JP5162002B2 - ケーブル用シール部材の製造方法 - Google Patents
ケーブル用シール部材の製造方法 Download PDFInfo
- Publication number
- JP5162002B2 JP5162002B2 JP2011113179A JP2011113179A JP5162002B2 JP 5162002 B2 JP5162002 B2 JP 5162002B2 JP 2011113179 A JP2011113179 A JP 2011113179A JP 2011113179 A JP2011113179 A JP 2011113179A JP 5162002 B2 JP5162002 B2 JP 5162002B2
- Authority
- JP
- Japan
- Prior art keywords
- ring
- molded body
- shaped slit
- plane
- sealing member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000007789 sealing Methods 0.000 title claims description 124
- 238000004519 manufacturing process Methods 0.000 title claims description 36
- 238000000034 method Methods 0.000 title claims description 20
- 229920001971 elastomer Polymers 0.000 claims description 178
- 239000005060 rubber Substances 0.000 claims description 178
- 238000005520 cutting process Methods 0.000 claims description 45
- 230000000149 penetrating effect Effects 0.000 claims description 24
- 238000012545 processing Methods 0.000 claims description 19
- 238000003780 insertion Methods 0.000 claims description 14
- 230000037431 insertion Effects 0.000 claims description 14
- 230000002093 peripheral effect Effects 0.000 claims description 11
- 239000007788 liquid Substances 0.000 claims description 10
- 238000010068 moulding (rubber) Methods 0.000 claims description 9
- 239000011347 resin Substances 0.000 claims description 8
- 229920005989 resin Polymers 0.000 claims description 8
- 238000000465 moulding Methods 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000000463 material Substances 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 238000007790 scraping Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 6
- 239000013307 optical fiber Substances 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000004073 vulcanization Methods 0.000 description 4
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- ZRALSGWEFCBTJO-UHFFFAOYSA-N Guanidine Chemical compound NC(N)=N ZRALSGWEFCBTJO-UHFFFAOYSA-N 0.000 description 2
- 229920000459 Nitrile rubber Polymers 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- UMGDCJDMYOKAJW-UHFFFAOYSA-N thiourea Chemical compound NC(N)=S UMGDCJDMYOKAJW-UHFFFAOYSA-N 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- CHJJGSNFBQVOTG-UHFFFAOYSA-N N-methyl-guanidine Natural products CNC(N)=N CHJJGSNFBQVOTG-UHFFFAOYSA-N 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- FZWLAAWBMGSTSO-UHFFFAOYSA-N Thiazole Chemical compound C1=CSC=N1 FZWLAAWBMGSTSO-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Natural products NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- DKVNPHBNOWQYFE-UHFFFAOYSA-N carbamodithioic acid Chemical compound NC(S)=S DKVNPHBNOWQYFE-UHFFFAOYSA-N 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- SWSQBOPZIKWTGO-UHFFFAOYSA-N dimethylaminoamidine Natural products CN(C)C(N)=N SWSQBOPZIKWTGO-UHFFFAOYSA-N 0.000 description 1
- 239000012990 dithiocarbamate Substances 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- -1 stearic acid Chemical class 0.000 description 1
- QAZLUNIWYYOJPC-UHFFFAOYSA-M sulfenamide Chemical compound [Cl-].COC1=C(C)C=[N+]2C3=NC4=CC=C(OC)C=C4N3SCC2=C1C QAZLUNIWYYOJPC-UHFFFAOYSA-M 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- KUAZQDVKQLNFPE-UHFFFAOYSA-N thiram Chemical compound CN(C)C(=S)SSC(=S)N(C)C KUAZQDVKQLNFPE-UHFFFAOYSA-N 0.000 description 1
- 229960002447 thiram Drugs 0.000 description 1
Images










Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G3/00—Installations of electric cables or lines or protective tubing therefor in or on buildings, equivalent structures or vehicles
- H02G3/22—Installations of cables or lines through walls, floors or ceilings, e.g. into buildings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/003—Cutting work characterised by the nature of the cut made; Apparatus therefor specially adapted for cutting rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/006—Cutting work characterised by the nature of the cut made; Apparatus therefor specially adapted for cutting blocs of plastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0053—Producing sealings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4439—Auxiliary devices
- G02B6/444—Systems or boxes with surplus lengths
- G02B6/4441—Boxes
- G02B6/4442—Cap coupling boxes
- G02B6/4444—Seals
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4439—Auxiliary devices
- G02B6/4471—Terminating devices ; Cable clamps
- G02B6/44775—Cable seals e.g. feed-through
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G15/00—Cable fittings
- H02G15/08—Cable junctions
- H02G15/10—Cable junctions protected by boxes, e.g. by distribution, connection or junction boxes
- H02G15/113—Boxes split longitudinally in main cable direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0054—Shaping techniques involving a cutting or machining operation partially cutting through the material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/14—Extreme weather resilient electric power supply systems, e.g. strengthening power lines or underground power cables
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/10—Process of turning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2512—Lathe having facing tool fed transverse to work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0304—Grooving
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Physics & Mathematics (AREA)
- Structural Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Insulated Conductors (AREA)
- Installation Of Indoor Wiring (AREA)
- Sealing Material Composition (AREA)
- Gasket Seals (AREA)
- Cable Accessories (AREA)
Description
本発明のケーブル用シール部材10は、例えば、図11の簡略図に示されるように、ケーブル保護ケース100内へ外部からの液体の浸入を防止するために(液密性を保つために)、ケーブル保護ケース100の両端部100aに、それぞれ配置されるケーブル用シール部材10である。
まず、最初に、本発明に係るケーブル用シール部材の第1の実施形態について、図1(A),(B)を参照しつつ説明する。 図1(A)は、本発明に係るケーブル用シール部材の好適な一実施形態を示す正面図であり、図1(B)は、図1(A)のA1−A1断面図である。
ゴム硬度の調整には、例えば、ゴムとの相溶性の良いオイルを適当量含有させるようにすれば良い。また、より低分子量のゴム材質を選定することによってもゴム硬度の調整を行なうことができる。
次いで、本発明に係るケーブル用シール部材の第2の実施形態について、図2(A),(B)を参照しつつ説明する。図2(A)は、本発明に係るケーブル用シール部材の好適な一実施形態を示す正面図であり、図2(B)は、図2(A)のA2−A2断面図である。図面における同一符号は実質的に前述した部材と同様の部材を意味する。
次いで、本発明に係るケーブル用シール部材の第3の実施形態について、図3(A),(B)を参照しつつ説明する。図3(A)は、本発明に係るケーブル用シール部材の好適な一実施形態を示す正面図であり、図3(B)は、図3(A)のA3−A3断面図である。図面における同一符号は実質的に前述した部材と同様の部材を意味する。
これらの各リング状スリット部17b,17c,17d,17eは、それぞれ、第1の平面15からスリットの形成が開始されて厚さ方向に延設されており、第2の平面16に到達する手前でスリットが終了して未貫通の部位18b,18c,18d,18eとなっている。距離δの設定は上述したとおりである。
次いで、本発明に係るケーブル用シール部材の第4の実施形態について、図4(A),(B)を参照しつつ説明する。図4(A)は、本発明に係るケーブル用シール部材の好適な一実施形態を示す正面図であり、図4(B)は、図4(A)のA4−A4断面図である。図面における同一符号は実質的に前述した部材と同様の部材を意味する。
次いで、本発明に係るケーブル用シール部材の第5の実施形態について、図5(A),(B)を参照しつつ説明する。図5(A)は、本発明に係るケーブル用シール部材の好適な一実施形態を示す正面図であり、図5(B)は、図5(A)のA5−A5断面図である。図面における同一符号は実質的に前述した部材と同様の部材を意味する。
次いで、本発明に係るケーブル用シール部材の第6の実施形態について、図6(A),(B)を参照しつつ説明する。図6(A)は、本発明に係るケーブル用シール部材の好適な一実施形態を示す正面図であり、図6(B)は、図6(A)のA6−A6断面図である。図面における同一符号は実質的に前述した部材と同様の部材を意味する。
次いで、本発明に係るケーブル用シール部材の第7の実施形態について、図7(A),(B)を参照しつつ説明する。図7(A)は、本発明に係るケーブル用シール部材の好適な一実施形態を示す正面図であり、図7(B)は、図7(A)のA7−A7断面図である。図面における同一符号は実質的に前述した部材と同様の部材を意味する。
次に、上述してきたケーブル用シール部材の製造方法について説明する。
最初に、ゴム成形体の厚さ方向の中心軸に貫通孔19が形成されている場合のゴム成形体を保持する好適な形態について、図9(A),(B)を参照しつつ説明する。図9(A)は、本発明に係るケーブル用シール部材を製造する際、片端が回転機構部に固定されるホルダーにケーブル用シール部材がホールドされた好適な状態を示す正面図であり、図9(B)は、図9(A)のA9−A9断面図である。
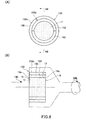
次に、ゴム成形体の厚さ方向の中心軸に貫通孔が無いゴム成形体を保持する好適な形態について、図8(A),(B)を参照しつつ説明する。図8(A)は、本発明に係るケーブル用シール部材を製造する際、片端が回転機構部に固定されるホルダーにケーブル用シール部材がホールドされた好適な状態を示す正面図であり、図8(B)は、図8(A)のA8−A8断面図である。
上記の好適例1,2とは異なり、例えば、図6や図7に示されるように、一のリング状スリット部が、厚さ方向の一の軸G1を中心軸として形成されており、他の一のリング状スリット部が、厚さ方向の他の一の軸G2を中心軸として形成されている場合の製造方法について、図10(A),(B)を参照しつつ説明する。
12…側面部
15…第1の平面
16…第2の平面
17,27,37…リング状スリット部
130,153,155…ホルダー
140…カット刃
Claims (10)
- ケーブル保護ケース内へ外部からの液体の浸入を防止するために、ケーブル保護ケースの端部に配置されるケーブル用シール部材の製造方法であって、
当該方法は、
厚さ方向に対向する第1の平面と第2の平面と、前記第1の平面の周縁と第2の平面の周縁とを繋ぐ側面部とを有するゴム成形体であって、デュロメータA硬度が0を超えて30以下であるゴム成形体を成形し、
成形されたゴム成形体の側面部にホルダーを被せた状態で、厚さ方向の一の軸を回転軸としてゴム成形体を回転させつつ、第1の平面からゴム成形体内部にカット刃を挿入させながらリング状スリット部を形成させていき、第2の平面に到達する手前でカット刃の挿入を止めて片側未貫通のリング状スリット部を形成させることを特徴とするケーブル用シール部材の製造方法。 - 前記ゴム成形体は略円筒形状をなし、その厚さ方向の中心軸には貫通孔が形成されており、
前記貫通孔に挿入することができるシャフト部と、シャフト部の基部に位置してシャフト部に対して垂直な載置平面を備える円形フランジ部と、当該円形フランジ部のシャフト部と反対方向に突出した保持シャフトを有する加工用ホルダーを準備し、
前記加工用ホルダーのシャフト部にゴム成形体の貫通孔を挿入するともに、ゴム成形体の第2の平面を円形フランジ部の載置平面と当接させた状態でセットし、ゴム成形体の側面部に円筒状ホルダーを被せた状態で、前記加工用ホルダーの保持シャフトを回転機械に固着連結し、シャフト部を回転軸としてゴム成形体を回転させつつ、片側未貫通のリング状スリット部を形成させる請求項1に記載のケーブル用シール部材の製造方法。 - 前記リング状スリット部は、複数個存在するとともに同心円状に形成されており、当該複数個のリング状スリット部は、前記第1の平面部からゴム成形体内部にカット刃を挿入させる位置を半径方向に順次変えることにより、同心円状のリング状スリット部として形成される請求項1または請求項2に記載のケーブル用シール部材の製造方法。
- 前記円筒状ホルダーは、樹脂からなり、円周の一部に閉周路を切断する分断スリットが形成されている請求項1ないし請求項3のいずれかに記載のケーブル用シール部材の製造方法。
- 前記ゴム成形体は、その厚さ方向の中心軸に貫通孔が無い略円柱形状をなしており、
ゴム成形体の側面部に、円筒状のホルダーを被着させ、この円筒状のホルダーの上にさらに、外ホルダーを被着させ、当該外ホルダーの外周を回転機械のチャックで挟むように固着連結させ、ゴム成形体を回転させつつ、片側未貫通のリング状スリット部を形成させる請求項1に記載のケーブル用シール部材の製造方法。 - 前記円筒状のホルダーは、複数割りされており、当該複数割りされた円筒状のホルダーを元の円筒状に組み合わせてゴム成形体の側面部に被着させるように構成され、前記外ホルダーは、円周の一部に閉周路を切断する分断スリットが形成された金属ホルダーから構成される請求項5に記載のケーブル用シール部材の製造方法。
- 前記リング状スリット部は、複数個存在するとともに同心円状に形成されており、当該複数個のリング状スリット部は、前記第1の平面からゴム成形体内部にカット刃を挿入させる位置を半径方向に順次変えることにより、同心円状のリング状スリット部として形成される請求項6に記載のケーブル用シール部材の製造方法。
- 前記複数割りされた円筒状のホルダーは、樹脂からなる請求項6または請求項7に記載のケーブル用シール部材の製造方法。
- 成形されたゴム成形体の側面部にホルダーを被せた状態で、厚さ方向の一の軸を回転軸としてゴム成形体を回転させつつ、第1の平面からゴム成形体内部にカット刃を挿入させながらリング状スリット部を形成させていき、第2の平面に到達する手前でカット刃の挿入を止めて片側未貫通のリング状スリット部を形成させ、
次いで、成形されたゴム成形体の側面部にホルダーを被せた状態で、厚さ方向の他の一の軸を回転軸としてゴム成形体を回転させつつ、第1の平面からゴム成形体内部にカット刃を挿入させながらリング状スリット部を形成させていき、第2の平面に到達する手前でカット刃の挿入を止めて片側未貫通のリング状スリット部を形成させ、
複数のリング状スリット部を第1の平面の異なる場所に分散させるように配置させてなる請求項1に記載のケーブル用シール部材の製造方法。 - 前記リング状スリット部は、厚さ方向の一の軸を回転軸として同心円状に複数個形成されており、
前記リング状スリット部は、厚さ方向の他の一の軸を回転軸として同心円状に複数個形成されている請求項9に記載のケーブル用シール部材の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011113179A JP5162002B2 (ja) | 2011-05-20 | 2011-05-20 | ケーブル用シール部材の製造方法 |
| CN201280024446.7A CN103534891B (zh) | 2011-05-20 | 2012-04-25 | 线缆用密封部件的制造方法 |
| US14/115,704 US8852477B2 (en) | 2011-05-20 | 2012-04-25 | Cable-sealing member and its producing method |
| PCT/JP2012/061627 WO2012160954A1 (ja) | 2011-05-20 | 2012-04-25 | ケーブル用シール部材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011113179A JP5162002B2 (ja) | 2011-05-20 | 2011-05-20 | ケーブル用シール部材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012244790A JP2012244790A (ja) | 2012-12-10 |
| JP5162002B2 true JP5162002B2 (ja) | 2013-03-13 |
Family
ID=47217037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011113179A Expired - Fee Related JP5162002B2 (ja) | 2011-05-20 | 2011-05-20 | ケーブル用シール部材の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8852477B2 (ja) |
| JP (1) | JP5162002B2 (ja) |
| CN (1) | CN103534891B (ja) |
| WO (1) | WO2012160954A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU360052S (en) * | 2014-05-07 | 2015-01-21 | Mct Brattberg Ab | A cable wire or pipe sealing device |
| EP2975713B1 (en) * | 2014-07-18 | 2021-03-24 | CMP Products Limited | Sealing device for sealing engagement with an elongate object |
| JP5890927B1 (ja) * | 2015-03-27 | 2016-03-22 | 星和電機株式会社 | ケーブル保持具のスリーブ及びそれを用いたケーブル保持具 |
| SE539904C2 (en) * | 2015-12-18 | 2018-01-09 | Roxtec Ab | Module of a seal or transition |
| CN106924779A (zh) * | 2015-12-30 | 2017-07-07 | 博西华电器(江苏)有限公司 | 消毒柜 |
| CH714541A2 (de) * | 2018-01-08 | 2019-07-15 | Agro Ag | Kabelverschraubung. |
| CN109054396B (zh) * | 2018-07-27 | 2020-12-11 | 国网河南省电力公司镇平县供电公司 | 一种电缆封堵材料及其制备方法 |
| CN110061459A (zh) * | 2019-04-02 | 2019-07-26 | 浙江中财管道科技股份有限公司 | 一种圆弧形地板线槽用配件系统 |
| EP4035241A4 (en) * | 2019-09-24 | 2023-10-18 | CommScope Technologies LLC | COMPOSITE CABLE SEALING |
| EP4059105A4 (en) * | 2019-11-11 | 2023-12-06 | CommScope Technologies LLC | CABLE SEALING ARRANGEMENT FOR ENCLOSURE |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5048382A (en) * | 1989-08-23 | 1991-09-17 | Mar Don Corporation | Method for making elastomeric sealing device |
| TW307801B (ja) * | 1992-03-19 | 1997-06-11 | Minnesota Mining & Mfg | |
| GB9317871D0 (en) * | 1993-08-27 | 1993-10-13 | Rose Walter Gmbh & Co Kg | Sealing member |
| JP2001253983A (ja) * | 2000-03-10 | 2001-09-18 | Sumitomo Rubber Ind Ltd | 低弾性率ゴム組成物およびそれを用いたシール材 |
| JP2005005042A (ja) * | 2003-06-10 | 2005-01-06 | Jst Mfg Co Ltd | 防水栓付きケーブル、防水栓付きコネクタケーブル、防水栓付きケーブルの製造方法及び防水栓付きケーブルの端子金具接続構造 |
| WO2008073524A2 (en) * | 2006-07-10 | 2008-06-19 | Mar Don Corporation | Improved method for making an elastomeric sealing device |
-
2011
- 2011-05-20 JP JP2011113179A patent/JP5162002B2/ja not_active Expired - Fee Related
-
2012
- 2012-04-25 US US14/115,704 patent/US8852477B2/en not_active Expired - Fee Related
- 2012-04-25 WO PCT/JP2012/061627 patent/WO2012160954A1/ja not_active Ceased
- 2012-04-25 CN CN201280024446.7A patent/CN103534891B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN103534891B (zh) | 2016-08-17 |
| US20140077409A1 (en) | 2014-03-20 |
| US8852477B2 (en) | 2014-10-07 |
| JP2012244790A (ja) | 2012-12-10 |
| WO2012160954A1 (ja) | 2012-11-29 |
| CN103534891A (zh) | 2014-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5162002B2 (ja) | ケーブル用シール部材の製造方法 | |
| WO2011056840A2 (en) | Round cutting insert with anti-rotation feature | |
| PT2490848E (pt) | Fresa e processo de construção de uma fresa | |
| US10968959B2 (en) | Universal joint with reinforced yoke ears and positively locked trunnions | |
| JP4526933B2 (ja) | ディスクカッター | |
| JP7847052B2 (ja) | キャップに切り込みを入れるためのナイフ | |
| WO2013024611A1 (ja) | ボトルキャップ | |
| BR102014020815B1 (pt) | selo de vedação entre um primeiro orifício em um primeiro membro e um segundo orifício em um segundo membro oposto, e selo de vedação entre um primeiro membro e um segundo membro | |
| BR112013011988B1 (pt) | Separadora centrífuga, e, elemento de zona de alimentação para montagem em um corpo de núcleo de um transportador helicoidal | |
| BRPI0808180A2 (pt) | Recipiente | |
| KR20110122824A (ko) | 절삭 공구를 위한 가이드 구성물 및 가이드 구성물을 포함하는 절삭 공구 | |
| CN1978108A (zh) | 销铣刀 | |
| JP2010014143A (ja) | 密封装置 | |
| KR100976235B1 (ko) | 버 커팅장치 | |
| KR101268909B1 (ko) | 반도체 설비용 댐퍼 | |
| TW202229155A (zh) | 切割設備及用於切割帽蓋之方法 | |
| KR102228723B1 (ko) | 파이프 내부 절단기 | |
| US8857819B2 (en) | Mechanical seal | |
| JPWO2018207341A1 (ja) | 流体ダンパ装置およびダンパ付き機器 | |
| JP4084729B2 (ja) | 樹脂製シールリング | |
| US8459655B2 (en) | Sealing device | |
| CN223115332U (zh) | 不断环瓶盖切环刀具 | |
| JP2009236230A5 (ja) | ||
| JP7717357B2 (ja) | 刃カバー | |
| JP2024042347A (ja) | オイルシール保護キャップ及びオイルシール保護構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121002 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20121002 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20121018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5162002 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |