JP5178140B2 - 外装容器に用いられる内装袋とその製造方法及びそれを用いた外装容器 - Google Patents
外装容器に用いられる内装袋とその製造方法及びそれを用いた外装容器 Download PDFInfo
- Publication number
- JP5178140B2 JP5178140B2 JP2007274522A JP2007274522A JP5178140B2 JP 5178140 B2 JP5178140 B2 JP 5178140B2 JP 2007274522 A JP2007274522 A JP 2007274522A JP 2007274522 A JP2007274522 A JP 2007274522A JP 5178140 B2 JP5178140 B2 JP 5178140B2
- Authority
- JP
- Japan
- Prior art keywords
- bag
- film
- sheet
- container
- interior bag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Description
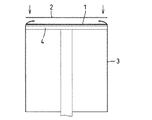
この発明の第1実施形態の内装袋は、筒状胴部に底板を接続した形状のものであり、この内装袋を形成する方法を、図1乃至図2に基づいて説明すれば、材料として第1底板1と第2底板2の2枚の底板と、本体となる筒状胴部3を用意する。
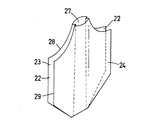
図5は、第2実施形態として外装容器がコンテナ容器である場合のガゼット状の内装袋を製造する工程を示すものであり、まずインフレーション成形により筒状フィルム又はシートに形成されPE等の溶着性材料からなるフィルム又はシートを、ピンチローラー等で内側面同士を重ね合わせて平坦にしてブロッキング状態により2層構造の一枚のシート状とした合成樹脂製フィルム又はシート21を用意する(図5(A))。
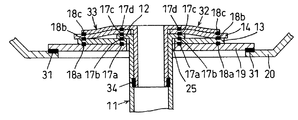
次に、第2実施形態の内装袋20に、図13で示す補強部材32を用いた図14と図15に示す排出口の構造を説明すれば、補強部材32は例えばHDPE等の硬質材料からなり、排出口11の筒体内部に収まる程度の外径の本体筒体部分を有し、一方端部には鍔部33が設けられている。
下記の実施例1〜10および比較例1〜4において、インフレーション成形に使用した樹脂は以下のとおりである。
mLLDPE一A2: 上記mLLDPE−A 100重量部に対し、ブロッキング防止剤であるシリカ(富士リシリア化学株式会社製「サイリシア350」を1重量部を配合。配合の方法は、mLLDPE−Aとシリカをヘンシェルミキサーにてブレンドした後、φ40mm単軸押出機(シリンダーおよびダイ温度は200℃に設定)にて溶融混練し、ペレット化した。
mLLDPE−B:日本ポリエチレン株式会社製「ハーモレックスNF444A」、MFR=2.0g/l0min、密度=0.912g/cm3
mLLDPE−B2:上記mLLDPE−B 100重量部に対し、ブロッキング防止剤であるシリカ(富士リシリア化学株式会社製「サイリシア350」を1重量部を配合。配合方法はmLLDPE−A2と同じ。
HDPE:日本ポリエチレン株式会社製高密度ポリエチレン「ノバテックHD HY443」、MFR=1.1g/10min、密度0.956g/cm3である。
EVA:日本ポリエチレン株式会社製エチレン酢酸ビニル共重合体「ノバテックEVA LV430」、MFR=1.0g/10min。
LDPE−2:日本ポリエチレン株式会社製低密度ポリエチレン「ノバテックLD LF441B」、MFR=2.0g/10min、密度=0.924g/cm3 100重量部に対し、ブロッキング防止剤であるシリカ(富士リシリア化学株式会社製「サイリシア350」を1重量部を配合。配合方法はmLLDPE−A2と同じ。
PP:日本ポリプロ株式会社製ポリプロピレン「ノバテックPP EG7F」、MFR=1.3g/10min(ただし、230℃)、密度=0.900g/cm3
内層、外層ともにφ50mm単軸押出機、ダイ径φ75mmおよびリップギャップ2.5mmの二種二層円筒状ダイを用い、押出機設定温度=180℃、アダプター設定温度=190℃、ダイ設定温度=190℃、押山樹脂量=30kg/h(内層と外層を合せて)、内層と外層の層比=1/1、フィルム厚み60μm(ブロッキング状態後で120μm)およびフィルム巾400mmにて空冷インフレーション成形を行った。ダイ上面から第一ピンチロールまでの高さは5.0mであり、第一ピンチロールのエアシリンダー圧は5.5kgf/cm2であった。
内層、中間層、外層ともにφ40mm単軸押出機、ダイ径φ100mmおよびリップギャップ2.5mmの三種三層円筒状ダイを用い、押出機設定温度=180℃、アダプター設定温度=190℃、ダイ設定温度=190℃、押出樹脂量=20kg/h(内層と中間層と外層を合せて)、内層/中間層/外層=1/2/1、フィルム厚み60μm(ブロッキング後で120μm)およびフィルム巾400mmにて空冷インフレーション成形を行った。ダイ上面から第一ピンチロールまでの高さは6.0mであり、第一ピンチロールのエアシリンダー圧は5.0kgf/cm2であった。
評価方法は以下のとおりである。
インフレーション成形フィルムの内層同士のブロッキング力を計測するために、フィルムの長手方向(MD)に巾2cmの短冊状にカットし、長さ5cm分のブロッキング状態部(面積で10cm2)のせん断剥離強度を引張試験機で測定した。試験は、温度23℃、湿度は50%の恒温室にて実施した。引張試験の速度は300mm/minであり、剥離するまでの最大強度を「剥離強度」とした。
ブロッキングした状態のままで、フィルムを二枚重ねて周囲(四方)をインパルスシーラーを用いて400mm角のパウチ状の内装袋を製袋加工した。その内装袋の状態を観察し、袋のしわ発生状況およびヒートシール部のしわ発生状況を目視で確認した。
ブロッキングした状態のままで、試験温度23℃、湿度50%の恒温室にて測定を行った。株式会社東洋精機製作所製「フィルムインパクトテスター」を用い、打ち抜き先端に「1/2inch半球状」ヘッドを用いた。試験N数を12回とし、最大値と最小値を除いた10点の算術平均によりフィルムインパクトを求めた。
テスター産業株式会社製ゲルボフレックステスト装置を用い、23℃にて繰返し回数3000回後のピンホールを計測した。測定にはブロッキングした状態のフィルムを供し、巾20cm×長さ30cmの大きさとした。フィルムの長手方向(MD)と巾方向(TD)に対して各3回の測定を行い、計6回の測定の平均値を求めた。

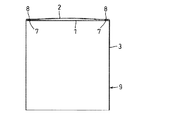
2 第2底板
3 筒状胴部
4 鏝台
5 非溶着フィルム又はシート
6 鏝
7 第1溶着部
8 第2溶着部
9 内装袋
10 収納物
11 排出口
12 鍔部
13 保持体
14 保持体
15 溶着線
16 溶着線
17a、17b、17c 溶着部
18a、18b 溶着部
19 底部フィルム又はシート部材
20 内装袋
21 合成樹脂製フィルム又はシート
22 合成樹脂製フィルム又はシート
23 非溶着性材料
24 合成樹脂製フィルム又はシート
25 孔
26 溶着線
27 充填口
28 溶着部
29 溶着部
30 ノズル部材
31 溶着部
32 補強部材
33 鍔部
34 溶着部
Claims (7)
- コンテナやドラム缶等の外装容器に用いられる内容物収容用の内装袋において、ブロッキング状態にある2枚以上のフィルム又はシートを用いて製袋され、筒状胴部の一方開口が底板により封鎖されて袋状となっており、底板は二枚で、両底板間に筒状胴部の端部を挟み込んだ状態で溶着され、両底板の間に空気が封入されていることを特徴とする外装容器に用いられる内装袋。
- コンテナやドラム缶等の外装容器に用いられる内容物収容用の内装袋において、ブロッキング状態にある2枚以上のフィルム又はシートを用いて製袋され、下部に排出口を有し、排出口は一方端に鍔部を有する短筒状で、鍔部は中央に孔が空いた2つの合成樹脂製の保持部材で挟まれ、内装袋本体に設けた孔から排出口を突出させた状態で、鍔部の円周形状に沿って連続して形成された溶着部と両保持部材の外周に沿って連続して形成された溶着部により内装袋本体と排出口を両保持部材と共に接合されていることを特徴とする外装容器に用いられる内装袋。
- 上記排出口に、一方端に鍔部を有する短筒状の補強部材を排出筒内に内装袋本体内側から差し込んだ状態で溶着固定してあることを特徴とする請求項2に記載の外装容器に用いられる内装袋。
- インフレーション成形により成形された筒状フィルム又はシートの内側面同士を重ね合わせてブロッキング状態にあるフィルム又はシートを用いて製袋したことを特徴とする請求項1乃至3のいずれか1項に記載の外装容器に用いられる内装袋。
- 製袋に用いるフィルム又はシートが、多層インフレーション成形により得られる多層筒状フィルム又はシートをその内層同士を重ねてブロッキング状態にしたフィルム又はシートであることを特徴とする請求項4に記載の外装容器に用いられる内装袋。
- 請求項1,2,3,4又は5の何れか1項に記載の内装袋を収容したコンテナやドラム缶等の外装容器。
- 上記請求項1に記載の外装容器に用いられる内装袋を製造する方法であって、鏝台の上に載置された第1底板の上に筒状胴部の端部を重ね、更にその上に第2底板を重ねてから、両底板の周囲に沿って鏝で加熱圧着することにより、第1底板、筒状胴部、及び第2底板を同時に溶着することを特徴とする外装容器に用いられる内装袋の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007274522A JP5178140B2 (ja) | 2006-10-20 | 2007-10-22 | 外装容器に用いられる内装袋とその製造方法及びそれを用いた外装容器 |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006286536 | 2006-10-20 | ||
| JP2006286536 | 2006-10-20 | ||
| JP2007103174 | 2007-04-10 | ||
| JP2007103174 | 2007-04-10 | ||
| JP2007207927 | 2007-08-09 | ||
| JP2007207927 | 2007-08-09 | ||
| JP2007274522A JP5178140B2 (ja) | 2006-10-20 | 2007-10-22 | 外装容器に用いられる内装袋とその製造方法及びそれを用いた外装容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009062090A JP2009062090A (ja) | 2009-03-26 |
| JP5178140B2 true JP5178140B2 (ja) | 2013-04-10 |
Family
ID=40557063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007274522A Expired - Fee Related JP5178140B2 (ja) | 2006-10-20 | 2007-10-22 | 外装容器に用いられる内装袋とその製造方法及びそれを用いた外装容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5178140B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014054760A1 (ja) | 2012-10-03 | 2014-04-10 | 日本山村硝子株式会社 | パウチ容器 |
| KR102476399B1 (ko) * | 2021-11-12 | 2022-12-09 | 김영학 | 포장지의 제조장치 및 방법, 이를 이용하여 제조된 파렛트 적재물 포장용 포장지 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101636056B1 (ko) * | 2015-09-18 | 2016-07-04 | 영 학 김 | 파레트 적재물 포장용 포장지 제조방법 |
| JP6697375B2 (ja) * | 2015-12-29 | 2020-05-20 | 株式会社ナショナルマリンプラスチック | 収容器 |
| JP2018047919A (ja) * | 2016-09-20 | 2018-03-29 | サッポロビール株式会社 | 軟包装容器 |
| KR102107637B1 (ko) * | 2018-12-11 | 2020-05-07 | 최용덕 | 컨테이너용 이너백장치 |
| JP7381318B2 (ja) | 2019-12-09 | 2023-11-15 | 藤森工業株式会社 | コンテナ用袋体及びコンテナ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52138277A (en) * | 1976-05-14 | 1977-11-18 | Kohkoku Chem Ind | Water pressure resisting* gas sealing joint mounting section and method of manufacturing the same |
| JPH07104573B2 (ja) * | 1988-12-29 | 1995-11-13 | 富士写真フイルム株式会社 | 包装材料 |
| JP3515194B2 (ja) * | 1994-11-11 | 2004-04-05 | 旭化成パックス株式会社 | バッグインボックス用包装材料 |
| JP2647357B2 (ja) * | 1995-02-10 | 1997-08-27 | ダイカン株式会社 | 紙製円筒容器における円筒体と円板材の接合方法 |
| JP2003335366A (ja) * | 2002-05-17 | 2003-11-25 | Nisshin Sansho Kk | 内装容器 |
-
2007
- 2007-10-22 JP JP2007274522A patent/JP5178140B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014054760A1 (ja) | 2012-10-03 | 2014-04-10 | 日本山村硝子株式会社 | パウチ容器 |
| KR102476399B1 (ko) * | 2021-11-12 | 2022-12-09 | 김영학 | 포장지의 제조장치 및 방법, 이를 이용하여 제조된 파렛트 적재물 포장용 포장지 |
| KR20230069790A (ko) * | 2021-11-12 | 2023-05-19 | 영 학 김 | 포장지의 제조장치 및 방법, 이를 이용하여 제조된 파렛트 적재물 포장용 포장지 |
| KR102548176B1 (ko) * | 2021-11-12 | 2023-06-27 | 김영학 | 포장지의 제조장치 및 방법, 이를 이용하여 제조된 파렛트 적재물 포장용 포장지 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009062090A (ja) | 2009-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5178140B2 (ja) | 外装容器に用いられる内装袋とその製造方法及びそれを用いた外装容器 | |
| US6630237B2 (en) | Peelably sealed packaging | |
| FI94401C (fi) | Kestomuovinen kuljetuspussi, kylmävedetty polyeteenikalvo ja kestomuovinen laminaatti | |
| US9908668B2 (en) | Flexible container | |
| KR102256851B1 (ko) | 잉크 마모에 대한 내성을 나타내는 블렌드 및 필름 | |
| JP5641596B2 (ja) | ラミネートチューブ | |
| JP4490045B2 (ja) | 多重袋 | |
| WO2021049385A1 (ja) | シート材容器 | |
| US20200406592A1 (en) | Polyethylene recyclable film with high strength and/or barrier | |
| JP2010137886A (ja) | ラミネートチューブ | |
| JP6536878B2 (ja) | 多重袋 | |
| JP3224213B2 (ja) | 食品包装袋 | |
| TWI451970B (zh) | 多層片材、容器及包裝體 | |
| WO2018159509A1 (ja) | 多重袋 | |
| JP5591640B2 (ja) | 液体用コンテナとその組み立て方法 | |
| JP4839688B2 (ja) | 包装容器用積層フイルムの製造方法 | |
| JP7326750B2 (ja) | 包装体 | |
| JP4723872B2 (ja) | 可撓性包袋容器及びこれからなる包装体 | |
| EP1666363A1 (en) | Sealing tape in paper container, and longitudinal sealing tape in paper container and paper container with longitudinal sealing tape | |
| JP6971443B2 (ja) | 袋 | |
| WO2023132361A1 (ja) | 包装袋用積層体、包装袋、スパウト付き包装袋及び内容物入りスパウト付き包装袋 | |
| WO2023132365A1 (ja) | 包装袋用積層体、包装袋、スパウト付き包装袋及び内容物入りスパウト付き包装袋 | |
| JP6981508B2 (ja) | 透明多層フィルム及び包装体 | |
| JP2005206241A (ja) | 流体充填用袋 | |
| US20230173797A1 (en) | Multilayer blocked film composite |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20100630 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100630 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120703 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120903 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5178140 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |