JP5492149B2 - 剛性中子、及びそれを用いたタイヤの製造方法 - Google Patents
剛性中子、及びそれを用いたタイヤの製造方法 Download PDFInfo
- Publication number
- JP5492149B2 JP5492149B2 JP2011142082A JP2011142082A JP5492149B2 JP 5492149 B2 JP5492149 B2 JP 5492149B2 JP 2011142082 A JP2011142082 A JP 2011142082A JP 2011142082 A JP2011142082 A JP 2011142082A JP 5492149 B2 JP5492149 B2 JP 5492149B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- tire
- gap
- core body
- rigid core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0661—Rigid cores therefor, e.g. annular or substantially toroidal cores
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Tyre Moulding (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
前記中子本体は、タイヤ周方向に分割される複数の中子セグメントからなり、
しかも、各前記中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成されるとともに、
加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有することを特徴としている。
前記剛性中子における前記中子本体の外表面上で生タイヤを形成する生タイヤ形成工程と、
前記生タイヤを剛性中子ごと加硫金型内に投入して生タイヤを加熱加硫する加硫工程とを具えるとともに、
前記加硫工程に先立ち、外表面上で生タイヤが形成された剛性中子を予熱することにより前記外セグメント部の周方向端面間の隙間Gを熱膨張によって減少させる予熱工程を行うことを特徴としている。
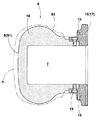
図1、2に示すように、本実施形態の剛性中子1は、外表面にタイヤ成形面Sを有する中子本体2を具える。そして、この中子本体2の前記タイヤ成形面S上に、インナーライナ、カーカスプライ、ベルトプライ、サイドウォールゴム、トレッドゴム等のタイヤ構成部材を順次貼り付けることにより生タイヤTが形成されるとともに、該生タイヤTを剛性中子1ごと加硫金型40(図8に示す。)内に投入することにより、該加硫金型40と協働して前記生タイヤTを加熱加硫する。
2 中子本体
9 中子セグメント
18 外セグメント部
19 内セグメント部
40 加硫金型
T 生タイヤ
Claims (4)
- 外表面上で生タイヤが形成される中空なトロイド状の中子本体を有し、かつこの生タイヤごと加硫金型内に投入されることにより前記加硫金型と協働して生タイヤを加熱加硫する剛性中子であって、
前記中子本体は、タイヤ周方向に分割される複数の中子セグメントからなり、
しかも、各前記中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成されるとともに、
加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有することを特徴とする剛性中子。 - 前記外セグメント部の周方向端面間の隙間Gは、0.03〜0.15mmであることを特徴とする請求項1記載の剛性中子。
- 請求項1又は2に記載の剛性中子を用いて生タイヤを加熱加硫するタイヤの製造方法であって、
前記剛性中子における前記中子本体の外表面上で生タイヤを形成する生タイヤ形成工程と、
前記生タイヤを剛性中子ごと加硫金型内に投入して生タイヤを加熱加硫する加硫工程とを具えるとともに、
前記加硫工程に先立ち、外表面上で生タイヤが形成された剛性中子を予熱することにより前記外セグメント部の周方向端面間の隙間Gを熱膨張によって減少させる予熱工程を行うことを特徴とするタイヤの製造方法。 - 前記予熱工程は、前記中子本体を80〜100℃にて予熱し、外セグメント部の周方向端面間の隙間Gを0に減じることを特徴とする請求項3記載のタイヤの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011142082A JP5492149B2 (ja) | 2011-06-27 | 2011-06-27 | 剛性中子、及びそれを用いたタイヤの製造方法 |
| BR112013033131-3A BR112013033131B1 (pt) | 2011-06-27 | 2012-05-29 | núcleo rígido e método de fabricação de pneu usando o mesmo |
| PCT/JP2012/063744 WO2013001964A1 (ja) | 2011-06-27 | 2012-05-29 | 剛性中子、及びそれを用いたタイヤの製造方法 |
| CN201280032119.6A CN103648756B (zh) | 2011-06-27 | 2012-05-29 | 使用刚性芯的轮胎制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011142082A JP5492149B2 (ja) | 2011-06-27 | 2011-06-27 | 剛性中子、及びそれを用いたタイヤの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013006390A JP2013006390A (ja) | 2013-01-10 |
| JP5492149B2 true JP5492149B2 (ja) | 2014-05-14 |
Family
ID=47423865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011142082A Active JP5492149B2 (ja) | 2011-06-27 | 2011-06-27 | 剛性中子、及びそれを用いたタイヤの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5492149B2 (ja) |
| CN (1) | CN103648756B (ja) |
| BR (1) | BR112013033131B1 (ja) |
| WO (1) | WO2013001964A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6242146B2 (ja) | 2013-10-10 | 2017-12-06 | 住友ゴム工業株式会社 | タイヤ形成用の剛性中子、及びそれを用いたタイヤ製造方法 |
| JP5913266B2 (ja) * | 2013-11-27 | 2016-04-27 | 住友ゴム工業株式会社 | タイヤの製造方法 |
| JP6212413B2 (ja) * | 2014-03-07 | 2017-10-11 | 住友ゴム工業株式会社 | タイヤ形成用の剛性中子 |
| JP2015174266A (ja) * | 2014-03-14 | 2015-10-05 | 住友ゴム工業株式会社 | タイヤ成形用剛性中子およびタイヤ製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE267691T1 (de) * | 1999-08-10 | 2004-06-15 | Sedepro | Steifer kern in zwei teilen, zur herstellung von luftreifen |
| JP2003311741A (ja) * | 2002-04-23 | 2003-11-05 | Bridgestone Corp | タイヤ製造用コア |
| JP4998987B2 (ja) * | 2006-11-20 | 2012-08-15 | 株式会社ブリヂストン | タイヤ加硫成型装置及び加硫成型方法 |
| CN201275882Y (zh) * | 2008-09-29 | 2009-07-22 | 中橡集团曙光橡胶工业研究设计院 | 燕尾槽式鼓芯结构的成型机头 |
-
2011
- 2011-06-27 JP JP2011142082A patent/JP5492149B2/ja active Active
-
2012
- 2012-05-29 BR BR112013033131-3A patent/BR112013033131B1/pt not_active IP Right Cessation
- 2012-05-29 WO PCT/JP2012/063744 patent/WO2013001964A1/ja active Application Filing
- 2012-05-29 CN CN201280032119.6A patent/CN103648756B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013001964A1 (ja) | 2013-01-03 |
| BR112013033131B1 (pt) | 2020-12-22 |
| JP2013006390A (ja) | 2013-01-10 |
| BR112013033131A2 (pt) | 2017-01-24 |
| CN103648756A (zh) | 2014-03-19 |
| CN103648756B (zh) | 2016-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105142868B (zh) | 轮胎硫化模具的制造方法和轮胎硫化模具 | |
| JP5492149B2 (ja) | 剛性中子、及びそれを用いたタイヤの製造方法 | |
| US20120111464A1 (en) | Method for manufacturing base tire, curing machine, and base tire | |
| EP1629963B1 (en) | Tire curing bladder | |
| JP5432955B2 (ja) | 剛性中子 | |
| KR20140042799A (ko) | 타이어 가류 성형용 금형 및 이것을 사용한 타이어의 제조 방법 | |
| US10099442B2 (en) | Tire mold and tire curing apparatus | |
| JP4998987B2 (ja) | タイヤ加硫成型装置及び加硫成型方法 | |
| EP3115167B1 (en) | Rigid core for tire formation and tire production method using the same | |
| JP2003340824A (ja) | タイヤの加硫成型方法およびタイヤ成形用金型 | |
| WO2022269940A1 (ja) | タイヤ成形用金型及びタイヤ製造方法 | |
| JP5364124B2 (ja) | 剛性中子の保持構造 | |
| JP2015205492A (ja) | 空気入りタイヤの製造方法および製造装置 | |
| JP2007030273A (ja) | ゴム製筒体の製造方法 | |
| JP6490489B2 (ja) | タイヤ加硫用金型およびタイヤ加硫方法 | |
| TW201235182A (en) | Tire vulcanization device | |
| JP2012228825A (ja) | ゴムクローラの製造方法 | |
| WO2006028329A1 (en) | A tire curing mould formed with internal holes | |
| WO2012176564A1 (ja) | 剛性中子 | |
| JP5910718B1 (ja) | 空気入りタイヤの製造方法および製造装置 | |
| EP3135469A1 (en) | Pneumatic tire manufacturing method and manufacturing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5492149 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |