JP5319901B2 - 耐熱性樹脂組成物 - Google Patents
耐熱性樹脂組成物 Download PDFInfo
- Publication number
- JP5319901B2 JP5319901B2 JP2007232655A JP2007232655A JP5319901B2 JP 5319901 B2 JP5319901 B2 JP 5319901B2 JP 2007232655 A JP2007232655 A JP 2007232655A JP 2007232655 A JP2007232655 A JP 2007232655A JP 5319901 B2 JP5319901 B2 JP 5319901B2
- Authority
- JP
- Japan
- Prior art keywords
- lactic acid
- resin
- fibrous filler
- resin composition
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Description
χc(A)={ΔHm(A)−ΔHc(A)}/ΔHm(A)≧0.90
本発明の樹脂組成物に用いられる乳酸系樹脂(A)は、構造単位がL−乳酸であるポリ(L−乳酸)、構造単位がD−乳酸であるポリ(D−乳酸)、構造単位がL−乳酸及びD−乳酸である、ポリ(DL−乳酸)やこれらの混合体である。ここで、D−乳酸の割合は0.1%以上、3.0%未満であることが好ましく、0.5%以上、2.0%未満であることが更に好ましい。D−乳酸の割合が0.1%を下回る場合には生産性が低下することがあり、3.0%以上の場合には射出成形体の耐熱性が得られにくく用途が制限されることがある。
χc(A)={ΔHm(A)−ΔHc(A)}/ΔHm(A)≧0.90
を満たす。上記関係式を満たせば十分な耐熱性を実現することができて、高い耐熱性が要求される製品に適用できる。
本発明の樹脂組成物に用いられる繊維状フィラー(B)は、熱可塑性樹脂で被覆されており、この熱可塑性樹脂の溶解度パラメータは乳酸系樹脂の溶解度パラメータとの差が1.0以上、2.8以下であり、1.3以上、2.2以下であることが更に好ましく、特に、1.5以上、2.0以下であることが好ましい。該熱可塑性樹脂と乳酸系樹脂の溶解度パラメータの差が1.0未満では、乳酸系樹脂との相溶性が高くなるため分散状態が細かくなり、十分な耐熱性を付与することができなくなり、一方、2.8を超える場合には、乳酸系樹脂との相溶性が著しく低下するため、混合時における完全な相分離、あるいは、界面での剥離等を生じて機械物性が低下する。
本発明の樹脂組成物の耐久性をさらに向上させるためにカルボジイミド化合物を配合することができる。本発明に好ましく用いられるカルボジイミド化合物としては、下記一般式に示す基本構造を有するものが挙げられる。
−(N=C=N−R−)n−
(上記式において、Rは有機系結合単位を示し、例えば、脂肪族、脂環族または芳香族であることができる。nは1以上の整数を示し、通常は1〜50の間で適宜決められる。nが2以上の場合には、2以上のRは同一でも異なっていてもよい。)
本発明においては、樹脂組成物の結晶化速度を向上させるために結晶化促進剤を配合することができる。本発明に用いられる結晶化促進剤としては、アジピン酸ジブチル、アジピン酸ジイソブチル、アジピン酸ジイソノニル、アジピン酸ジイソデシル、アジピン酸ジ(2−エチルヘキシル)、アジピン酸ジ(n−オクチル)、アジピン酸ジ(n−デシル)、アジピン酸ジブチルジグリコール、セバシン酸ジブチル、セバシン酸ジ(2−エチルヘキシル)、アゼライン酸ジ(n−ヘキシル)、アゼライン酸ジ(2−エチルヘキシル)、ドデカンジオン酸ジ(2−エチルヘキシル)、クエン酸アセチルトリブチルなどの脂肪酸エステル、フタル酸ジイソノニル、フタル酸ジイソデシル、フタル酸ジ(2−エチルヘキシル)などのフタル酸エステル、またはトリメリット酸トリ(2−エチルヘキシル)などのトリメリット酸エステル等の有機系結晶化促進剤、あるいは、タルク、カオリン、炭酸カルシウム、ベントナイト、マイカ、セリサイト、ガラスフレーク、黒鉛、水酸化マグネシウム、水酸化アルミニウム、三酸化アンチモン、硫酸バリウム、ホウ酸亜鉛、含水ホウ酸カルシウム、アルミナ、マグネシア、ウォラストナイト、ゾノトライト、セピオライト、ウィスカー、ガラス繊維、ガラスフレーク、金属粉末、ビーズ、シリカバルーン、シラスバルーン等の無機系結晶化促進剤が挙げられる。有機系結晶化促進剤と無機系結晶化促進剤は単独で用いても、あるいは、2種類以上を併用してもかまわない。
日本工業規格JIS K−7121に基づき、射出成形体から約10mgのサンプルを削り出し、パーキンエルマー社製の「DSC−7」を用い、10℃/分の速度にて30℃から200℃まで昇温測定を行った。得られたサーモグラムより乳酸系樹脂の結晶化熱量ΔHc(A)、乳酸系樹脂の結晶融解熱量ΔHm(A)を読み取った。得られた値より、相対結晶化度χc(A)を下記の式にて算出した。
χc(A)={ΔHm(A)−ΔHc(A)}/ΔHm(A)
日本工業規格JIS K−7191のA法に基づいて、長さ120mm×幅11mm×厚さ3mmの試験片を作成し、東洋精器(株)製の「S−3M」を用いて荷重たわみ温度の測定を行った。測定は、フラットワイズ方向、試験片に加える曲げ応力1.8MPaの条件で行った。荷重たわみ温度が90℃以上を合格とした。
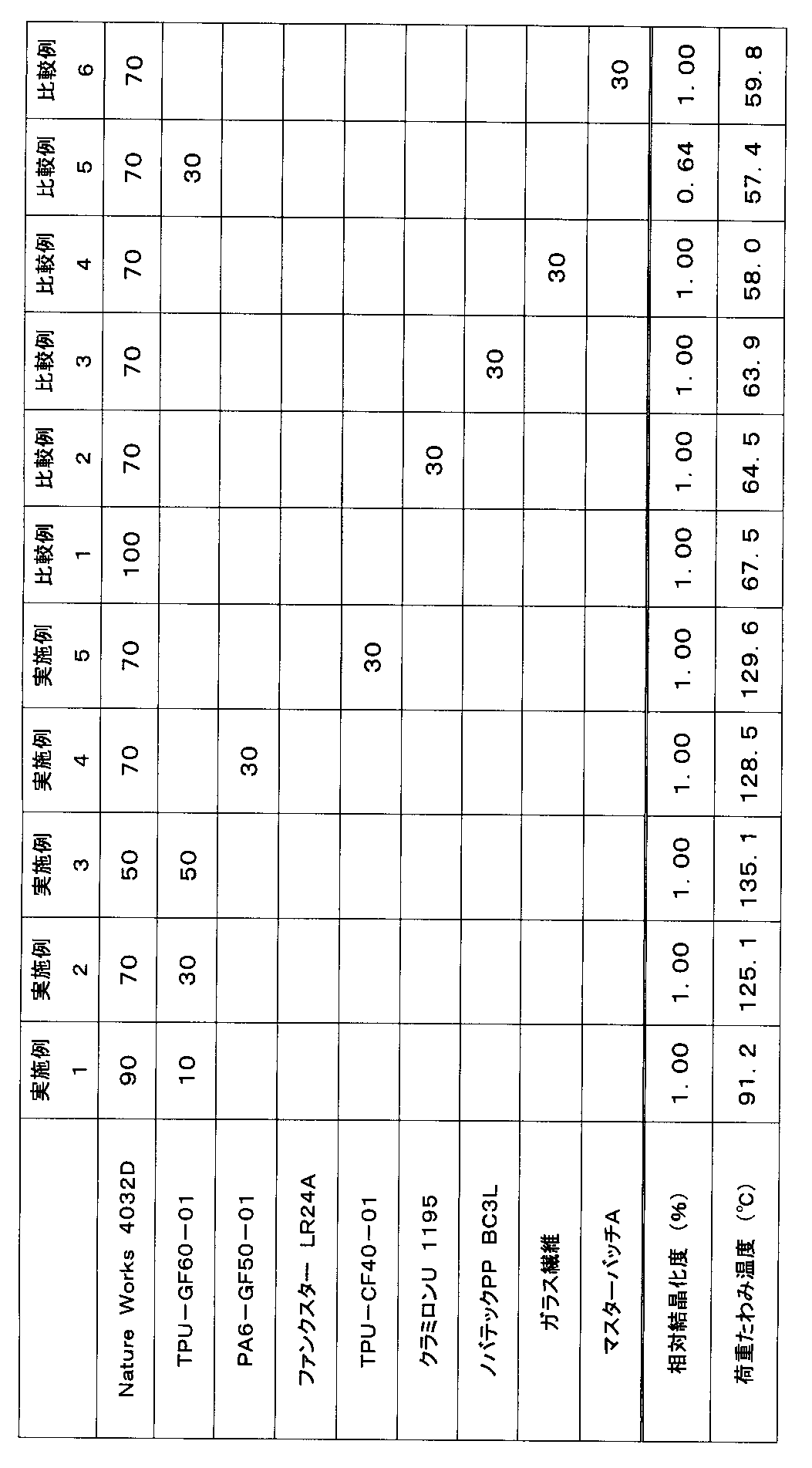
乳酸系樹脂(A)として、Nature Works社製のNature Works 4032D(D乳酸の割合:1.4%、重量平均分子量:20万)、乳酸系樹脂との溶解度パラメータの差が1.0以上、2.5以下である熱可塑性樹脂で被覆された繊維状フィラー(B)として、ダイセルポリマー(株)製の「TPU−GF60−01」(熱可塑性ポリウレタン、溶解度パラメータ:11.3、ガラス繊維含有率:60%、繊維長:13mm)を用いた。Nature Works 4032D、及び、TPU−GF60−01を、質量比で90:10の割合でドライブレンドした後、三菱重工(株)製の40mmφ小型同方向二軸押出機を用いて200℃でコンパウンドし、ペレット形状にした。得られたペレットを東芝機械(株)製の射出成形機 IS50E(スクリュー径25mm)を用い、荷重たわみ温度の測定用試験片として、長さ120mm×幅11mm×厚さ3mmの試験片を射出成形して得た。ただし、主な成形条件は以下の通りである。
1)温度条件:シリンダー温度(200℃) 金型温度(30℃)
2)射出条件:射出圧力(115MPa) 保持圧力(55MPa)
3)計量条件:スクリュー回転数(65rpm) 背圧(15MPa)
樹脂組成物の乳酸系樹脂(A)と繊維状フィラー(B)との配合割合を、Nature Works 4032D、及び、TPU−GF60−01を質量比で70:30となるようにドライブレンドした以外は実施例1と同様にして、射出成形し、結晶化処理を行って試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
樹脂組成物の乳酸系樹脂(A)と繊維状フィラー(B)との配合割合を、Nature Works 4032D、及び、TPU−GF60−01を質量比で50:50となるようにドライブレンドした以外は実施例1と同様にして、射出成形し、結晶化処理を行って試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
乳酸系樹脂との溶解度パラメータの差が1.0以上、2.8以下である熱可塑性樹脂で被覆された繊維状フィラー(B)として、ダイセルポリマー(株)製のPA6−GF50−01(ポリアミド6、溶解度パラメータ:12.7、ガラス繊維含有率50%、繊維長:13mm)を用い、Nature Works 4032D、及び、PA6−GF50−01を質量比が70:30の割合となるようにドライブレンドした以外は実施例1と同様にして、射出成形し、結晶化処理を行って試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
乳酸系樹脂との溶解度パラメータの差が1.0以上、2.8以下である熱可塑性樹脂で被覆された繊維状フィラー(B)として、ダイセルポリマー(株)製のTPU−CF40−01(熱可塑性ポリウレタン、溶解度パラメータ:11.3、カーボン繊維含有率:40%、繊維長:13mm)を用い、Nature Works 4032D、及び、TPU−CF40−01の質量比が70:30となるようにドライブレンドした以外は実施例1と同様にして、射出成形し、結晶化処置を行って試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
繊維状フィラーを配合せずに、乳酸系樹脂としてNature Works 4032Dを単独で用いた以外は実施例1と同様にして、射出成形し、結晶化処理を行って、試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
乳酸系樹脂との溶解度パラメータの差が1.0以上、2.8以下である熱可塑性樹脂で被覆された繊維状フィラー(B)のかわりに、クラレ(株)製のクラミロンU1195(熱可塑性ポリウレタン)を用い、Nature Works 4032D、及び、クラミロンU1195を質量比が70:30となるようにドライブレンドした以外は実施例1と同様にして、射出成形し、結晶化処理を行って試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
乳酸系樹脂との溶解度パラメータの差が1.0以上、2.8以下である熱可塑性樹脂で被覆された繊維状フィラー(B)のかわりに、日本ポリプロ(株)製のノバテックPP BC3L(ブロックポリプロピレン)を用い、Nature Works 4032D、及び、ノバテックPP BC3Lを質量比で70:30の割合となるようにドライブレンドした以外は実施例1と同様にして、射出成形し、結晶化処理を行って試験片を作製した。得られて試験片について実施例1と同様の評価を行った。その結果を表1に示す。
乳酸系樹脂との溶解度パラメータの差が1.0以上、2.8以下である熱可塑性樹脂で被覆された繊維状フィラー(B)のかわりに、日本板硝子(株)製のガラス繊維(平均長さ2mm)を用い、Nature Works 4032D、及び、ガラス繊維を質量比で70:30の割合となるようにドライブレンドした以外は実施例1と同様にして、射出成形し、結晶化処理を行って試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
乳酸系樹脂(A)と繊維状フィラー(B)との配合割合を、Nature Works 4032D、及び、TPU−GF60−01の質量比が70:30となるようにドライブレンドした以外は実施例1と同様にして、射出成形し、結晶化処理を行うことなく試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
三菱レイヨン(株)製のアクリペットMF(ポリメチルメタクリレート、溶解度パラメータ:9.1)、及び、日本板硝子(株)製のガラス繊維(平均長さ2mm)を質量比で60:40の割合となるようにドライブレンドした後、三菱重工(株)製の40mmφ小型同方向二軸押出機を用いて200℃でコンパウンドし、ペレット形状にした。次いで、得られたペレット(以下、マスターバッチAと言う)と、Nature Works 4032Dを質量比で70:30の割合となるようにドライブレンドした後、実施例1と同様の方法で射出成形し、試験片を作製した。得られた試験片について実施例1と同様の評価を行った。その結果を表1に示す。
三菱化学(株)製のノバペックス(ポリエチレンテレフタレート、溶解度パラメータ:10.7、IV:0.65)、及び、日本板硝子(株)製のガラス繊維(平均長さ2mm)を質量比で60:40の割合となるようにドライブレンドした後、三菱重工(株)製の40mmφ小型同方向二軸押出機を用いて260℃でコンパウンドし、ペレット形状にした。次いで、得られたペレット(以下、マスターバッチBと言う)と、Nature Works 4032Dを質量比で70:30の割合となるようにドライブレンドした後、実施例1と同様の方法で射出成形したが、試験片の表面部分で層剥離が生じて評価に耐えうる試験片を作製することができなかった。
Claims (4)
- 乳酸系樹脂(A)に、乳酸系樹脂との溶解度パラメータの差が1.0以上、2.8以下である熱可塑性樹脂で被覆された繊維状フィラー(B)を配合してなり、該乳酸系樹脂(A)及び該繊維状フィラー(B)の混合物中に占める該繊維状フィラー(B)の割合が、10質量%以上、60質量%以下であり、該繊維状フィラー(B)の繊維長が5mm以上、20mm以下であり、かつ、該乳酸系樹脂(A)の相対結晶化度χc(A)と、該乳酸系樹脂(A)の結晶化熱量ΔHc(A)と、該乳酸系樹脂(A)の結晶融解熱量ΔHm(A)が下記に示す関係を満たすことを特徴とする樹脂組成物。
χc(A)={ΔHm(A)−ΔHc(A)}/ΔHm(A)≧0.90
- 前記繊維状フィラー(B)が、ガラス繊維及び/又はカーボン繊維であることを特徴とする請求項1に記載の樹脂組成物。
- 前記熱可塑性樹脂が熱可塑性ポリウレタン、ポリアミド6、ポリエチレン、ポリブタジエン、アクリロニトリル・スチレン共重合体、および、ポリ塩化ビニリデンからなる群から選ばれる少なくとも1種であることを特徴とする請求項1または2に記載の樹脂組成物。
- 請求項1から3のいずれか1項に記載の樹脂組成物を用いてなることを特徴とするシート、フィルム、または、射出成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007232655A JP5319901B2 (ja) | 2007-09-07 | 2007-09-07 | 耐熱性樹脂組成物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007232655A JP5319901B2 (ja) | 2007-09-07 | 2007-09-07 | 耐熱性樹脂組成物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009062479A JP2009062479A (ja) | 2009-03-26 |
| JP5319901B2 true JP5319901B2 (ja) | 2013-10-16 |
Family
ID=40557358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007232655A Expired - Fee Related JP5319901B2 (ja) | 2007-09-07 | 2007-09-07 | 耐熱性樹脂組成物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5319901B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102113347A (zh) | 2009-07-29 | 2011-06-29 | 日本先锋公司 | 扬声器装置 |
| CN102172045A (zh) | 2009-12-25 | 2011-08-31 | 日本先锋公司 | 扬声器用振动体、扬声器装置 |
| CN111108143B (zh) * | 2017-09-21 | 2023-05-30 | 杜邦聚合物公司 | 阻燃聚酰胺组合物 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4581181B2 (ja) * | 2000-05-23 | 2010-11-17 | 東レ株式会社 | 炭素繊維強化樹脂複合体および成形品、ならびに炭素繊維の回収方法 |
| JP2005138458A (ja) * | 2003-11-07 | 2005-06-02 | Fuji Xerox Co Ltd | 部材、及びその製造方法 |
| JP4587677B2 (ja) * | 2004-02-03 | 2010-11-24 | オーウェンスコーニング製造株式会社 | 長繊維強化ポリ乳酸系樹脂組成物及びその製造方法 |
| JP2007070428A (ja) * | 2005-09-06 | 2007-03-22 | Fujitsu Ltd | 植物性樹脂含有組成物及び植物性樹脂含有成形体 |
| JP2007091790A (ja) * | 2005-09-27 | 2007-04-12 | Toyobo Co Ltd | 有機繊維強化ポリ乳酸樹脂組成物および成形品 |
| JP5277531B2 (ja) * | 2005-11-29 | 2013-08-28 | 東レ株式会社 | 樹脂組成物およびそれからなる成形品 |
-
2007
- 2007-09-07 JP JP2007232655A patent/JP5319901B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009062479A (ja) | 2009-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2823569A1 (en) | Poly (lactic-acid) resin compositions | |
| WO2009084391A1 (ja) | ポリプロピレン樹脂組成物、該樹脂組成物からなる成形体、及び該成形体の製造方法 | |
| US7682548B2 (en) | Injection molded article, production method thereof and pellets used for injection molded article | |
| WO2006033229A1 (ja) | 樹脂組成物およびその成形体 | |
| JP2007126589A (ja) | 射出成形体 | |
| JP5339670B2 (ja) | 樹脂組成物および射出成形体 | |
| JP4320219B2 (ja) | 繊維強化成形体 | |
| JP2006291214A (ja) | 射出成形体とその製造方法、並びに、射出成形体に用いられるペレット | |
| JP2006206913A (ja) | 射出成形体とその製造方法、並びに、射出成形体に用いられるペレット | |
| JP5319901B2 (ja) | 耐熱性樹脂組成物 | |
| JP4384949B2 (ja) | 射出成形体 | |
| JP2005298617A (ja) | 射出成形体 | |
| JP2007182501A (ja) | 射出成形体 | |
| JP2008088226A (ja) | 難燃性樹脂組成物および射出成形体 | |
| JP2005139441A (ja) | 射出成形体 | |
| JP4576166B2 (ja) | 射出成形体 | |
| JP2007107012A (ja) | 射出成形体とその製造方法、並びに、射出成形体に用いられるペレット | |
| JP2006232929A (ja) | 延伸フィルム | |
| JP2005126498A (ja) | 樹脂組成物及びこの樹脂組成物を用いて形成された成形体 | |
| JP4841869B2 (ja) | 樹脂組成物及び成形体 | |
| JP2009293034A (ja) | 射出成形体 | |
| JP4647895B2 (ja) | 射出成形体の結晶化促進方法 | |
| JP2010202889A (ja) | 射出成形体 | |
| JP2004269606A (ja) | 乳酸系樹脂組成物 | |
| JP2008038094A (ja) | 射出成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100604 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130712 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |