JP5412277B2 - 長軸部品ローダ - Google Patents
長軸部品ローダ Download PDFInfo
- Publication number
- JP5412277B2 JP5412277B2 JP2009506633A JP2009506633A JP5412277B2 JP 5412277 B2 JP5412277 B2 JP 5412277B2 JP 2009506633 A JP2009506633 A JP 2009506633A JP 2009506633 A JP2009506633 A JP 2009506633A JP 5412277 B2 JP5412277 B2 JP 5412277B2
- Authority
- JP
- Japan
- Prior art keywords
- slots
- slot
- load plate
- wall
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000012546 transfer Methods 0.000 claims description 64
- 230000002093 peripheral effect Effects 0.000 claims description 34
- 238000000034 method Methods 0.000 claims description 8
- 238000012545 processing Methods 0.000 claims description 7
- 230000008569 process Effects 0.000 claims description 6
- 230000007246 mechanism Effects 0.000 claims description 3
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012806 monitoring device Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
- H05K13/021—Loading or unloading of containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/24—Devices influencing the relative position or the attitude of articles during transit by conveyors orientating the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Feeding Of Articles To Conveyors (AREA)
- Apparatuses And Processes For Manufacturing Resistors (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Testing Of Individual Semiconductor Devices (AREA)
- Supply And Installment Of Electrical Components (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
を有する。前記上面は、長軸を有する複数のチップを支持する水平面から傾斜している。
複数のスロットは前記上面にあり、各スロットはロードプレートの前記外周端部に位置す
る。前記複数のスロットのそれぞれは、チップの長軸が前記回転可能なロードプレートの
回転軸に対して垂直に位置する状態で、少なくとも1つのチップを収容する大きさである
。外壁は、前記ロードプレートの前記外周端部の曲率に従い隣接して設置される。移送ス
ロットは、前記複数のスロットのそれぞれの外端上で前記ロードプレートの前記上面に軸
方向に延在し、かつ前記回転可能なロードプレートの前記外周端部に隣接する。各スロッ
トから各移送スロットに下降するチップが前記長軸で90度の回転をするように、各移送
スロットが形成される。
とを有する回転可能なロードプレートとを備える長軸部品ローダである。複数のスロット
は、前記上面および前記ロードプレートの前記外周端部に位置し、前記複数のスロットの
それぞれは、前記複数のチップの少なくとも1つのチップを収容する大きさである。外壁
は、前記ロードプレートの前記外周端部の曲率に従い隣接して設置される。内壁は、前記
ロードプレートの前記上面および前記外壁の内面に対向する側で前記複数のスロットの上
部に設置され、前記内壁はまた前記ロードプレートの前記回転軸に沿って設置される。複
数の移送スロットは、搬送手段へ移送するために前記複数のスロットのそれぞれと結合し
、チップを収容する外側周端部に位置する。
本明細書では、添付の図面に参照番号を付しているが、複数の図面において、同様の参照番号を用いて同様の部品を図示する。
現状の装置では、ローディングおよび配置方向に必要とされる装置の数のために、設置および作動が困難なことがある。これによって、速度および精度の両方に関連する課題が生じることがある。また、処理される部品サイズが変わる際に、新しいサイズを対象にする装置へ切替えることにより、部品の変更が複雑になる場合もある。
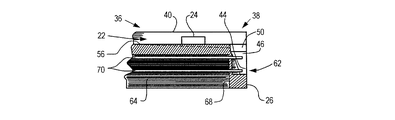
12 搬送ベルト
14 駆動プーリー
16 ロードプレート
18 外壁
20 内壁
22 スロット
24 チップ
26 外周端部
28 ベース
30 シャフト
32 上部プレート表面
34 外側環状部
36 内側スロット端部
38 外側スロット端部
40 前縁部
42 後方端部
44 移送スロット
46 先端部壁
48 後縁壁
50 面取り端部
52 肩部
54 床部
56 下部壁
58 内側周面
60 面取り部
62 開口
64 下側溝
66 内側溝壁
68 外側溝壁
70 スロット
72 ディスク
74 軸
76 通路
Claims (10)
- 外周端部と、長軸を有する複数の細長いチップを支持する、水平面から傾斜する上面とを有する回転可能なロードプレートと、
前記上面および前記ロードプレートの前記外周端部に位置する複数のスロットと、
前記ロードプレートの前記外周端部の曲率に従い隣接して設置される外壁と、
前記複数のスロットのそれぞれの外端上で前記ロードプレートの前記上面に前記ロードプレートの回転軸方向に延在し、かつ前記回転可能なロードプレートの前記外周端部に隣接する移送スロットとを備え、
前記複数のスロットのそれぞれは、チップの長軸が前記回転可能なロードプレートの回転軸に対して垂直に位置する状態で、かつチップの長軸が前記回転可能なロードプレートの半径と平行に位置する状態で少なくとも1つの細長いチップを収容する大きさであり、
各スロットから各移送スロットに下降する細長いチップが前記長軸で90度の回転をするように、各移送スロットが形成されることを特徴とする長軸部品ローダ。 - 前記ロードプレートの前記上面および前記外壁の内面に対向する側で前記複数のスロットのうちの少なくともいくつかの上部に設置され、かつ前記ロードプレートの前記回転軸方向に延在して設置される内壁をさらに備え、
各移送スロットは、前記チップの前記長軸と少なくとも同じ長さである半径方向長を有し、かつ前記ロードプレートの前記外周端部に開口部を形成し、
前記外壁は、前記移送スロットの前記開口部のうちの少なくともいくつかに面することを特徴とする請求項1に記載の長軸部品ローダ。 - 前記複数のスロットのうちの一つのスロットの前縁部と各移送スロットの前縁部との間に延在する面取りされた表面をさらに備えることを特徴とする請求項1に記載の長軸部品ローダ。
- 前記複数のスロットのうちの前記スロットの後方端部は、前記回転可能なロードプレートの前記上面に対して90度の角度を有することを特徴とする請求項1に記載の長軸部品ローダ。
- 前記複数のスロットのそれぞれは、前記ロードプレートの前記上面の上部に、軸方向に立設された2つの放射状に延在したプレート部の間に形成され、かつ前記複数のスロットのそれぞれは、前記2つの放射状に延在したプレート部のうちの第1のプレート部によって形成された前記ロードプレートの回転方向に対して前縁部と、前記2つの放射状に延在したプレート部のうちの第2のプレート部によって形成された前記ロードプレートの前記回転方向に対して後縁部とを含み、
前記前縁部と前記後縁部との間において、前記移送スロットを形成することを特徴とする請求項1に記載の長軸部品ローダ。 - 前記ロードプレートの前記上面に対向する側で複数のスロットのうちの特定のスロットの前記前縁部と前記後縁部との上面に隣接して設置され、かつ前記外壁の内面に設置され、かつ前記ロードプレートの前記回転軸方向に延在して設置される内壁をさらに備え、
各スロットは、チップの各長軸が前記ロードプレートの前記回転軸に対して垂直に位置する状態で、少なくとも2つのチップを支持するために十分な半径方向長を有し、
前記内壁は、前記複数のスロットのうちの前記特定のスロットの前記前縁部と前記後縁部とのそれぞれによって形成された開口部と面し、かつ前記開口部の半径方向長と少なくとも同じ大きさの幅を有することを特徴とする請求項5に記載の長軸部品ローダ。 - 外周端部と、複数のチップを支持する、水平面から傾斜する上面とを有する回転軸の回りを回転するように回転可能なロードプレートと、
前記上面および前記ロードプレートの前記外周端部に位置する複数のスロットと、
前記ロードプレートの前記外周端部の曲率に従い、かつ前記外周端部のうちの少なくとも一部について隣接して設置される外壁と、
前記ロードプレートの前記上面および前記外壁の内面に対向する側で前記複数のスロットのうちの少なくとも特定のスロットと面して設置される内壁と、
複数の移送スロットとを備え、
前記複数のスロットのそれぞれは、前記回転可能なロードプレートの前記上面の上部に、軸方向に立設された2つの放射状に延在したプレート部の間に形成され、かつ前記複数のスロットのそれぞれは、前記2つの放射状に延在したプレート部のうちの第1のプレート部によって形成された前記回転可能なロードプレートの回転方向に対して前縁部と、前記2つの放射状に延在したプレート部のうちの第2のプレート部によって形成された前記回転可能なロードプレートの前記回転方向に対して後縁部とを含み、
前記複数の移送スロットのそれぞれは、前記複数のスロットの各スロットの前記前縁部と前記後縁部との間において形成し、かつ搬送手段へ移送するために細長いチップを収容する外周端部に位置する開口部を有し、前記複数の移送スロットは、前記回転可能なロードプレートの軸方向に延在し、前記複数のスロットの幅よりも狭い幅を有し、かつ前記回転可能なロードプレートの前記外周端部と終点を共有し、
前記複数のスロットのそれぞれは、チップの長軸が前記回転可能なロードプレートの前記回転軸に対して垂直に位置する状態で、かつ前記回転可能なロードプレートの半径と平行に位置する状態で前記複数の細長いチップのうちの少なくとも1つを収容する大きさであり、
各スロットから各移送スロットに下降する前記細長いチップが前記長軸で90度の回転をするように、前記複数の移送スロットのそれぞれが形成されることを特徴とする長軸部品ローダ。 - 各移送スロットは、前縁壁と後縁壁とを備え、前記後縁壁は前記後縁部に連続しており、前記前縁壁は傾斜部と直線部とを含み、前記傾斜部は前記前縁部から、または前記前縁部から隔てられた肩部から前記直線部にかけて延在し、
各移送スロットは、前記長軸と少なくとも同じ長さである半径方向長を有する底面を有することを特徴とする請求項7に記載の長軸部品ローダ。 - 搬送ベルトと、水平に傾斜する上面を含む回転軸の回りを回転するように回転可能な供給プレートと、半径方向外端部と、前記半径方向外端部のうちの少なくとも一部分の曲率に一致し隣接して設置される外壁とを備える機械供給機構を用いて、チップを処理工程に供給する機械において、
前記半径方向外端部の周りで、前記上面に位置する複数のスロットと、
前記複数のスロットのそれぞれの外端部上で、前記上面から前記供給プレートの回転軸方向に延在し、かつ前記半径方向外端部に開口部を形成し、少なくとも特定の前記開口部は前記外壁の内面と面する移送スロットと、
前記上面に対向する側で複数のスロットの上面と面して設けられ、かつ前記外壁の内面に前記供給プレートの前記回転軸に沿って設けられた内壁と、をさらに備え、
前記複数のスロットのそれぞれは、チップの長軸が前記回転可能な供給プレートの回転軸に対して垂直に位置する状態で、かつ前記回転可能な供給プレートの半径に対して平行に位置する状態で、少なくとも1つの細長いチップを収容する大きさであり、
各スロットから各移送スロットへ下降する細長いチップが前記長軸で90度の回転をすることを特徴とする装置。 - 前記複数のスロットのそれぞれは、前記上面の上部に、前記供給プレートの回転軸方向に立設された、2つの放射状に延在したプレート部の間に形成され、
前記複数のスロットのそれぞれは、前記2つの放射状に延在したプレート部のうちの第1のプレート部によって形成された前記回転可能な供給プレートの回転方向に対して前縁部と、前記2つの放射状に延在したプレート部のうちの第2のプレート部によって形成された前記回転可能な供給プレートの前記回転方向に対して後縁部とを含み、
各移送スロットは、前縁壁と後縁壁とを含み、前記後縁壁は前記後縁部に連続し、前記前縁壁は前記前縁部に連続し、各スロットの幅より狭い幅を有する部分を少なくとも備えることを特徴とする請求項9に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/409,112 US7704033B2 (en) | 2006-04-21 | 2006-04-21 | Long axis component loader |
| US11/409,112 | 2006-04-21 | ||
| PCT/US2007/009812 WO2007124141A2 (en) | 2006-04-21 | 2007-04-20 | Long axis component loader |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009534277A JP2009534277A (ja) | 2009-09-24 |
| JP2009534277A5 JP2009534277A5 (ja) | 2010-05-06 |
| JP5412277B2 true JP5412277B2 (ja) | 2014-02-12 |
Family
ID=38619617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009506633A Expired - Fee Related JP5412277B2 (ja) | 2006-04-21 | 2007-04-20 | 長軸部品ローダ |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US7704033B2 (ja) |
| JP (1) | JP5412277B2 (ja) |
| KR (1) | KR101340244B1 (ja) |
| CN (1) | CN101466622B (ja) |
| DE (1) | DE112007000965T5 (ja) |
| GB (1) | GB2451772B (ja) |
| SG (1) | SG171595A1 (ja) |
| TW (1) | TWI474423B (ja) |
| WO (1) | WO2007124141A2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2221588B1 (es) * | 2004-06-24 | 2005-11-01 | Jaime Marti Sala | Aparato y metodo para posicionar articulos, con multiples descargas por ciclo. |
| TWI418811B (zh) * | 2011-02-14 | 2013-12-11 | Youngtek Electronics Corp | 封裝晶片檢測與分類裝置 |
| JP6187673B2 (ja) * | 2014-02-27 | 2017-08-30 | 株式会社村田製作所 | 整列供給装置及び整列方法 |
| US10683114B2 (en) * | 2017-02-24 | 2020-06-16 | Taiyo Yuden Co., Ltd. | Taping apparatus |
| JP6901931B2 (ja) * | 2017-02-24 | 2021-07-14 | 太陽誘電株式会社 | テーピング装置 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2273782A (en) * | 1940-10-03 | 1942-02-17 | Illinois Tool Works | Washer feeding device |
| US3295659A (en) * | 1965-03-02 | 1967-01-03 | Samuel S Aidlin | Hopper-type feeding and orienting device for bottles or the like |
| FR2376049A1 (fr) * | 1976-12-28 | 1978-07-28 | Haut Rhin Manufacture Machines | Dispositif d'alimentation en pieces de forme allongee, a elements d'orientation modulaires tournants |
| US4479573A (en) * | 1980-04-07 | 1984-10-30 | R. W. Hartnett Company | Gauging assembly for capsule orienting and turning apparatus |
| US4411350A (en) * | 1981-09-04 | 1983-10-25 | Frank Wolfram | Reversing conveyer track |
| FR2640756B1 (fr) * | 1988-12-20 | 1991-02-08 | Europ Composants Electron | Dispositif de mesure d'une grandeur electrique de composants electroniques du type chips |
| US5226382A (en) | 1991-05-20 | 1993-07-13 | Denver Braden | Apparatus for automatically metalizing the terminal ends of monolithic capacitor chips |
| JP2505331Y2 (ja) * | 1993-05-21 | 1996-07-31 | 三井製薬工業株式会社 | コンベア装置 |
| US5394973A (en) * | 1994-06-06 | 1995-03-07 | Micron Technology, Inc. | Sorter for integrated circuit devices |
| US5568870A (en) * | 1994-08-18 | 1996-10-29 | Testec, Inc. | Device for testing and sorting small electronic components |
| US5842579A (en) * | 1995-11-16 | 1998-12-01 | Electro Scientific Industries, Inc. | Electrical circuit component handler |
| US5863331A (en) * | 1996-07-11 | 1999-01-26 | Braden; Denver | IPC (Chip) termination machine |
| US5984079A (en) * | 1996-07-12 | 1999-11-16 | Electro Scientific Industries, Inc. | Method and apparatus for loading electronic components |
| JP3446598B2 (ja) * | 1998-03-23 | 2003-09-16 | 株式会社村田製作所 | チップ部品の移載装置 |
| US6204464B1 (en) * | 1998-06-19 | 2001-03-20 | Douglas J. Garcia | Electronic component handler |
| US6194679B1 (en) * | 1999-08-06 | 2001-02-27 | Douglas J. Garcia | Four electrical contact testing machine for miniature inductors and process of using |
| DE60034820T2 (de) | 2000-05-23 | 2008-01-17 | Electro Scientific Industries, Inc., Portland | Inspektionsmachine für passives oberflächenmontiertes bauelement |
| US6906508B1 (en) * | 2003-12-11 | 2005-06-14 | Ceramic Component Technologies, Inc. | Component testing system vacuum ring and test plate construction |
| WO2006058102A2 (en) * | 2004-11-22 | 2006-06-01 | Electro Scientific Industries, Inc. | Method and machine for repetitive testing of an electrical component |
| US7161346B2 (en) * | 2005-05-23 | 2007-01-09 | Electro Scientific Industries, Inc. | Method of holding an electronic component in a controlled orientation during parametric testing |
-
2006
- 2006-04-21 US US11/409,112 patent/US7704033B2/en not_active Expired - Fee Related
-
2007
- 2007-04-20 JP JP2009506633A patent/JP5412277B2/ja not_active Expired - Fee Related
- 2007-04-20 DE DE112007000965T patent/DE112007000965T5/de not_active Withdrawn
- 2007-04-20 CN CN2007800142922A patent/CN101466622B/zh not_active Expired - Fee Related
- 2007-04-20 KR KR1020087028513A patent/KR101340244B1/ko active IP Right Grant
- 2007-04-20 SG SG201102843-8A patent/SG171595A1/en unknown
- 2007-04-20 GB GB0819278A patent/GB2451772B/en not_active Expired - Fee Related
- 2007-04-20 TW TW96114137A patent/TWI474423B/zh not_active IP Right Cessation
- 2007-04-20 WO PCT/US2007/009812 patent/WO2007124141A2/en active Application Filing
-
2010
- 2010-04-26 US US12/767,495 patent/US8235643B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE112007000965T5 (de) | 2009-04-09 |
| WO2007124141A2 (en) | 2007-11-01 |
| US20070248442A1 (en) | 2007-10-25 |
| WO2007124141A3 (en) | 2008-11-20 |
| TW200802672A (en) | 2008-01-01 |
| CN101466622A (zh) | 2009-06-24 |
| US20100206693A1 (en) | 2010-08-19 |
| SG171595A1 (en) | 2011-06-29 |
| GB2451772A (en) | 2009-02-11 |
| GB2451772B (en) | 2011-02-09 |
| KR20080112403A (ko) | 2008-12-24 |
| CN101466622B (zh) | 2013-11-06 |
| JP2009534277A (ja) | 2009-09-24 |
| US8235643B2 (en) | 2012-08-07 |
| TWI474423B (zh) | 2015-02-21 |
| KR101340244B1 (ko) | 2013-12-10 |
| GB0819278D0 (en) | 2008-11-26 |
| US7704033B2 (en) | 2010-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5412277B2 (ja) | 長軸部品ローダ | |
| KR101960854B1 (ko) | 웨이퍼 정렬 장치 및 웨이퍼 이송 장치 | |
| US9452898B2 (en) | Rotary conveyor with change of pitch for transferring containers | |
| EP3650378A1 (en) | Aligning and feeding device | |
| TW201041664A (en) | Dispensing device of electronic parts | |
| JP4829310B2 (ja) | 移送要素を備えた秤量ステーション | |
| JP6793174B2 (ja) | 部品の制御分配システム | |
| JP5400335B2 (ja) | 部品選別装置 | |
| CN103687693A (zh) | 垫圈配置装置、垫圈配置系统和垫圈配置方法 | |
| JP5156320B2 (ja) | パーツの整列装置 | |
| JP2011046540A (ja) | パーツフィーダ | |
| JP2003201011A (ja) | 供給装置 | |
| US5544732A (en) | Method and apparatus for orienting and conveying flexible or thin articles | |
| JP5951308B2 (ja) | フェルール供給装置、フェルール供給方法、フェルール供給プログラム、及び記録媒体 | |
| JP7453930B2 (ja) | 搬送装置 | |
| JP2023053559A (ja) | 整列搬送装置 | |
| JPS63101211A (ja) | 部品供給装置 | |
| JP2012184077A (ja) | ボール供給装置、及びボール供給方法 | |
| JP2564295Y2 (ja) | 可撓性リングの供給装置 | |
| JP4685899B2 (ja) | パーツの整列装置 | |
| JPH0245215Y2 (ja) | ||
| KR20190010227A (ko) | 토크 컨버터의 블레이드 자동 조립장치 | |
| KR20060075089A (ko) | Rtp장치의 에지링 정렬 장치 | |
| JP2000084827A (ja) | ワイヤソーのガイドローラ | |
| JP2004217357A (ja) | 部品搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090415 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100312 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100312 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120717 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121001 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121009 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121109 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130611 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131022 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131111 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5412277 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |