JP5159632B2 - タイヤ及びシート状タイヤ構成部材の製造方法及び製造装置 - Google Patents
タイヤ及びシート状タイヤ構成部材の製造方法及び製造装置 Download PDFInfo
- Publication number
- JP5159632B2 JP5159632B2 JP2008544108A JP2008544108A JP5159632B2 JP 5159632 B2 JP5159632 B2 JP 5159632B2 JP 2008544108 A JP2008544108 A JP 2008544108A JP 2008544108 A JP2008544108 A JP 2008544108A JP 5159632 B2 JP5159632 B2 JP 5159632B2
- Authority
- JP
- Japan
- Prior art keywords
- tire
- length
- resin film
- sheet
- predetermined width
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 75
- 239000000470 constituent Substances 0.000 title claims description 28
- 229920005989 resin Polymers 0.000 claims description 163
- 239000011347 resin Substances 0.000 claims description 163
- 239000011342 resin composition Substances 0.000 claims description 107
- 229920001971 elastomer Polymers 0.000 claims description 58
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 claims description 56
- 239000000806 elastomer Substances 0.000 claims description 31
- RZXDTJIXPSCHCI-UHFFFAOYSA-N hexa-1,5-diene-2,5-diol Chemical class OC(=C)CCC(O)=C RZXDTJIXPSCHCI-UHFFFAOYSA-N 0.000 claims description 24
- 238000005304 joining Methods 0.000 claims description 24
- 239000004593 Epoxy Substances 0.000 claims description 13
- 239000000853 adhesive Substances 0.000 claims description 13
- 150000001875 compounds Chemical class 0.000 claims description 13
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 12
- 239000011324 bead Substances 0.000 claims description 12
- 229910052760 oxygen Inorganic materials 0.000 claims description 12
- 239000001301 oxygen Substances 0.000 claims description 12
- 230000001070 adhesive effect Effects 0.000 claims description 11
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 9
- 239000005977 Ethylene Substances 0.000 claims description 9
- 238000005520 cutting process Methods 0.000 claims description 9
- 239000011159 matrix material Substances 0.000 claims description 4
- 229920001577 copolymer Polymers 0.000 claims description 2
- 230000002265 prevention Effects 0.000 claims 1
- 239000010410 layer Substances 0.000 description 214
- 238000003825 pressing Methods 0.000 description 29
- 239000005060 rubber Substances 0.000 description 28
- 230000004888 barrier function Effects 0.000 description 22
- 239000007789 gas Substances 0.000 description 21
- 238000000034 method Methods 0.000 description 17
- 241000842962 Apoda limacodes Species 0.000 description 15
- 239000000463 material Substances 0.000 description 15
- 230000014759 maintenance of location Effects 0.000 description 13
- 238000005452 bending Methods 0.000 description 12
- 229920005549 butyl rubber Polymers 0.000 description 12
- 238000000465 moulding Methods 0.000 description 12
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 12
- 239000012790 adhesive layer Substances 0.000 description 11
- 230000000694 effects Effects 0.000 description 10
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 10
- 238000004804 winding Methods 0.000 description 9
- 239000002585 base Substances 0.000 description 8
- 230000002093 peripheral effect Effects 0.000 description 8
- 238000012546 transfer Methods 0.000 description 8
- 238000010894 electron beam technology Methods 0.000 description 7
- -1 polybutylene terephthalate Polymers 0.000 description 7
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 6
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 230000006866 deterioration Effects 0.000 description 5
- 229920005555 halobutyl Polymers 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 230000003014 reinforcing effect Effects 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 244000043261 Hevea brasiliensis Species 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 125000000524 functional group Chemical group 0.000 description 4
- 239000012948 isocyanate Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- 229920003052 natural elastomer Polymers 0.000 description 4
- 229920001194 natural rubber Polymers 0.000 description 4
- 238000007127 saponification reaction Methods 0.000 description 4
- 238000003786 synthesis reaction Methods 0.000 description 4
- WMFOQBRAJBCJND-UHFFFAOYSA-M Lithium hydroxide Chemical compound [Li+].[OH-] WMFOQBRAJBCJND-UHFFFAOYSA-M 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 3
- 229920000459 Nitrile rubber Polymers 0.000 description 3
- 239000005062 Polybutadiene Substances 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 239000003377 acid catalyst Substances 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 229920001400 block copolymer Polymers 0.000 description 3
- 239000003054 catalyst Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 229920003244 diene elastomer Polymers 0.000 description 3
- 150000002009 diols Chemical class 0.000 description 3
- 239000012153 distilled water Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229920002857 polybutadiene Polymers 0.000 description 3
- 229920005862 polyol Polymers 0.000 description 3
- 150000003077 polyols Chemical class 0.000 description 3
- 229920000915 polyvinyl chloride Polymers 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 description 3
- 238000004073 vulcanization Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- AFVFQIVMOAPDHO-UHFFFAOYSA-N Methanesulfonic acid Chemical compound CS(O)(=O)=O AFVFQIVMOAPDHO-UHFFFAOYSA-N 0.000 description 2
- 229920000577 Nylon 6/66 Polymers 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- WQDUMFSSJAZKTM-UHFFFAOYSA-N Sodium methoxide Chemical compound [Na+].[O-]C WQDUMFSSJAZKTM-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- TZYHIGCKINZLPD-UHFFFAOYSA-N azepan-2-one;hexane-1,6-diamine;hexanedioic acid Chemical compound NCCCCCCN.O=C1CCCCCN1.OC(=O)CCCCC(O)=O TZYHIGCKINZLPD-UHFFFAOYSA-N 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Chemical compound FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 2
- 229920005557 bromobutyl Polymers 0.000 description 2
- 239000007810 chemical reaction solvent Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 229920003049 isoprene rubber Polymers 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical group O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 2
- 238000005160 1H NMR spectroscopy Methods 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- 229910015900 BF3 Inorganic materials 0.000 description 1
- IAZDPXIOMUYVGZ-WFGJKAKNSA-N Dimethyl sulfoxide Chemical compound [2H]C([2H])([2H])S(=O)C([2H])([2H])[2H] IAZDPXIOMUYVGZ-WFGJKAKNSA-N 0.000 description 1
- CTKINSOISVBQLD-UHFFFAOYSA-N Glycidol Chemical compound OCC1CO1 CTKINSOISVBQLD-UHFFFAOYSA-N 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- 229920000007 Nylon MXD6 Polymers 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000007259 addition reaction Methods 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000007809 chemical reaction catalyst Substances 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 125000000816 ethylene group Chemical group [H]C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000005865 ionizing radiation Effects 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 229940098779 methanesulfonic acid Drugs 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920006284 nylon film Polymers 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000002798 polar solvent Substances 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920000193 polymethacrylate Polymers 0.000 description 1
- 229920005554 polynitrile Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- HNJBEVLQSNELDL-UHFFFAOYSA-N pyrrolidin-2-one Chemical compound O=C1CCCN1 HNJBEVLQSNELDL-UHFFFAOYSA-N 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- ITMCEJHCFYSIIV-UHFFFAOYSA-N triflic acid Chemical compound OS(=O)(=O)C(F)(F)F ITMCEJHCFYSIIV-UHFFFAOYSA-N 0.000 description 1
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C1/0008—Compositions of the inner liner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0681—Parts of pneumatic tyres; accessories, auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
- B60C5/12—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim
- B60C5/14—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim with impervious liner or coating on the inner wall of the tyre
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0681—Parts of pneumatic tyres; accessories, auxiliary operations
- B29D2030/0682—Inner liners
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Tires In General (AREA)
- Tyre Moulding (AREA)
Description
また、本発明の第2の目的は、所定幅及び長さの帯状部材片の幅方向の端部を貼付け体上で所定枚重ねて接合し、所定幅及び長さのシート状タイヤ構成部材を製造するときに、帯状部材片の接合に要する時間を短縮することであり、第3の目的は、前記帯状部材片の接合部によるタイヤのユニフォーミティの悪化を抑えることであり、第4の目的は帯状部材としてロールに巻き取って保管しておいた樹脂フィルムを使用できるようにすることである。
請求項1のタイヤは、ビード部、トレッド部及びサイド部を備えるタイヤにおいて、タイヤ内面に、タイヤ周方向に2箇所以上の継ぎ目を有する樹脂組成物(A)からなる層を少なくとも含むインナーライナーを備え、前記樹脂組成物(A)は、エチレン含有量が25〜50モル%のエチレン−ビニルアルコール共重合体100質量部に対し、エポキシ化合物1〜50質量部を反応させて得られる変性エチレン−ビニルアルコール共重合体を含み、前記樹脂組成物(A)が、前記変性エチレン−ビニルアルコール共重合体のマトリクス中に、ヤング率が500MPa以下の柔軟樹脂を分散させてなり、前記樹脂組成物(A)における前記柔軟樹脂の含有率が10〜30質量%である、ことを特徴とする。
ここで、本発明のタイヤを構成するインナーライナーは、上記樹脂組成物(A)からなる層を少なくとも含むことを要し、更に他の層を有してもよいし、上記樹脂組成物(A)からなる層のみから構成されていてもよい。
請求項2のタイヤは、請求項1に記載されたタイヤにおいて、前記樹脂組成物(A)からなる層の継ぎ目が、タイヤ周方向に等間隔で存在することを特徴とする。
請求項3のタイヤは、請求項1に記載されたタイヤにおいて、前記樹脂組成物(A)からなる層の継ぎ目の重なり部分の長さが1〜50mmであることを特徴とする。
請求項4のタイヤは、請求項3に記載されたタイヤにおいて、前記樹脂組成物(A)からなる層の継ぎ目の重なり部分の長さが3〜30mmであることを特徴とする。なお、樹脂組成物(A)からなる層の継ぎ目の重なり部分の長さは、タイヤ周方向の長さである。
請求項5のタイヤは、請求項1に記載されたタイヤにおいて、前記樹脂組成物(A)からなる層は、20℃、65%RHにおける酸素透過量が、3.0×10-12cm3・cm/cm2・sec・cmHg以下であることを特徴とする。
請求項6のタイヤは、請求項1に記載されたタイヤにおいて、前記樹脂組成物(A)からなる層の厚さが200μm以下であることを特徴とする。
請求項7のタイヤは、請求項1に記載されたタイヤにおいて、前記インナーライナーが、前記樹脂組成物(A)からなる層に隣接して、更にエラストマーからなる補助層を一層以上備えることを特徴とする。
請求項8のタイヤは、請求項1に記載されたタイヤにおいて、前記樹脂組成物(A)からなる層が架橋されていることを特徴とする。
請求項10の製造方法は、請求項9に記載された所定幅及び長さのシート状タイヤ構成部材を製造する方法において、前記重ねて貼り付ける工程は、前記貼付け体の移動により、前記樹脂フィルム片を幅方向に移動させることで重ね幅を設定する工程を有することを特徴とする。
請求項11の製造装置は、所定幅及び長さの樹脂フィルム片の幅方向の端部を所定枚重ねて接合して、所定幅及び長さのシート状タイヤ構成部材を製造する装置であって、前記樹脂フィルム片を接合するときに載せるための貼付け体と、接着防止用の剥離層が付加された所定幅の樹脂フィルムの所定量を前記貼付け体の上方に搬送する第1の搬送手段と、前記貼付け体の上方に搬送された樹脂フィルムから前記剥離層を剥離する手段と、前記剥離層が剥離された樹脂フィルムを前記貼付け体上に貼り付ける手段と、前記貼付け体上に貼り付けられた樹脂フィルムをシート状タイヤ構成部材の所定幅に対応した長さに切断して樹脂フィルム片を形成する手段と、該樹脂フィルム片をその幅方向に所定量搬送する第2の搬送手段とを備えたことを特徴とする。
請求項12の製造装置は、請求項11に記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、前記剥離する手段は、前記貼付け体に沿って移動可能なナイフエッジであることを特徴とする。
請求項13の製造装置は、請求項11又は12に記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、前記第1の搬送手段が動作するとき、前記樹脂フィルムを挟むとともに、前記貼付け体に沿って前記第1の搬送手段とともに移動することにより、前記剥離層のずれを防止する手段を備えたことを特徴とする。
請求項14の製造装置は、請求項11ないし13のいずれかに記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、前記貼付け体はコンベア又はドラムであることを特徴とする。
請求項15の製造装置は、請求項11ないし14のいずれかに記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、前記第1の搬送手段は、前記樹脂フィルムを吸着する手段と、該吸着する手段を前記貼付け体に沿って移動させる手段とを有することを特徴とする。
請求項16の製造装置は、請求項11ないし15のいずれかに記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、前記貼り付ける手段は、前記貼付け体に沿って移動可能なローラであることを特徴とする。
請求項17の製造装置は、請求項11ないし16のいずれかに記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、前記樹脂フィルムが巻回されているロールと、該ロールから前記樹脂フィルムを巻き出す手段とを備えたことを特徴とする。
所定幅及び長さの樹脂フィルム片の幅方向の端部を貼付け体上で所定枚重ねて接合し、所定幅及び長さのシート状タイヤ構成部材を製造するときに、シート状タイヤ構成部材の長さに応じて、予め設定された数の樹脂フィルム片を予め設定された重ね量を設けて接合するので、ロールに巻回された樹脂フィルムを用いて、様々な長さのシート状タイヤ構成部材を最小限の枚数の樹脂フィルム片の接合により製造することができる。
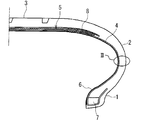
図1は、本発明のタイヤの一例の部分断面図である。
図1に示すタイヤは、一対のビード部1及び一対のサイド部2と、両サイド部2に連なるトレッド部3とを有し、上記一対のビード部1間にトロイド状に延在して、これら各部1,2,3を補強するカーカス4と、該カーカス4のクラウン部のタイヤ半径方向外側に配置された2枚のベルト層からなるベルト層5とを備え、更に、該カーカス4の内側のタイヤ内面にはインナーライナー6が配置されている。
これに対し、本発明のタイヤのインナーライナーに用いる樹脂組成物(A)からなる層は、タイヤ周方向に2箇所以上の継ぎ目が形成されている結果、継ぎ目による重量分布の不均衡が低減され、タイヤのユニフォーミティ低下を抑制することができる。
なお、本発明のタイヤのインナーライナーに用いる樹脂組成物(A)からなる層は、タイヤ周方向に2箇所以上の継ぎ目を有するため、例えば、所定の幅を有する2枚以上のシートの側部部分を重ねて継ぎ合わせることにより作製される。
加圧反応層に、エチレン含量44モル%、ケン化度99.9%のエチレン−ビニルアルコール共重合体(190℃、2160g荷重下でのMFR:5.5g/10分)2質量部及びN−メチル−2−ピロリドン8質量部を仕込み、120℃で2時間加熱撹拌して、エチレン−ビニルアルコール共重合体を完全に溶解させた。これにエポキシ化合物としてエポキシプロパン0.4質量部を添加後、160℃で4時間加熱した。加熱終了後、蒸留水100質量部に析出させ、多量の蒸留水で十分にN−メチル−2−ピロリドン及び未反応のエポキシプロパンを洗浄し、変性エチレン−ビニルアルコール共重合体を得た。更に、得られた変性エチレン−ビニルアルコール共重合体を粉砕機で、粒子径2mm程度に細かくした後、再度多量の蒸留水で十分に洗浄した。洗浄後の粒子を8時間室温で真空乾燥した後、二軸押出機を用いて200℃で溶融し、ペレット化した。なお、得られた変性エチレン−ビニルアルコール共重合体の23℃におけるヤング率は、下記の方法で測定した結果1300MPaであった。
東洋精機社製二軸押出機によって、各押出条件で製膜し、厚さ20μmの単層フィルムを作製した。次に該フィルムを用いて、幅15mmの短冊状の試験片を作製し、23℃、50%RHの条件下で恒温室内に1週間放置した後、株式会社島津製作所製オートグラフ[AG−A500型]を用いて、チャック間隔50mm、引張速度50mm/分の条件で、23℃、50%RHにおけるS−Sカーブ(応力−歪み曲線)を測定し、S−Sカーブの初期傾きからヤング率を求めた。
シリンダー、ダイ温度設定:C1/C2/C3/ダイ=200/200/200/200(℃)
無水マレイン酸変性水素添加スチレン−エチレン−ブタジエン−スチレンブロック共重合体を公知の方法により合成し、ペレット化した。得られた無水マレイン酸変性水素添加スチレン−エチレン−ブタジエン−スチレンブロック共重合体は、23℃におけるヤング率が3MPa、スチレン含量が20%、無水マレイン酸量が0.3meq/gであった。なお、23℃におけるヤング率は、上記変性エチレン−ビニルアルコール共重合体と同様の方法で測定した。
合成例1で得られた変性エチレン−ビニルアルコール共重合体と、合成例2で得られた柔軟樹脂とを二軸押出機で混連し、樹脂組成物(A)を得た。ここで、樹脂組成物(A)中の柔軟樹脂の含有率が、20質量%になるように調製した。次に、得られた樹脂組成物(A)と、熱可塑性ポリウレタン(TPU)[(株)クラレ製クラミロン3190]とを使用し、2種3層共押出装置を用いて、下記共押出成形条件で、3層フィルム(熱可塑性ポリウレタン層(20μm)/樹脂組成物(A)層(20μm)/熱可塑性ポリウレタン層(20μm))を作製した。
各樹脂の押出機仕様:
熱可塑性ポリウレタン:25mmφ押出機P25−18AC[大阪精機工作株式会社製]
樹脂組成物(A):20mmφ押出機ラボ機ME型CO−EXT[株式会社東洋精機製]
Tダイ仕様:500mm幅2種3層用[株式会社プラスチック工学研究所製]
冷却ロールの温度:50℃
引き取り速度:4m/分
上記フィルムを、20℃、65RHで5日間調湿した。得られた調湿済みのフィルム2枚を使用して、モダンコントロール社製MOCON OX−TRAN2/20型を用い、20℃、65RHの条件下でJIS K7126(等圧法)に準拠して、酸素透過量を測定し、その平均値を求めた。また、フィルムを形成する各層単独での酸素透過量を、同様にして求めた。
日新ハイボルテージ株式会社製電子線照射装置「生産用キュアトロンEBC200−100」を使用して、加速電圧200kV、照射エネルギー30Mradの条件でフィルムに電子線照射して架橋処理を施した。得られた架橋フィルムの片面に接着剤層として東洋化学研究所製メタロックR30Mを塗布し、所定の長さに切断し、補助層として厚さが500μmであるゴム組成物層の内面に貼り付けて、表1に示すタイヤ周方向の継ぎ目の数、タイヤ周方向の継ぎ目の重なり部分の長さ、継ぎ目の厚さ及び継ぎ目以外の部分の厚さを有する樹脂組成物(A)からなる層を含むインナーライナーを作製した。なお、樹脂組成物(A)からなる層の継ぎ目は等間隔で形成されている。次に、得られたインナーライナーを用いて、図3に示す構造でサイズ:195/65R15の乗用車用空気入りタイヤを常法に従って作製した。なお、厚さが500μmであるゴム組成物層は、天然ゴム30質量部及び臭素化ブチルゴム[JSR(株)製、Bromobutyl 2244]70質量部に対して、GPFカーボンブラック[旭カーボン(株)製,#55]60質量部、SUNPAR2280[日本サン石油(株)製]7質量部、ステアリン酸[旭電化工業(株)製]1質量部、NOCCELER DM[大内新興化学工業(株)製]1.3質量部、酸化亜鉛[白水化学工業(株)製]3質量部及び硫黄[軽井沢精錬所製]0.5質量部を配合して調整したゴム組成物を用いた。

図4は本発明の一実施形態に係るインナーライナー製造装置の構成を示す図である。このインナーライナー製造装置は、インナーライナーを構成する上記樹脂組成物(A)から選択された樹脂フィルムFが巻回された材料ロール31を備えている。ここで、樹脂フィルムFは、所定の幅を有し、図5に示すように、フィルム層F1の裏面に剥離層F2が接着材F3により接着されている。この剥離層F2は、材料ロール31に巻回されている樹脂フィルムFの互いの接触面が付着しないようにするための接着防止層であり、後述するように、材料ロール31から巻き出された後に剥離される。
6L1+7L2・・・式[1]
であるが、成型ドラム上で貼り合わせるときに、両端部の長さL2の部分を重ねるので、円筒状のインナーライナーに成型されたときの長さは
6L1+6L2=6(L1+L2)=6L3=6×2×π×25.4=12×25.4×π(mm)・・・式[2]
となる。
6L1+5(L2+δ1)+2L2=6L1+7L2+5δ1・・・式[3]
となる。この式より、5δ1が1インチになるようにすればよいから、δ1は1/5インチとなる。同様に、15インチの場合のδ2は1/7インチ、17インチの場合のδ3は1/8インチとなる。n=3の場合についても同様に算出する。このように重ね代をL2よりも小さくした場合は、接合部の厚さが不均一になるが、フィルム層F1の厚さはゴムと比べると十分に薄いため、タイヤのユニフォーミティを悪化させることはない。
なお、表2に示したテーブルに格納されている重ね代の長さは、既に述べたように1〜50mmであることが好ましい。
次いで、移送装置48及び押付け装置50を図4に示す位置から右方へ移動させると、樹脂フィルムFも巻き出し側フェスツーン33の可動ローラ33dを引き上げながら同様に移動する。他方、剥離層F2の巻取側では、ブレーキ41を解除した状態で、巻き取り側フェスツーン43の可動ローラ43dの下降を利用してローラ38、39間の剥離層F2を引き込んでいく。
この結果、樹脂フィルムFは、その先端が吸着及び先端押さえヘッド49に保持された状態でコンベア45の右端付近に到達する。このようにして、樹脂フィルムFは、フィルム層F1を下方に向けた状態でコンベア45の側方向からコンベア45の上面に沿って搬送される。また、樹脂フィルムFの先端がコンベア45の右端付近の所定位置に到達したとき、移送装置48及び押付け装置50の移動を停止させる。
図8は、本発明の他の実施形態のインナーライナー製造装置の構成を示す図である。このインナーライナー製造装置は、図1に示したインナーライナー6を構成する樹脂フィルム(樹脂組成物)Fが巻回された材料ロール31を備えている。本実施形態の樹脂フィルムFは、所定の幅を有し、図8に示すように、剥離層を介在させることなくロール状に巻回できるように、剥離に対してある程度の抵抗力を付与しつつ、巻き戻しが容易に行えるように樹脂フィルムFの片面に粘着剤F4を塗布しておく。フィルム層F1の形状は既に説明した実施形態と同一である。
Claims (17)
- ビード部、トレッド部及びサイド部を備えるタイヤにおいて、
タイヤ内面に、タイヤ周方向に2箇所以上の継ぎ目を有する樹脂組成物(A)からなる層を少なくとも含むインナーライナーを備え、
前記樹脂組成物(A)は、エチレン含有量が25〜50モル%のエチレン−ビニルアルコール共重合体100質量部に対し、エポキシ化合物1〜50質量部を反応させて得られる変性エチレン−ビニルアルコール共重合体を含み、
前記樹脂組成物(A)が、前記変性エチレン−ビニルアルコール共重合体のマトリクス中に、ヤング率が500MPa以下の柔軟樹脂を分散させてなり、
前記樹脂組成物(A)における前記柔軟樹脂の含有率が10〜30質量%である、
ことを特徴とするタイヤ。 - 請求項1に記載されたタイヤにおいて、
前記樹脂組成物(A)からなる層の継ぎ目が、タイヤ周方向に等間隔で存在することを特徴とするタイヤ。 - 請求項1に記載されたタイヤにおいて、
前記樹脂組成物(A)からなる層の継ぎ目の重なり部分の長さが1〜50mmであることを特徴とするタイヤ。 - 請求項3に記載されたタイヤにおいて、
前記樹脂組成物(A)からなる層の継ぎ目の重なり部分の長さが3〜30mmであることを特徴とするタイヤ。 - 請求項1に記載されたタイヤにおいて、
前記樹脂組成物(A)からなる層は、20℃、65%RHにおける酸素透過量が3.0×10-12cm3・cm/cm2・sec・cmHg以下であることを特徴とするタイヤ。 - 請求項1に記載されたタイヤにおいて、
前記樹脂組成物(A)からなる層の厚さが200μm以下であることを特徴とするタイヤ。 - 請求項1に記載されたタイヤにおいて、
前記インナーライナーが、前記樹脂組成物(A)からなる層に隣接して、更にエラストマーからなる補助層を一層以上備えることを特徴とするタイヤ。 - 請求項1に記載されたタイヤにおいて、
前記樹脂組成物(A)からなる層が架橋されていることを特徴とするタイヤ。 - 所定幅及び長さの樹脂フィルム片の幅方向の端部を貼付け体上で所定枚重ねて接合し、所定幅及び長さのシート状タイヤ構成部材を製造する方法であって、
接着防止用の剥離層が付加された所定幅の樹脂フィルムの所定量を前記剥離層を剥離しながら前記貼付け体上に貼り付ける工程と、前記貼付け体上に貼り付けられた樹脂フィルムをシート状タイヤ構成部材の所定幅に対応した長さに切断して樹脂フィルム片を形成する工程と、前記樹脂フィルムの所定量を前記剥離層を剥離しながら前記樹脂フィルム片の幅方向の端部に重ねて貼り付ける工程と、該貼り付けられた樹脂フィルムを前記シート状タイヤ構成部材の所定幅に対応した長さに切断して樹脂フィルム片を形成する工程とを備え、
前記重ねて貼り付ける工程から前記樹脂フィルム片を形成する工程を所定長さのシート状タイヤ構成部材が得られるまで繰り返すことを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する方法。 - 請求項9に記載された所定幅及び長さのシート状タイヤ構成部材を製造する方法において、
前記重ねて貼り付ける工程は、前記貼付け体の移動により、前記樹脂フィルム片を幅方向に移動させることで重ね幅を設定する工程を有することを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する方法。 - 所定幅及び長さの樹脂フィルム片の幅方向の端部を所定枚重ねて接合して、所定幅及び長さのシート状タイヤ構成部材を製造する装置であって、
前記樹脂フィルム片を接合するときに載せるための貼付け体と、接着防止用の剥離層が付加された所定幅の樹脂フィルムの所定量を前記貼付け体の上方に搬送する第1の搬送手段と、前記貼付け体の上方に搬送された樹脂フィルムから前記剥離層を剥離する手段と、前記剥離層が剥離された樹脂フィルムを前記貼付け体上に貼り付ける手段と、前記貼付け体上に貼り付けられた樹脂フィルムをシート状タイヤ構成部材の所定幅に対応した長さに切断して樹脂フィルム片を形成する手段と、該樹脂フィルム片をその幅方向に所定量搬送する第2の搬送手段とを備えたことを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する装置。 - 請求項11に記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、
前記剥離する手段は、前記貼付け体に沿って移動可能なナイフエッジであることを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する装置。 - 請求項11又は12に記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、
前記第1の搬送手段が動作するとき、前記樹脂フィルムを挟むとともに、前記貼付け体に沿って前記第1の搬送手段とともに移動することにより、前記剥離層のずれを防止する手段を備えたことを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する装置。 - 請求項11ないし13のいずれかに記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、
前記貼付け体はコンベア又はドラムであることを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する装置。 - 請求項11ないし14のいずれかに記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、
前記第1の搬送手段は、前記樹脂フィルムを吸着する手段と、該吸着する手段を前記貼付け体に沿って移動させる手段とを有することを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する装置。 - 請求項11ないし15のいずれかに記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、
前記貼り付ける手段は、前記貼付け体に沿って移動可能なローラであることを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する装置。 - 請求項11ないし16のいずれかに記載された所定幅及び長さのシート状タイヤ構成部材を製造する装置において、
前記樹脂フィルムが巻回されているロールと、該ロールから前記樹脂フィルムを巻き出す手段とを備えたことを特徴とする所定幅及び長さのシート状タイヤ構成部材を製造する装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008544108A JP5159632B2 (ja) | 2006-11-14 | 2007-10-31 | タイヤ及びシート状タイヤ構成部材の製造方法及び製造装置 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006307719 | 2006-11-14 | ||
| JP2006307719 | 2006-11-14 | ||
| JP2007204427 | 2007-08-06 | ||
| JP2007204427 | 2007-08-06 | ||
| PCT/JP2007/071226 WO2008059716A1 (fr) | 2006-11-14 | 2007-10-31 | Pneu et procédé et dispositif pour fabriquer l'élément de structure de pneu |
| JP2008544108A JP5159632B2 (ja) | 2006-11-14 | 2007-10-31 | タイヤ及びシート状タイヤ構成部材の製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2008059716A1 JPWO2008059716A1 (ja) | 2010-03-04 |
| JP5159632B2 true JP5159632B2 (ja) | 2013-03-06 |
Family
ID=39401525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008544108A Active JP5159632B2 (ja) | 2006-11-14 | 2007-10-31 | タイヤ及びシート状タイヤ構成部材の製造方法及び製造装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5159632B2 (ja) |
| WO (1) | WO2008059716A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106132679A (zh) * | 2014-04-02 | 2016-11-16 | 株式会社普利司通 | 充气轮胎及充气轮胎的制造方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009241399A (ja) * | 2008-03-31 | 2009-10-22 | Yokohama Rubber Co Ltd:The | 空気入りタイヤの製造方法 |
| JP2010095150A (ja) * | 2008-10-16 | 2010-04-30 | Bridgestone Corp | 空気入りタイヤ |
| JP5321025B2 (ja) * | 2008-12-08 | 2013-10-23 | 横浜ゴム株式会社 | 空気入りタイヤ |
| JP5551414B2 (ja) * | 2009-11-13 | 2014-07-16 | 株式会社ブリヂストン | インナーライナーおよびそれを用いたタイヤ |
| US20120103496A1 (en) * | 2010-10-28 | 2012-05-03 | Joseph Alan Incavo | Pneumatic tire with tie layer and method of making same |
| US20120103487A1 (en) * | 2010-10-28 | 2012-05-03 | Ramendra Nath Majumdar | Pneumatic tire with tire layer and dva barrier layer adhered thereto and method of making same |
| JP5423732B2 (ja) * | 2010-12-22 | 2014-02-19 | 横浜ゴム株式会社 | 空気入りタイヤ |
| JP6010883B2 (ja) * | 2011-08-09 | 2016-10-19 | 横浜ゴム株式会社 | 空気入りタイヤの製造方法 |
| JP6262141B2 (ja) * | 2011-11-15 | 2018-01-17 | ブリヂストン アメリカズ タイヤ オペレイションズ エルエルシー | 巻取多層タイヤインナーライナ製品、空気入りタイヤ、及び巻取多層タイヤインナーライナ製品の製造方法 |
| JP7176930B2 (ja) * | 2018-11-05 | 2022-11-22 | Toyo Tire株式会社 | ゴム材料を供給する装置及び方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63158235A (ja) * | 1986-12-22 | 1988-07-01 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| WO2002055289A1 (fr) * | 2001-01-12 | 2002-07-18 | Bridgestone Corporation | Procede de production d'element de pneumatique et dispositif a cet effet |
| JP2005343217A (ja) * | 2004-05-31 | 2005-12-15 | Bridgestone Corp | 応急用空気入りタイヤ |
| JP2006069546A (ja) * | 2005-11-30 | 2006-03-16 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2007296916A (ja) * | 2006-04-28 | 2007-11-15 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ及びその製造方法 |
-
2007
- 2007-10-31 JP JP2008544108A patent/JP5159632B2/ja active Active
- 2007-10-31 WO PCT/JP2007/071226 patent/WO2008059716A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63158235A (ja) * | 1986-12-22 | 1988-07-01 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| WO2002055289A1 (fr) * | 2001-01-12 | 2002-07-18 | Bridgestone Corporation | Procede de production d'element de pneumatique et dispositif a cet effet |
| JP2005343217A (ja) * | 2004-05-31 | 2005-12-15 | Bridgestone Corp | 応急用空気入りタイヤ |
| JP2006069546A (ja) * | 2005-11-30 | 2006-03-16 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2007296916A (ja) * | 2006-04-28 | 2007-11-15 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ及びその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106132679A (zh) * | 2014-04-02 | 2016-11-16 | 株式会社普利司通 | 充气轮胎及充气轮胎的制造方法 |
| CN106132679B (zh) * | 2014-04-02 | 2019-07-23 | 株式会社普利司通 | 充气轮胎及充气轮胎的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008059716A1 (fr) | 2008-05-22 |
| JPWO2008059716A1 (ja) | 2010-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5159632B2 (ja) | タイヤ及びシート状タイヤ構成部材の製造方法及び製造装置 | |
| JP4990575B2 (ja) | 空気入りタイヤ用インナーライナー及びそれを備えた空気入りタイヤ | |
| EP2045102B1 (en) | Inner liner for pneumatic tire and pneumatic tire | |
| EP2420393B1 (en) | Pneumatic tire | |
| JP5019812B2 (ja) | 積層体及びその製造方法、並びにそれを用いたタイヤ | |
| JP5039332B2 (ja) | 空気入りタイヤ用インナーライナー及びそれを備えた空気入りタイヤ | |
| WO2012165512A1 (ja) | 積層体、タイヤ、及び該タイヤの製造方法 | |
| WO2012141035A1 (ja) | 粘接着剤組成物、接着方法及び空気入りタイヤ | |
| WO2014017486A1 (ja) | インナーライナー用積層体およびそれを用いたタイヤ | |
| JP4939863B2 (ja) | 空気入りタイヤ用インナーライナー及びその製造方法、並びに空気入りタイヤ | |
| EP2623304B1 (en) | Production method for pneumatic tires | |
| JP2009190448A (ja) | タイヤ | |
| JP2009220793A (ja) | タイヤ | |
| JP2009083776A (ja) | タイヤ用インナーライナー及びそれを用いたタイヤ | |
| WO2008013183A1 (fr) | Revêtement interne pour pneu, son procédé de fabrication et pneu | |
| JP5519644B2 (ja) | 空気入りタイヤおよびその製造方法 | |
| JP5767862B2 (ja) | タイヤ | |
| JP2009040117A (ja) | タイヤ | |
| JP2009274680A (ja) | 重荷重用タイヤ | |
| JP5423132B2 (ja) | 積層体の製造方法並びに空気入りタイヤの製造方法 | |
| JP2007276581A (ja) | 空気入りタイヤ | |
| JP5783806B2 (ja) | タイヤ及び該タイヤの製造方法 | |
| JP4468074B2 (ja) | ランフラットタイヤ | |
| JP2009173114A (ja) | 重荷重用タイヤ | |
| JP6068005B2 (ja) | 空気入りタイヤ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121211 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5159632 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |