JP5196397B2 - 静圧気体軸受スピンドル - Google Patents
静圧気体軸受スピンドル Download PDFInfo
- Publication number
- JP5196397B2 JP5196397B2 JP2007289361A JP2007289361A JP5196397B2 JP 5196397 B2 JP5196397 B2 JP 5196397B2 JP 2007289361 A JP2007289361 A JP 2007289361A JP 2007289361 A JP2007289361 A JP 2007289361A JP 5196397 B2 JP5196397 B2 JP 5196397B2
- Authority
- JP
- Japan
- Prior art keywords
- hole
- vent
- gas bearing
- static pressure
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C32/00—Bearings not otherwise provided for
- F16C32/06—Bearings not otherwise provided for with moving member supported by a fluid cushion formed, at least to a large extent, otherwise than by movement of the shaft, e.g. hydrostatic air-cushion bearings
- F16C32/0681—Construction or mounting aspects of hydrostatic bearings, for exclusively rotary movement, related to the direction of load
- F16C32/0696—Construction or mounting aspects of hydrostatic bearings, for exclusively rotary movement, related to the direction of load for both radial and axial load
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C32/00—Bearings not otherwise provided for
- F16C32/06—Bearings not otherwise provided for with moving member supported by a fluid cushion formed, at least to a large extent, otherwise than by movement of the shaft, e.g. hydrostatic air-cushion bearings
- F16C32/0603—Bearings not otherwise provided for with moving member supported by a fluid cushion formed, at least to a large extent, otherwise than by movement of the shaft, e.g. hydrostatic air-cushion bearings supported by a gas cushion, e.g. an air cushion
- F16C32/0614—Bearings not otherwise provided for with moving member supported by a fluid cushion formed, at least to a large extent, otherwise than by movement of the shaft, e.g. hydrostatic air-cushion bearings supported by a gas cushion, e.g. an air cushion the gas being supplied under pressure, e.g. aerostatic bearings
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sealing Of Bearings (AREA)
- Jigs For Machine Tools (AREA)
- Turning (AREA)
- Sealing Using Fluids, Sealing Without Contact, And Removal Of Oil (AREA)
- Magnetic Bearings And Hydrostatic Bearings (AREA)
Description
また、液体を一時的に溜める液溜め部をさらに備えてもよい。
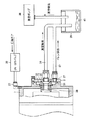
図1は、本発明の実施の形態1の静圧気体軸受スピンドルの構成を示す断面模式図である。図2は、図1に示す領域II付近を拡大して示す断面図である。図1に示すように、静圧気体軸受スピンドルは、回転軸1とハウジング2とを備える。回転軸1は、静圧気体軸受スピンドルの回転部に含まれる。ハウジング2の内部には、中空円筒形状の軸受スリーブ3が設置されている。ハウジング2は、軸受スリーブ3の外周側面を取り囲んで設けられている。軸受スリーブ3は、たとえば焼嵌めによって、ハウジング2へ固定することができる。
図3は、実施の形態2の静圧気体軸受スピンドルの構成を示す部分断面模式図である。図4は、図3に示す領域IV付近を拡大して示す断面図である。実施の形態2の静圧気体軸受スピンドルでは、アダプタ11の構成が図3および図4に示すような構成となっている点で、実施の形態1とは異なっている。
図5は、実施の形態3の静圧気体軸受スピンドルの構成を示す部分断面模式図である。実施の形態3の静圧気体軸受スピンドルでは、貫通孔28の構成が図5に示すような構成となっている点で、実施の形態1とは異なっている。
図6は、実施の形態4の静圧気体軸受スピンドルの構成を示す部分断面模式図である。実施の形態4の静圧気体軸受スピンドルでは、貫通孔28の構成が図6に示すような構成となっている点で、実施の形態1とは異なっている。
これまでの実施の形態では、通気口とシール隙間とが連通する通路に設けられた液流抑制部について説明したが、以下では、ハウジングの外部における配管の構成例について説明する。図7は、実施の形態5の配管の構成を示す模式図である。図7では、圧縮エアを供給することにより真空を発生させる、エジェクタ方式の真空発生機34を使用した、配管の構成例を示す。
図8は、実施の形態6の配管の構成を示す模式図である。実施の形態6では、図7に示す真空発生機34が真空ポンプ38に置き換えられている点で、実施の形態5と異なっている。この場合、図7の切替バルブ33に替えて、ON―OFFバルブ39が用いられる。ただし、図8に示す系統において、真空ポンプ38ではなくエジェクタ式の真空発生機34を使用してもよい。
図9は、実施の形態7の配管の構成を示す模式図である。実施の形態7では、貫通孔28の内部に付着している加工液を加圧気体により清掃することができる機能を有している点で、実施の形態6と異なっている。
図10は、実施の形態8の配管の構成を示す模式図である。実施の形態8では、貫通孔28の内部および配管36の内部に付着している加工液を加圧気体により清掃することができる機能を有している点で、実施の形態7と異なっている。
Claims (9)
- 貫通孔の形成された回転部と、
静圧気体軸受を介して前記回転部を回転可能に支持する固定部と、
前記貫通孔の内部を減圧して、前記貫通孔の一方の端部が開口する前記回転部の表面に対象物を吸着固定する、吸着機構とを備え、
前記固定部の外壁には、前記貫通孔の前記内部の圧力を変化させるための気体が流通する、通気口が形成されており、
前記回転部と前記固定部との間には、前記通気口と前記静圧気体軸受とを隔てるシール隙間が形成されており、
前記通気口と前記シール隙間とが連通する通路に設けられており、前記貫通孔の前記内部を通気口側へ流れる液体の前記シール隙間への浸入を抑制する、液流抑制部をさらに備え、
前記回転部は、前記貫通孔が前記通気口側へ開口する他方の端部において前記貫通孔の径が拡大されている、拡径端部を含み、
前記液流抑制部は、前記拡径端部を含む、静圧気体軸受スピンドル。 - 貫通孔の形成された回転部と、
静圧気体軸受を介して前記回転部を回転可能に支持する固定部と、
前記貫通孔の内部を減圧して、前記貫通孔の一方の端部が開口する前記回転部の表面に対象物を吸着固定する、吸着機構とを備え、
前記固定部の外壁には、前記貫通孔の前記内部の圧力を変化させるための気体が流通する、通気口が形成されており、
前記回転部と前記固定部との間には、前記通気口と前記静圧気体軸受とを隔てるシール隙間が形成されており、
前記通気口と前記シール隙間とが連通する通路に設けられており、前記貫通孔の前記内部を通気口側へ流れる液体の前記シール隙間への浸入を抑制する、液流抑制部をさらに備え、
前記液流抑制部は、前記回転部の径が拡大されている鍔部を含む、静圧気体軸受スピンドル。 - 前記シール隙間に加圧気体を供給する加圧気体供給機構をさらに備え、
前記加圧気体の少なくとも一部は前記シール隙間から前記通気口へ向かう方向へ流れる、請求項1または請求項2に記載の静圧気体軸受スピンドル。 - 前記加圧気体供給機構は、前記加圧気体の流量を調整する弁を含む、請求項3に記載の静圧気体軸受スピンドル。
- 前記回転部は、前記貫通孔の径が前記通気口へ向かって縮小している縮径部を含む、請求項1から請求項4のいずれかに記載の静圧気体軸受スピンドル。
- 前記液体を一時的に溜める液溜め部をさらに備える、請求項1から請求項5のいずれかに記載の静圧気体軸受スピンドル。
- 前記液溜め部を構成する壁面の少なくとも一部は、透明な材質により形成されている、請求項6に記載の静圧気体軸受スピンドル。
- 前記液溜め部を構成する壁面の少なくとも一部は、着脱可能に形成されている、請求項6または請求項7に記載の静圧気体軸受スピンドル。
- 前記液溜め部から前記液体を排出するための配管をさらに備える、請求項6から請求項8のいずれかに記載の静圧気体軸受スピンドル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007289361A JP5196397B2 (ja) | 2007-11-07 | 2007-11-07 | 静圧気体軸受スピンドル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007289361A JP5196397B2 (ja) | 2007-11-07 | 2007-11-07 | 静圧気体軸受スピンドル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009113156A JP2009113156A (ja) | 2009-05-28 |
| JP5196397B2 true JP5196397B2 (ja) | 2013-05-15 |
Family
ID=40780866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007289361A Active JP5196397B2 (ja) | 2007-11-07 | 2007-11-07 | 静圧気体軸受スピンドル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5196397B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014042945A (ja) * | 2012-08-24 | 2014-03-13 | Toshiba Mach Co Ltd | ワーク保持装置および加工機械 |
| JP2014046431A (ja) * | 2012-09-03 | 2014-03-17 | Toshiba Mach Co Ltd | ワーク保持装置および加工機械 |
| JP5684346B2 (ja) | 2013-08-26 | 2015-03-11 | ファナック株式会社 | 回転軸を有する放電加工機 |
| CN108895086B (zh) * | 2018-09-20 | 2019-10-01 | 燕山大学 | 一种带有金属橡胶环的空气静压轴承 |
| JP6802238B2 (ja) | 2018-10-25 | 2020-12-16 | ファナック株式会社 | 主軸装置 |
| CN110193641B (zh) * | 2019-04-12 | 2024-06-14 | 南京宁庆数控机床制造有限公司 | 电解加工机床的床身 |
| CN117267260A (zh) * | 2023-09-28 | 2023-12-22 | 珠海格力电器股份有限公司 | 气浮轴承、压缩机、制冷设备及控制方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112004000627T5 (de) * | 2003-10-29 | 2006-03-02 | Komatsu Ltd. | Kontaktlose Öldichtungsvorrichtung für eine Drehwelle |
| JP2006336826A (ja) * | 2005-06-06 | 2006-12-14 | Ntn Corp | 静圧気体軸受スピンドル |
| JP4657029B2 (ja) * | 2005-06-30 | 2011-03-23 | Ntn株式会社 | 静圧気体軸受スピンドル |
-
2007
- 2007-11-07 JP JP2007289361A patent/JP5196397B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009113156A (ja) | 2009-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5196397B2 (ja) | 静圧気体軸受スピンドル | |
| CN108010867B (zh) | 清洗装置 | |
| JPS62193704A (ja) | 超精密旋盤 | |
| US10788076B2 (en) | Rotation mechanism, machine tool, and semiconductor manufacturing device | |
| JP2008126376A (ja) | 工作機械用集塵装置 | |
| JP2005059151A (ja) | 切削装置 | |
| JP2014042945A (ja) | ワーク保持装置および加工機械 | |
| JP2019000921A (ja) | 加工装置及び歯科用補綴物の加工装置 | |
| JP2006336826A (ja) | 静圧気体軸受スピンドル | |
| JP2006167821A (ja) | 装着物の取り付け方法及びスピンドル装置 | |
| JP2014046431A (ja) | ワーク保持装置および加工機械 | |
| JP5796645B2 (ja) | 回転機構、工作機械及び半導体製造装置 | |
| JP2004190739A (ja) | 非接触軸受スピンドル装置の給気構造 | |
| JP2020168699A (ja) | 主軸装置及び工作機械 | |
| JP6787972B2 (ja) | 主軸装置 | |
| JP2009085337A (ja) | 回転軸のシール装置 | |
| JP7265396B2 (ja) | 工作用の回転機器 | |
| EP4327978A2 (en) | Dental drilling device having passive air curtain spindle | |
| JP4657029B2 (ja) | 静圧気体軸受スピンドル | |
| JP5402002B2 (ja) | 回転軸のシール装置およびシール方法 | |
| JP2011117546A (ja) | 軸受潤滑装置 | |
| JP3276901B2 (ja) | 動圧スピンドル装置 | |
| JP7430851B1 (ja) | 工作機械の主軸潤滑装置、工作機械、および、工作機械の使用方法 | |
| JP4913577B2 (ja) | エア搬送式オイル潤滑装置 | |
| JP4760201B2 (ja) | 遠心分離機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130129 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5196397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |