JP5403027B2 - 木質バイオマスを原料とした高炉操業方法およびコークスの製造方法 - Google Patents
木質バイオマスを原料とした高炉操業方法およびコークスの製造方法 Download PDFInfo
- Publication number
- JP5403027B2 JP5403027B2 JP2011210092A JP2011210092A JP5403027B2 JP 5403027 B2 JP5403027 B2 JP 5403027B2 JP 2011210092 A JP2011210092 A JP 2011210092A JP 2011210092 A JP2011210092 A JP 2011210092A JP 5403027 B2 JP5403027 B2 JP 5403027B2
- Authority
- JP
- Japan
- Prior art keywords
- biomass
- coke
- coal
- blast furnace
- woody biomass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002028 Biomass Substances 0.000 title claims description 302
- 239000000571 coke Substances 0.000 title claims description 213
- 238000004519 manufacturing process Methods 0.000 title claims description 42
- 238000011017 operating method Methods 0.000 title claims description 12
- 239000003245 coal Substances 0.000 claims description 132
- 238000001035 drying Methods 0.000 claims description 89
- 239000002245 particle Substances 0.000 claims description 62
- 239000002994 raw material Substances 0.000 claims description 61
- 238000000034 method Methods 0.000 claims description 59
- 238000000465 moulding Methods 0.000 claims description 35
- 239000011230 binding agent Substances 0.000 claims description 20
- 239000002023 wood Substances 0.000 claims description 20
- 238000010438 heat treatment Methods 0.000 claims description 9
- 239000007789 gas Substances 0.000 description 53
- 239000000047 product Substances 0.000 description 48
- 238000002156 mixing Methods 0.000 description 47
- 238000007664 blowing Methods 0.000 description 36
- 239000000463 material Substances 0.000 description 34
- 230000007423 decrease Effects 0.000 description 29
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 21
- 230000009467 reduction Effects 0.000 description 19
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 18
- 238000000197 pyrolysis Methods 0.000 description 17
- 238000002474 experimental method Methods 0.000 description 16
- 238000006243 chemical reaction Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 14
- 230000009257 reactivity Effects 0.000 description 13
- 229910000831 Steel Inorganic materials 0.000 description 12
- 239000000203 mixture Substances 0.000 description 12
- 239000010959 steel Substances 0.000 description 12
- 239000000843 powder Substances 0.000 description 11
- 239000000446 fuel Substances 0.000 description 10
- 238000003860 storage Methods 0.000 description 9
- 238000012360 testing method Methods 0.000 description 9
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 8
- 238000002485 combustion reaction Methods 0.000 description 8
- 229910052742 iron Inorganic materials 0.000 description 8
- 238000005245 sintering Methods 0.000 description 8
- 238000013329 compounding Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- 238000004321 preservation Methods 0.000 description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 230000035699 permeability Effects 0.000 description 6
- 238000010298 pulverizing process Methods 0.000 description 6
- 239000004449 solid propellant Substances 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 229910000805 Pig iron Inorganic materials 0.000 description 4
- 238000005054 agglomeration Methods 0.000 description 4
- 230000002776 aggregation Effects 0.000 description 4
- 230000003111 delayed effect Effects 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 238000005204 segregation Methods 0.000 description 4
- 238000007873 sieving Methods 0.000 description 4
- 239000010802 sludge Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000003610 charcoal Substances 0.000 description 3
- 239000003638 chemical reducing agent Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000002803 fossil fuel Substances 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 230000007935 neutral effect Effects 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000011269 tar Substances 0.000 description 3
- 239000002918 waste heat Substances 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000006227 byproduct Substances 0.000 description 2
- 239000011280 coal tar Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000007791 dehumidification Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000004134 energy conservation Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000005243 fluidization Methods 0.000 description 2
- 238000002309 gasification Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000005338 heat storage Methods 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000010801 sewage sludge Substances 0.000 description 2
- 239000011338 soft pitch Substances 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- 238000009834 vaporization Methods 0.000 description 2
- 230000008016 vaporization Effects 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 229910003481 amorphous carbon Inorganic materials 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000010000 carbonizing Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000013037 co-molding Methods 0.000 description 1
- 239000011294 coal tar pitch Substances 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004939 coking Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- -1 for example Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000005431 greenhouse gas Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000013178 mathematical model Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 238000012821 model calculation Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
Images















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/10—Biofuels, e.g. bio-diesel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/30—Fuel from waste, e.g. synthetic alcohol or diesel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/10—Process efficiency
- Y02P20/129—Energy recovery, e.g. by cogeneration, H2recovery or pressure recovery turbines
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/78—Recycling of wood or furniture waste
Landscapes
- Processing Of Solid Wastes (AREA)
- Coke Industry (AREA)
- Manufacture Of Iron (AREA)
Description

[1]木質バイオマスを加熱して乾燥後に粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともに室炉式コークス炉に装入して乾留して製造したコークスを高炉に装入することを特徴とする木質バイオマスを原料とした高炉操業方法。
[2]木質バイオマスを、水分含有量が5mass%以上、30mass%未満となるように乾燥することを特徴とする[1]に記載の木質バイオマスを原料とした高炉操業方法。
[3]木質バイオマスの乾燥を、300℃以下の排熱を用いて行うことを特徴とする[1]または[2]に記載の木質バイオマスを原料とした高炉操業方法。
[4]乾燥後の木質バイオマスを粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともに室炉式コークス炉に装入して乾留して製造したコークスの高炉への装入割合を、高炉に装入する全コークス量の80mass%未満とすることを特徴とする[1]ないし[3]のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
[5]木質バイオマスを粒径3mm以下に粉砕し、石炭ととともに混合して成型し、成型体の体積を10cm 3 以上で50cm 3 以下、嵩密度を0.8g/cm 3 以上で1.1g/cm 3 以下にすることを特徴とする[1]ないし[4]のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
[6]粉砕した木質バイオマスを、石炭とバインダーとともに成型することを特徴とする[1]ないし[5]のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
[7]木質バイオマスを加熱して乾燥した後に粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともに室炉式コークス炉に装入して乾留することを特徴とする木質バイオマスを原料としたコークスの製造方法。
[8]木質バイオマスを粒径3mm以下に粉砕し、石炭ととともに混合して成型し、成型体の体積を10cm 3 以上で50cm 3 以下、嵩密度を0.8g/cm 3 以上で1.1g/cm 3 以下とすることを特徴とする請求項[7]に記載の木質バイオマスを原料としたコークスの製造方法。
[9]粉砕した木質バイオマスを、石炭とバインダーとともに成型することを特徴とする[7]または[8]に記載の木質バイオマスを原料としたコークスの製造方法。
下記の(1)〜(13)の特徴を有する発明によっても、上記の課題を解決することができる。
(1)木質バイオマスを加熱して乾燥し、高炉原料として使用することを特徴とする木質バイオマスを原料とした高炉操業方法。
(2)木質バイオマスを、水分含有量が5mass%以上、30mass%未満となるように乾燥することを特徴とする(1)に記載の木質バイオマスを原料とした高炉操業方法。
(3)木質バイオマスの乾燥を、300℃以下の排熱を用いて行うことを特徴とする(1)または(2)に記載の木質バイオマスを原料とした高炉操業方法。
(4)乾燥後の木質バイオマスを粉砕し、高炉の羽口から吹き込むことを特徴とする(1)ないし(3)のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
(5)乾燥後の木質バイオマスを粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともにコークス炉に装入して乾留して製造したコークスを高炉に装入することを特徴とする(1)ないし(3)のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
(6)乾燥後の木質バイオマスを粉砕し、石炭とともに成型して成型体とし、該成型体を篩い分けした篩い上を、石炭とともにコークス炉に装入して乾留して製造したコークスを高炉に装入し、前記成型体を篩い分けした篩い下を、羽口から高炉内に吹き込むことを特徴とする(1)ないし(3)のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
(7)篩い分けの篩い目を、3〜6mmとすることを特徴とする(6)に記載の木質バイオマスを原料とした高炉操業方法。
(8)乾燥後の木質バイオマスを粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともにコークス炉に装入して乾留して製造したコークスの高炉への装入割合を、高炉に装入する全コークス量の80mass%未満とすることを特徴とする(5)ないし(7)のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
(9)木質バイオマスを粒径3mm以下に粉砕し、石炭ととともに混合して成型し、成型体の体積を10cm3以上で50cm3以下、嵩密度を0.8g/cm3以上で1.1g/cm3以下にすることを特徴とする(5)ないし(8)のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
(10)粉砕した木質バイオマスを、石炭とバインダーとともに成型することを特徴とする(5)ないし(9)のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
(11)木質バイオマスを加熱して乾燥した後に粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともにコークス炉に装入して乾留することを特徴とする木質バイオマスを原料としたコークスの製造方法。
(12)木質バイオマスを粒径3mm以下に粉砕し、石炭ととともに混合して成型し、成型体の体積を10cm3以上で、50cm3以下、嵩密度を0.8g/cm3以上で1.1g/cm3以下とすることを特徴とする(11)に記載の木質バイオマスを原料としたコークスの製造方法。
(13)粉砕した木質バイオマスを、石炭とバインダーとともに成型することを特徴とする(11)または(12)に記載の木質バイオマスを原料としたコークスの製造方法。
2.394(t-CO2/t-coal)×510(万t/y)≒1220(万t-CO2/y)
となる。また、木質バイオマス(水分5mass%)を高炉へ40kg/pig-t吹き込む場合に、カーボンニュートラルである木質バイオマスの吹き込みによる微粉炭吹き込み量38kg/pig-t(40kg/pig-t×0.95)の他、後述する表7より高反応性コークス80mass%を高炉で使用し還元材比11kg/pig-t(内訳:PCI比3kg/pig-t、coke比8kg/pig-t)を削減できる。その結果、2005年度の銑鉄生産量82940千t(非特許文献8参照。)を考慮すると、木質バイオマスを微粉炭吹込み代替および高反応性コークス原料に使用することによるコークス比低減効果による石炭使用量の削減効果は、
(0.038(coal-t/pig-t)+0.003(coal-t/pig-t)+0.008(coke-t/pig-t)/0.75(coke-t/coal-t))×82940千(pig-t/y)=4288千(coal-t/y)
と評価できる。この様に本発明は従来鉄鋼分野では使用に課題のあった木質バイオマスの有効利用により鉄鋼業の省エネルギーと環境排出CO2削減を同時に達成する技術を提示するものである。
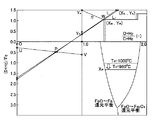
C(コークス)+CO2=2CO・・・(a)
(a)式の反応は吸熱反応のため高反応性コークスの使用により熱保存帯温度は低下傾向となる。この領域で主体となる下記(b)式で示す酸化鉄の還元は熱保存帯領域が長いためほぼ平衡に達することが知られている。
FeO+CO=Fe+CO2・・・(b)
(b)式は平衡温度が低下するにつれ平衡するガス酸化度(=CO2/(CO+CO2(-))は高酸化度側、換言すると高ガス利用率側に移行するため還元材比は低下することになる。以上が木質バイオマスを原料とした高反応性コークスを使用した高炉の操業技術の導入により、還元材比が低下できる理由である。熱保存帯温度を低下させることにより還元材比を低下させるという考えは非特許文献3で実験によって検証されており、その達成手段としてバイオマスを原料とした高反応性コークスが寄与することが明らかである。
木質バイオマスをロータリーキルンで乾燥する場合、その乾燥挙動は乾燥温度、バイオマスに対する乾燥ガス流量比、バイオマス初期水分、バイオマス粒径などに影響を受ける。これらの因子のなかで乾燥上重要な操作因子について乾燥実験を行った結果を示す。実験は径3m、長さ10mのロータリーキルンを用いて行った。その他の主要操業条件を表3に示す。
バイオマス粒径の乾燥挙動に及ぼす影響からキルンに供給するバイオマスの適正粒径範囲を求める実験を行った。表3の操業条件をもとにバイオマス初期水分35mass%、ガス量原単位1300Nm3/t、バイオマス供給量50t/hの条件下で乾燥試験を行い図6にその結果を示す。この結果より粒径が小さい場合比表面積が大きいため乾燥速度が高く、たとえば粒径1cmではバイオマスのキルン装入部よりおよそ4m付近で乾燥は完了する。これに対し粒径の拡大と共に乾燥は遅れ粒径7cmではキルン排鉱部で乾燥率はおよそ90%に留まる。このためバイオマスの粒径は小さい方が望ましいが、その場合粒径分布の広がりにより製品の歩留まりが悪化するといった問題点が生じる。またチップの入荷の際、小粒径を要求すると粒径調整にコストがかかり経済性の優位性がなくなる。一方、図6より粒径の拡大により乾燥遅れが顕著になり生産性は悪化する。このため望ましい受け入れバイオマスの適正粒径は1〜10cmの範囲と決められる。
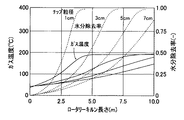
図7に初期バイオマス水分含有量の乾燥特性に及ぼす影響を排熱供給量原単位1300Nm3/t、バイオマス供給量40t/h、バイオマス平均粒径3cm及び表3の操業条件をもとに実験によって求めた結果を示す。これより初期バイオマス水分含有量が30mass%ではキルンのバイオマス装入口よりほぼ7m位置で乾燥は完了する。しかるに水分が35mass%ではもはやこの条件では乾燥は完了しないため排熱供給量原単位1500Nm3/tが必要である。さらに水分が40mass%では同様に1700Nm3/tが必要になる。この場合のキルン内ガス空塔速度はそれぞれ2.0、2.4、2.7m/sであった。それゆえに実施例1と同様含水率が高くなるにつれガス空塔速度が高まる結果、キルン内でのバイオマスの流動化が顕著になり乾燥バイオマス歩留まりが悪化する。今回の実験条件下では初期バイオマス水分は40mass%以下、望ましくは35mass%以下に管理されたバイオマス水分条件が望ましいことが認められた。
乾燥バイオマス、石炭とバインダーを混合、成型した後、成型物を通常のコークス製造用配合炭に配合し、250kg乾留試験炉に装入してコークス製造試験を行った。
図9は、実施例4の成型物製造法と同様な方法で製造した成型物中のバイオマスの水分含有量とコークス性状の関係を示した。水分含有量の異なるバイオマスと石炭を混合、成型後、通常のコークス用配合炭に30mass%の一定比率で配合し、250kg試験乾留炉へ装入してコークスを製造した。コークス性状はバイオマスの水分含有量が高いほどコークス強度およびCO2反応後強度が低下している。コークス炉内の加熱過程でバイオマスの水分含有量が高いと水分が蒸発する時に成型物が崩壊する。それゆえに高水分バイオマスの脱水に伴う蒸発潜熱増に加え、バイオマスと石炭粒子との密着性が低下するとともに低嵩密度化するために溶融性が阻害され、コークス強度が低下するものと推察される。これより、バイオマスの含有水分量は10mass%以下、好ましくは乾燥後のバイオマスの着火性から5mass%から10mass%の範囲が最も望ましい。
図10は、実施例4の成型物製造法と同様な方法で製造した成型物中のバイオマスの粒径とコークス性状への影響を示した。粒径の異なるバイオマスと石炭を混合、成型後、成型物を通常のコークス用配合炭に30mass%の一定比率で配合し、250kg試験乾留炉へ装入してコークスを製造した。コークス性状はバイオマスの粒径が大きくなるほどコークス強度およびCO2反応後強度は低下している。バイオマスの粒径が大きくなるほど石炭と粒径差が大きくなるために配合時に均一に混合されず、バイオマスと石炭粒子との溶融性が低下するためコークス強度が低下する。また、バイオマスは溶融性がなく加熱処理時に水分やガスが抜けるためコークス塊内に多孔質なイナート物質として存在する。このためバイオマスの粒径が大きくなると脆弱なイナート物質も大きくなるためコークス強度は低下するものと推察される。また、木質バイオマスは石炭などに比較し繊維質が多く弾力性が高く粉砕性が悪く、例えば1.5mm以下に微粉砕するには粉砕処理および粉砕設備の維持などの費用が高くなる問題がある。
図11は、実施例4の成型物製造法と同様な方法で成型物中のバイオマスの配合割合の成型物性状への影響への関係を示した。成型物の性状としては、圧潰強度、トロンメル強度および成型物歩留(+5mm)を測定した。バイオマスの配合割合を高くすると圧潰強度とトロンメル強度は低下する傾向があり、成型物をコークス炉まで搬送過程での衝撃による粉化を考慮するとバイオマスの添加量は少なくとも25mass%以下、好ましくは20mass%以下が望ましい。また、30mass%以上の配合では成型後のバックスプリング現象が生じ成型物が割れ、成型物歩留が著しく低下し好ましくない。
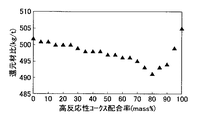
図12は、実施例4の成型物製造法にて製造した成型物を通常のコークス用配合炭へ配合してコークスを製造した際の、成型物の配合比率とコークス性状の関係を示した。コークス強度、CO2反応後強度は成型物の配合比率が30mass%程度まではあまり変化しないが、40mass%では大きく低下することが確認された。成型物配合比率が増加するとバイオマスの添加量が増加し気孔率が高くなり、コークス強度が低下したものと推定される。しかし、コークスの反応性は成型物の増配合により上昇している。これより、通常コークスと同等の強度を維持しながら反応性が高いコークスを製造するためには、成型物の配合比率は30mass%以下が好ましい。また、バインダーの添加量を増加させることでコークス強度やCO2反応後強度を改善することが可能である。さらに、石炭より水素含有量が高いバイオマス原料を配合することにより、通常の副生ガスに比較し、水素濃度が高いガスが生成する。
本発明ではバイオマスの事前乾燥による高炉吹き込み時の熱的負荷削減を意図している。図13にバイオマスを未乾燥状態で吹き込む場合と乾燥して吹き込む場合の高炉レースウエイ空間内のガス組成と温度分布を物質と熱収支に基づく数学モデルで評価した結果を示す。吹き込み用木質バイオマスの化学成分を表5に示す。また羽口から固体燃料を吹き込む条件を表6に示す。これより吹き込み条件1は基準吹き込み条件であり、微粉炭のみ118kg/tを吹き込んだ条件である。これに対し吹き込み条件2は水分含有量30mass%のバイオマスを未乾燥で40kg/t吹き込む場合であり、この時には微粉炭吹き込み量を78kg/tとして全体の吹き込み量を吹き込み条件1にあわせてある。吹き込み条件3は本発明の範囲内の条件である。吹き込み条件2と同様であるが事前に水分含有量5mass%まで乾燥したバイオマスを吹き込む条件である。
バイオマスと石炭の混合塊成化事前処理により高反応性コークスの製造が可能となった。ここで製造した高反応性コークスを従来のコークスに一部置換して高炉で使用することにより高炉の還元材比削減が達成できることを高炉の物質・熱収支総括モデル(リストモデル)で検証した。検証に当たってはまず高反応性コークスを使用せず微粉炭のみを吹き込む通常の高炉操業を基準とする。この基準操業条件をもとに高反応性コークスに切り替え、反応率に応じ非特許文献3の図5に示すコークス反応率向上による熱保存帯温度低下を考慮した。
バイオマスの乾燥をグレート方式で行うことを前提に実験によって乾燥挙動を明らかにした。図15下部は鉄鉱石焼結用ポットグレート炉を用いたバイオマスの乾燥実験装置である。図15上部のグレート式乾燥炉プロセス19を模擬して、グレート上の一部を固定層で実験した。断熱ポット20に所定の水分及び粒径の木質バイオマス21を層厚30cmの高さに充填する。この状態で所定温度及び所定流量の乾燥ガス22をポット20の上部より偏流のない条件で供給し、ポット20下部からブロワー23を介して排気する。実験中はベッド上の温度計24、ベッド中の温度計25、ベッド下層部の温度計26により温度を連続的に測温すると共に所定時間毎に実験を中断しそれぞれの部分のバイオマスを採取し水分の測定を行った。バイオマスの乾燥特性はバイオマス平均粒径、ベッド内通過ガス流速、バイオマス層厚、乾燥温度、初期含有水分などにより影響を受ける。本実験ではこれらの操業因子が乾燥特性に及ぼす影響を実験的に明らかにした。グレート炉方式のバイオマス乾燥において基準操業をバイオマス平均粒径5cm、乾燥ガス空塔速度1.0m/s、バイオマス層厚30cm、乾燥温度300℃、バイオマス初期水分35mass%と想定し、ポットテストの基準となる条件を設定した。
図16に実験結果を示す。乾燥が活発に進んでいる時間領域では乾燥に伴う蒸発潜熱がガス側から奪われるためガスの昇温が遅れることが認められる。基準条件の空塔速度1.0m/sではほぼ20分で乾燥は終了するが0.5m/sではベッド下層部のバイオマスは60mass%程度しか乾燥しない。なお流速が1.5m/sまで上昇すると乾燥は16分程度で終了する。これより基準操業の条件を乾燥条件とするとベッド内を通過するガス空塔速度は1.0m/s以上が望ましい。
図17に実験結果を示す。これより乾燥温度が200℃以下になるとベッド下層部の乾燥が遅れ始める。100℃では50%程度の乾燥しか進行しないため乾燥時間をもっと長く設定する必要が生ずる。なお300℃では乾燥が十分進むもののこれ以上ではバイオマスに着火する恐れがあり乾燥温度は100〜300℃、望ましくは200〜300℃が好ましい。
図18に実験結果を示す。バイオマス水分が増すと乾燥の遅延が顕著になる。基準操業の実験条件下では初期水分の限界は40mass%と評価される。45mass%以上ではベッドの下層部の昇温が十分ではないものの、乾燥はほぼ90mass%達成されている。なお初期水分が45mass%以上ではガス流速を上昇するか或いは乾燥時間の延長が必要となる。
図19に実験結果を示す。バイオマス粒径が増すとバイオマス比表面積が減少し、伝熱面積が減少する結果乾燥速度は遅れる。基準操業の条件ではバイオマス径が10cmになると乾燥時間は26分近くまで遅延するもののまだ乾燥条件に余裕がある。このため乾燥温度の低下、乾燥ガス空塔速度の低下など経済性を考慮した操業の選択が可能と推定される。粒径が10cm以下であれば更に操業条件に余裕が出来る。
グレート炉を模擬した乾燥実験から適正乾燥条件は以下のように設定できる。
乾燥ガス空塔速度:0.5〜1.5m/s
乾燥ガス温度:100〜300℃(但し100℃では乾燥時間の延長が必要)
バイオマス初期水分:40mass%以下
バイオマス粒径:10cm以下(粒径の低下により乾燥条件緩和が可能)
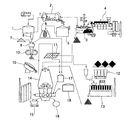
2 乾燥工程
3 焼結機クーラー
4 焼結機
5 専用保管槽
6 解砕・粉砕機
7 石炭
8 バインダー
9 混合機
10 成型工程
11 篩い分け工程
12 石炭配合槽
13 コークス炉
14 高炉
15 銑鉄
16 スラグ
17 バイオマス貯留槽
18 微粉炭
19 グレート式乾燥炉プロセス
20 断熱ポット
21 木質バイオマス
22 乾燥ガス
23 ブロワー
24 ベッド上の温度計
25 ベッド中の温度計
26 ベッド下層部の温度計
Claims (9)
- 木質バイオマスを加熱して乾燥後に粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともに室炉式コークス炉に装入して乾留して製造したコークスを高炉に装入することを特徴とする木質バイオマスを原料とした高炉操業方法。
- 木質バイオマスを、水分含有量が5mass%以上、30mass%未満となるように乾燥することを特徴とする請求項1に記載の木質バイオマスを原料とした高炉操業方法。
- 木質バイオマスの乾燥を、300℃以下の排熱を用いて行うことを特徴とする請求項1または請求項2に記載の木質バイオマスを原料とした高炉操業方法。
- 乾燥後の木質バイオマスを粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともに室炉式コークス炉に装入して乾留して製造したコークスの高炉への装入割合を、高炉に装入する全コークス量の80mass%未満とすることを特徴とする請求項1ないし請求項3のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
- 木質バイオマスを粒径3mm以下に粉砕し、石炭ととともに混合して成型し、成型体の体積を10cm3以上で50cm3以下、嵩密度を0.8g/cm3以上で1.1g/cm3以下にすることを特徴とする請求項1ないし請求項4のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
- 粉砕した木質バイオマスを、石炭とバインダーとともに成型することを特徴とする請求項1ないし請求項5のいずれかに記載の木質バイオマスを原料とした高炉操業方法。
- 木質バイオマスを加熱して乾燥した後に粉砕し、石炭とともに成型して成型体とし、該成型体を石炭とともに室炉式コークス炉に装入して乾留することを特徴とする木質バイオマスを原料としたコークスの製造方法。
- 木質バイオマスを粒径3mm以下に粉砕し、石炭ととともに混合して成型し、成型体の体積を10cm3以上で50cm3以下、嵩密度を0.8g/cm3以上で1.1g/cm3以下とすることを特徴とする請求項7に記載の木質バイオマスを原料としたコークスの製造方法。
- 粉砕した木質バイオマスを、石炭とバインダーとともに成型することを特徴とする請求項7または請求項8に記載の木質バイオマスを原料としたコークスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011210092A JP5403027B2 (ja) | 2011-09-27 | 2011-09-27 | 木質バイオマスを原料とした高炉操業方法およびコークスの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011210092A JP5403027B2 (ja) | 2011-09-27 | 2011-09-27 | 木質バイオマスを原料とした高炉操業方法およびコークスの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006198522A Division JP4893136B2 (ja) | 2006-07-20 | 2006-07-20 | 木質バイオマスを原料とした高炉操業方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012017528A JP2012017528A (ja) | 2012-01-26 |
| JP5403027B2 true JP5403027B2 (ja) | 2014-01-29 |
Family
ID=45602975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011210092A Active JP5403027B2 (ja) | 2011-09-27 | 2011-09-27 | 木質バイオマスを原料とした高炉操業方法およびコークスの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5403027B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6816361B2 (ja) * | 2015-01-30 | 2021-01-20 | 日本製鉄株式会社 | 微粉炭焚きボイラ設備 |
| CN106929052A (zh) * | 2015-12-30 | 2017-07-07 | 北京三聚环保新材料股份有限公司 | 一种含有低阶煤和生物质颗粒的型煤原料 |
| WO2018229520A1 (en) | 2017-06-16 | 2018-12-20 | Arcelormittal | Operating method of an iron making installation and associated operating installation |
| CN113061445B (zh) * | 2021-03-19 | 2022-09-13 | 重庆大学 | 生物质与低阶煤分离耦合传热板和低品位铁矿石共热解系统 |
| CN114854923B (zh) * | 2022-04-20 | 2023-02-07 | 北京科技大学 | 生物质合成气用于气基竖炉喷吹的方法 |
| CN116536471A (zh) * | 2023-05-11 | 2023-08-04 | 新疆八一钢铁股份有限公司 | 一种欧冶炉生物质与煤共气化降低碳排放的炼铁方法 |
| CN117470721B (zh) * | 2023-12-28 | 2024-03-26 | 山西建龙实业有限公司 | 冶金用焦炭高温劣化强度和粒度降解行为的测量评价方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5798592A (en) * | 1980-12-11 | 1982-06-18 | Nippon Steel Corp | Treatment of coal |
| JPH0248409A (ja) * | 1988-08-05 | 1990-02-19 | Nippon Steel Corp | 活性コークスの製造方法 |
| JP2002129167A (ja) * | 2000-10-27 | 2002-05-09 | Nippon Steel Corp | 冶金用低密度成形コークスの製造方法 |
| JP4487564B2 (ja) * | 2002-12-25 | 2010-06-23 | Jfeスチール株式会社 | フェロコークスの製造方法 |
| JP2004263256A (ja) * | 2003-03-03 | 2004-09-24 | Nippon Steel Corp | 高炉への原料装入方法 |
| JP2004263279A (ja) * | 2003-03-04 | 2004-09-24 | Nippon Steel Corp | 廃木材の吹き込み高炉操業方法 |
| JP4394989B2 (ja) * | 2004-03-24 | 2010-01-06 | 新日本製鐵株式会社 | 木質系バイオマスを用いた高炉用コークスの製造方法 |
| JP4556525B2 (ja) * | 2004-07-16 | 2010-10-06 | Jfeスチール株式会社 | 高炉の操業方法 |
| JP4893136B2 (ja) * | 2006-07-20 | 2012-03-07 | Jfeスチール株式会社 | 木質バイオマスを原料とした高炉操業方法 |
-
2011
- 2011-09-27 JP JP2011210092A patent/JP5403027B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012017528A (ja) | 2012-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4893136B2 (ja) | 木質バイオマスを原料とした高炉操業方法 | |
| JP5403027B2 (ja) | 木質バイオマスを原料とした高炉操業方法およびコークスの製造方法 | |
| CN104884586A (zh) | 型煤及其制造方法 | |
| JP4970256B2 (ja) | 溶融ガス化炉に微粉炭材を吹込む溶鉄製造装置及びその溶鉄製造方法 | |
| JP2011047053A (ja) | 溶融ガス化炉に微粉炭材を吹込む溶鉄製造装置及びその溶鉄製造方法 | |
| KR101198895B1 (ko) | 코크스용 석탄 건조 장치 및 건조 방법 | |
| KR101405480B1 (ko) | 성형탄의 제조 방법 | |
| JP2010236081A (ja) | 炭材内装塊成化物の製造方法 | |
| CN103370396B (zh) | 部分碳化煤压块的制备方法、部分碳化煤压块的制备装置及铁水制备装置 | |
| KR101405483B1 (ko) | 용철 제조용 성형탄 제조 방법 및 그 제조 장치 | |
| JP5336018B1 (ja) | ガス化溶融炉用コークスの製造方法、及びコークスの使用方法 | |
| JP4532313B2 (ja) | 炭材内装塊成化物の製造方法 | |
| JP4681688B2 (ja) | 鉄鉱石焼結用炭材 | |
| JP2013087342A (ja) | 焼結鉱の製造方法 | |
| JP5412940B2 (ja) | 焼結鉱製造用凝結材の製造方法 | |
| JP5762653B1 (ja) | 成型炭及びその製造方法、並びに成型炭の使用方法 | |
| KR101220596B1 (ko) | 소결용 고체 연료의 제조 방법, 소결용 고체 연료 및 이것을 사용한 소결광의 제조 방법 | |
| KR101262596B1 (ko) | 저온 건류에 의한 페로코크스의 제조방법 | |
| JP5929489B2 (ja) | アブラ椰子核殻炭の製造方法 | |
| KR101597716B1 (ko) | 혼합 미분탄 제조방법 | |
| KR102288801B1 (ko) | 코크스 제조방법 | |
| JP2005053986A (ja) | 高炉用フェロコークスの製造方法 | |
| KR20170103503A (ko) | 소결 방법 및 장치 | |
| KR101709204B1 (ko) | 성형탄의 제조 방법 및 건조 장치 | |
| JP7407224B2 (ja) | 製鉄装置の運転方法及び関連する運転装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111020 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131014 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5403027 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |