JP5100989B2 - 部品内蔵配線板 - Google Patents
部品内蔵配線板 Download PDFInfo
- Publication number
- JP5100989B2 JP5100989B2 JP2005222518A JP2005222518A JP5100989B2 JP 5100989 B2 JP5100989 B2 JP 5100989B2 JP 2005222518 A JP2005222518 A JP 2005222518A JP 2005222518 A JP2005222518 A JP 2005222518A JP 5100989 B2 JP5100989 B2 JP 5100989B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating layer
- wiring pattern
- wiring
- wiring board
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
Description
Claims (9)
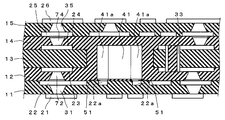
- 第1の絶縁層と、
前記第1の絶縁層に対して積層状に位置する第2の絶縁層と、
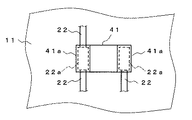
端子である電極を両端に備えた、前記第2の絶縁層に埋め込まれているチップ部品と、
前記第1の絶縁層と前記第2の絶縁層とに挟まれて設けられ、かつ、前記チップ部品の前記端子の板厚み方向投影図形に内包される大きさのパターンを該チップ部品の実装用ランドとして有する配線パターンと、
前記チップ部品の前記端子と前記配線パターンの前記実装用ランドとを接続する半田部と、を具備し、
前記チップ部品の周りに空隙の発生がないように、前記チップ部品が、前記第2の絶縁層に埋め込まれておりかつ前記チップ部品の前記端子が、前記半田部を介して前記配線パターンの前記実装用ランドに接続されていること
を特徴とする部品内蔵配線板。 - 前記第2の絶縁層が、少なくとも2つの絶縁層の積層であり、
前記少なくとも2つの絶縁層の間に挟まれて設けられた第2の配線パターンと、
前記第2の絶縁層の積層方向一部を貫通して前記配線パターンの面と前記第2の配線パターンの面との間に挟設され、かつ導電性組成物からなり、かつ積層方向に一致する軸を有し該軸の方向に径が変化している形状である層間接続体と
をさらに具備することを特徴とする請求項1記載の部品内蔵配線板。 - 前記第2の絶縁層が、少なくとも2つの絶縁層の積層であり、
前記少なくとも2つの絶縁層の間に挟まれて設けられた第2の配線パターンと、
前記第2の絶縁層の積層方向一部を貫通して前記配線パターンの面と前記第2の配線パターンの面との間に挟設され、かつ金属からなり、かつ積層方向に一致する軸を有し該軸の方向に径が変化している形状である層間接続体と
をさらに具備することを特徴とする請求項1記載の部品内蔵配線板。 - 前記第1の絶縁層の前記配線パターンが位置する側とは反対側に設けられた第2の配線パターンと、
前記第1の絶縁層を貫通して前記配線パターンの面と前記第2の配線パターンの面との間に挟設され、かつ導電性組成物からなり、かつ積層方向に一致する軸を有し該軸の方向に径が変化している形状である層間接続体と
をさらに具備することを特徴とする請求項1記載の部品内蔵配線板。 - 前記第1の絶縁層の前記配線パターンが位置する側とは反対側に設けられた第2の配線パターンと、
前記第1の絶縁層を貫通して前記配線パターンの面と前記第2の配線パターンの面との間に挟設され、かつ金属からなり、かつ積層方向に一致する軸を有し該軸の方向に径が変化している形状である層間接続体と
をさらに具備することを特徴とする請求項1記載の部品内蔵配線板。 - 前記第1の絶縁層の前記配線パターンが位置する側とは反対側に設けられた第2の配線パターンと、
前記第1の絶縁層を貫通して前記配線パターンの面と前記第2の配線パターンの面との間に挟設され、かつ導電性組成物からなり、かつ積層方向に一致する軸を有し該軸の方向に径が変化していない形状である層間接続体と
をさらに具備することを特徴とする請求項1記載の部品内蔵配線板。 - 前記第1の絶縁層の前記配線パターンが位置する側とは反対側に設けられた第2の配線パターンと、
前記第1の絶縁層を貫通して前記配線パターンの面と前記第2の配線パターンの面との間に挟設され、かつ金属からなり、かつ積層方向に一致する軸を有し該軸の方向に径が変化していない形状である層間接続体と
をさらに具備することを特徴とする請求項1記載の部品内蔵配線板。 - 前記半田部により前記チップ部品が前記配線パターンに接続される該チップ部品の側とは反対の側の該チップ部品の表面が、表出していることを特徴とする請求項1記載の部品内蔵配線板。
- 前記半田部により前記チップ部品が前記配線パターンに接続される該チップ部品の側とは反対の側の該チップ部品の表面が、前記第2の絶縁層により隠されていることを特徴とする請求項1記載の部品内蔵配線板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005222518A JP5100989B2 (ja) | 2005-08-01 | 2005-08-01 | 部品内蔵配線板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005222518A JP5100989B2 (ja) | 2005-08-01 | 2005-08-01 | 部品内蔵配線板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007042706A JP2007042706A (ja) | 2007-02-15 |
| JP5100989B2 true JP5100989B2 (ja) | 2012-12-19 |
Family
ID=37800442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005222518A Expired - Fee Related JP5100989B2 (ja) | 2005-08-01 | 2005-08-01 | 部品内蔵配線板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5100989B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5141084B2 (ja) * | 2007-04-19 | 2013-02-13 | 大日本印刷株式会社 | 電子部品実装配線板、及び電子部品実装配線板における電子部品の剥離防止方法 |
| JP5649771B2 (ja) * | 2008-04-17 | 2015-01-07 | 大日本印刷株式会社 | 部品内蔵配線板 |
| JP2009283689A (ja) * | 2008-05-22 | 2009-12-03 | Dainippon Printing Co Ltd | 部品内蔵配線板の製造方法、部品内蔵配線板 |
| JP2010267845A (ja) * | 2009-05-15 | 2010-11-25 | Dainippon Printing Co Ltd | 部品内蔵配線板、部品内蔵配線板の製造方法 |
| JP5397012B2 (ja) * | 2009-05-19 | 2014-01-22 | 大日本印刷株式会社 | 部品内蔵配線板、部品内蔵配線板の製造方法 |
| JP2013093366A (ja) * | 2011-10-24 | 2013-05-16 | Yamaichi Electronics Co Ltd | フレキシブル配線基板およびその製造方法 |
| JP5354078B2 (ja) * | 2012-09-18 | 2013-11-27 | 大日本印刷株式会社 | 部品内蔵配線板の製造方法、部品内蔵配線板 |
| CN103904048B (zh) * | 2012-12-27 | 2017-03-01 | 欣兴电子股份有限公司 | 内置式芯片封装结构 |
| JP2013225711A (ja) * | 2013-08-07 | 2013-10-31 | Dainippon Printing Co Ltd | 部品内蔵配線板 |
| JP5733378B2 (ja) * | 2013-12-03 | 2015-06-10 | 大日本印刷株式会社 | 部品内蔵配線板、部品内蔵配線板の製造方法 |
| JP6007956B2 (ja) * | 2014-09-05 | 2016-10-19 | 大日本印刷株式会社 | 部品内蔵配線板 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63169793A (ja) * | 1987-01-07 | 1988-07-13 | 株式会社村田製作所 | プリント基板へのチツプ部品の取付構造 |
| JP2003037205A (ja) * | 2001-07-23 | 2003-02-07 | Sony Corp | Icチップ内蔵多層基板及びその製造方法 |
| JP2004039723A (ja) * | 2002-07-01 | 2004-02-05 | Matsushita Electric Ind Co Ltd | 回路部品内蔵モジュールおよびその製造方法 |
| JP4294967B2 (ja) * | 2003-02-13 | 2009-07-15 | デンカAgsp株式会社 | 多層配線基板及びその製造方法 |
| JP4024188B2 (ja) * | 2003-07-16 | 2007-12-19 | 大日本印刷株式会社 | 半導体チップ内蔵配線板の製造方法 |
-
2005
- 2005-08-01 JP JP2005222518A patent/JP5100989B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007042706A (ja) | 2007-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4945974B2 (ja) | 部品内蔵配線板 | |
| JP4597631B2 (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| US8737085B2 (en) | Wiring board with a built-in component and method for manufacturing the same | |
| JP5100989B2 (ja) | 部品内蔵配線板 | |
| JP5130661B2 (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法。 | |
| JP2006156669A (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| JP2009147026A (ja) | 回路基板およびその製造方法 | |
| KR20130053289A (ko) | 인쇄회로기판의 제조방법 | |
| JP2008311612A (ja) | 多層プリント基板およびその製造方法 | |
| JP5651936B2 (ja) | 容量素子具有配線板、容量素子具有配線板の製造方法 | |
| JP4598140B2 (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| JP4657870B2 (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| JP2009283689A (ja) | 部品内蔵配線板の製造方法、部品内蔵配線板 | |
| JP2013102047A (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| JP2010098021A (ja) | 部品内蔵配線基板および部品内蔵配線基板の製造方法 | |
| JP5130666B2 (ja) | 部品内蔵配線板 | |
| JP2011071560A (ja) | 部品内蔵配線板の製造方法 | |
| JP3905802B2 (ja) | プリント配線板及びその製造方法 | |
| JP5108253B2 (ja) | 部品実装モジュール | |
| JP5245491B2 (ja) | 部品内蔵配線板の製造方法、部品内蔵配線板 | |
| JP2011249457A (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| JP2009130095A (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| JP2006041000A (ja) | 部品内蔵型プリント配線板及びその製造方法 | |
| JP5354078B2 (ja) | 部品内蔵配線板の製造方法、部品内蔵配線板 | |
| JP5779908B2 (ja) | 部品内蔵配線板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080307 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100824 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110627 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110704 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20110909 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120926 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151005 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5100989 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |