JP5456470B2 - フラットチューブの鑞接方法 - Google Patents
フラットチューブの鑞接方法 Download PDFInfo
- Publication number
- JP5456470B2 JP5456470B2 JP2009526014A JP2009526014A JP5456470B2 JP 5456470 B2 JP5456470 B2 JP 5456470B2 JP 2009526014 A JP2009526014 A JP 2009526014A JP 2009526014 A JP2009526014 A JP 2009526014A JP 5456470 B2 JP5456470 B2 JP 5456470B2
- Authority
- JP
- Japan
- Prior art keywords
- flat tube
- solvent
- welding
- insert
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002904 solvent Substances 0.000 claims description 63
- 238000003466 welding Methods 0.000 claims description 49
- 238000000034 method Methods 0.000 claims description 29
- 238000005476 soldering Methods 0.000 claims description 14
- 238000004519 manufacturing process Methods 0.000 claims description 4
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims description 3
- 238000010298 pulverizing process Methods 0.000 claims description 2
- 238000003892 spreading Methods 0.000 claims 1
- 238000005219 brazing Methods 0.000 description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 239000002826 coolant Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 239000011162 core material Substances 0.000 description 7
- 229910000838 Al alloy Inorganic materials 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- 238000007747 plating Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 238000005201 scrubbing Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- IRPGOXJVTQTAAN-UHFFFAOYSA-N 2,2,3,3,3-pentafluoropropanal Chemical compound FC(F)(F)C(F)(F)C=O IRPGOXJVTQTAAN-UHFFFAOYSA-N 0.000 description 1
- KLZUFWVZNOTSEM-UHFFFAOYSA-K Aluminum fluoride Inorganic materials F[Al](F)F KLZUFWVZNOTSEM-UHFFFAOYSA-K 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical group [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- NROKBHXJSPEDAR-UHFFFAOYSA-M potassium fluoride Inorganic materials [F-].[K+] NROKBHXJSPEDAR-UHFFFAOYSA-M 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000002000 scavenging effect Effects 0.000 description 1
- 238000004062 sedimentation Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
- B23K1/203—Fluxing, i.e. applying flux onto surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0391—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits a single plate being bent to form one or more conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/126—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element consisting of zig-zag shaped fins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
- F28F2275/045—Fastening; Joining by brazing with particular processing steps, e.g. by allowing displacement of parts during brazing or by using a reservoir for storing brazing material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
X=2・D・L・GA
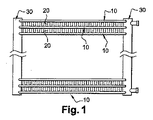
11 幅細の面
12 幅広の面
20 インサート
30 コレクタ
40 鑞接溶剤帯
Claims (8)
- フラットチューブ(10)の幅細の面(11)に鑞接溶剤帯(40)を形成する過程と、
前記鑞接溶剤帯(40)は溶解し、自重によってフラットチューブの幅広の面上に広がる過程とを含み、
鑞接溶剤は、高い信頼性と再現性を確保するために2−ブトキシエタノールを含む組成物であり、
前記フラットチューブ(10)をインサート(20)と鑞接し、
前記フラットチューブ(10)における幅細の面(11)の外側に、前記鑞接溶剤帯(40)を形成し、前記インサート(20)を、フラットチューブの外側に鑞接するか、または、前記フラットチューブ(10)における幅細の面(11)の内側に、前記鑞接溶剤帯(40)を形成し、前記インサート(20)を、フラットチューブの内側に鑞接することを特徴とするフラットチューブの鑞接方法。 - 前記鑞接溶剤帯(40)を、フラットチューブを製造する過程において、形成することを特徴とする請求項1記載の方法。
- 前記鑞接溶剤帯(40)を、熱交換器の組立てが終了した後に形成することを特徴とする請求項1記載の方法。
- 前記鑞接溶剤帯(40)を、連続的または不連続的に形成することを特徴とする請求項1〜3のいずれかに記載の方法。
- 前記鑞接溶剤帯(40)を、シリンダ、供給弁(ドーセジバルブ、dosage valve)、ブラシ、網目状もしくは非網目状のスクリーンを介しての塗布、または微細粉砕を利用して形成することを特徴とする請求項4記載の方法。
- 前記鑞接溶剤帯(40)を、シリンダを用いて形成することを特徴とする請求項1〜5のいずれかに記載の方法。
- 前記フラットチューブの幅広の面上における鑞接溶剤の平均密度Dは、0.5〜8g/m2であることを特徴とする請求項1〜6のいずれかに記載の方法。
- 請求項1〜7のいずれかに記載の方法によって鑞接されたフラットチューブとインサートとを備える熱交換器。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0607553 | 2006-08-28 | ||
| FR0607553A FR2905076B1 (fr) | 2006-08-28 | 2006-08-28 | Procede de brasage d'un echangeur de chaleur. |
| PCT/EP2007/057600 WO2008025616A1 (fr) | 2006-08-28 | 2007-07-24 | Procede de brasage avec application de flux de brasage sur un cote d' une tranche d'un tube plat pour un echangeur de chaleur |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010501825A JP2010501825A (ja) | 2010-01-21 |
| JP5456470B2 true JP5456470B2 (ja) | 2014-03-26 |
Family
ID=37885848
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009526014A Active JP5456470B2 (ja) | 2006-08-28 | 2007-07-24 | フラットチューブの鑞接方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8450632B2 (ja) |
| EP (1) | EP2059364B2 (ja) |
| JP (1) | JP5456470B2 (ja) |
| ES (1) | ES2400376T5 (ja) |
| FR (1) | FR2905076B1 (ja) |
| WO (1) | WO2008025616A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024175267A1 (de) * | 2023-02-22 | 2024-08-29 | Mahle International Gmbh | Verfahren zur herstellung eines gefalteten flachrohrs |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2067565B1 (en) * | 2007-11-27 | 2017-06-21 | Valeo Systèmes Thermiques | Composition of brazing flux and method for manufacturing heat exchanger tubes using said composition |
| KR102277174B1 (ko) | 2013-10-29 | 2021-07-14 | 스웹 인터네셔널 에이비이 | 스크린 프린티드 브레이징재를 이용한 판형 열교환기 브레이징 방법 및 그 방법으로 제조된 판형 열교환기 |
| FR3133079A1 (fr) * | 2022-02-28 | 2023-09-01 | Valeo Systemes Thermiques | Échangeur thermique avec dépôt localisé de couche destructrice d’oxydation |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4168996A (en) * | 1977-05-16 | 1979-09-25 | Western Electric Company, Inc. | Soldering flux |
| US4342607A (en) * | 1981-01-05 | 1982-08-03 | Western Electric Company, Inc. | Solder flux |
| US4495007A (en) * | 1984-03-12 | 1985-01-22 | At&T Technologies, Inc. | Soldering flux |
| JP2825949B2 (ja) * | 1990-07-26 | 1998-11-18 | サンデン株式会社 | ろう付け方法 |
| US5307870A (en) * | 1991-12-09 | 1994-05-03 | Nippondenso Co., Ltd. | Heat exchanger |
| JPH05185286A (ja) * | 1991-12-11 | 1993-07-27 | Furukawa Alum Co Ltd | アルミニウム製熱交換器のろう付け方法 |
| JP3148478B2 (ja) * | 1993-08-19 | 2001-03-19 | 株式会社豊田中央研究所 | はんだ付け用フラックス |
| JPH07120103A (ja) * | 1993-10-29 | 1995-05-12 | Nippondenso Co Ltd | 金属接合体の製造方法、熱交換器用タンクの製造方法および熱交換器用タンク |
| US5544698A (en) * | 1994-03-30 | 1996-08-13 | Peerless Of America, Incorporated | Differential coatings for microextruded tubes used in parallel flow heat exchangers |
| JP3378139B2 (ja) * | 1996-03-19 | 2003-02-17 | 株式会社デンソー | はんだ付け用のフラックス |
| JP3867741B2 (ja) * | 1997-03-14 | 2007-01-10 | 日本軽金属株式会社 | 熱交換器用偏平熱交換管 |
| JP3337416B2 (ja) * | 1998-02-24 | 2002-10-21 | 株式会社デンソー | ろう付け性に優れた自動車熱交換器用アルミニウム押出多孔偏平管およびその製造方法 |
| JP2000061629A (ja) * | 1998-08-25 | 2000-02-29 | Calsonic Corp | アルミニウム材ろう付け用フラックスの塗布方法 |
| US6234243B1 (en) * | 1999-12-14 | 2001-05-22 | Visteon Global Technologies, Inc. | Heat exchanger assembly with magnesium barrier |
| JP2001255090A (ja) * | 2000-03-14 | 2001-09-21 | Sanden Corp | 熱交換器の製造方法および熱交換器 |
| AU2001290262A1 (en) * | 2000-09-25 | 2002-04-02 | Showa Denko K K | Method for manufacturing heat exchanger |
| JP4107931B2 (ja) | 2001-09-28 | 2008-06-25 | 古河スカイ株式会社 | アルミニウム又はアルミニウム合金材のろう付け方法およびアルミニウム合金製ブレージングシート |
| JP3858685B2 (ja) * | 2001-12-18 | 2006-12-20 | 株式会社デンソー | アルミニウム熱交換器の製造方法 |
| JP2003200260A (ja) * | 2001-12-27 | 2003-07-15 | Showa Denko Kk | 中空体と管体とのろう付方法及び熱交換器の製造方法 |
| JP2004347314A (ja) * | 2003-04-28 | 2004-12-09 | Showa Denko Kk | エバポレータおよびその製造方法 |
| JP4746956B2 (ja) * | 2004-10-13 | 2011-08-10 | 昭和電工株式会社 | 中空回路基板の製造方法 |
-
2006
- 2006-08-28 FR FR0607553A patent/FR2905076B1/fr not_active Expired - Fee Related
-
2007
- 2007-07-24 WO PCT/EP2007/057600 patent/WO2008025616A1/fr active Application Filing
- 2007-07-24 JP JP2009526014A patent/JP5456470B2/ja active Active
- 2007-07-24 US US12/439,098 patent/US8450632B2/en active Active
- 2007-07-24 ES ES07787843.7T patent/ES2400376T5/es active Active
- 2007-07-24 EP EP07787843.7A patent/EP2059364B2/fr active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024175267A1 (de) * | 2023-02-22 | 2024-08-29 | Mahle International Gmbh | Verfahren zur herstellung eines gefalteten flachrohrs |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2905076A1 (fr) | 2008-02-29 |
| EP2059364B2 (fr) | 2017-08-16 |
| US8450632B2 (en) | 2013-05-28 |
| ES2400376T5 (es) | 2018-01-08 |
| US20100140227A1 (en) | 2010-06-10 |
| JP2010501825A (ja) | 2010-01-21 |
| FR2905076B1 (fr) | 2008-12-05 |
| ES2400376T3 (es) | 2013-04-09 |
| EP2059364A1 (fr) | 2009-05-20 |
| EP2059364B1 (fr) | 2012-11-28 |
| WO2008025616A1 (fr) | 2008-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6253212B2 (ja) | 熱交換器組立体構成用チューブ | |
| ES2314310T3 (es) | Tubo de intercambio de calor. | |
| JP5548411B2 (ja) | アルミニウム合金製熱交換器およびその製造方法 | |
| US4901908A (en) | Aluminum material for brazing, method of manufacturing same, and method of manufacturing heat exchanger made of aluminum alloy | |
| US5806752A (en) | Manufacture of aluminum assemblies by open-air flame brazing | |
| US5771962A (en) | Manufacture of heat exchanger assembly by cab brazing | |
| JP5456470B2 (ja) | フラットチューブの鑞接方法 | |
| US6120848A (en) | Method of making a braze sheet | |
| WO2017018030A1 (ja) | アルミニウム構造体の製造方法 | |
| US6026569A (en) | Method of assembly of heat exchangers for automotive vehicles | |
| JP2005111527A (ja) | アルミニュウム熱交換器の製造方法 | |
| JP2002267382A (ja) | アルミニウム製熱交換器用ろう付け構造体の製造方法 | |
| JP2006145060A (ja) | アルミニウム熱交換器 | |
| JP6860968B2 (ja) | 熱交換器用アルミニウム合金チューブと熱交換器及びその製造方法 | |
| JP5101812B2 (ja) | 熱交換器用高耐食性チューブ及び熱交換器とその製造方法 | |
| EP1004386A1 (en) | Brazed assembly and method of making same | |
| JP3858685B2 (ja) | アルミニウム熱交換器の製造方法 | |
| JPH046465B2 (ja) | ||
| KR20010062366A (ko) | 알루미늄 열교환기를 분위기 가스 납땜하기 위한 플럭스 | |
| JP4248433B2 (ja) | Mg含有アルミニウム合金材のろう付け方法 | |
| JP2023524113A (ja) | フラックスフリーろう付け用アルミニウム合金多層ろう付けシート材 | |
| JP2798760B2 (ja) | 熱交換器の製造方法 | |
| JP2004156108A (ja) | ろう付け用アルミニウムクラッド材 | |
| JP6976041B2 (ja) | 熱交換器 | |
| JP6776405B2 (ja) | 熱交換器、及び熱交換器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120306 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120604 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120611 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120827 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130802 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5456470 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |