JP5149683B2 - 溶射装置におけるワイヤ送給機構 - Google Patents
溶射装置におけるワイヤ送給機構 Download PDFInfo
- Publication number
- JP5149683B2 JP5149683B2 JP2008111113A JP2008111113A JP5149683B2 JP 5149683 B2 JP5149683 B2 JP 5149683B2 JP 2008111113 A JP2008111113 A JP 2008111113A JP 2008111113 A JP2008111113 A JP 2008111113A JP 5149683 B2 JP5149683 B2 JP 5149683B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- feeding
- reel
- guide
- wire reel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Nozzles (AREA)
- Coating By Spraying Or Casting (AREA)
Description
B 溶射装置
M1,M2 モータ(駆動機構)
M3 回転駆動モータ
M4 昇降駆動モータ
10 ワイヤリール
11 ワイヤ
12 軸心
13 駆動ベルト
20 送給ローラ
30 ガイド機構
31 支持部材
32,33 ガイドローラ
32a,33a 溝
34 支軸
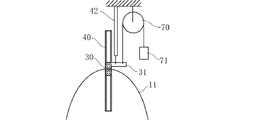
40 ガイドレール
41 弾性部材
42 ポテンショメータ
43 制御手段
44 ガイド部材
51 回転体
52 溶射ノズル
53 支持体
54 軸受け
55 駆動ベルト
56 ガイドレール
57a,57b チップ
58 エアー噴出部
60 シリンダブロック
61 シリンダボア
70 滑車
71 おもり
Claims (5)
- シリンダボア面に溶射被膜を形成するための溶射装置におけるワイヤ送給機構であって、
ワイヤリールと、上記ワイヤリールから繰り出されるワイヤを送り出すための送給ローラと、
上記ワイヤを繰り出す方向に上記ワイヤリールを回転させる駆動機構と、
上記ワイヤリールから上記送給ローラまでを移動する上記ワイヤを拘束しつつ上記ワイヤの移動方向と交差する方向に移動可能であり、上記ワイヤリールから上記送給ローラまでの上記ワイヤの移動経路の長さを変化させることができるガイド機構と、
上記ワイヤリールから上記送給ローラまでの上記ワイヤの移動経路が長くなる方向に上記ガイド機構を引っ張る張力付与手段と、
上記ガイド機構の上記所定の方向における位置を検知する検知手段と、
上記検知手段によって検知した上記ガイド機構の位置に応じて上記駆動機構を制御する制御手段と、を備えており、
上記ワイヤリールから上記送給ローラまでの上記ワイヤの移動経路は、上記ワイヤリールから上記ワイヤが繰り出される方向と、上記送給ローラによる上記ワイヤの送り出し方向とが反対方向を向くようにループをなしていることを特徴とする、溶射装置におけるワイヤ送給機構。 - 上記制御手段は、基準位置に対して上記ワイヤリールから上記送給ローラまでの上記ワイヤの移動経路がさらに短くなる方向に上記ガイド機構が動くと、上記ワイヤリールの回転速度を増速させるように制御を行う、請求項1に記載の溶射装置におけるワイヤ送給機構。
- 上記制御手段は、基準位置に対して上記ワイヤリールから上記送給ローラまでの上記ワイヤの移動経路が短くなる方向へ上記ガイド機構が移動した距離に比例して、上記ワイヤリールの回転速度を増速するように制御を行う、請求項2に記載の溶射装置におけるワイヤ送給機構。
- 上記ガイド機構は、上記ワイヤを挟んで位置する自由回転可能な2つのガイドローラを備えて構成されており、上記ガイドローラの各々の外周には、上記ワイヤを通すための溝が形成されている、請求項1ないし3のいずれかに記載の溶射装置におけるワイヤ送給機構。
- 上記ガイド機構は、上記2つのガイドローラを支持する支持部材が上記ワイヤの移動方向と交差する方向に沿って延びるガイドレールに案内保持されている、請求項4に記載の溶射装置におけるワイヤ送給機構。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008111113A JP5149683B2 (ja) | 2008-04-22 | 2008-04-22 | 溶射装置におけるワイヤ送給機構 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008111113A JP5149683B2 (ja) | 2008-04-22 | 2008-04-22 | 溶射装置におけるワイヤ送給機構 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009263683A JP2009263683A (ja) | 2009-11-12 |
| JP2009263683A5 JP2009263683A5 (ja) | 2010-11-18 |
| JP5149683B2 true JP5149683B2 (ja) | 2013-02-20 |
Family
ID=41389905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008111113A Expired - Fee Related JP5149683B2 (ja) | 2008-04-22 | 2008-04-22 | 溶射装置におけるワイヤ送給機構 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5149683B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10569368B2 (en) | 2017-07-13 | 2020-02-25 | Ford Global Technologies, Llc | Plasma transfer wire arc wire feed control system |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8726881B2 (en) | 2009-03-27 | 2014-05-20 | Honda Motor Co., Ltd | Inlet passage structure of V-type internal combustion engine |
| RU2479861C2 (ru) * | 2010-07-19 | 2013-04-20 | Юрий Александрович Чивель | Устройство для контроля и управления процессом термического напыления |
| US9950385B2 (en) | 2014-01-27 | 2018-04-24 | Daihen Corporation | Wire feeding mechanism and arc processing system employing the same |
| JP6316605B2 (ja) * | 2014-01-27 | 2018-04-25 | 株式会社ダイヘン | 送給機構、アークシステム |
| JP6396183B2 (ja) * | 2014-11-14 | 2018-09-26 | 株式会社ダイヘン | 溶射装置 |
| CN104532179B (zh) * | 2014-12-10 | 2016-12-07 | 北京理工大学 | 一种竖直送丝装置 |
| CN107805774B (zh) * | 2017-11-29 | 2019-07-02 | 新兴河北工程技术有限公司 | 一种球墨铸铁管用锌丝传导机构 |
| CN111334741B (zh) * | 2020-03-19 | 2024-07-05 | 深圳市佳士机器人科技有限公司 | 平面产品热喷涂设备 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5747521A (en) * | 1980-09-02 | 1982-03-18 | Sumitomo Light Metal Ind Ltd | Controlling device for discharge of rod of pipe material |
| JPH0618673Y2 (ja) * | 1988-11-16 | 1994-05-18 | トヨタ自動車株式会社 | 材料供給装置 |
| JPH0790537A (ja) * | 1993-08-27 | 1995-04-04 | Furukawa Electric Co Ltd:The | ア−ク溶射機における溶射線材供給方法及び溶射線材供給装置 |
| JPH0841618A (ja) * | 1994-07-27 | 1996-02-13 | Sukaian:Kk | 溶射ガン |
| JP2002068591A (ja) * | 2000-08-30 | 2002-03-08 | Hitachi Cable Ltd | 線材送り出し装置 |
| JP2004315958A (ja) * | 2003-03-31 | 2004-11-11 | Daihen Corp | 溶射ワイヤ送給装置及びアーク溶射装置 |
| JP2006213998A (ja) * | 2005-02-07 | 2006-08-17 | Toyota Motor Corp | 溶射装置における線材供給方法及び線材供給装置 |
| JP2008030016A (ja) * | 2005-09-29 | 2008-02-14 | Daihen Corp | アーク溶射装置 |
-
2008
- 2008-04-22 JP JP2008111113A patent/JP5149683B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10569368B2 (en) | 2017-07-13 | 2020-02-25 | Ford Global Technologies, Llc | Plasma transfer wire arc wire feed control system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009263683A (ja) | 2009-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5149683B2 (ja) | 溶射装置におけるワイヤ送給機構 | |
| KR101433706B1 (ko) | 텐션장치 및 텐션부여방법 | |
| KR101346007B1 (ko) | 통형 연사 제조 장치 | |
| JP2009263683A5 (ja) | ||
| EP2075358A2 (en) | Spinning machine | |
| JP5623794B2 (ja) | 巻線用線材のバックテンション付与装置及びそのバックテンション付与方法 | |
| CN105398880A (zh) | 储纱装置以及具备该储纱装置的纱线卷绕装置 | |
| JP5538478B2 (ja) | 光ファイバの巻取方法および巻取装置、ならびに光ファイバの製造方法 | |
| JP2014125348A (ja) | 糸引出し装置及び糸巻取機 | |
| JP2009046778A (ja) | 巻取テンション制御装置 | |
| US8215578B2 (en) | Device for maintaining a yarn in a spooler | |
| EP3798166B1 (en) | Yarn winder | |
| EP3835244B1 (en) | Yarn winder | |
| JP4712549B2 (ja) | ワインダー | |
| JP5083341B2 (ja) | フィルム搬送装置 | |
| JP2004277949A (ja) | 紡績機 | |
| JP2013079127A (ja) | 光ファイバの巻き取り方法及び巻き取り装置 | |
| JPH06277756A (ja) | 線材の貯線装置 | |
| CN103180235A (zh) | 纱线蓄留引出装置以及纱线卷绕机 | |
| JP2006069085A (ja) | 帯状ゴムの張力制御方法および装置 | |
| JP2008184304A (ja) | テンション装置 | |
| US11642711B2 (en) | Drawing machine and drawing method | |
| JP2004277884A (ja) | 中空撚り糸状物の製造装置 | |
| JP2003246515A (ja) | 帯状材の繰出装置 | |
| WO2016031469A1 (ja) | 糸巻取装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101004 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101004 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120918 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5149683 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151207 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |