JP5698397B2 - セクター金型におけるパタンブロックの加工用冶具 - Google Patents
セクター金型におけるパタンブロックの加工用冶具 Download PDFInfo
- Publication number
- JP5698397B2 JP5698397B2 JP2014050235A JP2014050235A JP5698397B2 JP 5698397 B2 JP5698397 B2 JP 5698397B2 JP 2014050235 A JP2014050235 A JP 2014050235A JP 2014050235 A JP2014050235 A JP 2014050235A JP 5698397 B2 JP5698397 B2 JP 5698397B2
- Authority
- JP
- Japan
- Prior art keywords
- pattern block
- sector
- jig
- groove
- positioning pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003754 machining Methods 0.000 title description 10
- 238000012545 processing Methods 0.000 claims description 15
- 238000003780 insertion Methods 0.000 claims description 5
- 230000037431 insertion Effects 0.000 claims description 5
- 210000000988 bone and bone Anatomy 0.000 description 37
- 238000003466 welding Methods 0.000 description 22
- 238000000034 method Methods 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000004073 vulcanization Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000002513 implantation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000001502 supplementing effect Effects 0.000 description 1
Images




Landscapes
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
従来、パタンブロックの彫刻加工は、パタン彫刻用冶具(以下単に冶具という)に対して、全周を溶接してずれのないように固定した上で行っている。そのため細溝形成骨を溶接で固定する場合には、細溝形成骨の固定強度を確保できるだけの溶接代を取って、全周を溶接固定しなければならない。
この方法では、鉄板を溶断したのち荒加工し、ホルダー(セクター)背面にヌスミを形成してパタンブロックを形成し、それをホルダーに溶接している。この方法では、溶接による歪みは、鋳物でパタンブロックを形成する場合に比べて生じ難いが、そもそも鋳物でパタンブロック形成するのは対象外である。
しかし、この方法ではブロックの嵌合溝を形成する加工が複雑である。
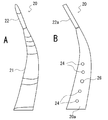
図1Aはセクター10を示す斜視図であり、図1Bは図1Aの矩形で囲った部分Sの細部構造を示す拡大図である。
本実施形態のセクター金型は、従来と同様に、タイヤトレッド部を構成する複数のセクター10とセクター10の骨となるパタンブロック20を別々に製造し、セクター10に対して、彫刻加工したパタンブロック20を取り付けて形成される。
図1Bは、図1Aの矩形で囲った部分Sの細部構造を示す拡大図であり、セクター10に設けた埋め込み溝12を拡大して示している。
パタンブロック20は、比較的幅広のタイヤのラグ溝形成骨21とそれに続きそれよりも幅が狭い細溝形成骨22とから成っている。また、ラグ溝形成骨21にはタイヤ周方向の細溝を形成するための周方向細溝形成骨18(図5)が一体に形成される。
パタンブロック20の裏胴面20aは、従来と同様にセクター10の踏面(セクター面)形状に合わせて機械加工されており、かつ図1に示すセクター10の前記埋め込み溝12と位置決めピン用穴14に対応して、埋め込み溝用凸部22aと複数の位置決めピン24が形成されている。即ち、埋め込み溝12と埋め込み溝用凸部22a、位置決めピン用穴14と、それに嵌合する位置決めピン24とが互いに嵌合する大きさと位置に形成されている。
図3は、パタンブロック20を彫刻加工するためのパタン彫刻加工冶具(以下、単に冶具という)を示す斜視図である。
図示のように冶具30の表面30aは、セクター10のセクター面10a(図1)と同じ三次元形状に機械加工され、その表面30aにはセクター10と同じ形状の埋め込み溝32及び同じ配置の位置決めピン用穴34及び固定用のボルト挿通穴36が設けられている。
本実施形態においては、パタンブロック20の裏胴面20a及び冶具30の表面はいずれもセクター10のセクター面形状に合わせて機械加工されているため、冶具30とパタンブロック20は密接して一体に固定され、被加工体であるパタンブロック20の剛性が増し、加工工具より加えられる切削抵抗や熱によるパタンブロック20のビビリ、反り返りといった加工不良を抑制して良好な加工仕上がり面を得ることができる。また、パタンブロック20の裏胴面20aの機械加工精度も維持することができる。
加工済みのパタンブロック20をセクター10に取り付けるには、セクター10に設けられた埋め込み溝12に、パタンブロック20の前記埋め込み溝用凸部22aをガイドにして、図4に示すように、セクター10の位置決めピン用穴14にパタンブロック20の位置決めピン24を嵌め込んで組み合わせ、セクター10の外周面から、前記ボルト穴16を介してパタンブロック20のボルト穴26に固定ボルト15を差し込んで、締め付けて両者を一体に固定する。
即ち、パタンブロック20のラグ溝形成骨21と周方向細溝形成骨18とは、タイヤにおける応力緩和を目的にその接合部にR形状が施されている。したがって、その接合部でパタンブロック20を分割すると、各セクター10を接合する際に、このR形状を肉盛り溶接で形成する必要があり、場合によっては更に機械加工が必要になる。
これに対し、本実施形態のように、周方向細溝形成骨18部分で分割すると、溶接固定が必要な溝形成骨の接合部は周方向細溝形成骨18部分のみであるため、単に周方向細溝形成骨18同士を溶接固定すれば足り、したがって、溶接後の摺り合わせ作業が容易に行える。
セクター10へのパタンブロック20の固定に際しては、既に述べたように
パタンブロック20のセクター面10aの形状に合わせて機械加工された裏胴面20aは、パタン彫刻加工中に歪みや反りが発生することなく機械加工精度が維持されるため、従来のようにパタンブロック20の裏胴面20aの摺り合わせ加工を行う必要がない。
(1)セクター10へブロックを取り付ける際、セクター10の埋め込み溝12及び位置決めピン24と、パタンブロック20の裏胴面20aの埋め込み溝用凸部22a及び位置決めピン24を単に嵌合させることで、従来のパタンブロックに比べ位置決め精度が向上し、同時に固定強度を向上させることができる。
また、溶接作業を最小限に抑えることができるため、溶接による歪みや反り返りを抑制することができ、パタンブロック20のセクター10への固定作業を容易に行うことができる。
(3)パタンブロック20の裏胴面20aとセクター10のセクター面10aとの摺り合わせを実施することなく、両者を取り付けることができる。また、セクター10とパタンブロック20の接合部には隙間がなく良好な金型形状及び製品面を得ることができる。
(5)従来のようにパタン彫刻時に冶具へ溶接固定するのをやめて、背面(裏胴面)からのボルト固定のみに変更すると共に、位置決めピン24を設けたことにより、パタンブロック20の冶具30への固定性、位置決め精度を向上させることができる。
(7)セクター10とパタンブロック20を別工程で製作するため、工程のクリティカルパス(直列な工程)を解消でき、工程設計の自由度が増し、工期を短縮することができる。
Claims (3)
- 埋め込み溝及び位置決めピン用穴を設けたセクターと、裏胴面に、前記埋め込み溝及び位置決めピン用穴に対応して、それぞれ埋め込み溝用凸部及び位置決めピンを設けたパタンブロックとを備え、前記パタンブロックを前記セクターに取り付けて構成したセクター金型における前記パタンブロックの加工用冶具であって、
前記パタンブロックの埋め込み溝用凸部及び前記位置決めピンに対応した埋め込み溝及び位置決めピン用穴を備えた、パタンブロックの加工用冶具。 - 請求項1に記載されかつ固定ボルトが係止するボルト穴を有するパタンブロックの加工用冶具において、
前記固定ボルトが挿通するボルト挿通穴を有するパタンブロックの加工用冶具。 - 請求項1又は2に記載されたパタンブロックの加工用冶具において、
前記加工用冶具の表面は、前記セクターのセクター面と同じ三次元形状に機械加工されている、パタンブロックの加工用冶具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014050235A JP5698397B2 (ja) | 2014-03-13 | 2014-03-13 | セクター金型におけるパタンブロックの加工用冶具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014050235A JP5698397B2 (ja) | 2014-03-13 | 2014-03-13 | セクター金型におけるパタンブロックの加工用冶具 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013011381A Division JP5534483B1 (ja) | 2013-01-24 | 2013-01-24 | セクター金型、その製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014141097A JP2014141097A (ja) | 2014-08-07 |
| JP5698397B2 true JP5698397B2 (ja) | 2015-04-08 |
Family
ID=51422833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014050235A Expired - Fee Related JP5698397B2 (ja) | 2014-03-13 | 2014-03-13 | セクター金型におけるパタンブロックの加工用冶具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5698397B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106471347B (zh) | 2014-07-09 | 2019-03-05 | 日立汽车系统株式会社 | 旋转角检测装置及动力转向装置 |
| JP2019093672A (ja) * | 2017-11-27 | 2019-06-20 | 株式会社ブリヂストン | タイヤ用モールドの製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2939712B1 (fr) * | 2008-12-17 | 2011-01-14 | Michelin Soc Tech | Garniture de moule comprenant un element sacrificiel de liaison |
| FR2940166B1 (fr) * | 2008-12-24 | 2011-02-11 | Michelin Soc Tech | Procede de fabrication d'un element de garniture et d'un element de soutien destines a un moule de pneumatique |
-
2014
- 2014-03-13 JP JP2014050235A patent/JP5698397B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014141097A (ja) | 2014-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2113357B1 (en) | Mold for tire | |
| JP6407820B2 (ja) | タイヤ加硫モールドのためのスキンを含む内張り組立体 | |
| CN105793024B (zh) | 切割轮胎模具的区段的方法和提供用于模制轮胎的模具的区段的半成品元件 | |
| JP5534483B1 (ja) | セクター金型、その製造方法 | |
| JP5698397B2 (ja) | セクター金型におけるパタンブロックの加工用冶具 | |
| US7377761B2 (en) | Tire vulcanizing mold | |
| EP3499210B1 (en) | Hybrid material airflow impression molds | |
| JP3182945U (ja) | タイヤ成形用環状金型 | |
| JP4690382B2 (ja) | タイヤ用モールドの製造方法 | |
| US20090260773A1 (en) | Die casting mold and method of manufacturing and casting the same | |
| KR101576645B1 (ko) | 핫스템핑 금형의 제작방법 및 이 제작방법으로 제작된 핫스템핑 금형 | |
| WO2015182578A1 (ja) | タイヤモールド及びタイヤ加硫装置 | |
| JP2018187864A (ja) | タイヤ用モールドの製造方法 | |
| JP2007062270A (ja) | タイヤ加硫用金型とその製造方法 | |
| CN109927213A (zh) | 胎面模具及其修复方法 | |
| JP4926656B2 (ja) | タイヤ用モールド | |
| JP7468222B2 (ja) | モールド | |
| JP2007144997A (ja) | タイヤ用モールドの製造方法 | |
| EP3939763B1 (en) | Method for manufacturing tire forming mold | |
| JP2007015152A (ja) | ピース組み立て方式のタイヤ成形用金型の製造方法 | |
| JP7294955B2 (ja) | タイヤ加硫金型の製造方法、及びタイヤ加硫金型 | |
| JP2019093672A (ja) | タイヤ用モールドの製造方法 | |
| JP2018027668A (ja) | ゴムクローラ用金型及びそれを用いたゴムクローラの製造方法 | |
| JP2012162063A (ja) | タイヤ加硫用金型の製造方法及びタイヤ加硫用金型 | |
| JP2020037223A (ja) | タイヤ用モールドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5698397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |