JP5286597B2 - ワークの機械加工方法 - Google Patents
ワークの機械加工方法 Download PDFInfo
- Publication number
- JP5286597B2 JP5286597B2 JP2009144308A JP2009144308A JP5286597B2 JP 5286597 B2 JP5286597 B2 JP 5286597B2 JP 2009144308 A JP2009144308 A JP 2009144308A JP 2009144308 A JP2009144308 A JP 2009144308A JP 5286597 B2 JP5286597 B2 JP 5286597B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- tool
- cutting tool
- axis
- machining method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Milling Processes (AREA)
Description
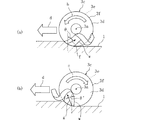
1a ワーク軸線
3a 工具軸線
3c 刃具
7 振れ止め機構(所定の加工点)
a ワークの回転方向
b,c 刃具の回転方向
d 刃具の移動方向(往方向)
e 刃具の移動方向(復方向)
f,g 切り屑の排出方向
w 切り屑
Claims (4)
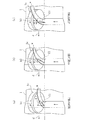
- ワーク軸線回りに回転するワークに工具軸線回りに回転する刃具を押し付けるとともに、該刃具を、前記ワーク軸線と平行に、又は前記工具軸線と直角方向に移動させることにより前記ワークを機械加工するワークの機械加工方法であって、
前記刃具の移動方向に応じて刃具の回転方向及び回転速度の少なくも一方を変化させることにより切り屑の排出方向を制御する
ことを特徴とするワークの機械加工方法。 - 請求項1に記載のワークの機械加工方法において、
前記刃具は、平面視又は正面視で、前記工具軸線とワーク軸線とが直角をなすように配置されており、前記刃具を往方向に移動させる場合の前記刃具の回転方向と、前記刃具を復方向に移動させる場合の前記刃具の回転方向とを逆方向とする
ことを特徴とするワークの機械加工方法。 - 請求項1に記載のワークの機械加工方法において、
前記刃具を同一方向に移動させつつ、所定の加工点の前記移動方向前側,後側で前記刃具の回転方向を逆転させる
ことを特徴とするワークの機械加工方法。 - 請求項3に記載のワークの機械加工方法において、
前記刃具を前記加工点に近づく方向に移動させる場合の前記刃具の回転方向を移動方向と同じ方向とし、前記刃具の前記加工点から離れる方向に移動させる場合の前記刃具の回転方向を移動方向と逆方向とする
ことを特徴とするワークの機械加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009144308A JP5286597B2 (ja) | 2009-06-17 | 2009-06-17 | ワークの機械加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009144308A JP5286597B2 (ja) | 2009-06-17 | 2009-06-17 | ワークの機械加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011000662A JP2011000662A (ja) | 2011-01-06 |
| JP5286597B2 true JP5286597B2 (ja) | 2013-09-11 |
Family
ID=43559067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009144308A Expired - Fee Related JP5286597B2 (ja) | 2009-06-17 | 2009-06-17 | ワークの機械加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5286597B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ2013282A3 (cs) * | 2013-04-13 | 2014-11-26 | Západočeská Univerzita V Plzni | Způsob tepelného zpracování polotovarů z TRIP oceli |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10225814A (ja) * | 1992-06-17 | 1998-08-25 | Makino Milling Mach Co Ltd | 切削加工方法 |
| JP3368849B2 (ja) * | 1998-11-10 | 2003-01-20 | 日本軽金属株式会社 | 試験片の加工装置および方法 |
| JP2003266228A (ja) * | 2002-03-11 | 2003-09-24 | Japan Aircraft Mfg Co Ltd | 切削加工法 |
| JP2006068831A (ja) * | 2004-08-31 | 2006-03-16 | Kumamoto Univ | 切削加工方法および切削加工工具 |
-
2009
- 2009-06-17 JP JP2009144308A patent/JP5286597B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011000662A (ja) | 2011-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6059947B2 (ja) | 複合加工機及び加工方法 | |
| WO2008013313A1 (fr) | Tour automatique ayant une pluralité de porte-outil | |
| JP2010260171A (ja) | 歯切りされた被加工歯車の歯縁を機械加工する方法及び装置 | |
| JP6427897B2 (ja) | 歯車加工装置 | |
| JP2010253591A (ja) | 複合加工機及び複合加工ライン | |
| KR101207727B1 (ko) | 공작 기계 | |
| KR20070020282A (ko) | 작업편의 회전 대칭 표면을 기계 가공하기 위한 방법 및장치 | |
| JP3216820U (ja) | 5軸制御工作機械 | |
| JP6025220B2 (ja) | 工作機械 | |
| JP6565399B2 (ja) | 歯車加工装置 | |
| JP5286597B2 (ja) | ワークの機械加工方法 | |
| JP5246435B2 (ja) | 溝加工方法及びその装置 | |
| JP6823900B2 (ja) | 5軸制御工作機械 | |
| JP7195305B2 (ja) | 工作機械 | |
| JPWO2023149134A5 (ja) | ||
| JP2016078188A (ja) | 歯車加工装置 | |
| JP5409162B2 (ja) | ワーリング加工機能付複合加工機 | |
| JP5611691B2 (ja) | 工作機械およびワーク加工方法 | |
| JP3168882U (ja) | スピニング加工用工具 | |
| JP2016159372A (ja) | 球面切削加工方法 | |
| JP2017080867A (ja) | 研削装置 | |
| JP4393477B2 (ja) | 両面加工旋盤 | |
| JP4621569B2 (ja) | 旋盤における主軸交叉内周の加工方法 | |
| JP6565380B2 (ja) | 切削装置、切削方法及び環状工具 | |
| JP5914215B2 (ja) | 工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120124 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130425 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130515 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5286597 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |