JP5171030B2 - 加熱回転体、その加熱回転体の製造方法、及びその加熱回転体を有する像加熱装置 - Google Patents
加熱回転体、その加熱回転体の製造方法、及びその加熱回転体を有する像加熱装置 Download PDFInfo
- Publication number
- JP5171030B2 JP5171030B2 JP2006355648A JP2006355648A JP5171030B2 JP 5171030 B2 JP5171030 B2 JP 5171030B2 JP 2006355648 A JP2006355648 A JP 2006355648A JP 2006355648 A JP2006355648 A JP 2006355648A JP 5171030 B2 JP5171030 B2 JP 5171030B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- heating
- filler
- area
- high thermal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Fixing For Electrophotography (AREA)
Description
A2/A1≧0.6×B2/B1
の関係となることを特徴とする。
A2/A1≧0.6×B2/B1
の関係となる加熱回転体の製造方法であって、
前記フィラーが混入された液状フッ素樹脂塗料を中空円筒状金型の内面に塗布、乾燥、焼成して前記離型性層を形成する工程と、前記離型性層の内面に前記弾性層を形成する工程と、前記弾性層の内面に前記断熱層を形成する工程と、を有し、前記離型性層を形成する工程において前記液状フッ素樹脂塗料の乾燥は少なくとも前記中空円筒状金型を回転数180rpm以下の回転状態で行うことを特徴とする。
る。
前記加熱回転体は、断熱層と、前記断熱層の外側に設けられた弾性層であって、フィラーが混入されて前記断熱層よりも高熱伝導率である前記弾性層と、前記弾性層の外側に設けられた厚さが30μm以下の離型性層であって、フッ素樹脂に該フッ素樹脂よりも高熱伝導率の材料より成るアスペクト比が3以上のフィラーが混入された前記離型性層と、を有し、前記離型性層を前記離型性層の厚み方向に切断したときの面積をA1、前記面積A1に含まれる前記フィラーの占める面積をA2、前記離型性層を前記離型性層の表面と平行な方向に切断したときの面積をB1、前記面積B1に含まれる前記フィラーの占める面積をB2としたとき、前記面積A2/A1と前記面積B2/B1の関係が、
A2/A1≧0.6×B2/B1
の関係となることを特徴とする。
図9は本発明に係る像加熱装置を加熱定着装置として搭載できる画像形成装置の一例の構成模型図である。この画像形成装置は電子写真プロセスを用いたレーザープリンタであり、ホストコンピュータ等の不図示の外部機器より入力する画像情報に応じた画像を記録材上に形成して出力する。
図1は定着装置の一例の横断側面模型図である。図2は図1の定着装置の縦断側面模型図である。図3は図1の定着装置を記録材の導入側から見た正面図である。
本実施例では、加熱回転体として定着ローラ30を例に説明するが、加熱回転体が可撓性を有するベルト状に構成されていても構わない。本実施例の以下の説明において、ベルト特有の場合には一部追記する。
比重は、上記試験片を、電子比重計(型番SD−200L、アルファーミラージュ株式会社製)にて測定して求める。
芯金31は、アルミや鉄、SUM材等より形成される。その形態は中実であっても、中空の筒状であっても良く、その形態は問わない。
芯金31の外周には、以下の方法により形成された断熱弾性層32が形成されている。加熱回転体が定着ベルトの場合には、ポリイミド等の耐熱性樹脂やSUS・Ni等の金属を基層として以下の断熱弾性層32を形成する。
定着ローラ30の高熱伝導フッ素樹脂層34の内側には少なくとも1層の高熱伝導弾性層33が形成されており、該高熱伝導弾性層33の熱伝導率は0.35W/m・K以上、好ましくは0.38W/m・K以上で、厚みは20〜200μmで形成されていることが望ましい。なお、複数層によって高熱伝導弾性層33を形成する場合には、それぞれの層の厚みおよび熱伝導率から複数層全体の熱伝導率として0.35W/m・K以上、好ましくは0.38W/m・K以上の層とすることができる。この場合にも複数層の熱拡散率、比熱、比重を上記各測定装置で測定して所望の熱伝導率を得るように形成することが望ましい。
定着ローラ30の最外層にはトナー離型性の良好なフッ素樹脂より形成される高熱伝導フッ素樹脂層34を被覆する。但し、該フッ素樹脂層は離型性と同時に少なくとも0.30W/m・K以上、好ましくは0.35W/m・K以上高熱伝導を達成する必要がある。よって双方を兼ね備えた高熱伝導フッ素樹脂層34として定着ローラ30表面に形成される。この高熱伝導フッ素樹脂層34は、加熱ニップ部Nhにおいて加熱ユニット20より加熱され、上記の高熱伝導弾性層33へ熱の流れを良好とし、その結果上記高熱伝導弾性層33に容易に蓄熱されやすくする。また定着ニップ部Ntにおいて、記録材P上の未定着トナー画像Tと接触し、上記高熱伝導弾性層33に蓄熱された熱を高熱伝導フッ素樹脂層34を介して記録材P上の未定着トナー画像Tに伝える。
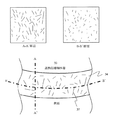
ここで、A1は高熱伝導フッ素樹脂層34を該高熱伝導フッ素樹脂層34の厚み方向(A−A’)に切断して観察した断面の観察領域の面積である。B1は高熱伝導フッ素樹脂層34を該高熱伝導フッ素樹脂層34の表面と平行(B−B’)な方向に切断して観察した断面の観察領域の面積である。A2は面積A1において、走査型電子顕微鏡に併設の微小領域EDX分析にて混入された高熱伝導フィラー37と同定した部分をマッピングした面積である。B2は面積B1において、走査型電子顕微鏡に併設の微小領域EDX分析にて混入された高熱伝導フィラー37と同定した部分をマッピングした面積である。切断面はサンプルを液体窒素で冷却後にダイアモンドカッターにて切断した面であり、それぞれの方向に対して無作為に5個の断面を観察し、それぞれのフィラー含有面積を平均した値を用いている。
定着ローラ30の製造方法を図6A及び図6Bを用いて説明する。以下に説明する製造方法は定着ローラ30に限られるものではなく、可撓性を有する定着ベルトの製造方法としてもよい。この場合には、下記の芯金31に置き換わってポリイミド等の耐熱性樹脂ベルトの内部に金属製の芯型を挿入してあたかも下記製造方法の芯金31と同様の扱いにして製造しても良い。
先ず、図6A(a)に示すようにステンレス、SUM材、アルミ材より形成される中空筒状金型61の両端部に、中央部に開口部を有する円筒状端部キャップ64を嵌める。中空筒状金型61の内面は、完成後の定着ローラ30の表面性を左右する重要な面であり、最終的にフッ素樹脂との離型が必要な為、平滑化処理をすることが望ましく、クロムメッキ、ニッケルメッキ等の表面処理が施され、鏡面に近い状態で形成されている。中空筒状金型61の両端部に円筒状端部キャップ64を嵌めた状態において、中空筒状金型61及び円筒状端部キャップ64は回転状態に維持される。次に、高熱伝導フィラーが混入され、十分に攪拌された状態の液状フッ素樹脂塗料が供給ポンプ73より供給パイプ74を介してスプレーノズル71へ適宜供給される。スプレーノズル71は一方の円筒状端部キャップ64の開口部より中空筒状金型61の内部に挿入される。この状態でスプレーノズル71が中空筒状金型61の一端から他端へ移動する間に、スプレーノズル71の射出孔72からは高熱伝導フィラーが混入された液状フッ素樹脂塗料34aが射出される(塗付工程)。以上により中空筒状金型61の内面には薄く液状フッ素樹脂塗料が塗布された状態となる。上記の塗付工程ではスプレーコートにより液状フッ素樹脂塗料を中空筒状金型61内面に塗布する方法を説明したが、中空筒状金型61内面に5〜30μm程度の薄い膜として液状フッ素樹脂塗料を塗布する方法であれば、浸漬法等による方法であっても構わない。
高熱伝導フッ素樹脂層34は低表面エネルギーであるため、他の部材との接着が困難である。このため、高熱伝導弾性層33の内周面(内面)の活性化処理法として、物理的処理により内面に凹凸を形成する方法の工程を経て、下記に示す高熱伝導弾性層33との接着性を向上させる。物理的処理の場合、高熱伝導弾性層33の内面に、UVランプ、エキシマランプなどによる紫外線照射、コロナ放電、プラズマ処理、電子線処理、イオン照射、レーザー照射などの照射を行う。或いは、トリウム−ナフタレン錯体のテトラヒドロフラン溶液等による化学的処理により内面に浸水基を導入する方法の工程を経て、高熱伝導弾性層33との接着性を向上させてもよい。或いは、テトラエッチA(潤工社製、商品名)等の表面処理剤による湿式エッチング処理方法などの工程を経て、高熱伝導弾性層33との接着性を向上させてもよい。
以上の工程後に、図6Bに示すように、定着ローラ30の芯金31を中空筒状金型61の中心部に挿入し、端部キャップ金型64、及び注型孔63を有する端部キャップ金型62を中空筒状金型61の両端部にそれぞれ嵌める。また、端部芯金チャック部材65を端部キャップ金型64,62にそれぞれ装着することで、芯金31を中空筒状金型61内部に固定状態とする。以上の状態において、断熱弾性層32として、マイクロバルーン等のバルーンが含有されたオルガノポリシロキサンを主成分とする液状シリコーン組成物を端部キャップ金型62の注型孔63より注入する。上記により形成したシリコーンゴム組成物を硬化する必要があるが、その硬化条件は特に制限はされない。一般的には、100〜150℃で10分〜2時間加熱硬化(プレキュア)させ、さらに、中空筒状金型61から脱型した状態で180〜200℃の温度下で2〜4時間ポストキュアーすることが好ましい。
(4−1)ヒータ21
図7はヒータ21の構成を表わす図であり、(a)はヒータ基板21aの裏面側の説明図、(b)はヒータ基板21aの表面側の説明図、(c)は(b)のc−c´線の拡大断面図である。
ヒータ21を固定して保持する断熱性のホルダー24は、液晶ポリマー、フェノール樹脂、PPS、PEEK等の耐熱性樹脂により形成され、熱伝導率が低いほどフィルム23の加熱に際する熱効率が高くなる。よって、樹脂層の中に、中空のフィラー、例えばガラスバルーン、シリカバルーン等を内包してあっても良い。
基板21a裏面の長手中央には、抵抗層21bの発熱に応じて昇温した基板21aの温度を検知するためのサーミスタ等の温度検知手段22が設けられている。この温度検知手段22はヒータ21を温度制御する目的で設けられている。
フィルム23は、加熱ニップ部Nhにおいて、ヒータ21で発した熱を定着ローラ30の高熱伝導弾性層33へ表面の高熱伝導フッ素樹脂層34を介して伝える機能を有している。ヒータ21を保持するホルダー24にルーズに外嵌されているフィルム23は、ヒータ21と定着ローラ30の間に介在しながら加熱ニップ部Nhを形成し、定着ローラ30の回転に従動して回転する。
加圧ローラ40は、アルミや鉄製、SUM材等よりなる芯金41の外側に弾性層42を有し、その弾性層42の外側に離型性層43を有する。
以上、本実施例における定着装置12のファーストプリントアウトタイム、定着可能なヒータ設定温度および定着ローラ表面の設定温度、定着一様性を確認した。
芯金31は、外径12mmのSUM芯金である。断熱弾性層32は、厚み3.5mmの中空フィラー含有のシリコーンゴム層である。高熱伝導弾性層33は、100μm厚で高熱伝導フィラーを混入したシリコーンソリッドゴム層と、このゴム層を様々な高熱伝導フィラーを混入したPFAコートを最表層として厚み15μmで被覆した定着ローラを用意した。
ヒータ21は、厚み0.6mm、幅8mmのAlN基板21a上に、Ag/Pdペーストから形成される抵抗層21bをスクリーン印刷してなるものを用いた。
12mmのSUM芯金41に、厚み3.5mmの中空フィラー含有シリコーンゴム層42、さらに離型性層43にはPFAチューブを厚み30μmで被覆した加圧ローラ40を使用した。
また、フィラーの混入量はvol%を示す。

商品名:高純度真球状アルミナ・アルミナビーズ CB−A10S
これらの液状フッ素樹脂塗料を前記実施例1で示した方法と同様の製造方法で定着ローラを作成し、完成したフッ素樹脂層中のフィラー含有面積比、厚み方向の熱伝導率を測定した。詳細結果を表4に示す。ここで、液状フッ素樹脂塗料の乾燥時の中空筒状金型の回転数は100rpmと一定とした。
本発明に係る像加熱装置は、未定着トナー画像Tを記録材P上に加熱定着する定着装置12として使用できるだけでなく、記録材上に定着された画像を加熱することにより画像の光沢度を増大させる光沢増大装置としても使用できる。、
Claims (8)
- 加熱回転体と、前記加熱回転体と接触してニップ部を形成するバックアップ部材と、前記加熱回転体を外側から加熱する加熱手段と、を有し、前記ニップ部で記録材を挟持搬送しつつ記録材上の画像を加熱する像加熱装置に用いられる加熱回転体であり、前記加熱回転体は、断熱層と、前記断熱層の外側に設けられた弾性層であって、フィラーが混入されて前記断熱層よりも高熱伝導率である前記弾性層と、前記弾性層の外側に設けられた厚さが30μm以下の離型性層であって、フッ素樹脂に該フッ素樹脂よりも高熱伝導率の材料より成るアスペクト比が3以上のフィラーが混入された前記離型性層と、を有し、前記離型性層を前記離型性層の厚み方向に切断したときの面積をA1、前記面積A1に含まれる前記フィラーの占める面積をA2、前記離型性層を前記離型性層の表面と平行な方向に切断したときの面積をB1、前記面積B1に含まれる前記フィラーの占める面積をB2としたとき、前記面積A2/A1と前記面積B2/B1の関係が、
A2/A1≧0.6×B2/B1
の関係となることを特徴とする加熱回転体。 - 前記離型性層は、厚み方向の熱伝導率が少なくとも0.35W/m・K以上であることを特徴とする請求項1に記載の加熱回転体。
- 加熱回転体と、前記加熱回転体と接触してニップ部を形成するバックアップ部材と、前記加熱回転体を外側から加熱する加熱手段と、を有し、前記ニップ部で記録材を挟持搬送しつつ記録材上の画像を加熱する像加熱装置に用いられる加熱回転体であり、前記加熱回転体は、断熱層と、前記断熱層の外側に設けられた弾性層であって、フィラーが混入されて前記断熱層よりも高熱伝導率である前記弾性層と、前記弾性層の外側に設けられた厚さが30μm以下の離型性層であって、フッ素樹脂に該フッ素樹脂よりも高熱伝導率の材料より成るアスペクト比が3以上のフィラーが混入された前記離型性層と、を有し、前記離型性層を前記離型性層の厚み方向に切断したときの面積をA1、前記面積A1に含まれる前記フィラーの占める面積をA2、前記離型性層を前記離型性層の表面と平行な方向に切断したときの面積をB1、前記面積B1に含まれる前記フィラーの占める面積をB2としたとき、前記面積A2/A1と前記面積B2/B1の関係が、
A2/A1≧0.6×B2/B1
の関係となる加熱回転体の製造方法であって、
前記フィラーが混入された液状フッ素樹脂塗料を中空円筒状金型の内面に塗布、乾燥、焼成して前記離型性層を形成する工程と、前記離型性層の内面に前記弾性層を形成する工程と、前記弾性層の内面に前記断熱層を形成する工程と、を有し、前記離型性層を形成する工程において前記液状フッ素樹脂塗料の乾燥は少なくとも前記中空円筒状金型を回転数180rpm以下の回転状態で行うことを特徴とする加熱回転体の製造方法。 - 前記中空円筒状金型の回転に伴い前記フィラーの長手方向が前記中空円筒状金型の内面と平行方向へ配向することを阻害する配向阻害フィラーを予め前記液状フッ素樹脂塗料に配合させてあることを特徴とする請求項3に記載の加熱回転体の製造方法。
- 前記中空円筒状金型の回転に伴い前記フィラーの長手方向が前記中空円筒状金型の内面と平行方向へ配向することを阻害するため、配向阻害フィラーが混入された液状フッ素樹脂塗料を中空円筒状金型の内面に塗布し乾燥する際に前記液状フッ素樹脂塗料に対し電界を付与することを特徴とする請求項3に記載の加熱回転体の製造方法。
- 前記配向阻害フィラーは粒子形状であり、その平均粒径をR(単位:μm)とするとき、前記高熱伝導フィラーの繊維直径D(単位:μm)との関係が、0.5≦R/D≦10を満足することを特徴とする請求項4又は請求項5に記載の加熱回転体の製造方法。
- 加熱回転体と、前記加熱回転体と接触してニップ部を形成するバックアップ部材と、前記加熱回転体を外側から加熱する加熱手段と、を有し、前記ニップ部で記録材を挟持搬送しつつ記録材上の画像を加熱する像加熱装置において、
前記加熱回転体は、断熱層と、前記断熱層の外側に設けられた弾性層であって、フィラーが混入されて前記断熱層よりも高熱伝導率である前記弾性層と、前記弾性層の外側に設けられた厚さが30μm以下の離型性層であって、フッ素樹脂に該フッ素樹脂よりも高熱伝導率の材料より成るアスペクト比が3以上のフィラーが混入された前記離型性層と、を有し、前記離型性層を前記離型性層の厚み方向に切断したときの面積をA1、前記面積A1に含まれる前記フィラーの占める面積をA2、前記離型性層を前記離型性層の表面と平行な方向に切断したときの面積をB1、前記面積B1に含まれる前記フィラーの占める面積をB2としたとき、前記面積A2/A1と前記面積B2/B1の関係が、
A2/A1≧0.6×B2/B1
の関係となることを特徴とする像加熱装置。 - 前記離型性層は、厚み方向の熱伝導率が少なくとも0.35W/m・K以上であることを特徴とする請求項7に記載の像加熱装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006355648A JP5171030B2 (ja) | 2006-12-28 | 2006-12-28 | 加熱回転体、その加熱回転体の製造方法、及びその加熱回転体を有する像加熱装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006355648A JP5171030B2 (ja) | 2006-12-28 | 2006-12-28 | 加熱回転体、その加熱回転体の製造方法、及びその加熱回転体を有する像加熱装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008165024A JP2008165024A (ja) | 2008-07-17 |
| JP2008165024A5 JP2008165024A5 (ja) | 2010-02-12 |
| JP5171030B2 true JP5171030B2 (ja) | 2013-03-27 |
Family
ID=39694607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006355648A Expired - Fee Related JP5171030B2 (ja) | 2006-12-28 | 2006-12-28 | 加熱回転体、その加熱回転体の製造方法、及びその加熱回転体を有する像加熱装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5171030B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5451023B2 (ja) * | 2008-10-07 | 2014-03-26 | キヤノン株式会社 | 画像形成方法及び定着方法 |
| JP5473301B2 (ja) * | 2008-11-26 | 2014-04-16 | キヤノン株式会社 | 画像形成方法 |
| US10216129B2 (en) * | 2009-01-29 | 2019-02-26 | Xerox Corporation | Intermediate layer comprising CNT polymer nanocomposite materials in fusers |
| JP6269030B2 (ja) * | 2013-07-17 | 2018-01-31 | 株式会社リコー | 定着部材、定着装置、及び画像形成装置 |
| JP7321771B2 (ja) | 2018-06-07 | 2023-08-07 | キヤノン株式会社 | 定着部材及び熱定着装置 |
| JP2020194156A (ja) | 2019-05-23 | 2020-12-03 | キヤノン株式会社 | 定着部材、定着装置及び画像形成装置 |
| JP2021025574A (ja) * | 2019-08-05 | 2021-02-22 | 日星電気株式会社 | 弾性ローラ |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0643776A (ja) * | 1992-07-25 | 1994-02-18 | Ricoh Co Ltd | 定着装置 |
| US6395444B1 (en) * | 2000-11-28 | 2002-05-28 | Xerox Corporation | Fuser members having increased thermal conductivity and methods of making fuser members |
| JP2003015451A (ja) * | 2001-06-29 | 2003-01-17 | Ricoh Co Ltd | 定着ローラ用充填剤、定着ローラ、定着装置および画像形成装置 |
| JP2003122161A (ja) * | 2001-10-19 | 2003-04-25 | Canon Inc | 定着部材、定着手段、画像形成装置 |
| JP2004317788A (ja) * | 2003-04-16 | 2004-11-11 | Arai Pump Mfg Co Ltd | 定着器用ローラー |
| JP4911674B2 (ja) * | 2005-02-21 | 2012-04-04 | キヤノン株式会社 | 加熱定着部材および加熱定着装置 |
-
2006
- 2006-12-28 JP JP2006355648A patent/JP5171030B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008165024A (ja) | 2008-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5013700B2 (ja) | 像加熱装置 | |
| US8005413B2 (en) | Image heating apparatus and pressure roller used for image heating apparatus | |
| JP5171030B2 (ja) | 加熱回転体、その加熱回転体の製造方法、及びその加熱回転体を有する像加熱装置 | |
| JP5424801B2 (ja) | 定着部材及びその製造方法、ならびに像加熱定着装置 | |
| JPWO2008026296A1 (ja) | 加圧ローラ及びその製造方法 | |
| JP5178290B2 (ja) | 像加熱装置及びこの装置に用いられる回転可能な加熱部材 | |
| JP2014142611A (ja) | 電子写真用定着部材、定着装置及び電子写真画像形成装置 | |
| JP2015096933A (ja) | 定着装置および電子写真画像形成装置 | |
| US8208844B2 (en) | Roller for fixing and image fixing apparatus using roller for fixing | |
| JP6269030B2 (ja) | 定着部材、定着装置、及び画像形成装置 | |
| JP2008257098A (ja) | フッ素樹脂被覆ローラ及びその製造方法 | |
| JP2012234151A (ja) | 定着装置に用いるローラ、及びこのローラを備えた像加熱装置 | |
| JP4342229B2 (ja) | 定着ローラ | |
| JP5450930B2 (ja) | 像加熱装置 | |
| JP5492397B2 (ja) | 弾性ローラ及び定着装置 | |
| JP2008268469A (ja) | 定着装置及びこの定着装置に用いられる定着回転体 | |
| JP5459828B2 (ja) | 弾性ローラ、画像形成装置用定着装置及び画像形成装置 | |
| EP3153931B1 (en) | Fixing member, fixing apparatus, image forming apparatus, and method of producing fixing member | |
| JP2014191023A (ja) | 無端ベルト、定着ベルト、定着装置および画像形成装置 | |
| JP2007065315A (ja) | 画像加熱装置 | |
| JP7570852B2 (ja) | 定着ベルト及び定着ベルトの製造方法 | |
| US11429046B2 (en) | Fixing belt and method of manufacturing the fixing belt | |
| JP2006267235A (ja) | 加熱部材および像加熱装置 | |
| JP2011002599A (ja) | 加熱定着装置及びこれを配する画像形成装置 | |
| JP6051763B2 (ja) | 定着部材、定着装置、及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091216 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121225 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5171030 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160111 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees | ||
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D03 |