JP5568422B2 - 冷蔵庫 - Google Patents
冷蔵庫 Download PDFInfo
- Publication number
- JP5568422B2 JP5568422B2 JP2010205034A JP2010205034A JP5568422B2 JP 5568422 B2 JP5568422 B2 JP 5568422B2 JP 2010205034 A JP2010205034 A JP 2010205034A JP 2010205034 A JP2010205034 A JP 2010205034A JP 5568422 B2 JP5568422 B2 JP 5568422B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating material
- heat radiating
- heat insulating
- radiating pipe
- refrigerator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011810 insulating material Substances 0.000 claims description 92
- 238000013459 approach Methods 0.000 claims description 6
- 239000005022 packaging material Substances 0.000 description 34
- 239000011162 core material Substances 0.000 description 25
- 239000006260 foam Substances 0.000 description 20
- 238000009833 condensation Methods 0.000 description 18
- 230000005494 condensation Effects 0.000 description 18
- 238000005452 bending Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 239000010410 layer Substances 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 230000002265 prevention Effects 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 230000005855 radiation Effects 0.000 description 6
- 239000003507 refrigerant Substances 0.000 description 6
- 238000003466 welding Methods 0.000 description 6
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 238000005187 foaming Methods 0.000 description 4
- 230000017525 heat dissipation Effects 0.000 description 4
- 239000012784 inorganic fiber Substances 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 4
- 238000005057 refrigeration Methods 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 235000013311 vegetables Nutrition 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 238000012856 packing Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 239000001282 iso-butane Substances 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 239000011550 stock solution Substances 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000011491 glass wool Substances 0.000 description 1
- 229920006262 high density polyethylene film Polymers 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000011946 reduction process Methods 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 230000002277 temperature effect Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
Images













Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
Description
図1は本発明に係る実施形態の冷蔵庫1を斜め前方から見た斜視図であり、図2は図1のA−A線断面図である。
次に、真空断熱材21の製造方法について、図6,図7を用いて説明する。図6は、真空断熱材21の芯材23を内袋に収納する製造工程を経時的に示す断面図であり、図7は、芯材23を外包材24に収納する製造工程を経時的に示す断面図である。なお、図6,図7における芯材23内の積層体25(符号25a,25b,25c,25d)の内部の横線は繊維の方向を示すものであり、そのピッチは厚みの変化を無視して示している。
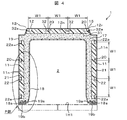
次に、図8,図9,図10を用いて、側面板11に並列に配置されている放熱パイプ20(図4,図5(a)参照)の間の寸法をW1(例えば、200mm)とした理由を説明する。
次に、図11〜図14をもって、冷蔵庫1の前面フランジ部15aの結露防止構造について説明する。
5 冷蔵室扉(ドア)
11 側面板
12 背面板
15 冷蔵庫箱体
15a 前面フランジ部
16 注入口
17 発泡断熱材(ウレタンフォーム)
18 内箱
19 外箱
19a R曲げ部(内箱係止部)
19b フランジ部(屈曲部)
20,20a,20c 放熱パイプ
20b 曲折部
21,31 真空断熱材
22 凹部
22a,22b 端部凹部
23 芯材
24 外包材
25 積層体
25a 第一の積層体
25b 第二の積層体
25c 第三の積層体
25d 第四の積層体
26 内袋
Claims (2)
- 外箱の内側に配置された真空断熱材と、該真空断熱材と前記外箱との間であって且つ前記外箱の前方開口付近の上下に亘って配置された放熱パイプと、を備えた冷蔵庫において、
前記放熱パイプは前記前方開口に近づくように折り曲げた曲折部を有し、
前記真空断熱材は前記放熱パイプを上下に亘って覆うように、前記前方開口側に開放した端部凹部を有し、低温度となる部分に配置される前記放熱パイプは、前記外箱の前記前方開口に近づけて配置して、
前記端部凹部の幅寸法は、前記前方開口に近づくように折り曲げた前記放熱パイプの折り曲げ寸法をカバーする寸法で形成されて、
前記放熱パイプは前記端部凹部の奥側に位置して、前記低温度となる部分に配置される前記放熱パイプは前記端部凹部の投影位置の先端側又は前記端部凹部の投影位置から外れた位置に配置することを特徴とする冷蔵庫。 - 前記放熱パイプは前記端部凹部の中央寄りに配置されて、前記低温度となる部分に配置される前記放熱パイプは前記端部凹部の先端側に配置されたことを特徴とする、請求項1記載の冷蔵庫。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010205034A JP5568422B2 (ja) | 2010-09-14 | 2010-09-14 | 冷蔵庫 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010205034A JP5568422B2 (ja) | 2010-09-14 | 2010-09-14 | 冷蔵庫 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012063024A JP2012063024A (ja) | 2012-03-29 |
| JP2012063024A5 JP2012063024A5 (ja) | 2012-10-18 |
| JP5568422B2 true JP5568422B2 (ja) | 2014-08-06 |
Family
ID=46058921
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010205034A Expired - Fee Related JP5568422B2 (ja) | 2010-09-14 | 2010-09-14 | 冷蔵庫 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5568422B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102997565B (zh) * | 2012-12-14 | 2014-12-31 | 广东奥马电器股份有限公司 | 带有一体化除露管的冰箱 |
| JP2015052400A (ja) * | 2013-09-05 | 2015-03-19 | 日立アプライアンス株式会社 | 冷蔵庫および冷蔵庫の製造方法 |
| JP2015052401A (ja) * | 2013-09-05 | 2015-03-19 | 日立アプライアンス株式会社 | 冷蔵庫 |
| JP7261459B2 (ja) | 2019-03-05 | 2023-04-20 | アクア株式会社 | 冷蔵庫およびその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6065589U (ja) * | 1983-10-11 | 1985-05-09 | 松下冷機株式会社 | 真空断熱材を備えた断熱箱体 |
| JPS6121285U (ja) * | 1984-07-11 | 1986-02-07 | シャープ株式会社 | 断熱箱体 |
| JP3942688B2 (ja) * | 1997-05-29 | 2007-07-11 | 松下冷機株式会社 | 冷蔵庫 |
| JP3513123B2 (ja) * | 2001-07-12 | 2004-03-31 | 松下冷機株式会社 | 冷蔵庫の製造方法 |
| JP3456988B1 (ja) * | 2002-06-05 | 2003-10-14 | 松下冷機株式会社 | 真空断熱材及びその製造方法、並びに真空断熱材を用いた断熱箱体 |
| JP2010038528A (ja) * | 2008-07-10 | 2010-02-18 | Toshiba Corp | 冷蔵庫 |
-
2010
- 2010-09-14 JP JP2010205034A patent/JP5568422B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012063024A (ja) | 2012-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012063038A (ja) | 冷蔵庫 | |
| JP5822798B2 (ja) | 断熱箱体及びこの断熱箱体を備えた冷蔵庫 | |
| JP5578266B1 (ja) | 冷蔵庫 | |
| JP5548076B2 (ja) | 冷蔵庫および真空断熱材 | |
| JP5620764B2 (ja) | 冷蔵庫 | |
| JP5568422B2 (ja) | 冷蔵庫 | |
| JP5503478B2 (ja) | 冷蔵庫 | |
| JP2013249973A (ja) | 冷蔵庫 | |
| JP6002641B2 (ja) | 真空断熱材及び冷蔵庫 | |
| JP2012062905A (ja) | 真空断熱材及びこれを備えた冷蔵庫 | |
| JP5544254B2 (ja) | 冷蔵庫 | |
| AU2015407161B2 (en) | Vacuum thermal insulator and refrigerator | |
| JP5372878B2 (ja) | 真空断熱材及びこれを備えた冷蔵庫 | |
| JP2013249977A (ja) | 冷蔵庫および冷蔵庫の製作方法 | |
| WO2015025477A1 (ja) | 冷蔵庫 | |
| JP2015148251A (ja) | 真空断熱材、冷蔵庫及び真空断熱材の製造方法 | |
| JP2012063023A (ja) | 真空断熱材及びこれを備えた冷蔵庫 | |
| JP2013185735A (ja) | 冷蔵庫 | |
| WO2016135808A1 (ja) | 断熱箱体および断熱扉並びに冷蔵庫 | |
| JP4141428B2 (ja) | 冷却貯蔵庫 | |
| JP2013249975A (ja) | 冷蔵庫 | |
| JP2015064134A (ja) | 冷蔵庫 | |
| JP7002328B2 (ja) | 断熱庫 | |
| JP2004020148A (ja) | 冷蔵庫及び冷蔵庫の製造方法 | |
| JP6972300B2 (ja) | 断熱箱体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120518 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120829 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120829 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120829 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131015 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140527 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140623 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5568422 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |