JP5555714B2 - タイヤ用モールドのためのカバー要素及び支持要素の製造方法 - Google Patents
タイヤ用モールドのためのカバー要素及び支持要素の製造方法 Download PDFInfo
- Publication number
- JP5555714B2 JP5555714B2 JP2011542873A JP2011542873A JP5555714B2 JP 5555714 B2 JP5555714 B2 JP 5555714B2 JP 2011542873 A JP2011542873 A JP 2011542873A JP 2011542873 A JP2011542873 A JP 2011542873A JP 5555714 B2 JP5555714 B2 JP 5555714B2
- Authority
- JP
- Japan
- Prior art keywords
- lining
- support
- lining element
- layer
- powder layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 239000000843 powder Substances 0.000 claims description 25
- 238000000034 method Methods 0.000 claims description 20
- 238000000926 separation method Methods 0.000 claims description 8
- 238000002844 melting Methods 0.000 claims description 5
- 230000008018 melting Effects 0.000 claims description 5
- 238000005498 polishing Methods 0.000 claims description 2
- 230000009467 reduction Effects 0.000 claims description 2
- 238000000149 argon plasma sintering Methods 0.000 description 6
- 238000005192 partition Methods 0.000 description 5
- 238000000465 moulding Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000005056 compaction Methods 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000004073 vulcanization Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/40—Structures for supporting workpieces or articles during manufacture and removed afterwards
- B22F10/47—Structures for supporting workpieces or articles during manufacture and removed afterwards characterised by structural features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/003—Articles made for being fractured or separated into parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/007—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/66—Treatment of workpieces or articles after build-up by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
- B29D2030/0607—Constructional features of the moulds
- B29D2030/0612—Means for forming recesses or protrusions in the tyres, e.g. grooves or ribs, to create the tread or sidewalls patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
‐重ね合わされた粉末層の選択的溶融によって、内張り要素及び内張り要素を局所的に支持する少なくとも1つの局所的支持要素を有する中間要素を製作するステップを有し、内張り要素及び局所的支持要素は、一体品として作られ、
‐内張り要素を支持要素から分離するステップを有することを特徴とする方法にある。
‐支持要素は、溶融粉末層の重ね合わせ方向に実質的に平行な方向に内張り要素を支持するよう設計される。上述したように、溶融粉末層は、重ね合わせ方向に互いに重ね合わされる。一般に、これら層は、実質的に水平であり、このことは、重ね合わせ方向が実質的に垂直であることを意味している。その結果、内張り要素が部分的に非支持状態で突き出る場合、重力又は突き出ている部分に対する押し固め手段の機械的作用により生じる力が実質的に垂直であり、従って、重ね合わせ方向に平行である。したがって、支持要素は、溶融粉末層の重ね合わせ方向に実質的に平行な方向に内張り要素を支持するよう設計されることが有利である。
‐分離に先立って、局所的支持要素は、内張り要素と接触状態にある一端部及び溶融粉末層のうちのベース層の一部をなす反対側の端部を有する。溶融粉末層のベース層の意味する内容は、第1の溶融粉末層であり、即ち、焼結された中間要素全体が載る下側層である。したがって、このベース層が応動すべき非支持状態の突き出しに起因して生じる力に関し、支持要素が内張り要素をベース層に連結することが好ましい。
‐中間要素は、実質的に平坦なベース面を有する。ベース面は、第1の溶融粉末層により構成されるので、ベース面は、実質的に平坦である。
‐溶融粉末層は各々、事実上、その全体が、真下の溶融粉末層と一線をなして位置する。換言すると、重ね合わせ方向に沿う真下の溶融粉末層上への溶融層の投影像がこの下側の層の内側に収まる。この場合、非支持状態で突き出る中間要素の層が存在しないということが保証される。というのは、各層は、下に位置する層によって全体が支持されるからである。
‐中間要素は、内張り要素を支持要素から分離しやすいようにする手段を有する。この方法は、内張り要素を支持要素から分離するステップを有するので、この分離を容易にする手段を設けることが好ましい。
‐分離を容易にする手段は、中間要素の局所的厚さ減少部、中間要素の厚さと比較して薄い仕切り又は中間要素に設けられたプレカットから成る。
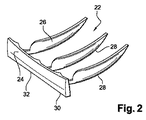
‐内張り要素は、網目状に配置されたリブから成り、各リブは、重ね合わせ層により定められた平面に実質的に垂直である内張り要素のリブは、タイヤのトレッドバンドに溝を形成するようになっている。
‐この方法は、支持要素に当初連結されている内張り要素の表面を研磨する最終ステップを更に有する。
Claims (9)
- タイヤ用モールドの支持ブロック(12)に取り付けられるようになった内張り要素(18,22)を製造する方法であって、
‐重ね合わされた粉末層の選択的溶融によって、前記内張り要素(18,22)及び前記内張り要素(18,22)を局所的に支持する少なくとも1つの局所的支持要素(36)を有する中間要素(34)を製作するステップを有し、前記内張り要素(18,22)及び前記局所的支持要素(36)は、一体品として作られ、
‐前記内張り要素(18,22)を前記支持要素(36)から分離するステップを有し、
溶融粉末層の、当該溶融粉末層の重ね合わせ方向に沿った真下の溶融粉末層への投影像は、この下側の層の内側に収まる、方法。 - 前記支持要素(36)は、前記溶融粉末層の重ね合わせ方向に実質的に平行な方向(D)に前記内張り要素(18,22)を支持するよう設計されている、請求項1記載の方法。
- 前記分離に先立って、前記局所的支持要素(36)は、前記内張り要素と接触状態にある一端部(42)及び前記溶融粉末層のうちのベース層の一部をなす反対側の端部(44)を有する、請求項1又は2記載の方法。
- 前記中間要素(34)は、実質的に平坦なベース面(38)を有する、請求項1〜3のうちいずれか一に記載の方法。
- 前記中間要素(34)は、前記内張り要素(18,22)を前記支持要素(36)から分離しやすいようにする手段を有する、請求項1〜4のうちいずれか一に記載の方法。
- 分離を容易にする前記手段は、前記中間要素(34)の局所的厚さ減少部、又は前記中間要素に設けられたプレカットから成る、請求項5記載の方法。
- 前記内張り要素(18,22)は、網目状に配置されたリブから成り、各リブは、前記重ね合わせ層により定められた平面に実質的に垂直である、請求項1〜6のうちいずれか一に記載の方法。
- 前記支持要素(36)に当初連結されている前記内張り要素(18,22)の表面(28)を研磨する最終ステップを更に有する、請求項1〜7のうちいずれか一に記載の方法。
- 請求項1〜8のうちいずれか一に記載の方法を実施することにより得られる中間要素。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0859070A FR2940166B1 (fr) | 2008-12-24 | 2008-12-24 | Procede de fabrication d'un element de garniture et d'un element de soutien destines a un moule de pneumatique |
| FR0859070 | 2008-12-24 | ||
| PCT/FR2009/052638 WO2010072960A2 (fr) | 2008-12-24 | 2009-12-21 | Procede de fabrication d'un element de garniture et d'un element de soutien destines a un moule de pneumatique |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012513911A JP2012513911A (ja) | 2012-06-21 |
| JP5555714B2 true JP5555714B2 (ja) | 2014-07-23 |
Family
ID=40790472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011542873A Expired - Fee Related JP5555714B2 (ja) | 2008-12-24 | 2009-12-21 | タイヤ用モールドのためのカバー要素及び支持要素の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8614405B2 (ja) |
| EP (1) | EP2382065B1 (ja) |
| JP (1) | JP5555714B2 (ja) |
| CN (1) | CN102264493B (ja) |
| BR (1) | BRPI0923465B1 (ja) |
| FR (1) | FR2940166B1 (ja) |
| WO (1) | WO2010072960A2 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013050524A1 (en) * | 2011-10-07 | 2013-04-11 | Materialise Nv | Additive manufacturing of tiled objects |
| FR3002167B1 (fr) * | 2013-02-15 | 2016-12-23 | Michelin & Cie | Piece obtenue par fusion selective d'une poudre comprenant un element principal et des elements secondaires rigides |
| FR3002168B1 (fr) | 2013-02-15 | 2016-12-23 | Michelin & Cie | Piece obtenue par fusion selective d'une poudre comprenant un element principal et des elements secondaires rigides |
| GB201313926D0 (en) * | 2013-08-05 | 2013-09-18 | Renishaw Plc | Additive manufacturing method and apparatus |
| JP6208023B2 (ja) * | 2014-01-20 | 2017-10-04 | 小島プレス工業株式会社 | 三次元造形物の張出構造および三次元造形物の製造方法 |
| JP5698397B2 (ja) * | 2014-03-13 | 2015-04-08 | 株式会社ブリヂストン | セクター金型におけるパタンブロックの加工用冶具 |
| DE102015202328A1 (de) * | 2015-02-10 | 2016-08-11 | Continental Reifen Deutschland Gmbh | Lamelle |
| CN107735196B (zh) * | 2015-05-20 | 2020-12-08 | 曼恩能源方案有限公司 | 用于制造涡轮机的转子的方法 |
| JP6579808B2 (ja) | 2015-06-09 | 2019-09-25 | 株式会社ブリヂストン | タイヤモールド、及びタイヤモールドの製造方法 |
| FR3043347B1 (fr) * | 2015-11-06 | 2021-06-25 | Michelin & Cie | Procede de fabrication additive a base de poudre d'une piece, notamment d'un element de garniture pour moule de pneumatique |
| JP6734701B2 (ja) * | 2016-06-02 | 2020-08-05 | 株式会社ブリヂストン | ゴム物品用モールドの製造方法 |
| FR3052375B1 (fr) * | 2016-06-09 | 2019-08-23 | Compagnie Generale Des Etablissements Michelin | Plateau de fabrication additive equipe d'un raidisseur |
| DE102018204024A1 (de) | 2018-03-16 | 2019-09-19 | Continental Reifen Deutschland Gmbh | Rippen-oder lamellenförmiges Element, Profilringsegment und Verfahren zur Herstellung eines Profilringsegmentes |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59220345A (ja) * | 1983-05-30 | 1984-12-11 | Bridgestone Corp | タイヤ成形用金型およびその製造方法 |
| US4553918A (en) * | 1983-05-30 | 1985-11-19 | Bridgestone Corporation | Tire molding mold |
| GB8716494D0 (en) * | 1987-07-14 | 1987-08-19 | Apsley Metals Ltd | Manufacture of tyres |
| US4988479A (en) * | 1988-10-06 | 1991-01-29 | Yamaha Corporation | Method for producing a composite material |
| NL9001516A (nl) * | 1990-07-03 | 1992-02-03 | Elephant Edelmetaal Bv | Werkwijze voor het vervaardigen van een substruktuur voor een tandheelkundige restauratie, zoals een kroon of een brug, en werkwijze voor het vervaardigen van zo'n tandheelkundige restauratie. |
| JPH0516144A (ja) * | 1991-07-15 | 1993-01-26 | Bridgestone Corp | タイヤ加硫成型用金型及びその製造方法 |
| DE19514740C1 (de) * | 1995-04-21 | 1996-04-11 | Eos Electro Optical Syst | Vorrichtung und Verfahren zum Herstellen eines dreidimensionalen Objektes |
| US5709830A (en) * | 1996-02-22 | 1998-01-20 | The Goodyear Tire & Rubber Company | Method for winged or wingless type precure tread production |
| IT1290210B1 (it) * | 1997-01-29 | 1998-10-22 | Pirelli | Metodo per la produzione di pneumatici,per la realizzazione di stampi di vulcanizzazione per detti pneumatici,pneumatici e stampi cosi' |
| FR2772663A1 (fr) * | 1997-12-24 | 1999-06-25 | Michelin & Cie | Procede et element moulant pour mouler une decoupure dans une bande de roulement de pneumatique |
| JPH11322443A (ja) * | 1998-05-08 | 1999-11-24 | Tdk Corp | セラミックス焼結体の製造方法 |
| US6298896B1 (en) * | 2000-03-28 | 2001-10-09 | Northrop Grumman Corporation | Apparatus for constructing a composite structure |
| US6447704B1 (en) * | 2000-05-23 | 2002-09-10 | Gmic, Corp. | Thermal-sprayed tooling |
| TW506868B (en) * | 2000-10-05 | 2002-10-21 | Matsushita Electric Works Ltd | Method of and apparatus for making a three-dimensional object |
| US20020187065A1 (en) * | 2001-06-06 | 2002-12-12 | Amaya Herman Ernesto | Method for the rapid fabrication of mold inserts |
| DE10131130A1 (de) * | 2001-06-28 | 2003-01-30 | Dahmen Gmbh | Formsegment einer Volkanisationsform für Fahrzeugreifen |
| JP2003094443A (ja) * | 2001-07-16 | 2003-04-03 | Tokai Model:Kk | 成形型及びその製法 |
| DE10219983B4 (de) * | 2002-05-03 | 2004-03-18 | Bego Medical Ag | Verfahren zum Herstellen von Produkten durch Freiform-Lasersintern |
| WO2004048062A1 (ja) * | 2002-11-01 | 2004-06-10 | Kabushiki Kaisha Bridgestone | タイヤ加硫金型の製造方法及びタイヤ加硫金型 |
| US20050076982A1 (en) * | 2003-10-09 | 2005-04-14 | Metcalf Arthur Richard | Post patch assembly for mounting devices in a tire interior |
| DE10357627A1 (de) * | 2003-12-10 | 2005-07-07 | Continental Ag | Verfahren zur Herstellung von Reifenformen für Fahrzeugreifen |
| US20050126668A1 (en) * | 2003-12-16 | 2005-06-16 | Pierre Fornerod | Post patch for mounting devices inside tires |
| JP2005238744A (ja) * | 2004-02-27 | 2005-09-08 | Bridgestone Corp | ブレードの植え込み方法、タイヤ加硫金型及びブレード |
| DE102004028462A1 (de) * | 2004-06-11 | 2005-12-29 | Continental Aktiengesellschaft | Reifenvulkanisierform mit mehreren zu einer umfangsmäßig geschlossenen Form zusammenfügbaren Profilsegmenten |
| DE102004052766A1 (de) * | 2004-10-30 | 2006-05-04 | Continental Aktiengesellschaft | Reifenvulkanisierform mit mehreren zu einer umfangsmässig geschlossenen Form zusammenfügbaren Profilsegmenten |
| JP2006256240A (ja) * | 2005-03-18 | 2006-09-28 | Yokohama Rubber Co Ltd:The | 積層造形法を用いたタイヤ加硫用成形金型の製造方法 |
| US8206637B2 (en) * | 2008-10-14 | 2012-06-26 | The Boeing Company | Geometry adaptive laser sintering system |
| FR2939712B1 (fr) * | 2008-12-17 | 2011-01-14 | Michelin Soc Tech | Garniture de moule comprenant un element sacrificiel de liaison |
-
2008
- 2008-12-24 FR FR0859070A patent/FR2940166B1/fr not_active Expired - Fee Related
-
2009
- 2009-12-21 US US13/141,412 patent/US8614405B2/en active Active
- 2009-12-21 EP EP09805764A patent/EP2382065B1/fr active Active
- 2009-12-21 WO PCT/FR2009/052638 patent/WO2010072960A2/fr active Application Filing
- 2009-12-21 JP JP2011542873A patent/JP5555714B2/ja not_active Expired - Fee Related
- 2009-12-21 BR BRPI0923465-9A patent/BRPI0923465B1/pt active IP Right Grant
- 2009-12-21 CN CN200980152732.XA patent/CN102264493B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| FR2940166A1 (fr) | 2010-06-25 |
| JP2012513911A (ja) | 2012-06-21 |
| US20110309230A1 (en) | 2011-12-22 |
| WO2010072960A2 (fr) | 2010-07-01 |
| CN102264493A (zh) | 2011-11-30 |
| EP2382065A2 (fr) | 2011-11-02 |
| US8614405B2 (en) | 2013-12-24 |
| WO2010072960A3 (fr) | 2010-09-30 |
| BRPI0923465A2 (pt) | 2016-01-12 |
| CN102264493B (zh) | 2014-10-01 |
| BRPI0923465B1 (pt) | 2018-01-02 |
| FR2940166B1 (fr) | 2011-02-11 |
| BRPI0923465A8 (pt) | 2017-12-19 |
| EP2382065B1 (fr) | 2012-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5555714B2 (ja) | タイヤ用モールドのためのカバー要素及び支持要素の製造方法 | |
| JP6407820B2 (ja) | タイヤ加硫モールドのためのスキンを含む内張り組立体 | |
| CN102256776B (zh) | 轮胎硫化模具的表层上的内衬组件 | |
| JP5461576B2 (ja) | シェル及びコアを有する内張り要素 | |
| US10307979B2 (en) | Part obtained by selective melting of a powder comprising a main element and rigid secondary elements | |
| EP2960031B1 (en) | Method for producing a tire-vulcanizing mold and tire-vulcanizing mold | |
| JP5745154B1 (ja) | 立体形状物の製造方法及びタイヤ金型 | |
| JP2013533815A (ja) | タイヤを加硫するようになったモールドの内張りのための薄いプレート | |
| CN105163920A (zh) | 轮胎成型用模具和轮胎 | |
| JP6579809B2 (ja) | ゴム物品用モールド | |
| JP3733271B2 (ja) | タイヤ加硫成形用金型及びその製造方法並びに該金型を用いて成形された空気入りタイヤ及びその製造方法 | |
| CN103492146A (zh) | 轮胎硫化用模具及其制造方法 | |
| JP4983369B2 (ja) | タイヤ成形用金型及びタイヤ成形用金型の製造方法 | |
| CN105793023A (zh) | 制造用于硫化轮胎的模具的模制元件的方法 | |
| EP3499210B1 (en) | Hybrid material airflow impression molds | |
| JP2005246931A (ja) | タイヤ設計支援システム | |
| JP3895309B2 (ja) | タイヤ成形用金型の製造方法およびその製造方法で製造されるタイヤ成形用金型 | |
| KR102446931B1 (ko) | 소음저감 중공부 형성 및 플로우 포밍을 위한 수평 형상 롤러 및 이를 이용한 차량용 휠 제조 방법 | |
| JP4052386B2 (ja) | タイヤ金型及びそれを用いた空気入りタイヤの製造方法 | |
| TWI379042B (ja) | ||
| JP7131196B2 (ja) | タイヤ用モールド及びタイヤの製造方法 | |
| JP2006335031A (ja) | 更生タイヤ用金型、更生タイヤの製造方法及び更生タイヤ | |
| JP2005059510A (ja) | タイヤの成形型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120810 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131211 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140501 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140602 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5555714 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |