JP5225710B2 - レーザーダイシングシートおよびチップ体の製造方法 - Google Patents
レーザーダイシングシートおよびチップ体の製造方法 Download PDFInfo
- Publication number
- JP5225710B2 JP5225710B2 JP2008047364A JP2008047364A JP5225710B2 JP 5225710 B2 JP5225710 B2 JP 5225710B2 JP 2008047364 A JP2008047364 A JP 2008047364A JP 2008047364 A JP2008047364 A JP 2008047364A JP 5225710 B2 JP5225710 B2 JP 5225710B2
- Authority
- JP
- Japan
- Prior art keywords
- meth
- dicing sheet
- laser
- laser dicing
- acrylate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 42
- 239000004721 Polyphenylene oxide Substances 0.000 claims description 27
- 229920000570 polyether Polymers 0.000 claims description 27
- 239000004593 Epoxy Substances 0.000 claims description 24
- -1 ethylene, propylene, butylene Chemical group 0.000 claims description 24
- 239000000758 substrate Substances 0.000 claims description 21
- 239000000463 material Substances 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 14
- 150000001875 compounds Chemical class 0.000 claims description 11
- 239000000178 monomer Substances 0.000 claims description 11
- 239000012790 adhesive layer Substances 0.000 claims description 10
- 125000002947 alkylene group Chemical group 0.000 claims description 9
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 claims description 7
- 125000004432 carbon atom Chemical group C* 0.000 claims description 5
- 125000005529 alkyleneoxy group Chemical group 0.000 claims description 4
- 230000001678 irradiating effect Effects 0.000 claims description 4
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 claims description 3
- 239000010408 film Substances 0.000 description 39
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 24
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 20
- 239000010410 layer Substances 0.000 description 18
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 12
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 12
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 10
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 10
- 239000000853 adhesive Substances 0.000 description 9
- 230000001070 adhesive effect Effects 0.000 description 9
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 8
- 230000004927 fusion Effects 0.000 description 8
- 239000000203 mixture Substances 0.000 description 7
- 229920005989 resin Polymers 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 6
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 6
- 230000001133 acceleration Effects 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 239000002253 acid Substances 0.000 description 5
- 239000001361 adipic acid Substances 0.000 description 5
- 235000011037 adipic acid Nutrition 0.000 description 5
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 5
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 5
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 4
- SYNAGTWRPJHOQO-UHFFFAOYSA-N OCCOCCOCCOCCOCCOCCOCCOCCOCCOCC(CC1OC1)(CC1OC1)O Chemical compound OCCOCCOCCOCCOCCOCCOCCOCCOCCOCC(CC1OC1)(CC1OC1)O SYNAGTWRPJHOQO-UHFFFAOYSA-N 0.000 description 4
- 239000002202 Polyethylene glycol Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical compound OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 description 4
- 229920001223 polyethylene glycol Polymers 0.000 description 4
- 229920001451 polypropylene glycol Polymers 0.000 description 4
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 4
- 229920002799 BoPET Polymers 0.000 description 3
- ISLZNQITPMIQQO-UHFFFAOYSA-N C(C1CO1)C(C(COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)CO)O)CC1CO1 Chemical compound C(C1CO1)C(C(COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)CO)O)CC1CO1 ISLZNQITPMIQQO-UHFFFAOYSA-N 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 3
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical class C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 239000011342 resin composition Substances 0.000 description 3
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- ORILYTVJVMAKLC-UHFFFAOYSA-N adamantane Chemical compound C1C(C2)CC3CC1CC2C3 ORILYTVJVMAKLC-UHFFFAOYSA-N 0.000 description 2
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 2
- QMKYBPDZANOJGF-UHFFFAOYSA-N benzene-1,3,5-tricarboxylic acid Chemical compound OC(=O)C1=CC(C(O)=O)=CC(C(O)=O)=C1 QMKYBPDZANOJGF-UHFFFAOYSA-N 0.000 description 2
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000007865 diluting Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000001530 fumaric acid Substances 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 235000006408 oxalic acid Nutrition 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920001748 polybutylene Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 1
- PHONXVMOPDJLEY-UHFFFAOYSA-N (3-hydroxy-3-phenylpropyl) prop-2-enoate Chemical compound C=CC(=O)OCCC(O)C1=CC=CC=C1 PHONXVMOPDJLEY-UHFFFAOYSA-N 0.000 description 1
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 1
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- 125000004814 1,1-dimethylethylene group Chemical group [H]C([H])([H])C([*:1])(C([H])([H])[H])C([H])([H])[*:2] 0.000 description 1
- QWUWMCYKGHVNAV-UHFFFAOYSA-N 1,2-dihydrostilbene Chemical group C=1C=CC=CC=1CCC1=CC=CC=C1 QWUWMCYKGHVNAV-UHFFFAOYSA-N 0.000 description 1
- MSAHTMIQULFMRG-UHFFFAOYSA-N 1,2-diphenyl-2-propan-2-yloxyethanone Chemical compound C=1C=CC=CC=1C(OC(C)C)C(=O)C1=CC=CC=C1 MSAHTMIQULFMRG-UHFFFAOYSA-N 0.000 description 1
- JWYVGKFDLWWQJX-UHFFFAOYSA-N 1-ethenylazepan-2-one Chemical compound C=CN1CCCCCC1=O JWYVGKFDLWWQJX-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- ZZEANNAZZVVPKU-UHFFFAOYSA-N 2-[2-[2-[2-[2-[2-[2-(2-hydroxypropoxy)propoxy]propoxy]propoxy]propoxy]propoxy]propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)CO ZZEANNAZZVVPKU-UHFFFAOYSA-N 0.000 description 1
- MCVKSYYBBHNAFN-UHFFFAOYSA-N 2-[2-[2-[2-[2-[2-[2-[2-[2-(2-hydroxypropoxy)propoxy]propoxy]propoxy]propoxy]propoxy]propoxy]propoxy]propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)COC(C)CO MCVKSYYBBHNAFN-UHFFFAOYSA-N 0.000 description 1
- KMNCBSZOIQAUFX-UHFFFAOYSA-N 2-ethoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCC)C(=O)C1=CC=CC=C1 KMNCBSZOIQAUFX-UHFFFAOYSA-N 0.000 description 1
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- BQZJOQXSCSZQPS-UHFFFAOYSA-N 2-methoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OC)C(=O)C1=CC=CC=C1 BQZJOQXSCSZQPS-UHFFFAOYSA-N 0.000 description 1
- RIWRBSMFKVOJMN-UHFFFAOYSA-N 2-methyl-1-phenylpropan-2-ol Chemical compound CC(C)(O)CC1=CC=CC=C1 RIWRBSMFKVOJMN-UHFFFAOYSA-N 0.000 description 1
- 241000251468 Actinopterygii Species 0.000 description 1
- ORKJWMDGPUZOBT-UHFFFAOYSA-N C(C1CO1)C(COCCOCCOCCOCCOCCOCCOCCO)(CC1CO1)O Chemical compound C(C1CO1)C(COCCOCCOCCOCCOCCOCCOCCO)(CC1CO1)O ORKJWMDGPUZOBT-UHFFFAOYSA-N 0.000 description 1
- MUHSSYKYVHIDIO-UHFFFAOYSA-N CC(CO)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C(CC1CO1)CC2CO2)O Chemical compound CC(CO)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C)OCC(C(CC1CO1)CC2CO2)O MUHSSYKYVHIDIO-UHFFFAOYSA-N 0.000 description 1
- KXDHJXZQYSOELW-UHFFFAOYSA-M Carbamate Chemical compound NC([O-])=O KXDHJXZQYSOELW-UHFFFAOYSA-M 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 1
- QSJXEFYPDANLFS-UHFFFAOYSA-N Diacetyl Chemical group CC(=O)C(C)=O QSJXEFYPDANLFS-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- QPCDCPDFJACHGM-UHFFFAOYSA-N N,N-bis{2-[bis(carboxymethyl)amino]ethyl}glycine Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(=O)O)CCN(CC(O)=O)CC(O)=O QPCDCPDFJACHGM-UHFFFAOYSA-N 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- 244000028419 Styrax benzoin Species 0.000 description 1
- 235000000126 Styrax benzoin Nutrition 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 235000008411 Sumatra benzointree Nutrition 0.000 description 1
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 1
- 150000008062 acetophenones Chemical class 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 150000001334 alicyclic compounds Chemical class 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- XKRFYHLGVUSROY-UHFFFAOYSA-N argon Substances [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 150000001491 aromatic compounds Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 229960002130 benzoin Drugs 0.000 description 1
- GCTPMLUUWLLESL-UHFFFAOYSA-N benzyl prop-2-enoate Chemical compound C=CC(=O)OCC1=CC=CC=C1 GCTPMLUUWLLESL-UHFFFAOYSA-N 0.000 description 1
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 150000004292 cyclic ethers Chemical class 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- PESYEWKSBIWTAK-UHFFFAOYSA-N cyclopenta-1,3-diene;titanium(2+) Chemical class [Ti+2].C=1C=C[CH-]C=1.C=1C=C[CH-]C=1 PESYEWKSBIWTAK-UHFFFAOYSA-N 0.000 description 1
- DTPCFIHYWYONMD-UHFFFAOYSA-N decaethylene glycol Chemical compound OCCOCCOCCOCCOCCOCCOCCOCCOCCOCCO DTPCFIHYWYONMD-UHFFFAOYSA-N 0.000 description 1
- ZFTFAPZRGNKQPU-UHFFFAOYSA-N dicarbonic acid Chemical class OC(=O)OC(O)=O ZFTFAPZRGNKQPU-UHFFFAOYSA-N 0.000 description 1
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000011086 glassine Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- 235000019382 gum benzoic Nutrition 0.000 description 1
- 150000002391 heterocyclic compounds Chemical class 0.000 description 1
- 150000002430 hydrocarbons Chemical group 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N iso-butene Natural products CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 239000011133 lead Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 125000005395 methacrylic acid group Chemical group 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- QKQSRIKBWKJGHW-UHFFFAOYSA-N morpholine;prop-2-enoic acid Chemical compound OC(=O)C=C.C1COCCN1 QKQSRIKBWKJGHW-UHFFFAOYSA-N 0.000 description 1
- GLZWNFNQMJAZGY-UHFFFAOYSA-N octaethylene glycol Chemical compound OCCOCCOCCOCCOCCOCCOCCOCCO GLZWNFNQMJAZGY-UHFFFAOYSA-N 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 229960003330 pentetic acid Drugs 0.000 description 1
- 239000003504 photosensitizing agent Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 229920001289 polyvinyl ether Polymers 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 150000004053 quinones Chemical class 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 239000010979 ruby Substances 0.000 description 1
- 229910001750 ruby Inorganic materials 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 239000011975 tartaric acid Substances 0.000 description 1
- 235000002906 tartaric acid Nutrition 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 125000003698 tetramethyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical class C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 1
- KUAZQDVKQLNFPE-UHFFFAOYSA-N thiram Chemical compound CN(C)C(=S)SSC(=S)N(C)C KUAZQDVKQLNFPE-UHFFFAOYSA-N 0.000 description 1
- 229960002447 thiram Drugs 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Landscapes
- Adhesive Tapes (AREA)
- Dicing (AREA)
Description
(2)エネルギー線硬化性エポキシ(メタ)アクリレート系オリゴマーが、ポリエーテル型エポキシ(メタ)アクリレート系オリゴマーである(1)に記載のレーザーダイシングシート。
(3)ポリエーテル型エポキシ(メタ)アクリレート系オリゴマーのエーテル結合部が、アルキレンオキシ基(-(-R-O-)n-:ただしRは炭素数1〜6のアルキレン基であり、nは2〜200の整数)である(2)に記載のレーザーダイシングシート。
(4)アルキレンオキシ基(-(-R-O-)n-)のアルキレン基Rが、エチレン、プロピレン、ブチレンまたはテトラメチレンである(3)に記載のレーザーダイシングシート。
(5)上記(1)〜(4)のいずれかに記載のレーザーダイシングシートの粘着剤層にワークを貼付し、
レーザー光によりワークを個片化してチップを作製する、チップ体の製造方法。
本発明のレーザーダイシングシートの基材を構成するポリエポキシ(メタ)アクリレートフィルムは、エネルギー線硬化性エポキシ(メタ)アクリレート系オリゴマーとエネルギー線硬化性モノマーとを含有する配合物を製膜後、これにエネルギー線を照射して得られる硬化物が好ましい。
以下、本発明を実施例により説明するが、本発明はこれら実施例に限定されるものではない。
ブチルアクリレート84重量部、メチルメタクリレート10重量部、アクリル酸1重量部、2-ヒドロキシエチルアクリレート5重量部からなる共重合体(重量平均分子量700,000)のトルエン30重量%溶液に対し、多価イソシアナート化合物(コロネートL(日本ポリウレタン社製))5.5重量部を混合し粘着剤組成物を得た。
・ 装置 :Nd−YAGレーザー
・ チャックテーブル材質:石英
・ 波長 :355nm(第3高調波)
・ 出力 :5.5W
・ 繰り返し周波数 :10kHz
・ パルス幅 :35nsec
・ 照射回数 :2回/1ライン
・ カット速度 :200mm/sec
・ デフォーカス量 :テープ表面上から+50μm(ウエハの表面上に焦点)
・ ウエハ材質 :シリコン
・ ウエハ厚 :50μm
・ ウエハサイズ :6インチ
・ カットチップサイズ :5mm□
・ ウエハの外にレーザーが走査する距離:5mm
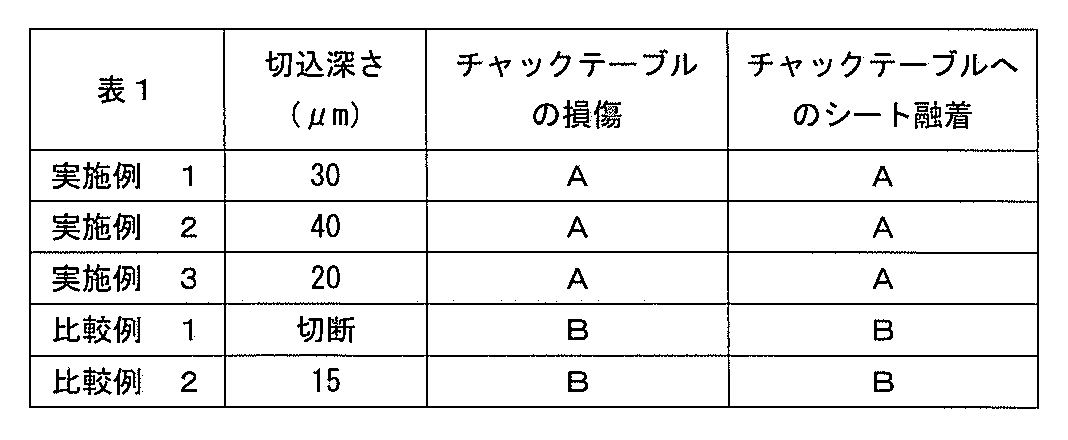
[切込深さ評価]
レーザーダイシングが終了した後にカットラインを断面観察し、粘着剤層を含むシート表面からの切込深さを計測した(観察部位はウエハが貼られていない、レーザーが直射される部分)。切断されてしまったものは「切断」と表記した。
レーザーダイシングが終了した後にテーブル表面を目視で観察し、損傷がないか確認した。テーブルに損傷がなかったものを「A」とし、損傷があったものを「B」とした。
レーザーダイシング後にレーザーダイシング装置内臓の搬送機構でダイシングテーブルからレーザーダイシングシート付きのウエハを取り出す際、搬送に問題がなかったものを「A」とし、レーザーダイシングシートがテーブルに熱融着してスムーズな搬送が困難だったものを「B」とした。
ジグリシジルドデカエチレングリコール(DGDEG: 分子量554)とアクリル酸(AAc)とをDGDEG:AAc=1:2のモル比で用意した。これらを反応させてポリエーテル型エポキシアクリレート系オリゴマーを得た。
実施例1のポリエーテル型エポキシアクリレート系オリゴマーに代えて、ジグリシジルオクタプロピレングリコール(DGOPG: 分子量578)とアクリル酸(AAc)とをDGOPG:AAc=1:2(モル比)で反応させて得たポリエーテル型エポキシアクリレート系オリゴマーを用いた以外は、実施例1と同様の操作を行った。結果を表1に示す。
実施例1のポリエーテル型エステルアクリレート系オリゴマーに代えて、ジグリシジルドデカエチレングリコール(DGDEG: 分子量554)とアジピン酸(Adp-Ac)をDGDEG:Adp-Ac=3:4(モル比)であらかじめ反応させたプレポリマー(Prep)に対し、アクリル酸(AAc)をPrep:AAc=2:1(モル比)で反応させて得たポリエーテル型エポキシアクリレート系オリゴマーを用いた以外は、実施例1と同様の操作を行った。結果を表1に示す。
基材フィルムとして、厚さ100μmのポリ塩化ビニルフィルム(可塑剤としてジオクチルフタレートを25重量%含有)を用いた以外は、実施例1と同様の操作を行った。結果を表1に示す。
基材フィルムとして、厚さ100μmのエチレン-メタクリル酸共重合体フィルム(メタクリル酸共重合比率9重量%)を用いた以外は、実施例1と同様の操作を行った。結果を表1に示す。
Claims (5)
- エネルギー線硬化性エポキシ(メタ)アクリレート系オリゴマーとエネルギー線硬化性モノマーとを含有する配合物にエネルギー線を照射して得られる硬化物であるポリエポキシ(メタ)アクリレートからなる基材と、その片面に形成された粘着剤層とからなるレーザーダイシングシート。
- エネルギー線硬化性エポキシ(メタ)アクリレート系オリゴマーが、ポリエーテル型エポキシ(メタ)アクリレート系オリゴマーである請求項1に記載のレーザーダイシングシート。
- ポリエーテル型エポキシ(メタ)アクリレート系オリゴマーのエーテル結合部が、アルキレンオキシ基(-(-R-O-)n-:ただしRは炭素数1〜6のアルキレン基であり、nは2〜200の整数)である請求項2に記載のレーザーダイシングシート。
- アルキレンオキシ基(-(-R-O-)n-)のアルキレン基Rが、エチレン、プロピレン、ブチレンまたはテトラメチレンである請求項3に記載のレーザーダイシングシート。
- 請求項1〜4のいずれかに記載のレーザーダイシングシートの粘着剤層にワークを貼付し、
レーザー光によりワークを個片化してチップを作製する、チップ体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008047364A JP5225710B2 (ja) | 2008-02-28 | 2008-02-28 | レーザーダイシングシートおよびチップ体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008047364A JP5225710B2 (ja) | 2008-02-28 | 2008-02-28 | レーザーダイシングシートおよびチップ体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009206310A JP2009206310A (ja) | 2009-09-10 |
| JP5225710B2 true JP5225710B2 (ja) | 2013-07-03 |
Family
ID=41148283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008047364A Active JP5225710B2 (ja) | 2008-02-28 | 2008-02-28 | レーザーダイシングシートおよびチップ体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5225710B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101494244B1 (ko) * | 2010-03-31 | 2015-02-17 | 린텍 가부시키가이샤 | 다이싱 시트용 기재 필름 및 다이싱 시트 |
| US8557683B2 (en) * | 2011-06-15 | 2013-10-15 | Applied Materials, Inc. | Multi-step and asymmetrically shaped laser beam scribing |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3644761B2 (ja) * | 1996-06-21 | 2005-05-11 | 旭電化工業株式会社 | 脂肪族ポリグリシジルエーテルの製造方法 |
| JP4476848B2 (ja) * | 2005-03-07 | 2010-06-09 | リンテック株式会社 | レーザーダイシングシートおよびレーザーダイシング方法 |
| JP2006321947A (ja) * | 2005-05-20 | 2006-11-30 | Japan U-Pica Co Ltd | エポキシ(メタ)アクリレート化合物及び該化合物を含有する光硬化性及び/又は熱硬化性樹脂組成物並びにその硬化物 |
| JP2007127823A (ja) * | 2005-11-04 | 2007-05-24 | Nippon Kayaku Co Ltd | 光学フィルム及びその製造法 |
| JP4851246B2 (ja) * | 2006-06-12 | 2012-01-11 | 古河電気工業株式会社 | ポリプロピレンに水素添加したスチレン・ブタジエン共重合体を加えた相分離構造を有する組成物を基材とするレーザーダイシング用ダイシングテープ。 |
-
2008
- 2008-02-28 JP JP2008047364A patent/JP5225710B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009206310A (ja) | 2009-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI680879B (zh) | 遮罩一體型表面保護帶及使用其之半導體晶片的製造方法 | |
| JP5128575B2 (ja) | ステルスダイシング用粘着シート及び半導体装置の製造方法 | |
| JP6018730B2 (ja) | ダイシングシートおよび半導体チップの製造方法 | |
| CN100571961C (zh) | 激光加工品的制造方法以及用于该方法的激光加工用粘合片 | |
| JP5059559B2 (ja) | レーザーダイシングシートおよびチップ体の製造方法 | |
| JP5367990B2 (ja) | レーザーダイシングシートおよびチップ体の製造方法 | |
| TWI689000B (zh) | 電漿切割用遮罩材、遮罩一體型表面保護帶及半導體晶片之製造方法 | |
| WO2014069638A1 (ja) | 粘着シート | |
| EP2091073B1 (en) | Laser dicing using an adhesive sheet | |
| JP5059558B2 (ja) | レーザーダイシングシートおよびチップ体の製造方法 | |
| JP5314308B2 (ja) | レーザーダイシング・ダイボンド兼用シートおよびチップ複合体の製造方法 | |
| JP6334223B2 (ja) | 粘着シート | |
| JP2011181899A (ja) | ダイシングシート | |
| JP5149888B2 (ja) | ステルスダイシング用粘着シート及び半導体装置の製造方法 | |
| JP5225710B2 (ja) | レーザーダイシングシートおよびチップ体の製造方法 | |
| US8114520B2 (en) | Laser dicing sheet and process for producing chip body | |
| KR20170128210A (ko) | 반도체 웨이퍼 가공용 점착 테이프 | |
| JP5009659B2 (ja) | ダイシングシートおよびチップ体の製造方法 | |
| JP5225711B2 (ja) | レーザーダイシングシートおよびチップ体の製造方法 | |
| KR101883648B1 (ko) | 필름 및 점착 시트 | |
| JP5314307B2 (ja) | レーザーダイシング・ダイボンド兼用シートおよびチップ複合体の製造方法 | |
| JPWO2019203021A1 (ja) | ワーク加工用シート | |
| TWI605502B (zh) | Semiconductor wafer surface protection adhesive tape and semiconductor wafer processing method | |
| JP5945439B2 (ja) | ダイシングシート | |
| TW202600760A (zh) | 耐熱性之水溶性膜、半導體加工用帶及半導體晶片之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100830 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120703 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5225710 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |