JP5458159B2 - 深絞り包装機 - Google Patents
深絞り包装機 Download PDFInfo
- Publication number
- JP5458159B2 JP5458159B2 JP2012207474A JP2012207474A JP5458159B2 JP 5458159 B2 JP5458159 B2 JP 5458159B2 JP 2012207474 A JP2012207474 A JP 2012207474A JP 2012207474 A JP2012207474 A JP 2012207474A JP 5458159 B2 JP5458159 B2 JP 5458159B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- bottom film
- deep
- top film
- packaging machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/02—Feeding sheets or wrapper blanks
- B65B41/04—Feeding sheets or wrapper blanks by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/261—Handling means, e.g. transfer means, feeding means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7888—Means for handling of moving sheets or webs
- B29C65/7891—Means for handling of moving sheets or webs of discontinuously moving sheets or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/131—Single flanged joints, i.e. one of the parts to be joined being rigid and flanged in the joint area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/534—Joining single elements to open ends of tubular or hollow articles or to the ends of bars
- B29C66/5346—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat
- B29C66/53461—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat joining substantially flat covers and/or substantially flat bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/02—Feeding sheets or wrapper blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/08—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of fluid pressure
- B65B47/10—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of fluid pressure by vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
- B65H29/005—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers by chains or bands having mechanical grippers engaging the side edges of articles, e.g. newspaper conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0009—Cutting out
- B29C2793/0018—Cutting out for making a hole
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0081—Shaping techniques involving a cutting or machining operation before shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/18—Thermoforming apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7162—Boxes, cartons, cases
- B29L2031/7164—Blister packages
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Closing Of Containers (AREA)
Description
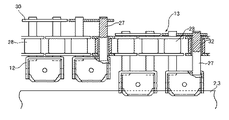
2 :ボトムフィルム、
3 :トップフィルム、
4 :シール装置、
5 :容器、
6 :成型装置、
7 :ボトムフィルム2の原反ロール、
8 :トップフィルム3の原反ロール、
9 :クロスカッター装置、
10:レングスカッター装置、
11:インフィードローラー、
12:狭持爪、
13:エンドレスチェーン、
14:スプロケット、
15:上側爪、
16:下側爪、
17:バネ、
18:シール熱板、
19a,19b:通気孔、
20:通気管
21:パンチ孔、
22:フィルム仮付装置、
23:リターンローラー、
24:カートリッジヒーター、
25:エアーシリンダー、
26:仮付スポット、
27:シャフト、
28:ローラ、
29:オープナーブロック、
29a:オープナーブロック29に設けられた溝、
30:外プレート、
31:チェーンガイド、
32:スリーブ
Claims (2)
- トップフィルムとボトムフィルムとを上金型と下金型とで挟んでシールするシール装置と、トップフィルム及び/又はボトムフィルムの両側縁を狭持する狭持爪と、当該狭持爪によって狭持されたトップフィルム及び/又はボトムフィルムを搬送する搬送装置と、を有する深絞り包装機であって、
前記シール装置の上金型と下金型とを閉じた際に、これら上金型と下金型とによって挟まれる範囲内に位置するトップフィルム及びボトムフィルムと、前記狭持爪との間に、空隙が生じるように構成されていることを特徴とする深絞り包装機。 - トップフィルムとボトムフィルムとを上金型と下金型とで挟んでシールするシール装置と、トップフィルム及び/又はボトムフィルムの両側縁を狭持する狭持爪と、当該狭持爪によって狭持されたトップフィルム及び/又はボトムフィルムを搬送する搬送装置と、シールされたトップフィルム及びボトムフィルムを所定の位置において切断するカッターと、を有する深絞り包装機であって、
前記シール装置の上金型と下金型とを閉じた際に、これら上金型と下金型とによって挟まれる範囲内に位置するトップフィルム及びボトムフィルムと、前記狭持爪との間に、空隙が生じるように構成されており、
また、前記カッターと触れる範囲内に位置するトップフィルム及びボトムフィルムと、前記狭持爪との間にも、空隙が生じるように構成されていることを特徴とする深絞り包装機。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012207474A JP5458159B2 (ja) | 2012-07-26 | 2012-09-20 | 深絞り包装機 |
| TW102125240A TWI574888B (zh) | 2012-07-26 | 2013-07-15 | 深拉包裝機 |
| US14/413,396 US9988169B2 (en) | 2012-07-26 | 2013-07-24 | Deep-drawing packaging machine |
| PCT/JP2013/070107 WO2014017560A1 (ja) | 2012-07-26 | 2013-07-24 | 深絞り包装機 |
| CN201380035756.3A CN104470807A (zh) | 2012-07-26 | 2013-07-24 | 深拉包装机 |
| KR1020157001916A KR101727417B1 (ko) | 2012-07-26 | 2013-07-24 | 딥 드로잉 포장기 |
| EP13822711.1A EP2857317B1 (en) | 2012-07-26 | 2013-07-24 | Deep-drawing packaging machine |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012166393 | 2012-07-26 | ||
| JP2012166393 | 2012-07-26 | ||
| JP2012207474A JP5458159B2 (ja) | 2012-07-26 | 2012-09-20 | 深絞り包装機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014040272A JP2014040272A (ja) | 2014-03-06 |
| JP5458159B2 true JP5458159B2 (ja) | 2014-04-02 |
Family
ID=49997369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012207474A Expired - Fee Related JP5458159B2 (ja) | 2012-07-26 | 2012-09-20 | 深絞り包装機 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9988169B2 (ja) |
| EP (1) | EP2857317B1 (ja) |
| JP (1) | JP5458159B2 (ja) |
| KR (1) | KR101727417B1 (ja) |
| CN (1) | CN104470807A (ja) |
| TW (1) | TWI574888B (ja) |
| WO (1) | WO2014017560A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018225767A1 (ja) | 2017-06-07 | 2018-12-13 | 原 敏昭 | 深絞り包装機 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1398818B1 (it) * | 2009-11-18 | 2013-03-21 | Gruppo Fabbri S P A | Macchina per il confezionamento automatico di prodotti sfusi o posizionati in vassoi, con un film usualmente estensibile e termosaldabile. |
| AR105231A1 (es) | 2015-06-09 | 2017-09-20 | Cryovac Inc | Aparato y proceso para envasar productos |
| EP3124387B1 (de) * | 2015-07-30 | 2018-02-21 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Tiefziehverpackungsmaschine |
| USD837849S1 (en) * | 2016-05-18 | 2019-01-08 | Bobst Mex Sa | Packaging machine |
| USD839938S1 (en) * | 2016-05-18 | 2019-02-05 | Bobst Mex Sa | Packaging machine |
| USD837850S1 (en) * | 2016-05-18 | 2019-01-08 | Bobst Mex Sa | Packaging machine |
| US11034474B2 (en) * | 2016-10-31 | 2021-06-15 | Ross Industries, Inc. | Dual purpose seal head assembly, tray sealing system, and method therefor |
| CN110002051A (zh) * | 2019-05-05 | 2019-07-12 | 中山市美图实业有限公司 | 一种餐具包装机的封装装置 |
| JP6853313B2 (ja) * | 2019-08-08 | 2021-03-31 | Ckd株式会社 | ブリスタ包装機及びブリスタパックの製造方法 |
| US11059617B1 (en) * | 2020-01-15 | 2021-07-13 | Ultrasource Llc | Hole cutter for thermoforming packaging machine and method of use |
| US11104467B2 (en) * | 2020-01-15 | 2021-08-31 | Ultrasource Llc | Hole cutter for thermoforming packaging machine and method of use |
| EP3892551B8 (en) * | 2020-04-08 | 2022-09-21 | ULMA Packaging Technological Center, S. COOP. | Product packaging method and machine |
| US20220362986A1 (en) * | 2021-05-14 | 2022-11-17 | Nalipak Corporation | Thermoforming machine web transport assembly |
| US12115750B2 (en) * | 2023-03-10 | 2024-10-15 | Delkor Systems, Inc. | Package blank normalizing system |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3289512A (en) * | 1962-05-29 | 1966-12-06 | Mayer & Co Inc O | Apparatus for separating spaced packages from a continuous moving film of packaging material |
| US3837782A (en) * | 1971-12-15 | 1974-09-24 | Filper Corp | Apparatus for forming containers |
| US3867088A (en) * | 1972-07-03 | 1975-02-18 | Koehring Co | Apparatus for fabricating a hollow article |
| GB1429001A (en) * | 1973-03-14 | 1976-03-24 | Baker Paerkins Holdings Ltd | Packaging machines |
| US4034536A (en) * | 1976-06-11 | 1977-07-12 | Mahaffy & Harder Engineering Company | Packaging apparatus and techniques |
| JPS5550932U (ja) * | 1978-09-28 | 1980-04-03 | ||
| US4475881A (en) * | 1982-09-14 | 1984-10-09 | Placon Corporation | Thermoforming of plastic sheet material |
| DE3315419A1 (de) * | 1983-04-28 | 1984-10-31 | Multivac Sepp Haggenmüller KG, 8941 Wolfertschwenden | Transporteinrichtung zum fuehren einer materialbahn in einer verpackungsmaschine |
| GB2235678A (en) | 1989-08-29 | 1991-03-13 | Grace W R & Co | Packaging method and apparatus |
| US5269123A (en) * | 1989-12-29 | 1993-12-14 | Massimo Marchesini | Device for sealing a film onto a blister band, particularly a polypropylene band |
| EP0483569A1 (en) | 1990-10-29 | 1992-05-06 | Fmc Corporation | Plastic welding apparatus |
| JPH10129632A (ja) | 1996-11-06 | 1998-05-19 | Omori Mach Co Ltd | 包装機 |
| JP4485220B2 (ja) | 2004-02-13 | 2010-06-16 | 大森機械工業株式会社 | 深絞り包装機用フィルム自動供給装置 |
| JP2007276813A (ja) * | 2006-04-05 | 2007-10-25 | Sumitomo Bakelite Co Ltd | 包装体の製造方法および包装装置 |
| JP4444316B2 (ja) * | 2007-08-06 | 2010-03-31 | カルソニックカンセイ株式会社 | 真空成形装置及び真空成形方法 |
| CN101357694B (zh) * | 2008-09-19 | 2010-09-29 | 江南大学 | 全自动连续盒式气调包装机 |
-
2012
- 2012-09-20 JP JP2012207474A patent/JP5458159B2/ja not_active Expired - Fee Related
-
2013
- 2013-07-15 TW TW102125240A patent/TWI574888B/zh not_active IP Right Cessation
- 2013-07-24 EP EP13822711.1A patent/EP2857317B1/en not_active Not-in-force
- 2013-07-24 US US14/413,396 patent/US9988169B2/en not_active Expired - Fee Related
- 2013-07-24 WO PCT/JP2013/070107 patent/WO2014017560A1/ja active Application Filing
- 2013-07-24 KR KR1020157001916A patent/KR101727417B1/ko active IP Right Grant
- 2013-07-24 CN CN201380035756.3A patent/CN104470807A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018225767A1 (ja) | 2017-06-07 | 2018-12-13 | 原 敏昭 | 深絞り包装機 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2857317A4 (en) | 2015-11-25 |
| EP2857317A1 (en) | 2015-04-08 |
| KR20150028819A (ko) | 2015-03-16 |
| CN104470807A (zh) | 2015-03-25 |
| JP2014040272A (ja) | 2014-03-06 |
| TWI574888B (zh) | 2017-03-21 |
| WO2014017560A1 (ja) | 2014-01-30 |
| EP2857317B1 (en) | 2017-02-01 |
| US9988169B2 (en) | 2018-06-05 |
| KR101727417B1 (ko) | 2017-04-14 |
| TW201404666A (zh) | 2014-02-01 |
| US20150191267A1 (en) | 2015-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5458159B2 (ja) | 深絞り包装機 | |
| US10118719B2 (en) | Thermoforming packaging machine with a top film forming station | |
| WO2018225767A1 (ja) | 深絞り包装機 | |
| JP6353592B1 (ja) | ブリスター包装機 | |
| US20150202831A1 (en) | Packaging Machine for Food Product | |
| TW201328859A (zh) | 包裝袋及其製造方法與製造設備 | |
| JP6067603B2 (ja) | ブリスター包装機 | |
| DK179277B1 (da) | Posebane samt fremgangsmåde og apparat til pakning af emner | |
| GB1402962A (en) | Packages in which to carry articles and devices for producing said packages | |
| JP5306767B2 (ja) | 深絞り型包装機および深絞り型包装システム | |
| KR101677212B1 (ko) | 포장백 제조장치 | |
| JP6595799B2 (ja) | 包装機 | |
| JP2015003767A (ja) | 封帯形成方法、及び封帯形成装置 | |
| KR20150086483A (ko) | 접합 시스템, 접합 시스템을 이용한 제품의 제조를 위한 방법 및 이를 이용하여 제조된 제품 | |
| JP3821287B2 (ja) | シート打抜方法及びptpシートの製造方法 | |
| JP2013237550A (ja) | 深絞り包装機において使用される機構、及び、当該機構を有する深絞り包装機 | |
| JP2013001401A (ja) | フィルムによる蓋の縁処理装置 | |
| JP2004155451A (ja) | Ptpシート及びその製造装置 | |
| JP2024070690A (ja) | 封筒加工装置 | |
| CN103359388B (zh) | 包装方法和包装装置 | |
| JP6195115B2 (ja) | 包装材の製造方法及びその装置 | |
| JP2005096805A (ja) | ヒートシーラ | |
| JP2013154927A (ja) | 製袋充填機における袋開封部形成装置 | |
| KR20180078129A (ko) | 쓰레기 봉투 | |
| JP2012144260A (ja) | 封帯で閉じた包装用容器、封帯形成方法、及び封帯形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20131202 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140110 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5458159 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |