JP5122885B2 - コンデンサ内蔵配線基板及びその製造方法 - Google Patents
コンデンサ内蔵配線基板及びその製造方法 Download PDFInfo
- Publication number
- JP5122885B2 JP5122885B2 JP2007204187A JP2007204187A JP5122885B2 JP 5122885 B2 JP5122885 B2 JP 5122885B2 JP 2007204187 A JP2007204187 A JP 2007204187A JP 2007204187 A JP2007204187 A JP 2007204187A JP 5122885 B2 JP5122885 B2 JP 5122885B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- capacitor
- conductor
- hole
- electrode layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Description
まず以下の手順で誘電体スラリーを調製した。平均粒径0.7μmのチタン酸バリウム粉末(誘電体粉)、エタノールとトルエンとの混合溶剤、分散剤、可塑剤をポットで湿式混合し、十分に混合された時点で、有機バインダを添加してさらに混合する。これにより、誘電体グリーンシート221を形成する際の出発材料となる誘電体スラリーを得る。このとき、各成分の配合比率を適宜変更することにより、誘電体スラリーを約0.5Pa・sの粘度(リオン株式会社製ビスコテスター VT−04型粘度計 No.1ロータ 62.5rpm 1分値 25℃で測定した粘度をいう。)に調製する。次に、この誘電体スラリーを用いて誘電体グリーンシート221の形成を以下のように行う。即ち、所定幅のPETフィルム223のロールを用意して、このロールをキャスティング装置の供給側にセットし、ドクターブレード法やリップコーティングなどの従来周知の手法によりPETフィルム223の上面に誘電体スラリーを薄く均一な厚さでキャスティング(塗工)する。その後、シート状にキャスティングされた誘電体スラリーをキャスティング装置の供給側と巻き取り側との間に配置されているヒータで加熱乾燥し、厚さ7μmの誘電体グリーンシート221(誘電体層21となる未焼結誘電体層)を形成する。
ニッケルグリーンシート220は、誘電体グリーンシート221の場合とほぼ同様の方法で作製される。まず、平均粒径0.7μmのニッケル粉末(金属粉)に分散剤、可塑剤を加える。これをターピネオールを分散媒として、さらに有機バインダを加えた上で混合する。次に、この混合物を用いて、ニッケルグリーンシート220の形成を行う。即ち、所定幅のPETフィルム225のロールを用意して、このロールをキャスティング装置の供給側にセットし、PETフィルム225の上面に上記の混合物を薄く均一な厚さでキャスティングする。その後、シート状にキャスティングされた混合物をヒータで加熱乾燥し、厚さ7μmのニッケルグリーンシート220(ニッケル電極31となる未焼結金属層)を形成する。
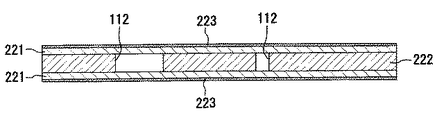
電極層11となる厚さ30μmのニッケル箔222を用意するとともに、そのニッケル箔222に対してエッチングを行う。これにより、ニッケル箔222が150mm角の大きさに切断され、ニッケル箔222に電極層側貫通孔112が形成される(貫通孔形成工程、図3参照)。また、打ち抜き金型等を用いて、各グリーンシート220,221をニッケル箔222と同じ大きさ(150mm角)に切断する。この段階ではまだグリーンシート220,221は硬化していないため、比較的簡単に打ち抜きを行うことができ、しかもクラックの発生を未然に防止することができる。
次に、上記未焼結積層体50を大気中にて250℃で10時間脱脂し、さらに還元雰囲気中1260℃にて所定時間焼成する。その結果、チタン酸バリウム及びニッケルが加熱されて同時焼結し、厚さ4μmのニッケル電極31、厚さ4μmの誘電体層21、厚さ30μmの電極層11、厚さ4μmの誘電体層21、厚さ4μmのニッケル電極31の順で積層された焼結体(セラミックコンデンサ10)が得られる(焼成工程、図7参照)。
次に、シランカップリング剤(KBM−403:信越化学製)の濃度が1wt%となる酢酸水溶液を調合する。これに焼成したセラミックコンデンサ10を1分含浸して引き上げる。そして、表面の余分なシランカップリング剤を洗い流した後、110℃で5分間乾燥させる。
次に、第1層の樹脂層間絶縁層81が形成されたコア基板72を用意し、その第1層の樹脂層間絶縁層81上に、電極層11の第1主面12側を上向きにしてセラミックコンデンサ10を搭載する(図7,図8参照)。
次に、セラミックコンデンサ10上及び第1層の樹脂層間絶縁層81上に、未硬化状態のフィルム材をラミネータ等で被覆する。そして、熱硬化させて第2層(上層側)の樹脂層間絶縁層82とする(内蔵工程、図9参照)。この時点でセラミックコンデンサ10が樹脂層間絶縁層81,82内に完全に埋め込まれる。
次に、炭酸ガスレーザーを用いたレーザー加工を行い、樹脂層間絶縁層82を貫通してニッケル電極31を露出させるビア孔229を形成する(図10参照)。また、レーザー径が内層側導体層123の直径及び電極層側貫通孔112の内径よりも小さくなるように調節した状態で炭酸ガスレーザーを用いたレーザー孔あけ加工を行い、樹脂層間絶縁層82、樹脂層間絶縁層81を順番に貫通して内層側導体層123を露出させるビア孔227を形成する。
次に、過マンガン酸ナトリウムで樹脂層間絶縁層81,82を粗化し、各ビア孔227〜229の内面に対する無電解銅めっきを行った後、レジストを形成し、フォトリソでパターニングを行う。そして、電解銅めっきを行うことにより、ビア孔227,228内にビア導体121,122を形成するとともに、ビア孔229内にビア導体124を形成する(貫通ビア導体形成工程、図11参照)。その後、レジストを剥離し、レジスト下の無電解銅めっきを除去する。
次に、第2層の樹脂層間絶縁層82に対するビア穴あけを行った後、さらに銅めっきまたは銅ペーストの充填、印刷等を行って、ビア導体96を形成するとともに、第2層の導体層92を形成する。この後、従来周知の手法により、第3層及び第4層(最表層)の樹脂層間絶縁層83,84の形成を行い、図1の配線基板71を完成させる。
[第2実施形態]
11…電極層
12,107…第1主面
13,108…第2主面
21,104…誘電体層
31…導体層としてのニッケル電極
71…コンデンサ内蔵配線基板(配線基板)
73…配線積層部としてのビルドアップ層
81,82,83,84…樹脂層間絶縁層
103…電極層としての第2ニッケル電極
109,112…電極層側貫通孔
113…連通孔を構成する誘電体層側貫通孔
114…連通孔を構成する導体層側貫通孔
121…貫通ビア導体
122…非接触貫通ビア導体
123…内層側導体層
220…未焼結金属層としてのニッケルグリーンシート
221…未焼結体誘電体層としての誘電体グリーンシート
222…金属箔としてのニッケル箔
228…ビア孔
Claims (10)
- 第1主面及び第2主面を有する電極層と、前記電極層の前記第1主面及び前記第2主面の少なくともいずれかの上に形成された誘電体層とを有するコンデンサが、前記第2主面側を内層側に配置しかつ前記第1主面側を外層側に配置した状態で、配線基板における配線積層部を構成する樹脂層間絶縁層内に埋め込まれているコンデンサ内蔵配線基板であって、
前記コンデンサをその厚さ方向に貫通する貫通ビア導体が、前記樹脂層間絶縁層内に設けられ、
前記貫通ビア導体の底部が、前記コンデンサよりも内層側に位置する内層側導体層に面接触し、
前記貫通ビア導体の外周部が、前記電極層に形成された電極層側貫通孔の第1主面側開口縁、内壁面及び第2主面側開口縁に面接触し、
前記貫通ビア導体は、前記樹脂層間絶縁層を貫通して前記内層側導体層を露出させるビア孔に充填されたフィルドビア導体であって、頂部から底部に行くに従って全体的に外径が徐々に小さくなる形状をなしており、
前記貫通ビア導体の頂部及び底部における外径が、前記電極層側貫通孔の内径よりも大きく、
前記内層側導体層と前記貫通ビア導体の底部との接触部分の直径が、前記電極層側貫通孔の内径よりも大きい
ことを特徴とするコンデンサ内蔵配線基板。 - 前記樹脂層間絶縁層内において前記コンデンサをその厚さ方向に貫通するように設けられ、前記電極層に接触しない非接触貫通ビア導体をさらに有することを特徴とする請求項1に記載のコンデンサ内蔵配線基板。
- 前記内層側導体層の表面から前記電極層の第2主面までの間隔は、前記内層側導体層と前記貫通ビア導体の底部との接触部分の直径の0.6倍以上3.0倍以下であることを特徴とする請求項1または2に記載のコンデンサ内蔵配線基板。
- 前記コンデンサは、前記誘電体層と、前記誘電体層と同時焼成によって形成される導体層とが、前記電極層となる金属箔の少なくとも片側に積層された構造を有しており、
前記電極層側貫通孔は焼成前に形成されている
ことを特徴とする請求項1乃至3のいずれか1項に記載のコンデンサ内蔵配線基板。 - 前記金属箔はニッケルからなることを特徴とする請求項4に記載のコンデンサ内蔵配線基板。
- 前記貫通ビア導体は銅からなることを特徴とする請求項1乃至5のいずれか1項に記載のコンデンサ内蔵配線基板。
- 請求項1乃至6のいずれか1項に記載のコンデンサ内蔵配線基板の製造方法において、
前記コンデンサを前記樹脂層間絶縁層上に搭載した後、前記コンデンサ上及び前記樹脂層間絶縁層上に上層側の樹脂層間絶縁層を被覆することにより、前記コンデンサを樹脂層間絶縁層内に埋め込む内蔵工程と、
前記内蔵工程後、レーザー径が前記電極層側貫通孔の内径以上になるように調節した状態で炭酸ガスレーザーを用いたレーザー孔あけ加工を行い、前記樹脂層間絶縁層を貫通するビア孔を前記電極層側貫通孔を狙って形成するビア孔形成工程と、
前記ビア孔形成工程後、前記ビア孔の内面に対するめっきを行うことにより、前記ビア孔内に前記貫通ビア導体を形成する貫通ビア導体形成工程と
を含むことを特徴とするコンデンサ内蔵配線基板の製造方法。 - 前記レーザー径は、前記内層側導体層の直径よりも小さいことを特徴とする請求項7に記載のコンデンサ内蔵配線基板の製造方法。
- 前記貫通ビア導体形成工程では、前記ビア孔の内面に対するめっきを行うことにより、前記電極層に接触しない非接触貫通ビア導体を形成することを特徴とする請求項7または8に記載のコンデンサ内蔵配線基板の製造方法。
- 前記コンデンサは、
前記電極層となる金属箔に前記電極層側貫通孔を形成する貫通孔形成工程と、
前記金属箔上に前記誘電体層となる未焼結誘電体層を積層する誘電体層積層工程と、
前記誘電体層積層工程後、前記未焼結誘電体層上に、前記誘電体層と同時焼成によって形成される導体層となる未焼結金属層を形成する金属層形成工程と、
前記金属層形成工程後、前記未焼結誘電体層及び前記未焼結金属層に、前記未焼結誘電体層及び前記未焼結金属層を貫通し、前記電極層側貫通孔に連通する連通孔を形成する連通孔形成工程と、
前記未焼結誘電体層及び前記未焼結金属層を加熱して焼結させることにより、前記誘電体層及び前記導体層を得る焼成工程と
を経て形成されることを特徴とする請求項7乃至9のいずれか1項に記載のコンデンサ内蔵配線基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007204187A JP5122885B2 (ja) | 2007-08-06 | 2007-08-06 | コンデンサ内蔵配線基板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007204187A JP5122885B2 (ja) | 2007-08-06 | 2007-08-06 | コンデンサ内蔵配線基板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009043768A JP2009043768A (ja) | 2009-02-26 |
| JP5122885B2 true JP5122885B2 (ja) | 2013-01-16 |
Family
ID=40444231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007204187A Expired - Fee Related JP5122885B2 (ja) | 2007-08-06 | 2007-08-06 | コンデンサ内蔵配線基板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5122885B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001267748A (ja) * | 2000-03-16 | 2001-09-28 | Hitachi Aic Inc | 多層プリント配線板およびその製造方法 |
| JP2005045008A (ja) * | 2003-07-22 | 2005-02-17 | Matsushita Electric Ind Co Ltd | 多層積層体およびその製造方法 |
| JP5089880B2 (ja) * | 2005-11-30 | 2012-12-05 | 日本特殊陶業株式会社 | 配線基板内蔵用キャパシタ、キャパシタ内蔵配線基板及びその製造方法 |
-
2007
- 2007-08-06 JP JP2007204187A patent/JP5122885B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009043768A (ja) | 2009-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI453883B (zh) | 內建零件之配線基板 | |
| JP4773531B2 (ja) | 配線基板及びその製造方法 | |
| JP2010087499A (ja) | コンデンサ装置の製造方法 | |
| JP2009260318A (ja) | 部品内蔵配線基板 | |
| KR100605454B1 (ko) | 전사재 및 그 제조방법 및 이것을 이용하여 제조된 배선기판 | |
| JP2009043769A (ja) | コンデンサ内蔵配線基板及びその製造方法、支持体付きコンデンサ | |
| JP2010087266A (ja) | 複合基板及びその製造方法 | |
| JP2002076637A (ja) | チップ部品内蔵基板及びその製造方法 | |
| JP5707710B2 (ja) | 積層型チップ部品 | |
| JP2015095587A (ja) | 多層配線基板 | |
| JP2006210536A (ja) | 電子部品の製造方法、電子部品付き配線基板 | |
| JP4718314B2 (ja) | 誘電体積層構造体、その製造方法、及び配線基板 | |
| US11083090B2 (en) | Multi-layer ceramic electronic component, method of producing a multi-layer ceramic electronic component, and substrate with a built-in electronic component | |
| JP5436177B2 (ja) | 配線基板内蔵用部品及びその製造方法、並びに配線基板 | |
| JP2012009556A (ja) | セラミック電子部品及びその製造方法 | |
| JP5122885B2 (ja) | コンデンサ内蔵配線基板及びその製造方法 | |
| JP5723577B2 (ja) | 電子部品の製造方法 | |
| JP4051194B2 (ja) | コンデンサ素子内蔵多層配線基板 | |
| JP2006100422A (ja) | 積層コンデンサ及びその製造方法 | |
| JP4579673B2 (ja) | 電子部品及びその製造方法、電子部品付き配線基板 | |
| WO2007010705A1 (ja) | コンデンサ、コンデンサの製造方法、コンデンサ内蔵基板、およびコンデンサ内蔵基板の製造方法 | |
| JP4429130B2 (ja) | セラミック電子部品の製造方法 | |
| JP2004172412A (ja) | コンデンサ素子およびコンデンサ素子内蔵多層配線基板 | |
| JP2006032747A (ja) | 積層電子部品及びその製造方法 | |
| JP2006179742A (ja) | 電子部品及びその製造方法、電子部品付き配線基板、金属と誘電体との界面構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120316 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121002 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121025 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |