JP5528082B2 - 軟窒化歯車 - Google Patents
軟窒化歯車 Download PDFInfo
- Publication number
- JP5528082B2 JP5528082B2 JP2009281165A JP2009281165A JP5528082B2 JP 5528082 B2 JP5528082 B2 JP 5528082B2 JP 2009281165 A JP2009281165 A JP 2009281165A JP 2009281165 A JP2009281165 A JP 2009281165A JP 5528082 B2 JP5528082 B2 JP 5528082B2
- Authority
- JP
- Japan
- Prior art keywords
- soft nitriding
- gear
- steel
- precipitates
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005121 nitriding Methods 0.000 title claims description 62
- 239000002244 precipitate Substances 0.000 claims description 64
- 229910000831 Steel Inorganic materials 0.000 claims description 40
- 239000010959 steel Substances 0.000 claims description 40
- 239000000203 mixture Substances 0.000 claims description 21
- 229910001563 bainite Inorganic materials 0.000 claims description 14
- 239000002245 particle Substances 0.000 claims description 14
- 229910052719 titanium Inorganic materials 0.000 claims description 12
- 229910052758 niobium Inorganic materials 0.000 claims description 9
- 229910052750 molybdenum Inorganic materials 0.000 claims description 8
- 239000002994 raw material Substances 0.000 claims description 7
- 229910052720 vanadium Inorganic materials 0.000 claims description 7
- 229910052804 chromium Inorganic materials 0.000 claims description 5
- 239000012535 impurity Substances 0.000 claims description 3
- 229910052748 manganese Inorganic materials 0.000 claims description 3
- 229910052698 phosphorus Inorganic materials 0.000 claims description 2
- -1 by further mass% Substances 0.000 claims 1
- 238000011282 treatment Methods 0.000 description 26
- 239000000463 material Substances 0.000 description 25
- 238000005242 forging Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 13
- 238000001556 precipitation Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 12
- 238000005096 rolling process Methods 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 8
- 238000005728 strengthening Methods 0.000 description 8
- 150000001247 metal acetylides Chemical class 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 6
- 238000010791 quenching Methods 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 230000000171 quenching effect Effects 0.000 description 5
- 229910000859 α-Fe Inorganic materials 0.000 description 5
- 238000005255 carburizing Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000001771 impaired effect Effects 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 238000005496 tempering Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 230000006698 induction Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910011214 Ti—Mo Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000004881 precipitation hardening Methods 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 229910003310 Ni-Al Inorganic materials 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- 239000005539 carbonized material Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010273 cold forging Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000005430 electron energy loss spectroscopy Methods 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- KHYBPSFKEHXSLX-UHFFFAOYSA-N iminotitanium Chemical compound [Ti]=N KHYBPSFKEHXSLX-UHFFFAOYSA-N 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910001000 nickel titanium Inorganic materials 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000005480 shot peening Methods 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images

Description
1.質量%で、C≦0.15%、Si≦0.5%、Mn≦2.5%、Ti:0.03〜0.35%、Mo:0.03〜0.8%、Al≦0.1%以下、P≦0.040%、S≦0.1%、Cr≦2%を含み、残部Feおよび不可避不純物からなる鋼組成の鋼が素材として用いられ、軟窒化後において、ベイナイト面積率50%以上の組織を有し、ベイナイト相中に粒径が10nm未満の微細析出物が全析出物の90%以上、分散析出していることを特徴とする軟窒化歯車。
2.前記鋼組成が、更に式(1)を満足することを特徴とする、1記載の軟窒化歯車。
0.5≦(C/12)/{(Ti/48)+(Mo/96)}≦1.5 −−−(1)
但し、各元素は含有量(質量%)とする。
3.微細析出物がTi、Moを含む炭化物であることを特徴とする1または2記載の軟窒化歯車。
4.前記鋼組成が、更に質量%で、Nb≦0.08、V≦0.3%、W≦1.5%の一種または2種以上を含有する、1記載の軟窒化歯車。
5.前記鋼組成が、更に式(2)を満足することを特徴とする、4に記載の軟窒化歯車。
0.5≦(C/12)/{(Ti/48)+(Mo/96)+(Nb/93)+(V/51)+(W/184)}≦1.5 −−−(2)
但し、各元素は含有量(質量%)とし、含有しない元素は0とする。
6.微細析出物がTiと、Moと、Nb、V、Wの少なくとも一種を含む炭化物であることを特徴とする、4または5に記載の軟窒化歯車。
7.前記鋼組成が、更に質量%で、B:0.0003〜0.005%を含有する、1〜6のいずれかに記載の軟窒化歯車。
1.ミクロ組織
軟窒化後のミクロ組織をベイナイト面積率50%以上で、かつベイナイト相中に粒径10nm未満の微細析出物を分散析出させた組織とする。母相をベイナイト組織とした場合、フェライト等その他の組織に比べ、軟窒化後の微細析出物の析出量が多く、ベイナイト面積率を50%以上とすると、軟窒化後の疲労強度ならびに強度が顕著に向上する。
2.成分組成
本発明に係る軟窒化歯車に用いる素材は、以下の成分組成とすることが好ましい。説明において%,ppmは質量%,質量ppmとする。
Cはベイナイト組織生成および強度確保のため添加する。0.15%超えで含有すると微
細析出物が粗大化し、強度が低下するため0.15%以下とする。より好ましくは0.03%以上0.12%以下である。
Siは脱酸のため添加するが、0.5%を超えるとフェライトおよびベイナイト組織中に
固溶し、機械加工性および冷間加工性を劣化させるため0.5%以下とする。より好まし
くは0.3%以下である。
Mnはベイナイト組織生成ならびに強度向上に有効なため添加するが、2.5%を超える
と機械加工性および冷間加工性を劣化させるので2.5%以下とする。より好ましくは0.5%以上2.0%以下である。さらに好ましくは1.0%以上2.0%以下である。
TiはTi系炭化物や、MoとともにTi−Mo系炭化物を含む析出物を微細に析出させ、軟窒化処理材の疲労強度を向上させるため添加する。0.03%未満では析出物量が少なく所望の疲労強度が得られないため0.03%以上とし、一方、0.35%を超えて添加すると析出物が粗大化し、疲労強度向上効果が低下するため0.03〜0.35%とする。より好ましくは0.03〜0.25%である。
MoはMo系炭化物や、TiとともにTi−Mo系炭化物を含む析出物を微細に析出させ、軟窒化処理材の疲労強度を向上させるため添加する。疲労強度向上のため0.03%以上添加し、一方、0.8%を超えて添加すると、機械加工性が低下するため0.03〜0.8%とする。より好ましくは0.10〜0.45%である。さらに好ましくは0.12〜0.40%である。
本パラメータ式は、析出物の大きさに影響を与えるもので、0.5以上、1.5以下とした場合、粒径10nm未満の微細析出物の形成が容易となる。本パラメータ式において各元素は含有量(質量%)とする。
NbはTiと同様に、微細析出物を形成して疲労強度向上に寄与する。また、組織を微細
化し、結晶粒の整粒化により延性を向上させる。0.08%を超えると過度に微細化し、
延性が低下するため添加する場合は、0.08%以下とする。より好ましくは0.04%以下である。
VはTiと同様に、微細析出物を形成して疲労強度向上に寄与するが、0.3%を超えると析出物が粗大化するようになるため、添加する場合は0.3%以下とする。より好ましくは0.2%以下である。さらに好ましくは0.15%以下である。
WはTiと微細析出物を形成して疲労強度向上に寄与するが、1.5%を超えると析出物が粗大化するようになるため、添加する場合は1.5%以下とする。より好ましくは1.0%以下である。
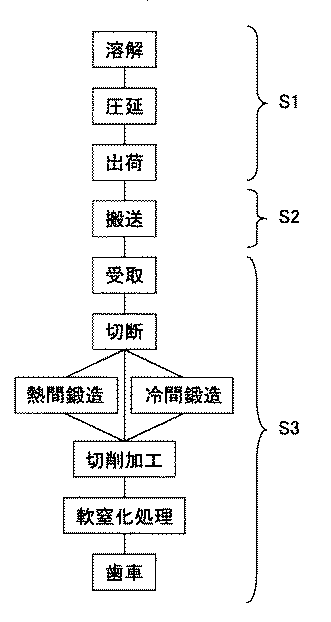
図1は本発明に係る軟窒化歯車を製造する概略製造工程を示し、S1は素材となる棒鋼製造工程、S2は搬送工程、S3は軟窒化歯車の仕上げ工程を示す。棒鋼製造工程(S1)で鋼塊を熱間圧延し棒鋼とし品質検査後、出荷する。
圧延加熱温度は950〜1250℃とする。本発明では、圧延材(熱間鍛造部品の素材となる棒鋼)に微細析出物が析出し鍛造性を損なわないよう、熱間圧延時に溶解時から残存する炭化物を固溶させる。
圧延仕上げ温度は800℃未満ではフェライト組織が生成し、次工程として特に、冷間鍛造あるいは切削加工後に軟窒化を施す場合、軟窒化後に母相を面積率で50%以上のベイナイト組織とするためには不利である。また、圧延荷重が高く、圧延材の真円度も劣化する。このため、圧延仕上げ温度を800℃以上とする。
鍛造前に微細析出物が析出し、鍛造性を損なわないよう、圧延後の冷却速度を規定する。微細析出物の析出温度範囲の700〜550℃を、微細析出物が得られる限界冷却速度(0.5℃/sec)超えで冷却する。
得られた棒鋼を素材とし、鍛造後、切削加工等により歯車部品形状とする。その後、軟窒化処理を行う。軟窒化処理は微細析出物を析出させるように、軟窒化処理温度:550〜750℃、処理時間10分以上で行う。550℃未満では、十分な量の析出物が得られず、750℃超えでは析出物が粗大化するため、550〜750℃とする。なお、より好ましくは550〜700℃とする。
Claims (7)
- 質量%で、C≦0.15%、Si≦0.5%、Mn≦2.5%、Ti:0.03〜0.35%、Mo:0.03〜0.8%、Al≦0.1%以下、P≦0.040%、S≦0.1%、Cr≦2%を含み、残部Feおよび不可避不純物からなる鋼組成の鋼が素材として用いられ、軟窒化後において、ベイナイト面積率50%以上の組織を有し、ベイナイト相中に粒径が10nm未満の微細析出物が全析出物の90%以上、分散析出していることを特徴とする軟窒化歯車。
- 前記鋼組成が、更に式(1)を満足することを特徴とする、請求項1記載の軟窒化歯車。
0.5≦(C/12)/{(Ti/48)+(Mo/96)}≦1.5 −−−(1)
但し、各元素は含有量(質量%)とする。 - 前記微細析出物がTi、Moを含む炭化物であることを特徴とする請求項1または2記載の軟窒化歯車。
- 前記鋼組成が、更に質量%で、Nb≦0.08、V≦0.3%、W≦1.5%の一種または2種以上を含有する、請求項1記載の軟窒化歯車。
- 前記鋼組成が、更に式(2)を満足することを特徴とする、請求項4に記載の軟窒化歯車。
0.5≦(C/12)/{(Ti/48)+(Mo/96)+(Nb/93)+(V/51)+(W/184)}≦1.5 −−−(2)
但し、各元素は含有量(質量%)とし、含有しない元素は0とする。 - 前記微細析出物がTiと、Moと、Nb、V、Wの少なくとも一種を含む炭化物であることを特徴とする、請求項4または5に記載の軟窒化歯車。
- 前記鋼組成が、更に質量%で、B:0.0003〜0.005%を含有する、請求項1〜6のいずれかに記載の軟窒化歯車。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009281165A JP5528082B2 (ja) | 2009-12-11 | 2009-12-11 | 軟窒化歯車 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009281165A JP5528082B2 (ja) | 2009-12-11 | 2009-12-11 | 軟窒化歯車 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011122208A JP2011122208A (ja) | 2011-06-23 |
| JP5528082B2 true JP5528082B2 (ja) | 2014-06-25 |
Family
ID=44286370
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009281165A Active JP5528082B2 (ja) | 2009-12-11 | 2009-12-11 | 軟窒化歯車 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5528082B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5607956B2 (ja) * | 2010-03-09 | 2014-10-15 | 株式会社神戸製鋼所 | 摩擦圧接に適した機械構造用鋼材および摩擦圧接部品 |
| KR20140129081A (ko) * | 2012-02-15 | 2014-11-06 | Jfe 죠코 가부시키가이샤 | 연질화용 강 및 이 강을 소재로 하는 연질화 부품 |
| JP5767594B2 (ja) * | 2012-02-15 | 2015-08-19 | Jfe条鋼株式会社 | 窒化用鋼材およびこれを用いた窒化部材 |
| KR101726251B1 (ko) | 2012-07-26 | 2017-04-12 | 제이에프이 스틸 가부시키가이샤 | 연질화용 강 및 연질화 부품 그리고 이들의 제조 방법 |
| US11814709B2 (en) | 2018-10-31 | 2023-11-14 | Jfe Steel Corporation | Steel for nitrocarburizing and nitrocarburized component, and methods of producing same |
| CN112935737A (zh) * | 2021-03-25 | 2021-06-11 | 上齿集团有限公司 | 一种新型螺旋锥齿轮干切齿方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0565592A (ja) * | 1991-09-07 | 1993-03-19 | Toyota Motor Corp | 高疲労強度構造用鋼およびその鋼部材 |
| JP3546284B2 (ja) * | 1997-06-27 | 2004-07-21 | Jfeスチール株式会社 | 窒化用鋼および機械構造部品の製造方法 |
| JP4020822B2 (ja) * | 2002-04-26 | 2007-12-12 | Jfe条鋼株式会社 | 疲労特性に優れた軟窒化部品およびその製造方法 |
| JP4962695B2 (ja) * | 2004-12-15 | 2012-06-27 | 住友金属工業株式会社 | 軟窒化用鋼及び軟窒化部品の製造方法 |
| JP4997709B2 (ja) * | 2005-03-10 | 2012-08-08 | 愛知製鋼株式会社 | ブローチ加工性に優れた窒化部品用素材及びその製造方法 |
-
2009
- 2009-12-11 JP JP2009281165A patent/JP5528082B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011122208A (ja) | 2011-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5427418B2 (ja) | 軟窒化用鋼 | |
| JP4725401B2 (ja) | 鋼製部品及びその製造方法 | |
| JP5567747B2 (ja) | 軟窒化用鋼および軟窒化部品ならびにこれらの製造方法 | |
| JP5449626B1 (ja) | 軟窒化用鋼およびこの鋼を素材とする軟窒化部品 | |
| JP6610808B2 (ja) | 軟窒化用鋼および部品 | |
| JP4464862B2 (ja) | 耐結晶粒粗大化特性と冷間加工性に優れた軟化焼鈍の省略可能な肌焼用鋼 | |
| JP5528082B2 (ja) | 軟窒化歯車 | |
| JP2008081841A (ja) | 冷間鍛造性および結晶粒粗大化防止特性に優れた肌焼鋼およびそれから得られる機械部品 | |
| JP2001073072A (ja) | 耐ピッチング性に優れた浸炭窒化部品 | |
| JP6225965B2 (ja) | 軟窒化用鋼および部品ならびにこれらの製造方法 | |
| JP5370073B2 (ja) | 機械構造用合金鋼鋼材 | |
| JP6431456B2 (ja) | 軟窒化用鋼および部品ならびにこれらの製造方法 | |
| JP4464861B2 (ja) | 耐結晶粒粗大化特性と冷間加工性に優れた肌焼用鋼 | |
| JP4608979B2 (ja) | 疲労特性に優れた鋼材および高周波焼入れ用鋼素材 | |
| JP4556770B2 (ja) | 浸炭用鋼およびその製造方法 | |
| JP4020822B2 (ja) | 疲労特性に優れた軟窒化部品およびその製造方法 | |
| WO2011155605A1 (ja) | 被削性に優れた高強度鋼、およびその製造方法 | |
| WO2020090739A1 (ja) | 軟窒化用鋼および軟窒化部品並びにこれらの製造方法 | |
| JP6477614B2 (ja) | 軟窒化用鋼および部品ならびにこれらの製造方法 | |
| JP3849296B2 (ja) | 軟窒化用鋼材の製造方法及びその鋼材を用いた軟窒化部品 | |
| JP3855418B2 (ja) | 軟窒化用鋼材の製造方法及びその鋼材を用いた軟窒化部品 | |
| JP5619366B2 (ja) | 時効処理部品およびその製造方法 | |
| JP3734765B2 (ja) | 浸炭部品およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120322 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120328 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120628 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140408 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140415 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5528082 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |