JP5083643B2 - 軸状部品をパイプ部材に溶接する溶接装置 - Google Patents
軸状部品をパイプ部材に溶接する溶接装置 Download PDFInfo
- Publication number
- JP5083643B2 JP5083643B2 JP2006221703A JP2006221703A JP5083643B2 JP 5083643 B2 JP5083643 B2 JP 5083643B2 JP 2006221703 A JP2006221703 A JP 2006221703A JP 2006221703 A JP2006221703 A JP 2006221703A JP 5083643 B2 JP5083643 B2 JP 5083643B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe member
- welding
- electrode
- axis
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Automatic Assembly (AREA)
- Resistance Welding (AREA)
Description
5 パイプ部材
5A パイプ部材
5B パイプ部材
6 製造機
7 溶接装置
8 溶接装置
14 基台
14A 基台
16 固定電極
17 可動電極
29 移動機構
O−O 電極軸線
34 パイプ部材の軸線
35 進退移動機構
38 受入孔
39 部品供給装置
50 接合機
57 回転駆動部
58 回転駆動部
60 溶接部
67 回転駆動部
Claims (4)
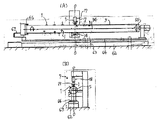
- 電極軸線上に固定電極と可動電極が同軸状態で配置された溶接装置を、パイプ部材の製造機または加工機に組み付け、前記固定電極または可動電極に前記軸状部品を保持する受入孔が形成され、溶接装置の電極軸線がパイプ部材の軸線にほぼ直交するように溶接装置が配置され、前記溶接装置の構造形式は、前記固定電極と可動電極が設けられたC型アームを有するCガン形式であり、前記電極軸線がパイプ部材の軸線から離隔するようにするための進退移動機構が溶接装置に設けられ、電極軸線がパイプ部材の軸線から離隔している状態のときに前記受入孔に軸状部品を供給する部品供給装置が配置されていることを特徴とする軸状部品をパイプ部材に溶接する溶接装置。
- 前記溶接装置がパイプ部材の長手方向に沿って移動できるように構成した請求項1記載の軸状部品をパイプ部材に溶接する溶接装置。
- 前記パイプ部材が所定角度回転するように構成した請求項1または請求項2記載の軸状部品をパイプ部材に溶接する溶接装置。
- 前記溶接装置が製造機または加工機におけるパイプ部材の送り速度と等速でパイプ部材の長手方向に沿って移動するように構成した請求項1〜請求項3のいずれかに記載の軸状部品をパイプ部材に溶接する溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006221703A JP5083643B2 (ja) | 2006-07-18 | 2006-07-18 | 軸状部品をパイプ部材に溶接する溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006221703A JP5083643B2 (ja) | 2006-07-18 | 2006-07-18 | 軸状部品をパイプ部材に溶接する溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008023592A JP2008023592A (ja) | 2008-02-07 |
| JP5083643B2 true JP5083643B2 (ja) | 2012-11-28 |
Family
ID=39114764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006221703A Expired - Fee Related JP5083643B2 (ja) | 2006-07-18 | 2006-07-18 | 軸状部品をパイプ部材に溶接する溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5083643B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101680565B1 (ko) * | 2015-03-24 | 2016-11-29 | 주식회사 성우하이텍 | 롤 포밍 방법 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9126290B2 (en) | 2009-06-24 | 2015-09-08 | David Buttress | Method for joining solar receiver tubes |
| WO2011025925A2 (en) | 2009-08-30 | 2011-03-03 | David Buttress | Apparatus and method for field welding solar receiver tubes |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06238463A (ja) * | 1993-02-13 | 1994-08-30 | Yoshitaka Aoyama | プロジェクションボルト等を円形パイプに溶接する方法およびその装置 |
| JPH06254642A (ja) * | 1993-03-04 | 1994-09-13 | Mitsubishi Heavy Ind Ltd | スパイラルフィン付きチューブの製造方法 |
| JP3790887B2 (ja) * | 2000-07-15 | 2006-06-28 | 好高 青山 | プロジェクションボルトの溶接装置 |
| JP2006159252A (ja) * | 2004-12-07 | 2006-06-22 | Fuji Heavy Ind Ltd | パイプと板材の抵抗溶接構造及び抵抗溶接方法。 |
-
2006
- 2006-07-18 JP JP2006221703A patent/JP5083643B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101680565B1 (ko) * | 2015-03-24 | 2016-11-29 | 주식회사 성우하이텍 | 롤 포밍 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008023592A (ja) | 2008-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7748593B2 (en) | Friction stir welding apparatus and method of operating same | |
| US20160158877A1 (en) | Dual ultrasonic welder | |
| CN108356386B (zh) | 弯管内壁堆焊装置 | |
| JP5043813B2 (ja) | ワークの水平型自動溶接装置及びこれを用いたワークの溶接方法 | |
| JP2014221482A (ja) | シーム溶接方法およびシーム溶接装置 | |
| JP3906404B2 (ja) | 部品溶接装置 | |
| JP2017209721A (ja) | 水平型自動溶接装置 | |
| US20140183167A1 (en) | Welding device for panel sheets and welding method for the same | |
| JP5365900B2 (ja) | プロジェクションナットの溶接装置 | |
| CN108356458A (zh) | 可旋转对称焊接的三轴实时跟踪焊接装置 | |
| JP5083643B2 (ja) | 軸状部品をパイプ部材に溶接する溶接装置 | |
| WO2003002288A1 (en) | Method and device for welding projection bolt | |
| JP6191938B2 (ja) | 孔あき部品の複数箇所供給装置 | |
| JP2013035033A (ja) | スポット溶接装置 | |
| CA2345022C (en) | Projection bolt welding system | |
| JP6101148B2 (ja) | 抵抗溶接装置 | |
| JP2012196703A (ja) | スポット溶接方法およびスポット溶接装置 | |
| KR101868970B1 (ko) | 헬리컬 파일용 헬리컬 날개 용접장치 | |
| CN119635141A (zh) | 一种用于建筑工程的自固定式自动化焊接设备 | |
| JP2011036910A (ja) | Tig溶接装置 | |
| KR101865501B1 (ko) | 표면마찰가열 전기저항 스폿용접기 | |
| JP3209159U (ja) | ポータブルスポット溶接ガン | |
| JP2002224826A (ja) | 円筒体すみ肉溶接装置 | |
| JPH0671428A (ja) | 自動ろう付け溶接機 | |
| JP4501138B2 (ja) | プロジェクション溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110502 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120807 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120823 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5083643 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |