじみやすいため、水と混じり合い、水と油が均一に混ざった状態(「乳化(エマルジョン)」と呼ばれる)となる。
滑剤は、ポリマーの成形加工機内の挙動がせん断変形により流動と加工機の内壁との摩擦抵抗によって影響を受けるが、この加工に際して、溶融ポリマーとある程度の相溶性を有して流動性を増すと同時に、加工機械の内部金属表面との摩擦抵抗を減少させて粘着を防ぎ加工を容易にする化合物である。(例、パラフィン系合成ワックス、ポリエチレンワックス)
上記の配合比:(前処理ラテックスでは、1〜20% 中間処理加熱混合時 5〜20%)
このような界面活性剤としては、例えば、ステアリン酸などが挙げられる。
添加剤としては、その他、無水マレイン酸、無水マレイン酸変性ポリプロプレン、無水コハク酸、無水コハク酸等が、混合される。
添加剤としての無水マレイン酸、無水コハク酸、無水コハク酸は、相溶性、定着性、強度を上げる機能を有する。
マレイン酸を、付加重合前の熱可塑性樹脂の原料に添加して付加重合を行うと、付加重合後の高分子には親水基の一つであるカルボキシル基が付加される。
一般に、重合前の合成樹脂の原料に不飽和有機酸を添加して重合を行うと、重合後の高分子にはカルボキシル基が付加され、得られる酸変性樹脂は木質系材料とのなじみが良くなる。
変性ポリオレフィン、無水マレイン酸変性ポリプロピレンは、相溶性、定着性、強度を上げる機能を有する。
12.5重量%を超えると:過剰反応をおこし(こげ)等が生じる可能性がある。
1重量%未満であると:相溶性が低下し空洞部が増加する傾向がある。
木粉の配合量が70重量%未満であると、天然木材に近い良好な木質感および外観を付与することが難しくなり、逆に91重量%を超えると、樹脂への木粉の分散性が悪化するとともに、射出成形などの成形性が低下する。
木粉の好ましい配合量は70〜91重量%である。
2:木粉の混合割合が70重量%未満であると、木粉率の低下を招く。
ポリプロピレンの配合量が3重量%未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
ポリプロピレンの混合割合が3重量%未満であると、木粉率の増加で固形困難・添加剤の調整不良となる。
ポリエチレンの配合量が3重量%未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
木粉の混合割合が70重量%未満であると、木粉率の低下を招く。
ポリエチレンの混合割合が15重量%を超えると、木粉率の低下を招く。
ポリエチレンの混合割合が3重量%未満であると、木粉率の増加で固形困難・添加剤の調整不良となる。
カルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し固形保持力が低下する。逆に、10重量%を超えると、接着粘度が高まり分解しにくくなる方向である。
カルボキシメチルセルロース樹脂のより好ましい配合量は、1〜3重量%である。
ポリビニルアルコールの配合量が1重量%未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に10重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
ポリビニルアルコールのより好ましい配合量は、1〜3重量%である。
ステアリン酸のより好ましい配合量は、1〜3重量%である。
無水マレイン酸のより好ましい配合量は、0.5〜2重量%である。
または、本発明においては、添加剤として、前記木粉70〜91重量%に対して、添加剤として、無水マレイン酸変性ポリプロピレン5〜15重量%を配合される。
無水マレイン酸変性ポリプロピレンのより好ましい配合量は、0.5〜2重量%である。
温水の温度は、添加剤(カルボキシメチルセルロース樹脂又はポリビニルアルコールの溶融)との関係があり、温水は、25〜80℃の温水を混合する。
25℃未満であると、添加剤が溶けにくく、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水のより好ましい温度は、30〜50℃である。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
木粉の配合量が70重量%未満であると、天然木材に近い良好な木質感および外観を付与することが難しくなり、逆に91重量%を超えると、樹脂への木粉の分散性が悪化するとともに、樹脂組成物の溶融粘度が上昇し、射出成形などの成形性が低下する。木粉の好ましい配合量は70〜91重量%である。
木粉の混合割合が70重量%未満であると、木粉率の低下を招く。
アルファオレフィンの配合量が3重量%未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
アルファオレフィンの混合割合が3重量%未満であると、木粉率の増加で固形困難・添加剤の調整不良となる。
カルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し固形保持力が低下する。逆に、10重量%を超えると、接着粘度が高まり分解しにくくなる方向である。
カルボキシメチルセルロース樹脂のより好ましい配合量は、1〜3重量%である。
ステアリン酸のより好ましい配合量は、1〜3重量%である。
ポリビニルアルコールの配合量が1重量%未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に10重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
ポリビニルアルコールのより好ましい配合量は、1〜3重量%である。
無水マレイン酸のより好ましい配合量は、0.5〜2重量%である。
または、木質樹脂ペレットIIIにかかる発明においては、添加剤として、上記木粉70〜91重量%に対して、無水マレイン酸変性ポリプロピレン1〜10重量%を配合される。
無水マレイン酸変性ポリプロピレンのより好ましい配合量は、0.5〜2重量%である。
温水の温度は、主たる合成樹脂(アルファオレフィン)又は添加剤(カルボキシメチルセルロース樹脂又はポリビニルアルコールの溶融)との関係があり、温水は、40〜80℃の温水を混合する。
温水のより好ましい温度は、50〜70℃である。
80℃を超えると、添加剤が蒸発し、作業性が悪い。
40℃未満であると、主たる合成樹脂及び添加剤が溶けにくい。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
木粉の配合量が70重量%未満であると、天然木材に近い良好な木質感および外観を付与することが難しくなり、逆に91重量%を超えると、樹脂への木粉の分散性が悪化するとともに、樹脂組成物の溶融粘度が上昇し、射出成形などの成形性が低下する。木粉の好ましい配合量は91重量%以下である。
木粉の混合割合が70重量%未満であると、木粉率の低下を招く。
低粘度の単独重合体型ポリプロピレンの配合量が3重量%未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
低粘度の単独重合体型ポリプロピレンの混合割合が3重量%未満であると、木粉率の増加で固形困難・添加剤の調整不良となる。
カルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し固形保持力が低下する。逆に、10重量%を超えると、接着粘度が高まり分解しにくくなる方向である。
カルボキシメチルセルロース樹脂のより好ましい配合量は、1〜3重量%である。
ステアリン酸のより好ましい配合量は、1〜3重量%である。
ポリビニルアルコールの配合量が1重量%未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に10重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
ポリビニルアルコールのより好ましい配合量は、1〜3重量%である。
ステアリン酸のより好ましい配合量は、1〜3重量%である。
無水マレイン酸のより好ましい配合量は、0.5〜2重量%である。
または、本発明においては、添加剤として、上記木粉70〜91重量%に対して、添加剤として、無水マレイン酸変性ポリプロピレン5〜15重量%を配合される。
無水マレイン酸変性ポリプロピレンのより好ましい配合量は、0.5〜2重量%である。
温水は、70〜90℃の温水を混合する。
70℃未満であると、主たる合成樹脂が溶けにくい。
90℃を超えると、添加剤が蒸発し、作業性が悪い。
温水のより好ましい温度は、80℃である。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
そして、投入物を激しく撹拌しつつ、25〜80℃の温水を、前記混合される投入物に対して、重量比で、0.5〜2倍投入して混合させる。
混合機を用いて全成分を一括投入し混合することにより、嵩比重が大きく、木粉、ポリプロピレン3〜15重量%、添加剤として、例えば、カルボキシメチルセルロース樹脂1〜10重量%又はポリビニルアルコール1〜10重量%、その他の添加剤などが均一に分散した混合物を得ることができる。
そして、投入物を激しく撹拌しつつ、25〜80℃の温水を、前記混合される投入物に対して、重量比で、0.5〜2倍投入して混合させる。
混合機を用いて全成分を一括投入し混合することにより、嵩比重が大きく、木粉、ポリエチレン3〜15重量%、添加剤として、例えば、カルボキシメチルセルロース樹脂1〜10重量%又はポリビニルアルコール1〜10重量%、その他の添加剤などが均一に分散した混合物を得ることができる。
そして、投入物を激しく撹拌しつつ、40〜80℃の温水を、前記混合される投入物に対して、重量比で、0.5〜2倍投入して混合させる。
混合機を用いて全成分を一括投入し混合することにより、嵩比重が大きく、木粉、アルファオレフィン3〜15重量%、添加剤として、例えば、カルボキシメチルセルロース樹脂1〜10重量%又はポリビニルアルコール1〜10重量%、その他の添加剤などが均一に分散した混合物を得ることができる。
そして、投入物を激しく撹拌しつつ、70〜90℃の温水を、前記混合される投入物に対して、重量比で、0.5〜2倍投入して混合させる。
混合機を用いて全成分を一括投入し混合することにより、嵩比重が大きく、木粉、単独重合型ポリプロピレン3〜15重量%、添加剤として、例えば、カルボキシメチルセルロース樹脂1〜10重量%又はポリビニルアルコール1〜10重量%、その他の添加剤などが均一に分散した混合物を得ることができる。
まず、木質樹脂ペレット100重量%、ポリプロピレン50〜800重量%、添加剤5〜20重量%を、混合機にて、混合して、中間処理木質樹脂成形材料を作製する。
又、ランダム共集合体等のように、透明性に優れたものの場合には、木粉が外からよく分かり、木質感を富ませることができる。
ポリプロピレン以外、ポリエチレン、メタロセン系ポリプロピレン、ポリメチルベンテン、ポリブチレンテレフタレート、ポリブデン、EVA、エラストマー、ポリプロピレンとポリエチレンとの混合樹脂、エチレン酢ビコポリマー(例えば、高圧重合機により製造されるエチレン酢酸ビニル共重合体でゴム弾性、優れた低温特性、耐候性を有する合成樹脂)などを用いる。
中間成形材料は、木質樹脂ペレットと、物性を調整するためのポリプロピレン及び添加材とを、それぞれホッパ13aに送り込み、ホッパ13aの下部の混合部13bにて混合した後、可塑化シリンダ12に送り込む。
第1のバンドヒータ14aは、中間成形材料を溶かすときに加熱するもので、第2のバンドヒータ14bは、中間成形材料を混練するときに加熱するもので、第3のバンドヒータ14cは、中間成形材料を押し出す迄滞留するときに加熱するものである。第4のバンドヒータ14dは、ノズルヒータであり、中間成形材料がノズル12aから吹き出す迄に固まらないように加熱するものである。
可塑化シリンダ12の内部には、スクリュー18が内装され、中間成形材料は、外部のバンドヒータ14による加熱とスクリュー18の回転によるせん断力とにより加熱され、効率よく可塑化されるように構成されている。
可塑化シリンダ12の先端には、中間処理木質樹脂成形材料の射出口であるノズル12aが形成され、金型20のスプル22と連設されている。
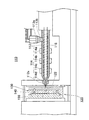
第1のバンドヒータ114aは、木質樹脂射出成形材料を溶かすときに加熱するもので、第2のバンドヒータ114bは、木質樹脂射出成形材料を混練するときに加熱するもので、第3のバンドヒータ114cは、木質樹脂射出成形材料を押し出す迄滞留するときに加熱するものである。第4のバンドヒータ114dは、ノズルヒータであり、木質樹脂射出成形材料がノズル112aから吹き出す迄に固まらないように加熱するものである。
可塑化シリンダ112の内部には、スクリュー118が内装され、木質樹脂射出成形材料は、外部のバンドヒータ114による加熱とスクリュー118の回転によるせん断力とにより加熱され、効率よく可塑化されるように構成されている。
可塑化シリンダ112の先端には、木質樹脂射出成形材料の射出口であるノズル112aが形成され、金型120のスプル122と連設されている。
第1金型130は、固定部132と金型部140との2つの部材から構成されている。
固定部132は、スプル122aがその中央に形成され、該スプル122aは、可塑化シリンダ112のノズル112aと連通するように構成されている。
固定部132は、前記スプル122aに直交する方向に、エア孔134が穿設されている。
第1金型130の金型部140は、スプル122bがのびる方向(反対方向)すなわち、キャビティ126側の面から固定部132に接する面側に向けて、ガス抜き兼ガス注入孔142が、第1金型130の金型部140の厚み方向における中間まで穿設されている。
ガス抜き兼ガス注入孔142は、スプル122bがのびる方向と直交する方向に向けて穿設されたガス孔144に連通されている。
ガス抜き兼ガス注入孔142は、エアシリンダ146の進退軸に設けられたバルブ148が添装されている。
エアシリンダ146は、固定部132のエア孔134に直交する方向において、シリンダ装填孔136に嵌装され、エア孔134におけるエアー出入により進退軸が出入するように構成されている。
バルブ148は、第1金型130の金型部140の厚み方向に進退して、ガス抜き及びガス注入の切り換えを行うように構成されている。
第1金型130及び第2金型150は、厚み方向の中間において、長手方向に、冷温水孔130a及び冷温水孔150aが穿設されている。
この溶着した木質樹脂の成形射出と同時に、キャビティ126のエア及びガスを抜く。
以下、本発明の実施例および比較例を挙げて、本発明を具体的に説明する。
なお、本発明は、以下の実施例に限定されるものではない。
(6)木質樹脂ペレットIにかかる発明
木粉70〜91重量%、粉末状ポリプロピレン3〜15重量%、添加剤として、接着剤であるカルボキシメチルセルロース樹脂1〜10重量%、界面活性剤(ステアリン酸)1〜10重量%、相溶剤(無水マレイン酸、無水マレイン酸変性ポリプロピレン)、その他を、混合機に仕込んで高速混合しつつ25〜80℃の温水を、前記混合物に対して、重量比で、0.5〜2倍混合させた。
混合物を混合機に移して低速混合し50℃まで下げた。得られた混合物をニーダでの混練で混合させたものを乾燥し、ペレット化した。
木粉(檜粉、含水量:3重量%、粒径範囲:30〜200μm、平均粒径:35μm)
粉末状ポリプロピレン(プライムポリプロ社製:「PP700」)
カルボキシメチルセルロース樹脂(ダイセルファインケム株式会社製:「CMCダイセル1220」)
無水マレイン酸(三井化学株式会社製)
変性ポリプロピレン(三菱化学株式会社製:「モディックP565」)
ステアリン酸(新日本理化株式会社製:「ステアリン酸300」)

主たる合成樹脂が3重量%未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し、固形保持力が低下し、3重量%を超えると、接着粘度が高まり分解しにくくなる。
温水が、25℃未満であると、添加剤が溶けにくく、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水のより好ましい温度は、30〜50℃である。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
主たる合成樹脂が3重量%未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し、固形保持力が低下し、3重量%を超えると、接着粘度が高まり分解しにくくなる。
温水が、25℃未満であると、添加剤が溶けにくく、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水のより好ましい温度は、30〜50℃である。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
一般に、ホモポリマーは、高剛性で、光沢がよく鮮やかな色彩に着色できる。
一方、ランダムコポリマーは、透明性が高く、ブロックコポリマーは、ホモポリマーよりも耐衝撃強度が優れているという特徴がある。
ポリプロピレンには、ホモポリマー、ランダムコポリマー及びブロックコポリマーの3種類がある。
なかでもホモポリマーはプロピレン100%から成るため、剛性や耐熱性に優れている。その反面、低温衝撃性に劣るがエチレンなどのモノマーを共重合することで改良される。さらにガラス繊維などのさまざまな副資材を充填することができるため、目的に応じた物性の材料を作ることが可能である。
これらは自動車部品、家電部品、日用品、その他工業用途に幅広く使用されている。
プライムポリマー(J−700GP)ホモポリマー 物性表10参照
プライムポリマー(J−3021GR)ランダムコポリマー 物性表10参照
プライムポリマー(J−466HP)ブロックコポリマー 物性表10参照
上記のグレードは、ホモグレード、ランダムグレード、ブロックグレードと言い、物性表10に記載されている、物理的性質、機械的性質、熱的性質、光学的性質にわかれ、数値が記入されているので製品に合った状態をその数値から拾いだし、検証する。
添加剤は、混合率に合わせ1%〜20%までとする。
割合は、木質90%に対してポリプロピレン(PP)、その他が10%で=100%なので使用時は、100gとして、(ポリプロピレン(PP)、その他50g)加算で木質60%入りPP樹脂となる。
(1)「成型機(日精樹脂工業)形式:NS60−9Aでの評価金型:ダンベル試験片」について
<成型条件>
i射出時間:10sec 冷却時間:25sec 中間時間:0,5sec
2圧:30% 1圧:50%
2速:20% 1速:40%
ii成型温度:ノズル部:170℃ 前部:180℃ 中間部:175℃ 後部:170℃
iii金型温度:30〜65℃
iv乾燥機:真空乾燥機 70〜100℃
上記の成型条件で、ダンベル試験片を成型し、分散性、流動性、可塑性を検証し試験片では、物性を検証した。
前処理した状態の物(仮名:SMCP1)に、ポリプロピレン(PP)を追加混合し、木質60%、ポリプロピレン35%、添加剤5%、での混合物による条件
<成型条件>
i射出時間:10sec 冷却時間:25sec 中間時間:0,5sec
2圧:20% 1圧:40%
2速:15% 1速:35%
ii成型温度:ノズル部:170℃ 前部:175℃ 中間部:175℃ 後部:170℃
iii金型温度:30〜65℃
iv乾燥機:真空乾燥機 70〜100℃
流動性がよく、表面光沢にすぐれ、木質感の状態が良い物性値も上がる方向であった。
i射出時間:8sec 冷却時間:20sec 中間時間:0,5sec
2圧:15% 1圧:40%
2速:15% 1速:25%
ii成型温度:ノズル部:170℃ 前部:180℃ 中間部:175℃ 後部:175℃
iii金型温度:30〜65℃
iv乾燥機:真空乾燥機 70〜100℃
混合機:回転数30rpm
混練り温度:40〜100℃
型取り粒径:径5ミリ高さ5ミリ 径4ミリ高さ5ミリ 径3ミリ高さ5ミリ又は径5ミリ高さ3ミリ 径4ミリ高さ3ミリ 径3ミリ高さ3ミリ
乾燥条件:乾燥機にて、60〜120℃ 3時間〜48時間
射出成型機(日精樹脂工業)形式:FS210S50ASEでの評価
射出成型機(型締め力:210t スクリュー径63ミリ 射出容量:639cm3/ショット 射出圧力:1275kg/hr 射出率:348cm3/sec スクリュー回転数:0〜150rpm低トルク及び高トルク ノズルタッチ力:4.4t
2.相溶性について
相溶性については、前処理時と中間処理時に関係する。
前処理の場合:前処理の場合の相溶性と言うのは、ステアリン酸を使い木粉とオレフィン樹脂を反発しにくくし、くっつきやすい状態にもってく事に(相溶性)と言っている。
中間処理の場合:前処理で出来た物を他のベース樹脂との相溶性である。ここでは、おもに、添加剤である、ステアリン酸とか有機化酸化物を使いベース樹脂との相溶性をはかる。
分散性について
分散性についても、前処理と中間処理での関係があるが、おもに前処理段階で分散しやすく加工することで、中間処理時、いくつもの、グレードポリプロピレン(PP)に対応しやすいと言うことである。なおかつ、中間処理で分散しにくい(だまになる)場合、添加剤の追加調整で分散性を上げると言うことである。
混合性について
混合は、おもに中間的なものであり、前処理したものを、中間処理で綺麗に分散した状態でポリプロピレン(PP)樹脂と木粉が混じりあっているかどうかと言うことである。
流動性について
流動性は、木粉とポリプロピレン(PP)の混じり合った物の流れの速さですテスト金型での射出タイムを目安にする。
滞留性について
滞留は、混合した物をわざとシリンダーの中で滞留させ、焼け状態を見たものである。
熱変化について
混合物の熱のかけ方での幅(170〜210℃)を測定したものである。
2.1.設定温度:ノズル温度:170℃ 前部:180℃ 中間部:175℃ 後部:170℃
スクリュー回転数:10〜20rpm 相溶物B(オレフィン系樹脂)
2.2.相溶性の各評価基準
相溶性:粒体物質量Aにより相溶物Bがなじみやすく加工されている。
分散性:カルボキシメチルセルロース樹脂(CMC)及びポリビニルアルコール(PVA)の濃度により分散性が変わると見られた。
混合性:成型機背圧により混合性が高まった。
流動性:相溶物B(各種B)で流動性を変えることが出来る。
滞留性:滞留時間によるが、時間が短いほど安定する。
熱変化は、設定温度、可塑化時スクリュー回転数及び滞留時間等で変色しはじめる。
3.1.成型機(日精樹脂工業)形式:FS210S50ASEでの評価
金型:木質専用トレー金型
3.2.「3.1.」の成型性の評価について
3.2.1.成型条件
射出TM1:15sec 冷却TM2:45sec 中間TM3:0・5sec
射出スピード:V1:55 V2:50V3:30
射出圧力 :P1:65 P2:25 P3:20
成型温度:ノズル部:180℃ 前部:180℃中間部:175℃後部:175℃
トレー(木質専用トレー金型)別紙、金型簡略図
金型温度:30〜65℃(冷温調設機にて)
3.2.3.乾燥機:真空乾燥機 70〜100℃
上記の条件で成型した結果、木質感がありながらも、表面光沢を保ち、においの少ない製品に仕上げることができた。試験片の物性値は下記にしるす。
試験方法及び実施
4.1.耐熱試験
試験装置:家庭用品品質表示法の耐熱温度測定に準じて試験を行った。提出資料を熱風循環乾燥機(東洋製作所製KVC)中で、板上に載せた状態で1時間保持、取り出し、温室放置した後、提出試料のエッジの高さ(10ミリ)の寸法変化(少数第一位を四捨五入)および目視により外観変化を調べた、耐熱温度は、50℃を起点として10℃おきに120℃まで行った。
4.2.荷重たわみ試験
試験方法:試験断片(幅10×長さ80ミリ)について、JIS K7191−1プラスチックー荷重たわみ温度の試験方法ー第一部に準じてフラットワイズ試験を行った。おもり:0,751N支点間距離:64mm、昇音速度:120℃/hr、たわみ量0.26mm 恒音層:エアー式
試験装置:高温HDTテスター HT−3 東洋精機製作所
4.3.定量試験
試験方法:資料を5mm角に切り出し、試料(約1g)を乾燥(90℃にて24時間放置)させ、予め乾燥させ重量既知な円筒濾紙に入れて正確に秤量した。この試料をO―シ゛クロロベンゼンにて、24時間ソックススレー中質を行った。抽出後、円筒濾紙をアセトンにて加温下で洗浄し、乾燥させ重量測定を行った。
4.4.引っ張り試験
試験装置:インストロン社製材料試験機5569
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック 引っ張り試験方法に準じて試験を行った。チャック間距離80mm、試験速度100mm/min、室温20℃相対温度60%で試験を行い、引っ張り試験での破断時、降状点での強度、変位を測定した。試験は5回行い、その平均値を結果とした。
4.5.曲げ試験
試験装置:インストロン社製材料試験機5569
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック 曲げ特性の試験方法に準じて試験を行った。支点間距離64mm、試験速度100mm/min、室温20℃相対温度60%で試験を行い、曲げ試験での最大荷重での強度、変位、応力を測定した。試験は5回行い、その平均値を結果とした。試料は、室温20℃相対温度60%で静置した後、試験に供した。
4.6.衝撃試験
試験装置:東洋精機製作所製 シャルピー衝撃試験機斧:0.5J
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック シャルピー衝撃強さの試験方法エッチワイズ衝撃ノッチ付きに準じて試験を行った。支持台距離60mm、斧2J、室温20℃相対温度60%で試験を行い、破壊エネルギーを測定し、シャルピー衝撃強さを算出した。試験は10回行い、その平均値を結果とした。試料は、室温20℃相対温度60%で静置した後、試験に供した。
(7)木質樹脂ペレットIIにかかる発明
木粉70〜91重量%、粉末状ポリエチレン3〜15重量%、添加剤として、接着剤であるカルボキシメチルセルロース樹脂1〜10重量%、界面活性剤(ステアリン酸)1重量%、相溶剤(無水マレイン酸、無水マレイン酸変性ポリプロピレン)、その他を、混合機に仕込んで高速混合しつつ50〜70℃の温水を、前記混合物に対して、重量比で、0.5〜2倍混合させた。混合物を混合機に移して低速混合し50℃まで下げた。得られた混合物をニーダでの混練で混合させたものを乾燥し、ペレット化した。
木粉(檜粉、含水量:3重量%、粒径範囲:30〜200μm、平均粒径:35μm)
粉末状ポリエチレン(旭化成社製:「Asahi KASEI サンテック‐HD L50P」)
カルボキシメチルセルロース樹脂(ダイセルファインケム株式会社製:「CMCダイセル1220」)
無水マレイン酸(三井化学株式会社製)
変性ポリプロピレン(三菱化学株式会社製:「モディックP565」)
ステアリン酸(新日本理化株式会社製:「ステアリン酸300」)
主たる合成樹脂が3重量%未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し、固形保持力が低下し、3重量%を超えると、接着粘度が高まり分解しにくくなる。
温水が、25℃未満であると、添加剤が溶けにくく、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水のより好ましい温度は、30〜50℃である。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
主たる合成樹脂が3重量%未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し、固形保持力が低下し、3重量%を超えると、接着粘度が高まり分解しにくくなる。
温水が、25℃未満であると、添加剤が溶けにくく、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水のより好ましい温度は、30〜50℃である。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
(1)混練条件について
混合機:回転数30rpm
混練り温度:40〜100℃
型取り粒径:径5ミリ高さ5ミリ 径4ミリ高さ5ミリ 径3ミリ高さ5ミリ又は径5ミリ高さ3ミリ 径4ミリ高さ3ミリ 径3ミリ高さ3ミリ
乾燥条件:乾燥機にて、60〜120℃ 3時間〜48時間
射出成型機(日精樹脂工業)形式:FS210S50ASEでの評価
射出成型機(型締め力:210t スクリュー径63ミリ 射出容量:639cm3/ショット 射出圧力:1275kg/hr 射出率:348cm3/sec スクリュー回転数:0〜150rpm低トルク及び高トルク ノズルタッチ力:4.4t
2.相溶性について
相溶性については、前処理時と中間処理時に関係する。
前処理の場合:前処理の場合の相溶性と言うのは、ステアリン酸を使い木粉とオレフィン樹脂を反発しにくくし、くっつきやすい状態にもってく事に(相溶性)と言っている。
中間処理の場合:前処理で出来た物を他のベース樹脂との相溶性である。ここでは、おもに、添加剤である、ステアリン酸とか有機化酸化物を使いベース樹脂との相溶性をはかる。
分散性について
分散性についても、前処理と中間処理での関係があるが、おもに前処理段階で分散しやすく加工することで、中間処理時、いくつもの、グレードポリプロピレン(PP)に対応しやすいと言うことである。なおかつ、中間処理で分散しにくい(だまになる)場合、添加剤の追加調整で分散性を上げると言うことである。
混合性について
混合は、おもに中間的なものであり、前処理したものを、中間処理で綺麗に分散した状態でPP樹脂と木粉が混じりあっているかどうかと言うことである。
流動性について
流動性は、木粉とポリプロピレン(PP)の混じり合った物の流れの速さですテスト金型での射出タイムを目安にする。
滞留性について
滞留は、混合した物をわざとシリンダーの中で滞留させ、焼け状態を見たものである。
熱変化について
混合物の熱のかけ方での幅(170〜210℃)を測定したものである。
2.1.設定温度:ノズル温度:170℃ 前部:180℃ 中間部:175℃ 後部:170℃
スクリュー回転数:50rpm 相溶物B(オレフィン系樹脂)
2.2.相溶性の各評価基準
相溶性:粒体物質量Aにより相溶物Bがなじみやすく加工されている。
分散性:カルボキシメチルセルロース樹脂(CMC)及びポリビニルアルコール(PVA)の濃度により分散性が変わると見られた。
混合性:成型機背圧により混合性が高まった。
流動性:相溶物B(各種B)で流動性を変えることが出来る。
滞留性:滞留時間によるが、時間が短いほど安定する。
熱変化は、設定温度、可塑化時スクリュー回転数及び滞留時間等で変色しはじめる。
3.1.成型機(日精樹脂工業)形式:FS210S50ASEでの評価
金型:木質専用トレー金型
3.2.「3.1.」の成型性の評価について
3.2.1.成型条件
射出TM1:15sec 冷却TM2:45sec 中間TM3:0・5sec
射出スピード:V1:55 V2:50V3:30
射出圧力 :P1:65 P2:25 P3:20
成型温度:ノズル部:180℃ 前部:180℃ 中間部:175℃ 後部:175℃
トレー(木質専用トレー金型)別紙、金型簡略図
金型温度:30〜65℃(冷温調設機にて)
3.2.3.乾燥機:真空乾燥機 70〜100℃
上記の条件で成型した結果、木質感がありながらも、表面光沢を保ち、においの少ない製品に仕上げることができた。試験片の物性値は下記にしるす。
試験方法及び実施
4.1.耐熱試験
試験装置:家庭用品品質表示法の耐熱温度測定に準じて試験を行った。提出資料を熱風循環乾燥機(東洋製作所製KVC)中で、板上に載せた状態で1時間保持、取り出し、温室放置した後、提出試料のエッジの高さ(10ミリ)の寸法変化(少数第一位を四捨五入)および目視により外観変化を調べた、耐熱温度は、50℃を起点として10℃おきに120℃まで行った。
4.2.荷重たわみ試験
試験方法:試験断片(幅10×長さ80ミリ)について、JIS K7191−1プラスチックー荷重たわみ温度の試験方法ー第一部に準じてフラットワイズ試験を行った。おもり:0,751N支点間距離:64mm、昇音速度:120℃/hr、たわみ量0.26mm 恒音層:エアー式
試験装置:高温HDTテスター HT−3 東洋精機製作所
4.3.定量試験
試験方法:資料を5mm角に切り出し、試料(約1g)を乾燥(90℃にて24時間放置)させ、予め乾燥させ重量既知な円筒濾紙に入れて正確に秤量した。この試料をO―シ゛クロロベンゼンにて、24時間ソックススレー中質を行った。抽出後、円筒濾紙をアセトンにて加温下で洗浄し、乾燥させ重量測定を行った。
4.4.引っ張り試験
試験装置:インストロン社製材料試験機5569
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック 引っ張り試験方法に準じて試験を行った。チャック間距離80mm、試験速度100mm/min、室温20℃相対温度60%で試験を行い、引っ張り試験での破断時、降状点での強度、変位を測定した。試験は5回行い、その平均値を結果とした。
4.5.曲げ試験
試験装置:インストロン社製材料試験機5569
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック 曲げ特性の試験方法に準じて試験を行った。支点間距離64mm、試験速度100mm/min、室温20℃相対温度60%で試験を行い、曲げ試験での最大荷重での強度、変位、応力を測定した。試験は5回行い、その平均値を結果とした。試料は、室温20℃相対温度60%で静置した後、試験に供した。
4.6.衝撃試験
試験装置:東洋精機製作所製 シャルピー衝撃試験機斧:0.5J
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック シャルピー衝撃強さの試験方法エッチワイズ衝撃ノッチ付きに準じて試験を行った。支持台距離60mm、斧2J、室温20℃相対温度60%で試験を行い、破壊エネルギーを測定し、シャルピー衝撃強さを算出した。試験は10回行い、その平均値を結果とした。試料は、室温20℃相対温度60%で静置した後、試験に供した。
(8)木質樹脂ペレットIIIにかかる発明
木粉70〜91重量%、アルファオレフィン重合体3〜15重量%、添加剤として、接着剤であるカルボキシメチルセルロース樹脂1〜10重量%、界面活性剤(ステアリン酸)1〜10重量%、相溶剤(無水マレイン酸、無水マレイン酸変性ポリプロピレン)、その他を、混合機に仕込んで高速混合しつつ40〜80℃の温水を、前記混合物に対して、重量比で、0.5〜2倍混合させた。混合物を混合機に移して低速混合し温度を下げた。得られた混合物をニーダでの混練で混合させたものを乾燥し、ペレット化した。
木粉(檜粉、含水量:3重量%、粒径範囲:30〜200μm、平均粒径:35μm)
アルファオレフィン重合体
カルボキシメチルセルロース樹脂
無水マレイン酸
変性ポリプロピレン
ステアリン酸
主たる合成樹脂が3重量%未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し、固形保持力が低下し、3重量%を超えると、接着粘度が高まり分解しにくくなる。
温水が、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水が、40℃未満であると、主たる合成樹脂及び添加剤が溶けにくい。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
主たる合成樹脂が3重量%未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し、固形保持力が低下し、3重量%を超えると、接着粘度が高まり分解しにくくなる。
温水が、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水が、40℃未満であると、主たる合成樹脂及び添加剤が溶けにくい。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
(1)混練条件について
混合機:回転数30rpm
混練り温度:40〜100℃
型取り粒径:径5ミリ高さ5ミリ 径4ミリ高さ5ミリ 径3ミリ高さ5ミリ又は径5ミリ高さ3ミリ 径4ミリ高さ3ミリ 径3ミリ高さ3ミリ
乾燥条件:乾燥機にて、60〜120℃ 3時間〜48時間
射出成型機(日精樹脂工業)形式:FS210S50ASEでの評価
射出成型機(型締め力:210t スクリュー径63ミリ 射出容量:639cm3/ショット 射出圧力:1275kg/hr 射出率:348cm3/sec スクリュー回転数:0〜150rpm低トルク及び高トルク ノズルタッチ力:4.4t
2.相溶性について
相溶性については、前処理時と中間処理時に関係する。
前処理の場合:前処理の場合の相溶性と言うのは、ステアリン酸を使い木粉とオレフィン樹脂を反発しにくくし、くっつきやすい状態にもってく事に(相溶性)と言っている。
中間処理の場合:前処理で出来た物を他のベース樹脂との相溶性である。ここでは、おもに、添加剤である、ステアリン酸とか有機化酸化物を使いベース樹脂との相溶性をはかる。
分散性について
分散性についても、前処理と中間処理での関係があるが、おもに前処理段階で分散しやすく加工することで、中間処理時、いくつもの、グレードポリプロピレン(PP)に対応しやすいと言うことである。なおかつ、中間処理で分散しにくい(だまになる)場合、添加剤の追加調整で分散性を上げると言うことである。
混合性について
混合は、おもに中間的なものであり、前処理したものを、中間処理で綺麗に分散した状態でPP樹脂と木粉が混じりあっているかどうかと言うことである。
流動性について
流動性は、木粉とポリプロピレン(PP)の混じり合った物の流れの速さですテスト金型での射出タイムを目安にする。
滞留性について
滞留は、混合した物をわざとシリンダーの中で滞留させ、焼け状態を見たものである。
熱変化について
混合物の熱のかけ方での幅(170〜210℃)を測定したものである。
2.1.設定温度:ノズル温度:170℃ 前部:180℃ 中間部:175℃ 後部:170℃
スクリュー回転数:50rpm 相溶物B(オレフィン系樹脂)
2.2.相溶性の各評価基準
相溶性:粒体物質量Aにより相溶物Bがなじみやすく加工されている。
分散性:カルボキシメチルセルロース樹脂(CMC)及びポリビニルアルコール(PVA)の濃度により分散性が変わると見られた。
混合性:成型機背圧により混合性が高まった。
流動性:相溶物B(各種B)で流動性を変えることが出来る。
滞留性:滞留時間によるが、時間が短いほど安定する。
熱変化は、設定温度、可塑化時スクリュー回転数及び滞留時間等で変色しはじめる。
3.1.成型機(日精樹脂工業)形式:FS210S50ASEでの評価
金型:木質専用トレー金型
3.2.「3.1.」の成型性の評価について
3.2.1.成型条件
射出TM1:15sec 冷却TM2:45sec 中間TM3:0・5sec
射出スピード:V1:55 V2:50V3:30
射出圧力 :P1:65 P2:25 P3:20
成型温度:ノズル部:180℃ 前部:180℃ 中間部:175℃ 後部:175℃
トレー(木質専用トレー金型)別紙、金型簡略図
金型温度:30〜65℃(冷温調設機にて)
3.2.3.乾燥機:真空乾燥機 70〜100℃
上記の条件で成型した結果、木質感がありながらも、表面光沢を保ち、においの少ない製品に仕上げることができた。試験片の物性値は下記にしるす。
試験方法及び実施
4.1.耐熱試験
試験装置:家庭用品品質表示法の耐熱温度測定に準じて試験を行った。提出資料を熱風循環乾燥機(東洋製作所製KVC)中で、板上に載せた状態で1時間保持、取り出し、温室放置した後、提出試料のエッジの高さ(10ミリ)の寸法変化(少数第一位を四捨五入)および目視により外観変化を調べた、耐熱温度は、50℃を起点として10℃おきに120℃まで行った。
4.2.荷重たわみ試験
試験方法:試験断片(幅10×長さ80ミリ)について、JIS K7191−1プラスチックー荷重たわみ温度の試験方法ー第一部に準じてフラットワイズ試験を行った。おもり:0,751N支点間距離:64mm、昇音速度:120℃/hr、たわみ量0.26mm 恒音層:エアー式
試験装置:高温HDTテスター HT−3 東洋精機製作所
4.3.定量試験
試験方法:資料を5mm角に切り出し、試料(約1g)を乾燥(90℃にて24時間放置)させ、予め乾燥させ重量既知な円筒濾紙に入れて正確に秤量した。この試料をO―シ゛クロロベンゼンにて、24時間ソックススレー中質を行った。抽出後、円筒濾紙をアセトンにて加温下で洗浄し、乾燥させ重量測定を行った。
4.4.引っ張り試験
試験装置:インストロン社製材料試験機5569
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック 引っ張り試験方法に準じて試験を行った。チャック間距離80mm、試験速度100mm/min、室温20℃相対温度60%で試験を行い、引っ張り試験での破断時、降状点での強度、変位を測定した。試験は5回行い、その平均値を結果とした。
4.5.曲げ試験
試験装置:インストロン社製材料試験機5569
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック 曲げ特性の試験方法に準じて試験を行った。支点間距離64mm、試験速度100mm/min、室温20℃相対温度60%で試験を行い、曲げ試験での最大荷重での強度、変位、応力を測定した。試験は5回行い、その平均値を結果とした。試料は、室温20℃相対温度60%で静置した後、試験に供した。
4.6.衝撃試験
試験装置:東洋精機製作所製 シャルピー衝撃試験機斧:0.5J
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック シャルピー衝撃強さの試験方法エッチワイズ衝撃ノッチ付きに準じて試験を行った。支持台距離60mm、斧2J、室温20℃相対温度60%で試験を行い、破壊エネルギーを測定し、シャルピー衝撃強さを算出した。試験は10回行い、その平均値を結果とした。試料は、室温20℃相対温度60%で静置した後、試験に供した。
(9)木質樹脂ペレットIVにかかる発明
木粉70〜91重量%、低粘度の単独重合体型ポリプロピレンワックス3〜15重量%、添加剤として、接着剤であるカルボキシメチルセルロース樹脂1〜10重量%、界面活性剤(ステアリン酸)1〜10重量%、相溶剤(無水マレイン酸、無水マレイン酸変性ポリプロピレン)、その他を、混合機に仕込んで高速混合しつつ70〜90℃の温水を、前記混合物に対して、重量比で、0.5〜2倍混合させた。混合物を混合機に移して低速混合し50℃まで下げた。得られた混合物をニーダでの混練で混合させたものを乾燥し、ペレット化した。
木粉(檜粉、含水量:3重量%、粒径範囲:30〜200μm、平均粒径:35μm)
低粘度の単独重合体型ポリプロピレンワックス(クラリアントジャパン株式会社製:「メタロセンワックスポリマー TP LICOCENE PP MA 6452F」)
カルボキシメチルセルロース樹脂(ダイセルファインケム株式会社製:「CMCダイセル1220」)
無水マレイン酸(三井化学株式会社製)
変性ポリプロピレン(三菱化学株式会社製:「モディックP565」)
ステアリン酸(新日本理化株式会社製:「ステアリン酸300」)
主たる合成樹脂が3重量%未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し、固形保持力が低下し、3重量%を超えると、接着粘度が高まり分解しにくくなる。
温水が、70℃未満であると、主たる合成樹脂が溶けにくい。
温水が、90℃を超えると、添加剤が蒸発し、作業性が悪い。
温水のより好ましい温度は、80℃である。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
主たる合成樹脂が3重量%未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量%を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量%未満であると、接着粘度が低下し、固形保持力が低下し、3重量%を超えると、接着粘度が高まり分解しにくくなる。
温水が、70℃未満であると、主たる合成樹脂が溶けにくい。
温水が、90℃を超えると、添加剤が蒸発し、作業性が悪い。
温水のより好ましい温度は、80℃である。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
(1)混練条件について
混合機:回転数30rpm
混練り温度:40〜100℃
型取り粒径:径5ミリ高さ5ミリ 径4ミリ高さ5ミリ 径3ミリ高さ5ミリ又は径5ミリ高さ3ミリ 径4ミリ高さ3ミリ 径3ミリ高さ3ミリ
乾燥条件:乾燥機にて、60〜120℃ 3時間〜48時間
射出成型機(日精樹脂工業)形式:FS210S50ASEでの評価
射出成型機(型締め力:210t スクリュー径63ミリ 射出容量:639cm3/ショット 射出圧力:1275kg/hr 射出率:348cm3/sec スクリュー回転数:0〜150rpm低トルク及び高トルク ノズルタッチ力:4.4t
2.相溶性について
相溶性については、前処理時と中間処理時に関係する。
前処理の場合:前処理の場合の相溶性と言うのは、ステアリン酸を使い木粉とオレフィン樹脂を反発しにくくし、くっつきやすい状態にもってく事に(相溶性)と言っている。
中間処理の場合:前処理で出来た物を他のベース樹脂との相溶性である。ここでは、おもに、添加剤である、ステアリン酸とか有機化酸化物を使いベース樹脂との相溶性をはかる。
分散性について
分散性についても、前処理と中間処理での関係があるが、おもに前処理段階で分散しやすく加工することで、中間処理時、いくつもの、グレードポリプロピレン(PP)に対応しやすいと言うことである。なおかつ、中間処理で分散しにくい(だまになる)場合、添加剤の追加調整で分散性を上げると言うことである。
混合性について
混合は、おもに中間的なものであり、前処理したものを、中間処理で綺麗に分散した状態でPP樹脂と木粉が混じりあっているかどうかと言うことである。
流動性について
流動性は、木粉とポリプロピレン(PP)の混じり合った物の流れの速さですテスト金型での射出タイムを目安にする。
滞留性について
滞留は、混合した物をわざとシリンダーの中で滞留させ、焼け状態を見たものである。
熱変化について
混合物の熱のかけ方での幅(170〜210℃)を測定したものである。
2.1.設定温度:ノズル温度:170℃ 前部:180℃ 中間部:175℃ 後部:170℃
スクリュー回転数:50rpm 相溶物B(オレフィン系樹脂)
2.2.相溶性の各評価基準
相溶性:粒体物質量Aにより相溶物Bがなじみやすく加工されている。
分散性:カルボキシメチルセルロース樹脂(CMC)及びポリビニルアルコール(PVA)の濃度により分散性が変わると見られた。
混合性:成型機背圧により混合性が高まった。
流動性:相溶物B(各種B)で流動性を変えることが出来る。
滞留性:滞留時間によるが、時間が短いほど安定する。
熱変化は、設定温度、可塑化時スクリュー回転数及び滞留時間等で変色しはじめる。
3.1.成型機(日精樹脂工業)形式:FS210S50ASEでの評価
金型:木質専用トレー金型
3.2.「3.1.」の成型性の評価について
3.2.1.成型条件
射出TM1:15sec 冷却TM2:45sec 中間TM3:0・5sec
射出スピード:V1:55 V2:50V3:30
射出圧力 :P1:65 P2:25 P3:20
成型温度:ノズル部:180℃ 前部:180℃ 中間部:175℃ 後部:175℃
トレー(木質専用トレー金型)別紙、金型簡略図
金型温度:30〜65℃(冷温調設機にて)
3.2.3.乾燥機:真空乾燥機 70〜100℃
上記の条件で成型した結果、木質感がありながらも、表面光沢を保ち、においの少ない製品に仕上げることができた。試験片の物性値は下記にしるす。
試験方法及び実施
4.1.耐熱試験
試験装置:家庭用品品質表示法の耐熱温度測定に準じて試験を行った。提出資料を熱風循環乾燥機(東洋製作所製KVC)中で、板上に載せた状態で1時間保持、取り出し、温室放置した後、提出試料のエッジの高さ(10ミリ)の寸法変化(少数第一位を四捨五入)および目視により外観変化を調べた、耐熱温度は、50℃を起点として10℃おきに120℃まで行った。
4.2.荷重たわみ試験
試験方法:試験断片(幅10×長さ80ミリ)について、JIS K7191−1プラスチックー荷重たわみ温度の試験方法ー第一部に準じてフラットワイズ試験を行った。おもり:0,751N支点間距離:64mm、昇音速度:120℃/hr、たわみ量0.26mm 恒音層:エアー式
試験装置:高温HDTテスター HT−3 東洋精機製作所
4.3.定量試験
試験方法:資料を5mm角に切り出し、試料(約1g)を乾燥(90℃にて24時間放置)させ、予め乾燥させ重量既知な円筒濾紙に入れて正確に秤量した。この試料をO―シ゛クロロベンゼンにて、24時間ソックススレー中質を行った。抽出後、円筒濾紙をアセトンにて加温下で洗浄し、乾燥させ重量測定を行った。
4.4.引っ張り試験
試験装置:インストロン社製材料試験機5569
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック 引っ張り試験方法に準じて試験を行った。チャック間距離80mm、試験速度100mm/min、室温20℃相対温度60%で試験を行い、引っ張り試験での破断時、降状点での強度、変位を測定した。試験は5回行い、その平均値を結果とした。
4.5.曲げ試験
試験装置:インストロン社製材料試験機5569
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック 曲げ特性の試験方法に準じて試験を行った。支点間距離64mm、試験速度100mm/min、室温20℃相対温度60%で試験を行い、曲げ試験での最大荷重での強度、変位、応力を測定した。試験は5回行い、その平均値を結果とした。試料は、室温20℃相対温度60%で静置した後、試験に供した。
4.6.衝撃試験
試験装置:東洋精機製作所製 シャルピー衝撃試験機斧:0.5J
試験方法:試験断片(幅10×長さ150mm)について、JIS K 7171(1994)プラスチック シャルピー衝撃強さの試験方法エッチワイズ衝撃ノッチ付きに準じて試験を行った。支持台距離60mm、斧2J、室温20℃相対温度60%で試験を行い、破壊エネルギーを測定し、シャルピー衝撃強さを算出した。試験は10回行い、その平均値を結果とした。試料は、室温20℃相対温度60%で静置した後、試験に供した。
上記の内容の結果から、木粉率・主たる合成樹脂・各添加剤及び希釈剤(温水)の配合で使用目的に合った混合で安定したグレードを確立することで、製品に木質感のある製品で形状維持や耐熱・耐候といった物性面でも実証しやすくなった。
本件明細書において、「木質樹脂ペレット及び植物系樹脂ペレット並びにその製造方法」を前処理ということがあり、中間処理及び後処理と区別することがある。
融点を40〜100℃の間に持つワックス材料が、高結晶性高級α−オレフィン系重合体であり、加熱して木粉の表面に付着された前記高結晶性ポリアルファオレフィン系重合体が55℃未満に温度を降温させて造粒されるように構成されている。
前記油分を補われた木粉は、油分を補われた30〜200μmの木粉70〜91重量部に、結着剤1〜15重量部を混ぜ、更に、水又は10〜80℃の温水を混ぜて、混練される。
水又は温水は、木粉と結着剤と添加剤とを混ぜた混合物100重量部に対して、1〜20重量部混合される。好ましくは、温水が、5〜20重量部混合される。
融点を40〜100℃の間に持つワックス材料が、高結晶性高級α−オレフィン系重合体であり、加熱して木粉の表面に付着された前記高結晶性ポリアルファオレフィン系重合体が55℃未満に温度を降温させて造粒されるように構成されている。
水又は温水は、植物系粉末と結着剤と添加剤とを混ぜた混合物100重量部に対して、1〜20重量部混合される。好ましくは、温水が、5〜20重量部混合される。
また、間伐材、木材を製材する際に副生する木片や住宅の建て替え時に発生する廃材を用いることもできる。このような木粉を用いることにより、製造コストの低減が可能となり、環境保護や資源保護を実現することができる。
セルロースは繊維素ともいい、すべての植物細胞の細胞壁をつくる炭水化物(多糖類の一種)のことを指し、化学式は(C6H10O5)nで示される。植物体内では、ふつう、セルロースは、木質、脂質などと結びついている。
高結晶性高級α−オレフィン系重合体は、炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたものであり、他のワックス材料と比較して熱安定性が高くかつ、粉砕物に加工しやすい利点がある。
高結晶性高級アルファオレフィン重合体の変性物としては以下のようなものがある。
ここで言う変性物とは前記アルファオレフィン重合体に極性化合物又はハロゲン化合物を反応させる事で得られる生成物の事である。
具体的な化合物としては、アクリル酸、メタクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸、シトラコン酸、ソルビン酸、メサコン酸、アンゲリカ酸、無水マレイン酸、無水イタコン酸、無水シトラコン酸、アクリル酸メチル、アクリル酸ブチル、アクリル酸2-エチルヘキシル、マレイン酸モノエチルエステル、マレイン酸モノアミド、アクリルアミド、アクリル酸グリシジルエチル、アクリロイルオキシエチルイソシアネート、メタクリロイルオキシエチルイソシアネート、アクリル酸2−ヒドロキシエチル、スチレン等があげられる。これらは単独で使用してもよく、二種以上を組み合わせて用いても良い。
平均粒径が30μm未満では、嵩比重が低下し、そのため得られる成形品の強度が低下する恐れがあり、逆に平均粒径が200μmを超えると、木質樹脂ペレットを用いて射出成形を行った場合に、ノズル部分での詰まりが発生しやすくなり、その結果、成形品の表面が荒れて、木質感が低下することがある。
ここで、上記木粉の平均粒子径は、木粉を篩いにより分級して目開きに対する累積重量部曲線を作成し、その50重量部に相当する目開きの値を意味する。このような平均粒径を有する木粉を得る方法としては、特に限定されず、例えば粉砕機を用いて木材を粉末にする方法が挙げられる。
本発明においては、木粉を例えば50〜60℃で30〜40時間乾燥させることにより、含水量を10重量部以下とした木粉を用いるのが好ましい。木粉の含水量が10重量部を超えると、合成樹脂ペレットを用いて成形を行った場合に、成形品の中に気泡が発生し、機械的強度が低下したり、外観を損ねたりする恐れがある。より好ましい含水量は5重量部以下である。
木粉以外の植物系粉末は、1〜10重量部の水分が含まれているものが好ましい。
木材の粉末化処理中に、木材に含まれていた油成分が飛んで消失する。そこで、木粉に油成分を補充して、元々の木材等のときの油成分を保持するようにする方がよい。
補充する油成分としては、元々の木材の油分,カーネーションオイル、ひまし油等の植物系油を用い、1〜5重量部の油分を補う。
その他、結着剤に近い性質を有する樹脂系材料の合成油で油分を補ってもよい。
木質系材料の種類により、次のように油成分が異なるので、それに対応して油分を補う。
木質の種類及び油成分
杉(主要成分)
δ-カジネン・β-オイデスモール・α-ムロレン・クリプトメリオール・クリプトメリジオール等
含有率 0.1〜1.0%
檜(主要成分)
α-ピネン・テルピネオール・リモネン・δ-カジネン・δ-カジノール・T-ムーロロール
本発明の結晶性高級α−オレフィン系重合体は以下の(1)及び(2)の要件を満たすことを要し、以下の(1)〜(4)の要件を満たすことが好ましい。
(1)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気190℃で5分保持した後、−10℃まで、5℃/分で降温させ、−10℃で5分保持した後、190℃まで10℃/分で昇温させることにより得られた融解吸熱カーブから観測される融点(Tm)が40〜100℃である。
高結晶性高級α−オレフィン系重合体は、前記(1)における融点(Tm)測定において、融点の融解吸熱ピーク全体のベースラインからピークトップまでの高さの中点におけるピーク幅である半値幅(Wm)が、10℃以下である。
(2)ゲルパーミエイションクロマトグラフィ(GPC)法により測定したポリスチレン換算の重量平均分子量(Mw)が1,000〜5,000,000であり、分子量分布(Mw/Mn)が5.0以下である。
(3)炭素数16〜40の高級α−オレフィン連鎖部に由来する立体規則性指標値M2が50モル%以上
(4)広角X線散乱強度分布における、15deg<2θ<30degに観測される側鎖結晶化に由来する、単一のピークX1が観測される。
融点(Tm)の測定において得られる融解ピークの面積から計算される、高結晶性高級α−オレフィン系重合体の融解熱(ΔH)は、通常30J/g以上、好ましくは50J/g以上、より好ましくは60J/g以上、さらに好ましくは75J/g以上である。ΔHが30J/g以上であると、高い結晶性を有することとなるため、高硬度となり、融解特性が良好となる。
また、本発明の高級α−オレフィン系重合体は、GPC法により測定した分子量分布(Mw/Mn)が5.0以下であることを要し、より好ましくは1.5〜3.5、さらに好ましくは1.5〜3.0である。分子量分布(Mw/Mn)が5.0以下であると、組成分布が広くなりすぎず適度のものとなるため、べたつきなどによる表面特性の悪化や強度低下が抑制される。
なお、上記重量平均分子量(Mw)は、GPC法により下記の装置及び条件で測定したポリスチレン換算の値であり、分子量分布(Mw/Mn)は、この重量平均分子量(Mw)と同様にして測定した数平均分子量(Mn)から算出した値である。
検出器 :液体クロマトグラム用RI検出器 WATERS 150C
カラム :TOSO GMHHR−H(S)HT
測定条件
溶媒 :1,2,4−トリクロロベンゼン
測定温度 :145℃
流速 :1.0ml/分
試料濃度 :2.2mg/ml
注入量 :160μl
検量線 :Universal Calibration
解析プログラム:HT−GPC(Ver.1.0)
好ましくは70〜100mol%、更に好ましくは85〜100%、特に好ましくは炭素数16〜40の高級αオレフィンのみからなる重合体である。
炭素数16〜40の高級αオレフィンの含量が50mol%以下では、結晶性が得られなったり、融点が高すぎてしまい各種物質との相溶性が低下してしまう。
炭素数16〜40の高級αオレフィンとしては、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−エイコセン等が挙げられ、これらのうち一種又は二種以上を用いることができる。
木粉の油分を補う結晶性高級αオレフィン重合体の原料のなる高級αオレフィンの炭素数が16未満の場合は、結晶性が低く、べたつきや強度低下につながる。
そして、木質樹脂ペレットVは、前記油分を補われた木粉70〜91重量部が配合される。
木粉の配合量が70重量部未満であると、天然木材に近い良好な木質感および外観を付与することが難しくなり、逆に91重量部を超えると、樹脂への木粉の分散性が悪化するとともに、樹脂組成物の溶融粘度が上昇し、射出成形などの成形性が低下する。木粉の好ましい配合量は70〜91重量部である。
木粉の混合割合が70重量部未満であると、木粉率の低下を招く。
ワックス材料としては、前記油分を補充するために用いられた炭素数16〜40の高級α−オレフィン系重合体を用いる。
融点を40〜100℃の間に持つワックス材料が3重量部未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に15重量部を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
融点を40〜100℃の間に持つワックス材料の混合割合が3重量部以上であると、木粉率の増加で固形困難・添加剤の調整不良とならない。
混合材としては、ポリプロピレン又はポリエチレンのパウダーなど、結晶性樹脂パウダーが用いられる。混合材の粒度は、30〜100μm、混合材の溶融温度は、40〜200℃が好ましい。
例えば、粒径50〜100μm及び溶融温度125〜200℃のポリプロピレンパウダや粒径50〜100μm及び溶融温度125〜200℃のポリエチレンパウダなどがある。
相溶剤としては、例えば、ステアリン酸ナトリウム・ステアリン酸マグネシウムが、選択される。
相溶剤は、1〜5重量部混合される。
5重量部を超えると、造粒物の硬度に支障をがきたすおそれがある。
1重量部未満であると、相溶しにくく分離するおそれがある。
分散剤として、例えば、ステアリン酸ナトリウム、ステアリン酸、木質プラスチック中の飽和カルボン酸および不飽和カルボン酸が選択される。
飽和カルボン酸および不飽和カルボン酸は、 どちらも木粉とポリオレフィンを相溶(分散)しやすくする働きがある。
カルボン酸部分は、木粉と親和性が高く、その他の炭化水素部分は、ポリプロピレンなどのポリオレフィンと親和性が高いためである。
飽和カルボン酸としては、
無水コハク酸・コハク酸・無水フタル酸・フタル酸・無水テトラヒドロフタル酸・無水アジピン酸等がある。
不飽和カルボン酸としては、
マレイン酸・無水マレイン酸・無水ナジック酸・イタコン酸・無水イタコン酸・シトラコン酸・ソルビン酸・アクリル酸等がある。
不飽和カルボン酸の誘導体としては、
不飽和カルボン酸の金属塩・アミド・イミド・エステル等がある。
その他、
ヒドロキシプロピオン酸・フマル酸・リンゴ酸・グルカリン酸・ルベリン酸
ヒドロキシプロピルメチルセルロース等がある。
グリセリン脂肪酸エステルは、固体・液体と界面に作用し、ポリプロピレン(PP),ポリエチレン(PE),ポリエステル(PS)等の樹脂及び可塑剤への充填剤となり、分散性を向上させる。
分散剤は、1〜5重量部混合される。
5重量部を超えると、相溶剤と同じく硬度が不安定になる。
1重量部未満であると、分散効果がおとろえる。
静電気防止作用も期待される。
ブルーム防止剤としては、例えば、有機アミノ酸誘導体などが選択される。
12.5重量部を超えると:過剰反応をおこし(こげ)等が生じる可能性がある。
1重量部未満であると:相溶性が低下し空洞部が増加する傾向がある。
水に油を混ぜようとしても、分離してしまうが、界面活性剤を加えると、界面活性剤の親油基が油の粒子を取り囲み、親水基を外側に向けた状態に並ぶ。
この親水基は水になじみやすいため、水と混じり合い、水と油が均一に混ざった状態(「乳化(エマルジョン)」と呼ばれる)となる。
滑剤は、ポリマーの成形加工機内の挙動がせん断変形により流動と加工機の内壁との摩擦抵抗によって影響を受けるが、この加工に際して、溶融ポリマーとある程度の相溶性を有して流動性を増すと同時に、加工機械の内部金属表面との摩擦抵抗を減少させて粘着を防ぎ加工を容易にする化合物である(例、パラフィン系合成ワックス、ポリエチレンワックス)。
上記の配合比:(前処理ラテックスでは、0〜20% 中間処理加熱混合時 0〜20%)
このような界面活性剤としては、例えば、ステアリン酸などが挙げられる。
ステアリン酸のより好ましい配合量は、0〜3重量部である。
カルボキシメチルセルロース樹脂の配合量が10重量部を超えると、接着粘度が高まり分解しにくくなる方向である。
カルボキシメチルセルロース樹脂のより好ましい配合量は、0〜3重量部である。
ポリビニルアルコールの配合量が10重量部を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
ポリビニルアルコールのより好ましい配合量は、0〜3重量部である。
添加剤としての無水マレイン酸、無水コハク酸、無水コハク酸は、相溶性、定着性、強度を上げる機能を有する。
マレイン酸を、付加重合前の熱可塑性樹脂の原料に添加して付加重合を行うと、付加重合後の高分子には親水基の一つであるカルボキシル基が付加される。
一般に、重合前の合成樹脂の原料に不飽和有機酸を添加して重合を行うと、重合後の高分子にはカルボキシル基が付加され、得られる酸変性樹脂は木質系材料とのなじみが良くなる。
変性ポリオレフィン、無水マレイン酸変性ポリプロピレンは、相溶性、定着性、強度を上げる機能を有する。
無水マレイン酸のより好ましい配合量は、0〜2重量部である。
または、木質樹脂ペレットVにかかる発明においては、添加剤として、上記木粉70〜91重量部に対して、無水マレイン酸変性ポリプロピレン0〜10重量部を配合される。
無水マレイン酸変性ポリプロピレンのより好ましい配合量は、0〜2重量部である。
温水の温度は、主たる結着剤(炭素数22〜40の高級α−オレフィンを重合して得られた高結晶性高級α−オレフィン系重合体)又は添加剤(カルボキシメチルセルロース樹脂又はポリビニルアルコールの溶融)との関係があり、温水は、40〜80℃の温水を混合する。
温水のより好ましい温度は、50〜70℃である。
80℃を超えると、添加剤が蒸発し、作業性が悪い。
40℃未満であると、主たる合成樹脂及び添加剤が溶けにくい。
温水の混合割合は、木粉、結着剤及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
まず、木粉の調整、例えば、リグニン抜き、油分及び水分の調整がなされる。
木粉は、リグニンを抜くことにより、中・高温度域(150℃〜)でも、本件発明にかかるペレットを使用して成形加工をすることができるようにする。
例えば、ABS,スチロールは、200℃以上で溶融するので、リグニンが多く含有されていると、成形時に変色(焼けこげ)をすることがあるので、リグニンを抜いて、それを抑制するとよい。
リグニン抜きの方法としては、例えば次のような方法がある。
杉,檜等の木粉は、チップとして細かく裁断し湿潤状態にしておく。
リグニンを抜く装置は、材質に合わせた形状の回転擂り盤を擂り盤受け回転台にセットし、攪拌部も付いている回転擂り盤固定締め付け部でしっかり締め付けて固定させ、下部にある回転モーターの回転力を効率良く受けられるようにする。
上部の押付け擂り盤は、材質に合わせた形状の物で上からの圧力を調整するように構成するが、押付け擂り盤は回転させなくても良い。リグニンを抜く装置の回転モーターの回転を上げ、一体化してある回転擂り盤、擂り盤受け回転台、攪拌部を高速で回転させておく。このとき、押付け擂り盤の上からの圧力を調整しておく必要がある。
この状態において、湿潤状態の木粉を水と一緒に材料投入部に投入すると、高速で回転する攪拌部で跳ね飛ばされ上下擂り盤の擂り盤切込み溝に送り込まれ、溝部と溝無し部との凹凸で荒目の粉砕が出来る。溝の構成から外周部に向かうほど細かく粉砕される。
さらに、上下擂り盤が直接擦り合う擂り盤外周部に送り込まれ、木粉の繊維質はペースト状にまで擂り潰される。その際、上下の擂り盤同士が殆ど隙間の無い状態で高速回転して直接擦り合い、そこに繊維質と水の粒子が一緒に入り込むことにより木粉の繊維質を解きほぐし、繊維質に含むリグニンやペクチン等の樹脂分を分離分解させることによりペースト状になり、上下擂り盤回転接触面外周部から放り出され外枠になる木粉受けで受ける。
ペースト状木粉は、分離されたリグニンやペクチン等の樹脂分を含んでいる為洗浄装置での水洗いをした後、乾燥させる。
水又は温水は、木粉と結着剤と添加剤とを混ぜた混合物100重量部に対して、1〜20重量部混合される。好ましくは、温水が、5〜20重量部混合される。
そして、投入物を激しく撹拌しつつ、40〜80℃の温水を、前記混合される投入物に対して、重量比で、1〜20重量部投入して混合させる。
混合機を用いて全成分を一括投入し混合することにより、嵩比重が大きく、木粉、融点を40〜100℃の間に持つワックス材料、ポリプロピレンパウダ、その他の添加剤などが均一に分散した混合物を得ることができる。
取り出された粉末状の混合物は、そのまま成形用のコンパウンドとすることができるが、さらに押出機で溶融混練し造粒して、ペレット化する。
また、ペレット化の方法としては、例えば、射出成形でペレット化を図る方法も採用される。
まず、木質樹脂ペレット100重量部、ポリプロピレン50〜800重量部、添加剤5〜20重量部を、混合機にて、混合して、中間処理木質樹脂成形材料を作製する。
又、ランダム共重合体等のように、透明性に優れたものの場合には、木粉が外からよく分かり、木質感を富ませることができる。
一般に、ホモポリマーは、高剛性で、光沢がよく鮮やかな色彩に着色できる。
一方、ランダムコポリマーは、透明性が高く、ブロックコポリマーは、ホモポリマーよりも耐衝撃強度が優れているという特徴がある。
ポリプロピレンには、ホモポリマー、ランダムコポリマー及びブロックコポリマーの3種類がある。
なかでもホモポリマーはプロピレン100%から成るため、剛性や耐熱性に優れている。その反面、低温衝撃性に劣るがエチレンなどのモノマーを共重合することで改良される。さらにガラス繊維などのさまざまな副資材を充填することができるため、目的に応じた物性の材料を作ることが可能である。
これらは自動車部品、家電部品、日用品、その他工業用途に幅広く使用されている。
プライムポリマー(J−700GP)ホモポリマー 物性表23参照
プライムポリマー(J−3021GR)ランダムコポリマー 物性表23参照
プライムポリマー(J−466HP)ブロックコポリマー 物性表23参照
上記のグレードは、ホモグレード、ランダムグレード、ブロックグレードと言い、物性表23に記載されている、物理的性質、機械的性質、熱的性質、光学的性質にわかれ、数値が記入されているので製品に合った状態をその数値から拾いだし、検証する。
添加剤は、混合率に合わせ1%〜20%までとする。
割合は、木質90%に対してポリプロピレン(PP)、その他が10%で=100%なので使用時は、100gとして、(ポリプロピレン(PP)、その他50g)加算で木質60%入りPP樹脂となる。
(1)「成型機(日精樹脂工業)形式:NS60−9Aでの評価金型:ダンベル試験片」について
<成型条件>
i射出時間:10sec 冷却時間:25sec 中間時間:0,5sec
2圧:30% 1圧:50%
2速:20% 1速:40%
ii成型温度:ノズル部:170℃ 前部:180℃ 中間部:175℃ 後部:170℃
iii金型温度:30〜65℃
iv乾燥機:真空乾燥機 70〜100℃
上記の成型条件で、ダンベル試験片を成型し、分散性、流動性、可塑性を検証し試験片では、物性を検証した。
前処理した状態の物(仮名:SMCP1)に、ポリプロピレン(PP)を追加混合し、木質60%、ポリプロピレン35%、添加剤5%、での混合物による条件
<成型条件>
i射出時間:10sec 冷却時間:25sec 中間時間:0,5sec
2圧:20% 1圧:40%
2速:15% 1速:35%
ii成型温度:ノズル部:170℃ 前部:175℃ 中間部:175℃ 後部:170℃
iii金型温度:30〜65℃
iv乾燥機:真空乾燥機 70〜100℃
流動性がよく、表面光沢にすぐれ、木質感の状態が良い物性値も上がる方向であった。
i射出時間:8sec 冷却時間:20sec 中間時間:0,5sec
2圧:15% 1圧:40%
2速:15% 1速:25%
ii成型温度:ノズル部:170℃ 前部:180℃ 中間部:175℃ 後部:175℃
iii金型温度:30〜65℃
iv乾燥機:真空乾燥機 70〜100℃
中間成形材料は、木質樹脂ペレットと、物性を調整するためのポリプロピレン及び添加材とを、それぞれホッパ13aに送り込み、ホッパ13aの下部の混合部13bにて混合した後、可塑化シリンダ12に送り込む。
第1のバンドヒータ14aは、中間成形材料を溶かすときに加熱するもので、第2のバンドヒータ14bは、中間成形材料を混練するときに加熱するもので、第3のバンドヒータ14cは、中間成形材料を押し出す迄滞留するときに加熱するものである。第4のバンドヒータ14dは、ノズルヒータであり、中間成形材料がノズル12aから吹き出す迄に固まらないように加熱するものである。
可塑化シリンダ12の内部には、スクリュー18が内装され、中間成形材料は、外部のバンドヒータ14による加熱とスクリュー18の回転によるせん断力とにより加熱され、効率よく可塑化されるように構成されている。
可塑化シリンダ12の先端には、中間処理木質樹脂成形材料の射出口であるノズル12aが形成され、金型20のスプル22と連設されている。
木質樹脂ペレット1000重量部に対し、結晶性樹脂、例えばポリプロピレン(P.P.)を600重量部を、射出成形機の可塑化シリンダで混合する。
結晶性樹脂は、木質樹脂ペレットに含まれる木粉及び植物系樹脂ペレットに含まれる植物系粉末が、成形品の中に56〜5重量部含まれるように、配合される。
成形温度は、結晶性樹脂の溶融温度に近い、125〜200℃で成形する。
ペレタイズ後、乾燥機にて水分を抜くと同時に融点を40〜100℃の間に持つワックス材料の溶解しきれていない部分(中心部)を乾燥機(90℃±10)にて再度オイル化することが行われてもよい。
オイル化した状態になると、圧縮率がやわらぎを見せる。そこで、再度硬度調整を行う。
オイル化することにより、木質樹脂ペレットに均等に融点を40〜100℃の間に持つワックス材料を染みわたし乾燥機を低温(ワックス材料の融点以下)に戻し、融点を40〜100℃の間に持つワックス材料を固形化に戻しシャープに木質樹脂ペレットを固める方法をとる。
汎用エンプラの結晶性プラスチックには、ポリアミド(PA),ポリアセタール(ポリオキシメチレン:POM),ポリブチレンテレフタレート(PBT),GF強化ポリエチレンテレフタレート(GF−PET),超高分子量ポリエチレン(UHMWPE)がある。
特殊エンプラの結晶性プラスチックには、ポリフェニレンサルファイド(PPS),ポリエーテルエーテルケトン(PEEK),結晶性ポリマー(LCP),ふっ素樹脂(FR)がある。
融点を40〜100℃の間に持つワックス材料が、高結晶性高級α−オレフィン系重合体であり、加熱して木粉の表面に付着された前記高結晶性ポリアルファオレフィン系重合体が55℃未満に温度を降温させて造粒されるように構成されている。
前記油分を補われたセルロースパウダは、油分を補われた30〜200μmのセルロースパウダ70〜91重量部と、結着剤1〜15重量部とを混ぜ、更に、水又は10〜80℃の温水を混ぜて、混練される。
水又は温水は、セルロースパウダと結着剤と添加剤とを混ぜた混合物100重量部に対して、1〜20重量部混合される。好ましくは、温水が、5〜20重量部混合される。
また、間伐材、木材を製材する際に副生する木片や住宅の建て替え時に発生する廃材を用いることもできる。このようなセルロースパウダを用いることにより、製造コストの低減が可能となり、環境保護や資源保護を実現することができる。
セルロースは繊維素ともいい、すべての植物細胞の細胞壁をつくる炭水化物(多糖類の一種)のことを指し、化学式は(C6H10O5)nで示される。植物体内では、ふつう、セルロースは、木質、脂質などと結びついている。
高結晶性高級α−オレフィン系重合体は、炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたものであり、他のワックス材料と比較して熱安定性が高くかつ、粉砕物に加工しやすい利点がある。
高結晶性高級アルファオレフィン重合体の変性物としては以下のようなものがある。
ここで言う変性物とは前記アルファオレフィン重合体に極性化合物又はハロゲン化合物を反応させる事で得られる生成物の事である。
具体的な化合物としては、アクリル酸、メタクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸、シトラコン酸、ソルビン酸、メサコン酸、アンゲリカ酸、無水マレイン酸、無水イタコン酸、無水シトラコン酸、アクリル酸メチル、アクリル酸ブチル、アクリル酸2-エチルヘキシル、マレイン酸モノエチルエステル、マレイン酸モノアミド、アクリルアミド、アクリル酸グリシジルエチル、アクリロイルオキシエチルイソシアネート、メタクリロイルオキシエチルイソシアネート、アクリル酸2−ヒドロキシエチル、スチレン等があげられる。これらは単独で使用してもよく、二種以上を組み合わせて用いても良い。
平均粒径が30μm未満では、嵩比重が低下し、そのため得られる成形品の強度が低下する恐れがあり、逆に平均粒径が200μmを超えると、木質樹脂ペレットを用いて射出成形を行った場合に、ノズル部分での詰まりが発生しやすくなり、その結果、成形品の表面が荒れて、木質感が低下することがある。
ここで、上記セルロースパウダの平均粒子径は、セルロースパウダを篩いにより分級して目開きに対する累積重量部曲線を作成し、その50重量部に相当する目開きの値を意味する。このような平均粒径を有するセルロースパウダを得る方法としては、特に限定されず、例えば粉砕機を用いて木材を粉末にする方法が挙げられる。
本発明においては、セルロースパウダを例えば50〜60℃で30〜40時間乾燥させることにより、含水量を10重量部以下としたセルロースパウダを用いるのが好ましい。セルロースパウダの含水量が10重量部を超えると、合成樹脂ペレットを用いて成形を行った場合に、成形品の中に気泡が発生し、機械的強度が低下したり、外観を損ねたりする恐れがある。より好ましい含水量は5重量部以下である。
セルロースパウダ以外の植物系粉末は、1〜10重量部の水分が含まれているものが好ましい。
木材の粉末化処理中に、木材に含まれていた油成分が飛んで消失することがある。そのときは、セルロースパウダに油成分を補充して、元々の木材等のときの油成分を保持するようにする方がよい。
補充する油成分としては、元々の木材の油分,カーネーションオイル、ひまし油等の植物系油を用い、1〜5重量部の油分を補う。
その他、結着剤に近い性質を有する樹脂系材料の合成油で油分を補ってもよい。
木質系材料の種類により、次のように油成分が異なるので、それに対応して油分を補う。
木質の種類及び油成分
杉(主要成分)
δ-カジネン・β-オイデスモール・α-ムロレン・クリプトメリオール・クリプトメリジオール等
含有率 0.1〜1.0%
檜(主要成分)
α-ピネン・テルピネオール・リモネン・δ-カジネン・δ-カジノール・T-ムー ロロール
本発明の結晶性高級α−オレフィン系重合体は以下の(1)及び(2)の要件を満たすことを要し、以下の(1)〜(4)の要件を満たすことが好ましい。
(1)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気190℃で5分保持した後、−10℃まで、5℃/分で降温させ、−10℃で5分保持した後、190℃まで10℃/分で昇温させることにより得られた融解吸熱カーブから観測される融点(Tm)が40〜100℃である。
高結晶性高級α−オレフィン系重合体は、前記(1)における融点(Tm)測定において、融点の融解吸熱ピーク全体のベースラインからピークトップまでの高さの中点におけるピーク幅である半値幅(Wm)が、10℃以下である。
(2)ゲルパーミエイションクロマトグラフィ(GPC)法により測定したポリスチレン換算の重量平均分子量(Mw)が1,000〜5,000,000であり、分子量分布(Mw/Mn)が5.0以下である。
(3)炭素数16〜40の高級α−オレフィン連鎖部に由来する立体規則性指標値M2が50モル%以上
(4)広角X線散乱強度分布における、15deg<2θ<30degに観測される側鎖結晶化に由来する、単一のピークX1が観測される。
融点(Tm)の測定において得られる融解ピークの面積から計算される、高結晶性高級α−オレフィン系重合体の融解熱(ΔH)は、通常30J/g以上、好ましくは50J/g以上、より好ましくは60J/g以上、さらに好ましくは75J/g以上である。ΔHが30J/g以上であると、高い結晶性を有することとなるため、高硬度となり、融解特性が良好となる。
また、本発明の高級α−オレフィン系重合体は、GPC法により測定した分子量分布(Mw/Mn)が5.0以下であることを要し、より好ましくは1.5〜3.5、さらに好ましくは1.5〜3.0である。分子量分布(Mw/Mn)が5.0以下であると、組成分布が広くなりすぎず適度のものとなるため、べたつきなどによる表面特性の悪化や強度低下が抑制される。
なお、上記重量平均分子量(Mw)は、GPC法により下記の装置及び条件で測定したポリスチレン換算の値であり、分子量分布(Mw/Mn)は、この重量平均分子量(Mw)と同様にして測定した数平均分子量(Mn)から算出した値である。
検出器 :液体クロマトグラム用RI検出器 WATERS 150C
カラム :TOSO GMHHR−H(S)HT
測定条件
溶媒 :1,2,4−トリクロロベンゼン
測定温度 :145℃
流速 :1.0ml/分
試料濃度 :2.2mg/ml
注入量 :160μl
検量線 :Universal Calibration
解析プログラム:HT−GPC(Ver.1.0)
好ましくは70〜100mol%、更に好ましくは85〜100%、特に好ましくは炭素数16〜40の高級αオレフィンのみからなる重合体である。
炭素数16〜40の高級αオレフィンの含量が50mol%以下では、結晶性が得られなったり、融点が高すぎてしまい各種物質との相溶性が低下してしまう。
炭素数16〜40の高級αオレフィンとしては、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−エイコセン等が挙げられ、これらのうち一種又は二種以上を用いることができる。
セルロースパウダの油分を補う結晶性高級αオレフィン重合体の原料のなる高級αオレフィンの炭素数が16未満の場合は、結晶性が低く、べたつきや強度低下につながる。
そして、木質樹脂ペレットVIIは、前記純性セルロースパウダ又は油分を補われたセルロースパウダ70〜91重量部が配合される。
セルロースパウダの配合量が70重量部未満であると、天然木材に近い良好な木質感および外観を付与することが難しくなり、逆に91重量部を超えると、樹脂へのセルロースパウダの分散性が悪化するとともに、樹脂組成物の溶融粘度が上昇し、射出成形などの成形性が低下する。セルロースパウダの好ましい配合量は70〜91重量部である。
セルロースパウダの混合割合が70重量部未満であると、セルロースパウダ率の低下を招く。
ワックス材料としては、前記油分を補充するために用いられた炭素数16〜40の高級α−オレフィン系重合体を用いる。
融点を40〜100℃の間に持つワックス材料が3重量部未満であると、樹脂組成物の溶融粘度の低下効果が十分に発現せず、逆に15重量部を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下し、実用上で問題となる。
融点を40〜100℃の間に持つワックス材料の混合割合が3重量部以上であると、セルロースパウダ率の増加で固形困難・添加剤の調整不良とならない。
混合材としては、ABS又はスチレンのパウダーなど、非結晶性樹脂パウダーが用いられる。混合材の粒度は、30〜100μm、混合材の溶融温度は、160〜200℃が好ましい。
例えば、粒径50〜100μm及び溶融温度190〜220℃のスチレンパウダや粒径50〜100μm及び溶融温度190〜220℃のABS樹脂パウダなどがある。
まず、セルロースパウダの調整、例えば、リグニン抜き、油分及び水分の調整がなされる。
セルロースパウダは、リグニンを抜くことにより、中・高温度域(150℃〜)でも、本件発明にかかるペレットを使用して成形加工をすることができるようにする。ABS,スチロールは、200℃以上で溶融するので、リグニンが多く含有されていると、成形時に変色(焼けこげ)をすることがあるので、リグニンを抜いて、それを抑制する事が出来る。
リグニンを抜く方法としては、例えば、次のような方法がある。
杉,檜等のセルロースパウダは、細かく裁断し湿潤状態にしておく。
リグニンを抜く装置は、材質に合わせた形状の回転擂り盤を擂り盤受け回転台にセットし、攪拌部も付いている回転擂り盤固定締め付け部でしっかり締め付けて固定させ、下部にある回転モーターの回転力を効率良く受けられるようにする。
上部の押付け擂り盤は、材質に合わせた形状の物で上からの圧力を調整するように構成するが、押付け擂り盤は回転させなくても良い。リグニンを抜く装置の回転モーターの回転を上げ、一体化してある回転擂り盤、擂り盤受け回転台、攪拌部を高速で回転させておく。このとき、押付け擂り盤の上からの圧力を調整しておく必要がある。
この状態において、湿潤状態の木粉を水と一緒に材料投入部に投入すると、高速で回転する攪拌部で跳ね飛ばされ上下擂り盤の擂り盤切込み溝に送り込まれ、溝部と溝無し部との凹凸で荒目の粉砕が出来る。溝の構成から外周部に向かうほど細かく粉砕される。
さらに、上下擂り盤が直接擦り合う擂り盤外周部に送り込まれ、木粉の繊維質はペースト状にまで擂り潰される。その際、上下の擂り盤同士が殆ど隙間の無い状態で高速回転して直接擦り合い、そこに繊維質と水の粒子が一緒に入り込むことにより木粉の繊維質を解きほぐし、繊維質に含むリグニンやペクチン等の樹脂分を分離分解させることによりペースト状になり、上下擂り盤回転接触面外周部から放り出され外枠になる木粉受けで受ける。
ペースト状木粉は、分離されたリグニンやペクチン等の樹脂分を含んでいる為洗浄装置での水洗いをした後、乾燥させる。
まず、木粉の調整がなされる。
水又は温水は、木質系セルロースパウダと結着剤と添加剤とを混ぜた混合物100重量部に対して、1〜20重量部混合される。好ましくは、温水が、5〜20重量部混合される。
そして、投入物を激しく撹拌しつつ、40〜80℃の温水を、前記混合される投入物に対して、重量比で、1〜20重量部投入して混合させる。
混合機を用いて全成分を一括投入し混合することにより、嵩比重が大きく、木質系セルロースパウダ、融点を40〜100℃の間に持つワックス材料、ABS樹脂パウダ、その他の添加剤などが均一に分散した混合物を得ることができる。
また、ペレット化の方法としては、例えば、射出成形でペレット化を図る方法も採用される。
植物系樹脂ペレット1000重量部に対し、非結晶性樹脂、例えばスチレン系樹脂、ABS樹脂を600重量部を、射出成形機の可塑化シリンダで混合する。
非結晶性樹脂は、植物系樹脂ペレットに含まれる木質系セルロースパウダ及び植物系樹脂ペレットに含まれる植物系粉末が、成形品の中に56〜5重量部含まれるように、配合される。
成形温度は、非結晶性樹脂の溶融温度に近い、125〜200℃で成形した。
ペレタイズ後、乾燥機にて水分を抜くと同時に融点を40〜100℃の間に持つワックス材料の溶解しきれていない部分(中心部)を乾燥機(90℃±10)にて再度オイル化することが行われてもよい。
オイル化した状態になると、圧縮率がやわらぎを見せる。そこで、再度硬度調整を行う。
オイル化することにより、植物系樹脂ペレットに均等に融点を40〜100℃の間に持つワックス材料を染みわたし乾燥機を低温(ワックス材料の融点以下)に戻し、融点を40〜100℃の間に持つワックス材料を固形化に戻しシャープに植物系樹脂ペレットを固める方法をとる。
汎用エンプラの非結晶性プラスチックには、ポリカーボネート,変成ポリフェニレンエーテル(m−PPE)がある。
特殊エンプラの非結晶性プラスチックには、ポリアリレート(PAR),ポリサルフォン(PSF),ポリエーテルサルフォン(PES),ポリアミドイミド(PAI),ポリエーテルイミド(PEI),熱可塑性ポリイミド(TPI)がある。
以下、本発明の実施例および比較例を挙げて、本発明を具体的に説明する。
なお、本発明は、以下の実施例に限定されるものではない。
30〜200μmの杉の木粉70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させて木粉と混合させる。
そのとき、木粉と結着剤と添加剤とを混ぜた混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。
前記木粉の表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)により木粉を結合し、造粒して固化させてペレット化する。
混合機を用いて全成分を一括投入し混合することにより、嵩比重が大きく、木粉、融点を40〜100℃の間に持つワックス材料、ポリプロピレンパウダ、その他の添加剤などが均一に分散した混合物を得ることができた。
混合機:回転数30rpm
混練り温度:40〜100℃
型取り粒径:径5ミリ高さ5ミリ 径4ミリ高さ5ミリ 径3ミリ高さ5ミリ又は径5ミリ高さ3ミリ 径4ミリ高さ3ミリ 径3ミリ高さ3ミリ
乾燥条件:乾燥機にて、60〜120℃ 3時間〜48時間
(1)木粉(檜粉、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
製造ステップ1(触媒成分の調製)
触媒である、(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを、次のようにして製造した。
窒素気流下、内容積200mlのシュレンク瓶に(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(インデン)2.5g(7.2mmol)とエーテル100mlを加えた。−78℃に冷却し、n−ブチルリチウム(n−BuLi)のヘキサン溶液(1.6mol/L)を9.0ml(14.8mmol)加えた後、室温で12時間攪拌した。溶媒を留去し、得られた固体をヘキサン20mlで洗浄し減圧乾燥することによりリチウム塩を白色固体として定量的に得た。
シュレンク瓶中、(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(インデン)のリチウム塩(6.97mmol)をTHF(テトラヒドロフラン)50mlに溶解し、室温でヨードメチルトリメチルシラン2.1ml(14.2mmol)をゆっくりと滴下し12時間攪拌した。溶媒を留去し、エーテル50ml加えて飽和塩化アンモニウム溶液で洗浄した。
分液後、有機相を乾燥し、溶媒を除去することにより(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデン)3.04g(5.9mmol)を得た(収率84%)。
次に、窒素気流下においてシュレンク瓶に、上記で得られた(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデン)3.04g(5.9mmol)とエーテル50mlを加えた。−78℃に冷却し、n−ブチルリチウム(n−BuLi)のヘキサン溶液(1.6モル/L)を7.4ml(11.8mmol)を加えた後、室温で12時間攪拌した。
溶媒を留去し、得られた固体をヘキサン40mlで洗浄することによりリチウム塩をエーテル付加体として3.06gを得た。
このものの1H−NMRを求めたところ、次の結果が得られた。
1H-NMR(90MHz,THF-d8):δ0.04(s,-SiMe3,18H),0.48(s,-Me2Si-,12H),1.10(t,-CH3,6H),2.59(s,-CH2-,4H),3.38(q,-CH2-,4H),6.2-7.7(m,Ar-H,8H)
反応溶液の溶媒を留去後、得られた残渣をジクロロメタンにより再結晶化することにより(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドの黄色微結晶0.9g(1.33mmol)を得た(収率26%)。
このものの1H−NMRを求めたところ、次の結果が得られた。
1H-NMR(90MHz,CDCl3):δ0.0(s,―SiMe3-,18H),1.02,1.12(s,-Me2Si-,12H),2.51(dd,-CH2-,4H),7.1-7.6(m,Ar-H,8H)
リニアレン26+(商品名、出光興産株式会社製、主として炭素数26以上のα−オレフィンの混合体))を減圧下(0.0067〜0.13kPa)で蒸留し、留出温度200〜300℃の留分であるモノマーを得た。この留分の組成比は、C24:1.2質量%(1.3モル%)、C26:56.8質量%(58.7モル%)、C28:39.4質量%(37.7モル%)、C30:2.6質量%(2.3モル%)であった。加熱乾燥した内容積500mlのシュレンク瓶に、窒素雰囲気下で、モノマー586g及びトルエン100mlを入れ、乾燥窒素及び活性アルミナにて脱水処理した後、室温(25℃)にて、均一な上澄み溶液を抽出し、モノマーのトルエン溶液(濃度50質量%)を得た。
加熱乾燥した内容積1Lのオートクレーブに、前記製造ステップ2のモノマーのトルエン溶液(濃度50質量%)200mlを入れ、重合温度25℃において均一溶液であることを確認した。これに、トリイソブチルアルミニウム0.5mmol、前記製造ステップ1で調製した(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライド2μmol及びジメチルアニリニウムテトラキスペンタフルオロフェニルボレート8μmolを加え、85℃で水素を0.15MPa張り込み、60分間重合した。重合反応終了後、沈殿した反応物を室温(25℃)で分離し、トルエン及びアセトンにて洗浄した後、加熱・減圧下で、乾燥処理することにより、高結晶性高級α−オレフィン共重合体A58.8gを得た。
得られた高結晶性高級α−オレフィン共重合体Aは融点が71.1℃、融解熱量(ΔH)が130.4J/g、分子量が31000、分子量分布が1.47、立体規則性指標M2が55.4mol%となり、広角X線散乱強度分布における15deg<2θ<30degに観測される側鎖結晶化に由来する、単一のピークX1が観測された。
(3)添加剤
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:ポリプロピレンパウダー
主たる結着樹脂に、CERAFLOUR990(ポリエチレンワックス融点105℃)を使用し実施例の101〜103の条件と全く同じ条件で造粒しようとしたが、結着剤の効果がなく全く粒にならなかった。
木粉90重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉90重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例101−2について
木粉80重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉80重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が10重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が10重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、圧縮度にむらが出る。
実施例101−3について
木粉70重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉70重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が20重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が20重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が充分ではない。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
木粉91重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の硬度が増していき、木粉の分散効果に影響が出てくる。
木粉91重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1がを1重量部を超えると、可塑化能力が低下し、不安定になる。
分散剤1が1重量部未満では、成形するときに用いる成形機のスクリューの摩擦熱が高くなる。
分散剤2が1重量部を超えても、分散効果自体は、余り変わらないので、添加する必要性に乏しい。
分散剤2が1重量部未満では、分散補助効果が低下する。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が充分ではない。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
30〜200μmの杉の木粉70〜91重量部と、油分補充材としてひまし油0.1〜30重量部とを混ぜて油分を補充して、混練する。
30〜200μmの杉の木粉70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させて木粉と混合させる。
そのとき、油分を補充した木粉と結着剤と添加剤とを混ぜた混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。
前記木粉の表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)により木粉を結合し、造粒して固化させてペレット化する。
(1)木粉(檜粉、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例101と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:ポリプロピレンパウダー
木粉87重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉87重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
油分補充剤が3重量部を超えると、油成分の超過では造粒物の硬度調整が必要になる。
油分補充剤が3重量部未満では、分散性・相溶性が低下す。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例102−2について
木粉78重量部に対して、結着剤たるワックス材料が8重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉78重量部に対して、結着剤たるワックス材料が8重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
油分補充剤が2重量部を超えると、油成分の超過では造粒物の硬度調整が必要になる。
油分補充剤が2重量部未満では、分散性・相溶性が低下する。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が9重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が9重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例102−3について
木粉69重量部に対して、結着剤たるワックス材料が9重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉69重量部に対して、結着剤たるワックス材料が9重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
油分補充剤が18重量部を超えると、油成分の超過では造粒物の硬度調整が必要になる。
油分補充剤が18重量部未満では、分散性・相溶性が低下する。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
30〜200μmの杉の木粉70〜91重量部と、油分補充材として、合成オイル(高結晶性高級α−オレフィン系重合体)0.1〜30重量部とを混ぜて油分を補充して、混練する。
油分補充材としては、低温(40℃以下)で溶融する高結晶性高級α−オレフィン系重合体を用いる。
30〜200μmの杉の木粉70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させて木粉と混合させる。
そのとき、油分を補充した木粉と結着剤と添加剤とを混ぜた混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。
前記木粉の表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)により木粉を結合し、造粒して固化させてペレット化する。
(1)木粉(檜粉、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例101と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:ポリプロピレンパウダー
木粉90重量部に対して、結着剤たるワックス材料が5重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉90重量部に対して、結着剤たるワックス材料が5重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
油分補充剤が3重量部を超えると、油成分の超過では造粒物の硬度調整が必要になる。
油分補充剤が3重量部未満では、分散性・相溶性が低下する。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例103−2について
木粉80重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉80重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
油分補充剤が2重量部を超えると、油成分の超過では造粒物の硬度調整が必要になる。
油分補充剤が2重量部未満では、分散性・相溶性が低下する。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が8重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が8重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例103−3について
木粉70重量部に対して、結着剤たるワックス材料が9重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉70重量部に対して、結着剤たるワックス材料が9重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
油分補充剤が1重量部を超えると、油成分の超過では造粒物の硬度調整が必要になる。
油分補充剤が1重量部未満では、分散性・相溶性が低下する。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が17重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が17重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
30〜200μmの杉の木粉70〜91重量部と、油分補充材として、合成オイル(高結晶性高級α−オレフィン系重合体)0.1〜30重量部とを混ぜて、混練する。
油分補充材としては、低温(40℃以下)で溶融する高結晶性高級α−オレフィン系重合体を用いる。
30〜200μmの杉の木粉70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させて木粉と混合させる。
そのとき、油分を補充した木粉と結着剤と添加剤と乳化用ワックス材料とを含む混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。乳化用ワックス材料は、希釈剤である温水に混ぜたものを、木粉、結着剤及び添加剤に混合する。
前記木粉の表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)により木粉を結合し、造粒して固化させてペレット化する。
(1)木粉(檜粉、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例101と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:ポリプロピレンパウダー
木粉90重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉90重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例104−2について
木粉80重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の硬度が増していき、木粉の分散効果に影響が出てくる。
木粉80重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が7重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が7重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例104−3について
木粉70重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
木粉70重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が17重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が17重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
30〜200μmの植物系粉体である竹の粉70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させて竹の粉と混合させる。
そのとき、竹の粉と結着剤と添加剤とを混ぜた混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。
前記竹の粉の表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)により竹の粉を結合し、造粒して固化させてペレット化する。
(1)植物系粉体(竹の粉、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例101と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:ポリプロピレンパウダー
竹の粉90重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉90重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例105−2について
竹の粉80重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉80重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が10重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が10重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例105−3について
竹の粉70重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉70重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が20重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が20重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
竹の粉が91重量部を超えると、ペレット化しても崩れてしまうおそれがある。
主たる合成樹脂が3重量部未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量部を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量部未満であると、接着粘度が低下し、固形保持力が低下し、3重量部を超えると、接着粘度が高まり分解しにくくなる。
温水が、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水が、40℃未満であると、主たる合成樹脂及び添加剤が溶けにくい。
温水の混合割合は、竹の粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
30〜200μmの植物系粉体である竹の粉70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させて竹の粉と混合させる。
そのとき、竹の粉と結着剤と添加剤とを混ぜた混合物100重量部に対して、水又は20〜80℃の温水5〜20重量部混合される。
前記竹の粉の表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)により竹の粉を結合し、造粒して固化させてペレット化する。
(1)植物系粉体(竹の粉、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例101と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:ポリプロピレンパウダー
竹の粉90重量部に対して、結着剤たるワックス材料が8重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉90重量部に対して、結着剤たるワックス材料が8重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例106−2について
竹の粉80重量部に対して、結着剤たるワックス材料が8重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉80重量部に対して、結着剤たるワックス材料が8重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が9重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が9重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例106−3について
竹の粉70重量部に対して、結着剤たるワックス材料が9重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉70重量部に対して、結着剤たるワックス材料が9重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が18重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が18重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
30〜200μmの植物系粉体である竹の粉70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させて竹の粉と混合させる。
そのとき、竹の粉と結着剤と添加剤とを混ぜた混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。
前記竹の粉の表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)により竹の粉を結合し、造粒して固化させてペレット化する。
(1)植物系粉体(竹の粉、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例101と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:ポリプロピレンパウダー
竹の粉90重量部に対して、結着剤たるワックス材料が8重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉90重量部に対して、結着剤たるワックス材料が8重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例107−2について
竹の粉80重量部に対して、結着剤たるワックス材料が9重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉80重量部に対して、結着剤たるワックス材料が9重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が8重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が8重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例107−3について
竹の粉70重量部に対して、結着剤たるワックス材料が10重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉70重量部に対して、結着剤たるワックス材料が10重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると造粒時の硬度が不安定になる。、
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が17重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が17重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
30〜200μmの植物系粉体である竹の粉70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させて竹の粉と混合させる。
そのとき、竹の粉と結着剤と添加剤と乳化用ワックス材料とを含む混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。乳化用ワックス材料は、希釈剤である温水に混ぜたものを、木粉、結着剤及び添加剤に混合する。
前記竹の粉の表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)により竹の粉を結合し、造粒して固化させてペレット化する。
(1)植物系粉体(竹の粉、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例101と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:ポリプロピレンパウダー
竹の粉90重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉90重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例108−2について
竹の粉80重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉80重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が7重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が7重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例108−3について
竹の粉70重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
竹の粉70重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えてると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が17重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が17重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
造粒時の評価
造粒条件
混合機:全容:100l 回転速度:60rpm
造粒機:回転数96rpm ・ダイスφ3.0mm
造流時、添加剤が多いと、造流品がソフトな感じになり、硬度が少しおちた。
造粒品の光沢と形状は安定した。
粉化率が増えた。
添加剤が少ないと、造粒品の硬度は、上がったが表面が茶褐色になってきた。
粉化率が少なく安定した。
実施例101〜108の植物系樹脂ペレット100重量部に対し、希釈のための結晶性樹脂、例えばオレフィン系樹脂であるポリプロピレン(P.P.)80〜260重量部を、射出成形機の可塑化シリンダで混合する。
結晶性樹脂は、実施例101〜108の植物系樹脂ペレットに含まれる木粉及び植物系粉末が、成形品の中に56〜5重量部含まれるように、配合される。
成形温度は、125〜200℃で、電動式射出成形機及び油圧式射出成形機により射出成形した。
(1)混練条件について
1.ペレットを電動式射出成形機(型締力:60トン、射出一回当たりの最大射出量:80g、スクリュー径:32mm)により、下記の条件で射出成形し、下記の判定基準により成形性を評価した。
2.ペレットを油圧式射出成形機(型締力:60トン、射出一回当たりの最大射出量:70g、スクリュー径:32mm)により、下記の条件で射出成形し、下記の判定基準により成形性を評価した。
スクリュー:回転数60rpm
設定温度 :後部170℃、中部175℃、前部180℃
ノズル180℃
金型:耐衝撃性評価サンプル作製の場合、JIS K7110に基づく金型
曲げ弾性評価サンプル作成の場合、JIS K7171に基づく金型
(2)射出成形性の評価基準
実施例101によれば、成形品の重量が9gおよび10gのいずれの場合でも、射出成形が良好である。(T‐1〜3)
ただし、成形品の重量7gの場合は、成形品が充填不足(ショート)ぎみになる。(T‐4〜5)
植物系樹脂ペレットは、実施例101−1(木粉90重量部含有)を用いた。
・可塑化能力でも、安定時間内である。(T‐1〜5)
・射出圧力及び切り替え位置は、共に等圧・同位置であるのに対し切り替え位置は、安定位置にある。(T‐2〜5)
・射出圧力に対し、射出時間もほぼ一定である。(T‐2〜5)
成形品の外観及び性能
・ペレットの充填率により、木質観が現れる。(高充填)(T‐1〜3)
ただし、強度に変化が生じる。
・低充填によると、光沢が増し着色も可能になる。(T‐4〜5)
強度の安定と、物性の安定がある。(T‐4〜5)
・相溶性について
相溶性については、前処理時と中間処理時に関係する。
前処理の場合:前処理の場合の相溶性と言うのは、ステアリン酸を使い木粉とオレフィン樹脂を反発しにくくし、くっつきやすい状態にもってく事に(相溶性)と言っている。
中間処理の場合:前処理で出来た物を他のベース樹脂との相溶性である。ここでは、おもに、添加剤である、ステアリン酸とか有機過酸化物を使いベース樹脂との相溶性をはかる。
・分散性について
分散性についても、前処理と中間処理での関係があるが、おもに前処理段階で分散しやすく加工することで、中間処理時、多くのグレードのポリプロピレン(PP)に対応しやすいと言うことである。なおかつ、中間処理で分散しにくい(だまになる)場合、添加剤の追加調整で分散性を上げると言うことである。
・混合性について
混合は、おもに中間的なものであり、前処理したものを、中間処理で綺麗に分散した状態でPP樹脂と木粉が混じりあっているかどうかと言うことである。
・流動性について
流動性は、木粉とポリプロピレン(PP)の混じり合った物の流れの速さですテスト金型での射出タイムを目安にする。
・滞留性について
滞留は、混合した物をわざとシリンダの中で滞留させ、焼け状態を見たものである。
・熱変化について
混合物の熱のかけ方での幅(170〜210℃)を測定したものである。
上記の条件で成型した結果、相溶性、分散性、混合性、流動性、滞留性、熱変化もよく、木質観等植物の表面に近い外観がありながらも、表面光沢を保ち、においの少ない製品に仕上げることができた。
30〜200μmの植物系粉体である杉のセルロースパウダ70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させてセルロースパウダと混合させる。
そのとき、セルロースパウダと結着剤と添加剤とを混ぜた混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。
前記セルロースパウダの表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)によりセルロースパウダを結合し、造粒して固化させてペレット化する。
(1)植物系粉体(杉のセルロースパウダ、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
製造ステップ1(触媒成分の調製)
触媒である、(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを、次のようにして製造した。
窒素気流下、内容積200mlのシュレンク瓶に(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(インデン)2.5g(7.2mmol)とエーテル100mlを加えた。−78℃に冷却し、n−ブチルリチウム(n−BuLi)のヘキサン溶液(1.6mol/L)を9.0ml(14.8mmol)加えた後、室温で12時間攪拌した。溶媒を留去し、得られた固体をヘキサン20mlで洗浄し減圧乾燥することによりリチウム塩を白色固体として定量的に得た。
シュレンク瓶中、(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(インデン)のリチウム塩(6.97mmol)をTHF(テトラヒドロフラン)50mlに溶解し、室温でヨードメチルトリメチルシラン2.1ml(14.2mmol)をゆっくりと滴下し12時間攪拌した。溶媒を留去し、エーテル50ml加えて飽和塩化アンモニウム溶液で洗浄した。
分液後、有機相を乾燥し、溶媒を除去することにより(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデン)3.04g(5.9mmol)を得た(収率84%)。
次に、窒素気流下においてシュレンク瓶に、上記で得られた(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデン)3.04g(5.9mmol)とエーテル50mlを加えた。−78℃に冷却し、n−ブチルリチウム(n−BuLi)のヘキサン溶液(1.6モル/L)を7.4ml(11.8mmol)を加えた後、室温で12時間攪拌した。
溶媒を留去し、得られた固体をヘキサン40mlで洗浄することによりリチウム塩をエーテル付加体として3.06gを得た。
このものの1H−NMRを求めたところ、次の結果が得られた。
1H-NMR(90MHz,THF-d8):δ0.04(s,-SiMe3,18H),0.48(s,-Me2Si-,12H),1.10(t,-CH3,6H),2.59(s,-CH2-,4H),3.38(q,-CH2-,4H),6.2-7.7(m,Ar-H,8H)
反応溶液の溶媒を留去後、得られた残渣をジクロロメタンにより再結晶化することにより(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドの黄色微結晶0.9g(1.33mmol)を得た(収率26%)。
このものの1H−NMRを求めたところ、次の結果が得られた。
1H-NMR(90MHz,CDCl3):δ0.0(s,―SiMe3-,18H),1.02,1.12(s,-Me2Si-,12H),2.51(dd,-CH2-,4H),7.1-7.6(m,Ar-H,8H)
リニアレン26+(商品名、出光興産株式会社製、主として炭素数26以上のα−オレフィンの混合体))を減圧下(0.0067〜0.13kPa)で蒸留し、留出温度200〜300℃の留分であるモノマーを得た。この留分の組成比は、C24:1.2質量%(1.3モル%)、C26:56.8質量%(58.7モル%)、C28:39.4質量%(37.7モル%)、C30:2.6質量%(2.3モル%)であった。加熱乾燥した内容積500mlのシュレンク瓶に、窒素雰囲気下で、モノマー586g及びトルエン100mlを入れ、乾燥窒素及び活性アルミナにて脱水処理した後、室温(25℃)にて、均一な上澄み溶液を抽出し、モノマーのトルエン溶液(濃度50質量%)を得た。
加熱乾燥した内容積1Lのオートクレーブに、前記製造ステップ2のモノマーのトルエン溶液(濃度50質量%)200mlを入れ、重合温度25℃において均一溶液であることを確認した。これに、トリイソブチルアルミニウム0.5mmol、前記製造ステップ1で調製した(1,2'−ジメチルシリレン)(2,1'−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライド2μmol及びジメチルアニリニウムテトラキスペンタフルオロフェニルボレート8μmolを加え、85℃で水素を0.15MPa張り込み、60分間重合した。重合反応終了後、沈殿した反応物を室温(25℃)で分離し、トルエン及びアセトンにて洗浄した後、加熱・減圧下で、乾燥処理することにより、高結晶性高級α−オレフィン共重合体58.8gを得た。
得られた高結晶性高級α−オレフィン共重合体は融点が71.1℃、融解熱量(ΔH)が130.4J/g、分子量が31000、分子量分布が1.47、立体規則性指標M2が55.4mol%となり、広角X線散乱強度分布における15deg<2θ<30degに観測される側鎖結晶化に由来する、単一のピークX1が観測された。
(3)添加剤
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:スチレン系樹脂パウダー
(木)セルロースパウダ90重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ90重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例109−2について
(木)セルロースパウダ80重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ80重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が10重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が10重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例109−3について
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が7重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が7重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が20重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が20重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
セルロースパウダが91重量部を超えると、ペレット化しても崩れてしまうおそれがある。
結着剤たるパラフィン系ワックスが3重量部未満であると、樹脂の溶融粘度の低下効果が十分に発現せず、15重量部を超えると、樹脂ペレットから得られる成形品の強度、耐熱性、耐候性が低下する。
接着剤であるカルボキシメチルセルロース樹脂の配合量が1重量部未満であると、接着粘度が低下し、固形保持力が低下し、3重量部を超えると、接着粘度が高まり分解しにくくなる。
温水が、80℃を超えると、添加剤が蒸発し、作業性が悪い。
温水が、40℃未満であると、主たる合成樹脂及び添加剤が溶けにくい。
温水の混合割合は、木粉、主たる樹脂系材料及び添加剤の混合物に対し、重量比で、0.5〜2倍である。
0.5倍未満であると、混合物が混合しにくく、2倍を超えるとペレット化しにくい。
30〜200μmの植物系粉体である杉のセルロースパウダ70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させてセルロースパウダと混合させる。
そのとき、セルロースパウダと結着剤と添加剤とを混ぜた混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。
前記セルロースパウダの表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)によりセルロースパウダを結合し、造粒して固化させてペレット化する。
(1)植物系粉体(杉のセルロースパウダ、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例109と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:スチレン系樹脂パウダー
(木)セルロースパウダ90重量部に対して、結着剤たるワックス材料が8重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ90重量部に対して、結着剤たるワックス材料が8重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例110−2について
(木)セルロースパウダ80重量部に対して、結着剤たるワックス材料が8重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ80重量部に対して、結着剤たるワックス材料が8重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が9重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が9重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例110−3について
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が8重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が8重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、可塑化能力が低下し、不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えても、ると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が19重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が19重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
30〜200μmの植物系粉体である杉のセルロースパウダ70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させてセルロースパウダと混合させる。
そのとき、セルロースパウダと結着剤と添加剤とを混ぜた混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。
前記セルロースパウダの表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)によりセルロースパウダを結合し、造粒して固化させてペレット化する。
(1)植物系粉体(杉のセルロースパウダ、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例109と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:スチレン系樹脂パウダー
(木)セルロースパウダ90重量部に対して、結着剤たるワックス材料が8重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ90重量部に対して、結着剤たるワックス材料が8重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例111−2について
(木)セルロースパウダ80重量部に対して、結着剤たるワックス材料が9重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ80重量部に対して、結着剤たるワックス材料が9重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えても、ると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が8重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が8重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例111−3について
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が10重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が10重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が17重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が17重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
30〜200μmの植物系粉体である杉のセルロースパウダ70〜91重量部と、主たる結着剤として、下記製造ステップ3で得られたワックス材料(高結晶性高級α−オレフィン系重合体)1〜15重量部と、添加剤(分散剤、ブルーム防止剤、混合材、接着剤など)0〜20重量部とを、混合機に投入し撹拌しつつ、40〜100℃に昇温して、ワックス材料(高結晶性高級α−オレフィン系重合体)及び添加剤を溶融させてセルロースパウダと混合させる。
そのとき、セルロースパウダと結着剤と添加剤と乳化用ワックス材料とを含む混合物100重量部に対して、希釈剤として水又は20〜80℃の温水5〜20重量部混合される。乳化用ワックス材料は、希釈剤である温水に混ぜたものを、セルロースパウダ、結着剤及び添加剤に混合する。
前記セルロースパウダの表面にワックス材料(前記高結晶性高級α−オレフィン系重合体)を付着された混合物を40〜80℃に降温させて、ワックス材料(前記高結晶性高級α−オレフィン系重合体)によりセルロースパウダを結合し、造粒して固化させてペレット化する。
(1)植物系粉体(杉のセルロースパウダ、含水量:3重量部、粒径範囲:30〜200μm、平均粒径:35μm)
(2)高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)
高結晶性高級α−オレフィン系重合体(炭素数16〜40の高級α−オレフィンを80モル%以上含有するモノマーを重合して得られたもの)は、実施例109と同じ、高結晶性高級α−オレフィン共重合体Aを用いる。
分散剤1:ステアリン酸ナトリウム
分散剤2:ステアリン酸
ブルーム防止剤1:有機アミノ酸誘導体
混合材:スチレン系樹脂パウダー
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例112−2について
(木)セルロースパウダ80重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ80重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が7重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が7重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
実施例112−3について
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が4重量部を超えると、ペレット状の造粒物の粘度が増していき、木粉の分散効果に影響が出てくる。
(木)セルロースパウダ70重量部に対して、結着剤たるワックス材料が4重量部未満では、ペレット状の造粒物の結着力が低下するおそれがある。
分散剤1が1重量部を超えると、造粒時の硬度が不安定になる。
分散剤1が1重量部未満では、主たる結着剤の分散補助能力が低下する。
分散剤2が1重量部を超えると、可塑化能力が低下する。
分散剤2が1重量部未満では、摩擦温度変化が激しくなる。
ブルーム防止剤が1重量部を超えても、ブルーム効果にあまり変化はないので、添加する必要性に乏しい。
ブルーム防止剤が1重量部未満では、ブルーム状態を抑制できないおそれがある。
混合剤が17重量部を超えると、添加剤の調整と、重量と共に硬度が不安定になる。
混合剤が17重量部未満では、変化はないが重量と共に添加剤の調整が必要。
希釈剤(乳化ワックス)が6重量部を超えると、粘着性及び造粒硬度が安定しない。
希釈剤(乳化ワックス)が6重量部未満では、粘着性及び相溶性が低下する。
希釈剤(水)が15重量部を超えると、圧縮度が低下する。
希釈剤(水)が15重量部未満では、硬度の変化が激しい。
造粒条件
混合機:全容:100l 回転速度:60rpm
造粒機:回転数96rpm ・ダイスφ3.0mm
混合時混合剤が多いと均等に混合しにくい状態であった。
造粒時混合品が造粒されない状態のまま排出されている物もあった。
粉化率が、多く見られた。
混合剤が少ない場合、安定して造粒され、粉化もなかった。
実施例109〜112の植物系樹脂ペレット100重量部に対し、希釈のための非結晶性樹脂、例えばスチレン系パウダーを80〜260重量部を、射出成形機の可塑化シリンダで混合する。
非結晶性樹脂は、実施例109〜112の植物系樹脂ペレットに含まれる木粉及び植物系粉末が、成形品の中に56〜5重量部含まれるように、配合される。
成形温度は、125〜200℃で成形した。
(1)混練条件について
1.ペレットを電動式射出成形機(型締力:60トン、射出一回当たりの最大射出量:80g、スクリュー径:32mm)により、下記の条件で射出成形し、下記の判定基準により成形性を評価した。
2.ペレットを油圧式射出成形機(型締力:60トン、射出一回当たりの最大射出量:70g、スクリュー径:32mm)により、下記の条件で射出成形し、下記の判定基準により成形性を評価した。
スクリュー:回転数60rpm
設定温度 :後部190℃、中部195℃、前部200℃
ノズル200℃
金型:耐衝撃性評価サンプル作製の場合、JIS K7110に基づく金型
曲げ弾性評価サンプル作成の場合、JIS K7171に基づく金型
実施例108によれば、成形品の重量が10gおよび11gのいずれの場合でも、射出成形が良好である。(T‐11〜13)
ただし、成形品の重量9gの場合は、成形品が充填不足(ショート)ぎみになる。(T‐14〜15)
植物系樹脂ペレットは、実施例109−1(木粉90重量部含有)を用いた。
・射出圧力に対し、射出時間もほぼ一定である。(T‐13〜15)
・可塑化能力でも、安定時間内である。(T‐12〜15)
成形品の外観及び性能
・ペレットの充填率により、木質観が現れる。(高充填)
ただし、強度に変化が生じる。(T‐11〜13)
あまり入れすぎると、溶融温度が少し高いため、臭気がでる。(T‐11〜13)
・低充填によると、光沢が増し着色も可能になるが、木質観もある程度出る。(T‐14〜15)
強度の安定と、物性の安定がある。(T‐15)
・相溶性について
相溶性については、前処理時と中間処理時に関係する。
前処理の場合:前処理の場合の相溶性と言うのは、ステアリン酸を使い木粉とオレフィン樹脂を反発しにくくし、くっつきやすい状態にもってく事に(相溶性)と言っている。
中間処理の場合:前処理で出来た物を他のベース樹脂との相溶性である。ここでは、おもに、添加剤である、ステアリン酸とか有機化酸化物を使いベース樹脂との相溶性をはかる。
・分散性について
分散性についても、前処理と中間処理での関係があるが、おもに前処理段階で分散しやすく加工することで、中間処理時、いくつもの、グレードポリプロピレン(PP)に対応しやすいと言うことである。なおかつ、中間処理で分散しにくい(だまになる)場合、添加剤の追加調整で分散性を上げると言うことである。
・混合性について
混合は、おもに中間的なものであり、前処理したものを、中間処理で綺麗に分散した状態でPP樹脂と木粉が混じりあっているかどうかと言うことである。
・流動性について
流動性は、木粉とポリプロピレン(PP)の混じり合った物の流れの速さですテスト金型での射出タイムを目安にする。
・滞留性について
滞留は、混合した物をわざとシリンダの中で滞留させ、焼け状態を見たものである。
・熱変化について
混合物の熱のかけ方での幅(170〜210℃)を測定したものである。
上記の条件で成型した結果、相溶性、分散性、混合性、流動性、滞留性、熱変化もよく、木質観等植物の表面に近い外観がありながらも、表面光沢を保ち、においの少ない製品に仕上げることができた。
12,112 可塑化シリンダ
12a,112a ノズル
13a,113a ホッパ
13b,113b 混合部
14,114 バンドヒータ
14a,114a 第1のバンドヒータ
14b,114b 第2のバンドヒータ
14c,114c 第3のバンドヒータ
14d,114d 第4のバンドヒータ
16,116 ノズル
18,118 スクリュー
20,120 金型
22,122,122a,122b スプル
26,126 キャビティ
30,130 第1金型
32,132 固定部
40,140 金型部
50,150 第2金型
130a 冷温水孔
134 エア孔
136 シリンダ装填孔
142 ガス抜き兼ガス注入孔
144 ガス孔
146 エアシリンダ
148 バルブ
150a 冷温水孔
Claims (12)
- 植物系粉末70〜91重量%と、融点を40〜100℃の間に持つワックス材料1〜15重量%を含み、植物系粉末に水又は温水を添加して前記植物系粉末の含水量を調整する工程を含むペレットの製造方法により製造される、植物系樹脂ペレット。
- 植物系粉末が木粉である、請求項1に記載の植物系樹脂ペレット。
- さらに添加剤を含む、請求項1又は2に記載の植物系樹脂ペレット。
- 前記融点を40〜100℃の間に持つワックス材料は、炭素数16〜40の高級α−オレフィンモノマーを重合して得られた高結晶性高級α−オレフィン系重合体である、請求項1〜3のいずれか1項に記載の植物系樹脂ペレット。
- 融点を40〜100℃の間に持つワックス材料が、
(1)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気190℃で5分保持した後、−10℃まで、5℃/分で降温させ、−10℃で5分保持した後、190℃まで10℃/分で昇温させることにより得られた融解吸熱カーブから観測される融点(Tm)が40〜100℃であり、
前記(1)における融点(Tm)測定において、融点の融解吸熱ピーク全体のベースラインからピークトップまでの高さの中点におけるピーク幅である半値幅(Wm)が、10℃以下の高結晶性高級α−オレフィン系重合体である、請求項1〜4のいずれか1項に記載の植物系樹脂ペレット。 - 融点を40〜100℃の間に持つワックス材料が、融点(Tm)が55〜100℃の高結晶性高級α−オレフィン系重合体であり、
加熱して木粉の表面に付着された前記高結晶性ポリアルファオレフィン系重合体が55℃未満に温度を降温させて造粒されるように構成された、請求項4に記載の植物系樹脂ペレット。 - 前記植物系粉末が、前記ワックス材料と同質の油分補充剤で油分を補充された植物系粉末である、請求項1〜6のいずれか1項に記載の植物系樹脂ペレット。
- 植物系粉末に水又は温水を添加して前記植物系粉末の含水量を調整する工程、植物系粉末と融点を40〜100℃の間に持つワックス材料とを、40〜100℃に昇温して混ぜて前記植物系粉末の外表面に溶融した前記ワックス材料を膜状に付着させる工程、降温させて植物系粉末を結合し造粒して固化させてペレット状に形成させる工程を含むことを特徴とする、植物系粉末70〜91重量%と、融点を40〜100℃の間に持つワックス材料1〜15重量%を含む植物系樹脂ペレットの製造方法。
- さらに添加剤を添加して、植物系粉末と融点を40〜100℃の間に持つワックス材料と添加剤を混合する工程を含む、請求項8に記載の植物系樹脂ペレットの製造方法。
- 前記融点を40〜100℃の間に持つワックス材料が、炭素数16〜40の高級α−オレフィンモノマーを重合して得られた高結晶性高級α−オレフィン系重合体である、請求項8に記載の植物系樹脂ペレットの製造方法。
- 融点を40〜100℃の間に持つワックス材料が、
(1)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気190℃で5分保持した後、−10℃まで、5℃/分で降温させ、−10℃で5分保持した後、190℃まで10℃/分で昇温させることにより得られた融解吸熱カーブから観測される融点(Tm)が40〜100℃であり、
前記(1)における融点(Tm)測定において、融点の融解吸熱ピーク全体のベースラインからピークトップまでの高さの中点におけるピーク幅である半値幅(Wm)が、10℃以下の高結晶性高級α−オレフィン系重合体である、請求項8又は9に記載の植物系樹脂ペレットの製造方法。 - 融点を40〜100℃の間に持つワックス材料が、融点(Tm)が55〜100℃の高結晶性高級α−オレフィン系重合体であり、
加熱して植物粉の表面に付着された前記高結晶性ポリアルファオレフィン系重合体が55℃未満に温度を降温させて造粒されるように構成された、請求項9に記載の植物系樹脂ペレットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011084885A JP5674536B2 (ja) | 2010-04-12 | 2011-04-06 | 植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010091407 | 2010-04-12 | ||
| JP2010091407 | 2010-04-12 | ||
| JP2011084885A JP5674536B2 (ja) | 2010-04-12 | 2011-04-06 | 植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011236410A JP2011236410A (ja) | 2011-11-24 |
| JP2011236410A5 JP2011236410A5 (ja) | 2014-02-27 |
| JP5674536B2 true JP5674536B2 (ja) | 2015-02-25 |
Family
ID=45324734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011084885A Active JP5674536B2 (ja) | 2010-04-12 | 2011-04-06 | 植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5674536B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5834847B2 (ja) * | 2011-12-01 | 2015-12-24 | Dic株式会社 | セルロースの微細化方法、セルロースナノファイバー、マスタバッチ組成物及び樹脂組成物 |
| JP6177063B2 (ja) * | 2013-09-10 | 2017-08-09 | 株式会社八木熊 | ブロー成形用樹脂組成物、ブロー成形体並びにその製造方法 |
| JP6544773B2 (ja) * | 2016-03-28 | 2019-07-17 | トヨタ車体株式会社 | 植物繊維強化樹脂の製造方法 |
| KR101991672B1 (ko) * | 2017-01-26 | 2019-06-21 | 충남대학교산학협력단 | 방수 항균기능성 비즈왁스 친환경 복합시트 및 이의 제조방법 |
| US11708486B2 (en) * | 2018-10-29 | 2023-07-25 | Prisma Renewable Composites, Llc | Acrylonitrile butadiene styrene copolymer/lignin blends |
| WO2021005260A1 (en) * | 2019-07-05 | 2021-01-14 | Upm-Kymmene Corporation | Natural fiber plastic composite precursor material for compounding, method for preparing thereof and method for preparing natural fiber plastic composite product |
| GB2588097A (en) * | 2019-10-04 | 2021-04-21 | Moving Beans Ltd | Packaging item |
| WO2023243281A1 (ja) * | 2022-06-14 | 2023-12-21 | パナソニックIpマネジメント株式会社 | 複合樹脂組成物及び複合樹脂成形体 |
| KR20240001401A (ko) | 2022-06-27 | 2024-01-03 | 노나영 | 밀랍 코팅 종이 제조 방법 |
| KR102554716B1 (ko) | 2023-02-21 | 2023-07-11 | 노나영 | 밀랍 코팅 종이 제조 방법 및 그를 이용하여 제작된 밀랍 코팅 종이 및 베개커버 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004216910A (ja) * | 1994-02-10 | 2004-08-05 | Ain Eng Kk | 木質合成粉の製造装置、及び木質合成板の押出成形装置 |
| JP3167020B2 (ja) * | 1998-09-30 | 2001-05-14 | 旭化成株式会社 | 複合材料およびその成形体の製造方法 |
| JP2005075908A (ja) * | 2003-08-29 | 2005-03-24 | Idemitsu Kosan Co Ltd | 高級α−オレフィン共重合体及びその製造方法 |
| JP2006036815A (ja) * | 2004-07-22 | 2006-02-09 | Sekisui Chem Co Ltd | 木質ポリオレフィン樹脂組成物 |
| JP4371373B2 (ja) * | 2005-03-29 | 2009-11-25 | ヤマハリビングテック株式会社 | 木質系成形体の製造方法および木質系成形体 |
| DE202007017569U1 (de) * | 2006-10-31 | 2008-04-03 | Faber-Castell Ag | Thermoplastische Formmasse und daraus hergestellter Formkörper |
| CN101616938B (zh) * | 2007-02-19 | 2012-08-15 | 出光兴产株式会社 | α-链烯烃聚合物及其制备方法 |
-
2011
- 2011-04-06 JP JP2011084885A patent/JP5674536B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011236410A (ja) | 2011-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5674536B2 (ja) | 植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置 | |
| JP2011236410A5 (ja) | ||
| US8389634B2 (en) | Polymer compositions comprising a low-viscosity, homogeneously branched ethylene α-olefin extender | |
| JP5481489B2 (ja) | 粘着性組成物及び粘着性組成物を作成する方法 | |
| CN103755876A (zh) | 一种极性单体接枝改性的无定型聚α-烯烃及其制备方法 | |
| WO2008018404A1 (fr) | Granulés comprenant un polymère et emballage | |
| CN109957215A (zh) | 一种用于耐热包胶的热塑性弹性体材料及其制备方法 | |
| JP2019014811A (ja) | セルロース系繊維強化樹脂組成物およびその発泡体の製造方法 | |
| JP2018104702A (ja) | 樹脂組成物 | |
| CN102675744A (zh) | 树脂组合物和由其制备的照明装置元件 | |
| WO2008047867A1 (fr) | Mélange-maître et son procédé de production | |
| JP4335967B2 (ja) | 射出成形機用樹脂切替洗浄剤 | |
| JP6615194B2 (ja) | 強化熱可塑性高分子組成物 | |
| JP2010138337A (ja) | 木粉を含有する成形品の製造方法ならびに成形品 | |
| US6716923B1 (en) | Resin composition for powder molding | |
| JP2010023356A (ja) | 熱可塑性組成物の製造方法及び成形体の製造方法 | |
| JP3983056B2 (ja) | 再生pet樹脂組成物の製造方法 | |
| US20230086805A1 (en) | Plastic processing system and apparatus | |
| JPH08155969A (ja) | 成形機用洗浄剤 | |
| JP2005206639A (ja) | 有機充填剤を含む樹脂組成物 | |
| JP7433682B2 (ja) | 粒子及び樹脂組成物 | |
| JP2004526039A (ja) | 熱可塑性樹脂組成物 | |
| JP2004189829A (ja) | 変性ポリオレフィン樹脂組成物の製造方法 | |
| JP2009137192A (ja) | マーブル調成形品の成形方法 | |
| JPH0419264B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20121206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20121206 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20131122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140109 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140826 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141010 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141222 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5674536 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |