JP5385401B2 - 開先の切断装置および切断方法 - Google Patents
開先の切断装置および切断方法 Download PDFInfo
- Publication number
- JP5385401B2 JP5385401B2 JP2011538205A JP2011538205A JP5385401B2 JP 5385401 B2 JP5385401 B2 JP 5385401B2 JP 2011538205 A JP2011538205 A JP 2011538205A JP 2011538205 A JP2011538205 A JP 2011538205A JP 5385401 B2 JP5385401 B2 JP 5385401B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- pass
- base material
- light
- product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 357
- 238000000034 method Methods 0.000 title claims description 33
- 239000000463 material Substances 0.000 claims description 75
- 238000012937 correction Methods 0.000 claims description 24
- 238000003384 imaging method Methods 0.000 claims description 20
- 238000006073 displacement reaction Methods 0.000 claims description 7
- 238000010586 diagram Methods 0.000 description 19
- 238000005259 measurement Methods 0.000 description 15
- 238000000926 separation method Methods 0.000 description 12
- 238000000605 extraction Methods 0.000 description 10
- 238000001514 detection method Methods 0.000 description 7
- 230000003287 optical effect Effects 0.000 description 6
- 238000012545 processing Methods 0.000 description 4
- 238000003672 processing method Methods 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 3
- 230000001186 cumulative effect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 2
- 229910052745 lead Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 241001589086 Bellapiscis medius Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 244000309466 calf Species 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/013—Arc cutting, gouging, scarfing or desurfacing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K10/00—Welding or cutting by means of a plasma
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Arc Welding In General (AREA)
- Laser Beam Processing (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Image Processing (AREA)
Description
図2は、長方形の部品(製品)を切断する場合の切断軌跡を上面よりX−Y平面にて示した図である。図2において、
S1:パス1のピアス点(切断開始点)
E1:パス1の切断終了点
S2:パス2のピアス点(切断開始点)
E2:パス2の切断終了点
S3:製品切り離しのための切断のピアス点(切断開始点)
E3:製品切り離しのための切断終了点
である。
下記非特許文献1には、プラズマ切断加工機のプラズマトーチ上方にCCDカメラを取り付け、1パス切断後に製品端点を2箇所、CCDカメラにて撮像し、撮像画面を2値化し、画像処理の手法により画像から端点を抽出し、位置ずれが起きていないときの端点位置と、位置ずれ後の実際の端点位置を比較することで製品の位置ずれ量を演算により求め、演算終了後、2パス目のプログラムを位置ずれ量に応じて修正して、2パス目の切断を修正したプログラムに従い実施するという発明が記載されている。
1パス目の切断終了後、2パス目の切断終了前に、スリット光が、製品のコーナ部を挟む各辺それぞれに少なくとも異なる2点で交差するように、スリット光を投光する投光手段と、
スリット光の像を含む画像を撮像する撮像手段と、
撮像画像中でスリット光の輝度が急変する点を捕らえることにより、スリット光が各辺に交差する光切断点のX、Y座標位置を検出する検出手段と、
検出された光切断点のX、Y座標位置に基づいて、1パス切断終了時点におけるコーナ部を挟む各辺を示す各直線を演算する直線演算手段と、
1パス切断終了時点における各辺を示す各直線同士が交差する点を、1パス切断終了時点におけるコーナ部のX、Y座標位置として演算して、1パス切断終了時点におけるコーナ部位置と既知の1パス切断前におけるコーナ部位置とのコーナ部位置ずれを演算するとともに、
1パス切断終了時点における辺を示す直線の傾きと、既知の1パス切断前における辺を示す直線の傾きとの差分を、X−Y座標軸の回転角として演算する位置ずれ・回転角演算手段と、
コーナ部位置ずれとX−Y座標軸の回転角とに基づいて、2パス目の制御プログラム上の切断線を示すX、Y座標位置データを補正する補正手段と
が具えられ、補正した制御プログラムにしたがい2パス目の切断を実施すること
を特徴とする。
1パス目の切断終了後、2パス目の切断終了前に、母材の高さを測定する高さ測定手段と、
高さ測定手段で測定された母材の高さに基づいて、2パス目の制御プログラム上のZ座標位置データを補正する補正手段と
が更に具えられたことを特徴とする。
1パス目にIカットによりルートフェイスを切り出し、2パス目にVカットにより開先面を切り出して、Y開先を有する製品を切断することを特徴とする。
投光手段は、十字状の光を照射位置を変えて少なくとも2回投光し、少なくとも2回の投光で、十字を構成するスリット光を、製品のコーナ部を挟む各辺それぞれの少なくとも異なる2点に交差させることを特徴とする。
制御プログラム上の切断線を示すX、Y座標位置データに従い、1パス目に切断用トーチをX−Y平面上の母材の切断線に沿って移動させることにより、母材から少なくとも製品のコーナ部を挟む各辺を切断し、2パス目に切断用トーチをX−Y平面上の母材の切断線に沿って移動させることにより、母材からルートフェイスが設けられた開先を有する製品を切断する開先の切断方法において、
1パス目の切断終了後、2パス目の切断終了前に、スリット光が、製品のコーナ部を挟む各辺それぞれに少なくとも異なる2点で交差するように、スリット光を投光するステップと、
スリット光の像を含む画像を撮像するステップと、
撮像画像中でスリット光の輝度が急変する点を捕らえることにより、スリット光が各辺に交差する光切断点のX、Y座標位置を検出するステップと、
検出された光切断点のX、Y座標位置に基づいて、1パス切断終了時点におけるコーナ部を挟む各辺を示す各直線を演算するステップと、
1パス切断終了時点における各辺を示す各直線同士が交差する点を、1パス切断終了時点におけるコーナ部のX、Y座標位置として演算して、1パス切断終了時点におけるコーナ部位置と既知の1パス切断前におけるコーナ部位置とのコーナ部位置ずれを演算するとともに、
1パス切断終了時点における辺を示す直線の傾きと、既知の1パス切断前における辺を示す直線の傾きとの差分を、X−Y座標軸の回転角として演算するステップと、
コーナ部位置ずれとX−Y座標軸の回転角とに基づいて、2パス目の制御プログラム上の切断線を示すX、Y座標位置データを補正するステップと、
補正した制御プログラムにしたがい2パス目の切断を実施するステップと
を含むことを特徴とする。
図7、図8は、母材Rの3次元の位置ずれがルートフェイスの誤差に及ぼす影響を示している。
2パス切断では、Iカットによる1パス目の切断終了時点で、」切り幅の中で製品の微小な位置ずれが生じて母材Rから切り離される。これは、製品が母材Rから切り離されると、製品の下面の定盤(架台)2上における切断破片の金属ドロスが堆積して出来る凹凸と自重による落下とによって、製品がX−Y平面上で移動するからである。X−Y平面上の製品の移動は、X-Y直交座標系では、座標位置X、Yのシフト量Δx、ΔyとX−Y座標軸の回転角Θで表すことができる。これらを求めるためには、1パス切断終了時点におけるコーナ部を挟む各辺を示す各直線がわかればよい。これら各直線は、製品のコーナ部を挟む各辺それぞれにおける少なくとも異なる2点が求められれば、得られる。よって本発明では、各辺上の2点を、CCDカメラなどの撮像手段24で捕らえるようにしている。
画像処理を行い画像上の特徴点を抽出する手法自体は、従来技術2として示すように広く知られている。しかし、前述したように、製品形状が制約されたり抽出精度が低いなどの問題点がある。そこで、本発明では、光切断法を用いて、上述した製品のコーナ部を挟む各辺それぞれにおける少なくとも異なる2点を画像上の特徴点として形成するようにしている。
図10は撮像画像と十字状レーザ光Lの関係を示している。
レーザ光Lの輝度は、均一でないため、切断点近傍の強度が低い場合または切断点以外で輝度が低い場合は、切断点の検出に誤差が生じる可能性がある。この検出誤差を回避するにはレーザ光のパワーを、安全規制値の上限の範囲内(クラス3)で上げればよい。レーザ光のパワーを上げずに検出誤差を回避するには、切断線のNC機械座標データから切断点位置の近傍を予測して切断点位置の真値を絞り込むことが望ましい。また赤色レーザを使用する場合には、R、G、Bの輝度ではRが高いのでR輝度で切断点を判断することが望ましい。また1画素ではなく数画素の輝度の平均値から切断点を判断することが望ましい。
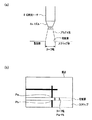
図11(a)は、切断用トーチ8に設けられたノズル8aから噴出されるプラズマ生成用ガスにより、所定のカーフ幅で母材Rが切断される様子を示す。図11(b)は、画像上で検出される光切断点Pa、Pbとカーフ幅との関係を示す。
Δx=Xc−Xnc−kfx
Δy=Yc−Ync−kfy …(1)
となる。
1パス切断終了時点におけるコーナ部(端点)Pcの位置は、このコーナ部を挟む各辺を示す2直線上の交点の位置として求めることができる(図7(b))。
y=a2・X+b2(図7(b)の図中、1パス切断終了時点の略垂直方向の辺を示す直線)
ただし、
a1=(Y2−Y5)/(X2−X5)
b1=(Y2−a1・X2)
a2=(Y3−Y6)/(X3−X6)
b2=(Y3−a2・X3) …(2)
1パス切断終了時点におけるコーナ部(端点)Pc(Xc、Yc)は、上記式に示される2直線の交点として下記のごとくして、求められる。
Yc=a1・Xc+b1 …(3)
よって、上記(1)式に上記(3)式を代入することで、コーナ部位置ずれ(シフト量)Δx、Δyが求められる。
y=a4・X+b4(図7(a)の図中、1パス切断前の垂直方向の辺を示す直線)
…(4)
よって、上記(2)、(4)式より、1パス切断前と1パス切断終了時点の対応する直線の傾きの差分を求めることにより、下記のごとくして、X−Y座標軸の回転角Θが得られる。
なお、X−Y座標軸の回転角Θの測定誤差Δθを下記(6)式のごとくして求め、測定誤差Δθが規定値以上であれば、レーザ光Lの照射位置を変えて再度同様の計測を行うようにすることが望ましい。
…(6)
(2パス目のNC座標位置の補正について)
上記(1)、(5)式のごとくコーナ部位置ずれΔx、ΔyとX−Y座標軸の回転角Θが得られると、これらコーナ部位置ずれΔx、ΔyとX−Y座標軸の回転角Θ分の座標変換を、2パス目の制御プログラム上の切断線を示す全てのX、Y座標位置データに対して行い、2パス目の制御プログラム上の切断線を示すX、Y座標位置データを補正する。
高さ測定手段25は、上述したようにレーザ測距器が用いられる。これは母材Rの表面の影響、つまりオイル、スパッタ液などによる誤反射の影響が少ないからである。
S1:パス1のピアス点(切断開始点)
E1:パス1の切断終了点
S2:パス2のピアス点(切断開始点)
E2:パス2の切断終了点
である。
Claims (5)
- 制御プログラム上の切断線を示すX、Y座標位置データに従い、1パス目に切断用トーチをX−Y平面上の母材の切断線に沿って移動させることにより、母材から少なくとも製品のコーナ部を挟む各辺を切断し、2パス目に切断用トーチをX−Y平面上の母材の切断線に沿って移動させることにより、母材からルートフェイスが設けられた開先を有する製品を切断する開先の切断装置において、
1パス目の切断終了後、2パス目の切断終了前に、スリット光が、製品のコーナ部を挟む各辺それぞれに少なくとも異なる2点で交差するように、スリット光を投光する投光手段と、
スリット光の像を含む画像を撮像する撮像手段と、
撮像画像中でスリット光の輝度が急変する点を捕らえることにより、スリット光が各辺に交差する光切断点のX、Y座標位置を検出する検出手段と、
検出された光切断点のX、Y座標位置に基づいて、1パス切断終了時点におけるコーナ部を挟む各辺を示す各直線を演算する直線演算手段と、
1パス切断終了時点における各辺を示す各直線同士が交差する点を、1パス切断終了時点におけるコーナ部のX、Y座標位置として演算して、1パス切断終了時点におけるコーナ部位置と既知の1パス切断前におけるコーナ部位置とのコーナ部位置ずれを演算するとともに、
1パス切断終了時点における辺を示す直線の傾きと、既知の1パス切断前における辺を示す直線の傾きとの差分を、X−Y座標軸の回転角として演算する位置ずれ・回転角演算手段と、
コーナ部位置ずれとX−Y座標軸の回転角とに基づいて、2パス目の制御プログラム上の切断線を示すX、Y座標位置データを補正する補正手段と
が具えられ、補正した制御プログラムにしたがい2パス目の切断を実施すること
を特徴とする開先の切断装置。 - 制御プログラム上のZ座標位置データに従い、切断用トーチの高さを制御する開先の切断装置であって、
1パス目の切断終了後、2パス目の切断終了前に、母材の高さを測定する高さ測定手段と、
高さ測定手段で測定された母材の高さに基づいて、2パス目の制御プログラム上のZ座標位置データを補正する補正手段と
が更に具えられたこと
を特徴とする請求項1記載の開先の切断装置。 - 1パス目にIカットによりルートフェイスを切り出し、2パス目にVカットにより開先面を切り出して、Y開先を有する製品を切断することを特徴とする請求項1記載の開先の切断装置。
- 投光手段は、十字状の光を照射位置を変えて少なくとも2回投光し、少なくとも2回の投光で、十字を構成するスリット光を、製品のコーナ部を挟む各辺それぞれの少なくとも異なる2点に交差させることを特徴とする請求項1記載の開先の切断装置。
- 制御プログラム上の切断線を示すX、Y座標位置データに従い、1パス目に切断用トーチをX−Y平面上の母材の切断線に沿って移動させることにより、母材から少なくとも製品のコーナ部を挟む各辺を切断し、2パス目に切断用トーチをX−Y平面上の母材の切断線に沿って移動させることにより、母材からルートフェイスが設けられた開先を有する製品を切断する開先の切断方法において、
1パス目の切断終了後、2パス目の切断終了前に、スリット光が、製品のコーナ部を挟む各辺それぞれに少なくとも異なる2点で交差するように、スリット光を投光するステップと、
スリット光の像を含む画像を撮像するステップと、
撮像画像中でスリット光の輝度が急変する点を捕らえることにより、スリット光が各辺に交差する光切断点のX、Y座標位置を検出するステップと、
検出された光切断点のX、Y座標位置に基づいて、1パス切断終了時点におけるコーナ部を挟む各辺を示す各直線を演算するステップと、
1パス切断終了時点における各辺を示す各直線同士が交差する点を、1パス切断終了時点におけるコーナ部のX、Y座標位置として演算して、1パス切断終了時点におけるコーナ部位置と既知の1パス切断前におけるコーナ部位置とのコーナ部位置ずれを演算するとともに、
1パス切断終了時点における辺を示す直線の傾きと、既知の1パス切断前における辺を示す直線の傾きとの差分を、X−Y座標軸の回転角として演算するステップと、
コーナ部位置ずれとX−Y座標軸の回転角とに基づいて、2パス目の制御プログラム上の切断線を示すX、Y座標位置データを補正するステップと、
補正した制御プログラムにしたがい2パス目の切断を実施するステップと
を含むことを特徴とする開先の切断方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2009/068773 WO2011052093A1 (ja) | 2009-11-02 | 2009-11-02 | 開先の切断装置および切断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2011052093A1 JPWO2011052093A1 (ja) | 2013-03-14 |
| JP5385401B2 true JP5385401B2 (ja) | 2014-01-08 |
Family
ID=43921535
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011538205A Active JP5385401B2 (ja) | 2009-11-02 | 2009-11-02 | 開先の切断装置および切断方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5385401B2 (ja) |
| KR (2) | KR20120100967A (ja) |
| CN (1) | CN102666000B (ja) |
| WO (1) | WO2011052093A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5923480B2 (ja) * | 2013-10-11 | 2016-05-24 | 日酸Tanaka株式会社 | 開先加工方法、開先加工用プログラム、制御システム及びプラズマ切断装置 |
| CN105499865A (zh) * | 2016-01-22 | 2016-04-20 | 广西大学 | 一种自动寻道的平面焊接机械手 |
| DE102018206729A1 (de) | 2018-05-02 | 2019-11-07 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Laserbearbeitungskopf und Laserbearbeitungsmaschine damit |
| CN115509235B (zh) * | 2022-10-18 | 2024-06-18 | 吴忠仪表有限责任公司 | 砂铸阀体合箱线扫描路径、切割路径的获取方法及装置 |
| KR20240156210A (ko) | 2023-04-21 | 2024-10-29 | 에이치디한국조선해양 주식회사 | 절단 장치 |
| CN116237653B (zh) * | 2023-05-08 | 2023-08-25 | 济南邦德激光股份有限公司 | 一种激光切割系统的选点加工方法及装置 |
| CN117655563B (zh) * | 2024-01-31 | 2024-05-28 | 成都沃特塞恩电子技术有限公司 | 激光切割路径规划方法、装置、电子设备及存储介质 |
| CN117739777B (zh) * | 2024-02-21 | 2024-06-18 | 成都航利航空科技有限责任公司 | 一种航空发动机蜂窝组合件快速测量装置及其测量方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04123870A (ja) * | 1990-09-13 | 1992-04-23 | Koike Sanso Kogyo Co Ltd | 開先切断方法 |
| JP2003136247A (ja) * | 2001-10-25 | 2003-05-14 | Kohtaki Seiki Kk | プラズマ自動切断機での型切断方法 |
| WO2007049751A1 (ja) * | 2005-10-27 | 2007-05-03 | Komatsu Industries Corporation | 自動切断装置及び開先加工品の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3051652B2 (ja) * | 1995-05-31 | 2000-06-12 | 株式会社日平トヤマ | 加工装置における加工ヘッドの高さ制御装置及び高さ制御方法 |
| JP3806342B2 (ja) * | 2001-11-26 | 2006-08-09 | 三菱重工業株式会社 | 3次元形状物溶接方法及びその装置 |
| JP2003251464A (ja) * | 2002-03-01 | 2003-09-09 | Koike Sanso Kogyo Co Ltd | 切断装置 |
| CN101541464A (zh) * | 2006-10-12 | 2009-09-23 | 小池酸素工业株式会社 | 等离子体切割方法及等离子体切割装置 |
| JP4899099B2 (ja) * | 2007-03-30 | 2012-03-21 | 株式会社小松製作所 | 作業ロボットの位置計測装置 |
-
2009
- 2009-11-02 JP JP2011538205A patent/JP5385401B2/ja active Active
- 2009-11-02 KR KR1020127011459A patent/KR20120100967A/ko active Search and Examination
- 2009-11-02 KR KR1020167015000A patent/KR101707801B1/ko active IP Right Grant
- 2009-11-02 WO PCT/JP2009/068773 patent/WO2011052093A1/ja active Application Filing
- 2009-11-02 CN CN200980162259.3A patent/CN102666000B/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04123870A (ja) * | 1990-09-13 | 1992-04-23 | Koike Sanso Kogyo Co Ltd | 開先切断方法 |
| JP2003136247A (ja) * | 2001-10-25 | 2003-05-14 | Kohtaki Seiki Kk | プラズマ自動切断機での型切断方法 |
| WO2007049751A1 (ja) * | 2005-10-27 | 2007-05-03 | Komatsu Industries Corporation | 自動切断装置及び開先加工品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011052093A1 (ja) | 2011-05-05 |
| KR101707801B1 (ko) | 2017-02-17 |
| CN102666000B (zh) | 2015-04-01 |
| KR20120100967A (ko) | 2012-09-12 |
| JPWO2011052093A1 (ja) | 2013-03-14 |
| KR20160082593A (ko) | 2016-07-08 |
| CN102666000A (zh) | 2012-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5385401B2 (ja) | 開先の切断装置および切断方法 | |
| KR101051863B1 (ko) | 용접용 로봇을 제어하기 위한 방법 및 장치 | |
| JP2011045898A (ja) | 溶接ロボット | |
| WO2020039948A1 (ja) | 溶接制御装置、表示制御装置、溶接システム、溶接制御方法及びプログラム | |
| JP2004017088A (ja) | 多層盛溶接方法及び多層盛自動溶接装置 | |
| JP4761689B2 (ja) | 多層盛溶接方法および多層盛自動溶接装置 | |
| JP2017020797A (ja) | 鋼板位置検出装置及び切断装置 | |
| JP4192573B2 (ja) | レーザ溶接方法及びその装置 | |
| JP3323028B2 (ja) | 自動溶接装置及び溶接方法 | |
| JP2008260043A (ja) | 溶接方法、および段差部の検出装置 | |
| JP7166489B1 (ja) | 付加製造システム、付加製造装置、情報処理装置および付加製造方法 | |
| JP3463142B2 (ja) | 溶接装置 | |
| JP2895289B2 (ja) | 溶接自動倣い装置 | |
| JP4341172B2 (ja) | 多層盛溶接におけるトーチ位置の制御方法 | |
| KR100671024B1 (ko) | 레이저 비전 센서를 이용한 용접 로봇의 스텝 용접 방법 및시스템 | |
| KR101122257B1 (ko) | 레이저 비전 시스템 캘리브레이션 장치 및 이를 이용한 레이저 비전 시스템 캘리브레이션 방법 | |
| JP4701655B2 (ja) | 溶接制御方法及び溶接装置 | |
| JP6278611B2 (ja) | 画像処理システム及びその方法 | |
| JP3051632B2 (ja) | 溶接部材開先倣い制御方法 | |
| JP2899642B2 (ja) | 加工位置検出装置および加工位置検出方法 | |
| JP3204587B2 (ja) | 位置検出装置 | |
| JPH04266480A (ja) | 溶接位置検出方法およびその装置 | |
| JP2022147920A (ja) | 自働アーク溶接装置 | |
| JP2025021024A (ja) | 教示プログラムの生成方法、および教示プログラムの生成装置 | |
| CN119426759A (zh) | 示教程序的生成方法及示教程序的生成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120830 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131003 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5385401 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |