JP4987362B2 - ハット型金属製部品とその製造方法 - Google Patents
ハット型金属製部品とその製造方法 Download PDFInfo
- Publication number
- JP4987362B2 JP4987362B2 JP2006171493A JP2006171493A JP4987362B2 JP 4987362 B2 JP4987362 B2 JP 4987362B2 JP 2006171493 A JP2006171493 A JP 2006171493A JP 2006171493 A JP2006171493 A JP 2006171493A JP 4987362 B2 JP4987362 B2 JP 4987362B2
- Authority
- JP
- Japan
- Prior art keywords
- hat
- shaped
- blank
- press
- holes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
この技術は曲げ部の下穴による強度低下を、バーリング加工により補う必要があり、強度上やコスト上の問題がある。
この技術は、軽量化には有効であるが、強度を必要とする部材には使用できないという問題がある。
この技術は、特定の製品に限定される技術であり、他の製品への応用の点で問題がある。
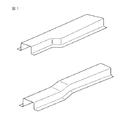
請求項1の形状凍結性に優れた自動車構造用ハット型金属製部品の発明は、天井部、縦壁部及びフランジ部よりなり、コの字型又はハの字型の断面形状を有し、かつフランジ部及び天井部の稜線の途中に屈曲部を有する部品を有する、ブランクから一体にプレス成形されたハット型金属製部品であって、縦壁部の一部及び、天井部とフランジ部の少なくとも一方の一部に、プレス成形後の残留応力を緩和した最大径3mm以上10mm以下の円形穴または長円形穴を複数有し、かつ、前記穴の総面積が縦壁部、天井部及びフランジ部を合わせた総面積の10%以下であることを特徴とする。
請求項6の発明は、請求項2〜5の発明において、成形しようとするハット型金属製部品のプレス成形後の応力分布あるいは歪分布を求め、該応力分布あるいは歪分布から前記穴を複数形成する位置を求めることを特徴とする。
請求項2〜4の発明によれば、あらかじめ穴があけられたブランクからハット型金属製部品が製造されるから、形状凍結性に優れた自動車構造用ハット型金属製部品を容易に大量生産することができる。
請求項5の発明によれば、成形後の自動車構造用ハット型金属製プレス部品に対して、該部品の一部に穴を開けるという簡単な手段によって該部品の形状不良の修復をすることができる。
請求項6の発明によれば、あらかじめ効率的に穴を形成する位置を決定することができる。
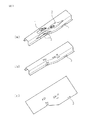
最初にプレス成形後のハット型部品の残留応力の分布を調べる。図2(a)に、フランジ部及び天井部の稜線が水平方向に不連続に曲がっているハット型部品について、3次元CADを利用したFEM応力解析による残留応力の分布を模式的に示す。図2(a)で、線で囲った部分が応力の偏析した部分であり、1は引張残留応力、2は圧縮残留応力の部分を示す。斜線の部分はそれぞれにおいてより応力の偏析が強い部分を表している。
なお、歪ゲージなどを用いて、実際にハット型部品に成形した後の歪の分布を調べ、歪値の偏析した部分を抽出するようにしてもよい。
特に、縦壁には、ねじれを解消するために、圧縮と引張の残留応力が対になっている場所に穴を開ける必要がある。また、上ぞりの発生したハット型部品では、上面の残留応力が偏析している箇所に必要な穴を開けるようにする。
また、穴3は、図2(c)に示すように、上記の結果に基づいてあらかじめブランクにあけることもできる。
本発明のハット型金属製部品は図2を用いて説明したように、残留応力の解析結果をもとにハット型部品の穴を開ける位置を決定する。そして、決定された位置に基づいて実際に穴をあけてハット型部品の形状凍結不良を低減する方法には、穴のあいていないブランク材を用いてハット型部品を成形し、成形後に決定した穴位置に基づいて図2(b)のようにハット型部品に穴をあける方法と、ハット型部品に成形する前のブランクを準備する段階で、決定した穴位置に基づいてあらかじめ穴をあけて、図2(c)のようなブランク材を準備し、そのブランク材をハット型部品に成形する方法がある。
穴あけ手段としては、穴の形状や個数などに応じて、パンチやドリルあるいはレーザなどの周知の加工手段が適宜採用できる。
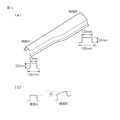
(a)は、ブランク4に切り出された後に穴3をあける方法であり、(b)は、ブランク取りする前の金属板5の状態で穴3をあける方法である。
(c)は、板に切断する前のコイルの状態で穴3をあける方法であり、コイル6を巻き戻しながら金属帯に穴あけし、穴あけ後金属帯を再度巻取ってコイルの状態とする。その後、ハット型部品の製造時に、コイルは再度巻き戻され、巻き戻された金属帯は通常のブランキングラインを経てプレス成形される。この方法では、ハット型部品の製造時に穴あけ工程がないので、形状凍結不良のないハット型部品を生産性良く製造することができる。
成形後の応力分布をそれぞれFEM解析で調べ、長手方向成形後応力が引張強度の50%以上である部分の範囲を求め、それぞれの範囲において、応力の大きさによって穴あけ個数を求め、それぞれの範囲において穴あけ位置を決めた。
(1)穴あけせずに成形のままのもの(穴あけなし)。
(2)上記解析結果に基づいて、図2(b)のように、成形後に少なくとも側壁部に、更に場合により天井部及びフランジ部の一方又は両方に穴を開ける形状不良を軽減する処理をしたもの(成形後穴あけ)。

2 圧縮残留応力の偏析した範囲
3 残留応力を緩和するための穴
4 ブランク
5 ブランクを切り出す前の板材
6 コイル
Claims (6)
- 天井部、縦壁部及びフランジ部よりなり、コの字型又はハの字型の断面形状を有し、かつフランジ部及び天井部の稜線の途中に屈曲部を有する、ブランクから一体にプレス成形されたハット型金属製部品であって、縦壁部の一部及び、天井部とフランジ部の少なくとも一方の一部に、プレス成形後の残留応力を緩和した最大径3mm以上10mm以下の円形穴または長円形穴を複数有し、かつ、前記穴の総面積が縦壁部、天井部及びフランジ部を合わせた総面積の10%以下であることを特徴とする形状凍結性に優れた自動車構造用ハット型金属製部品。
- 請求項1に記載のハット型金属製部品を製造する方法であって、金属帯をコイルから巻き戻した後、金属帯のプレス成形用のブランクとなる部分の一部に、プレス成形時に発生する応力を緩和する最大径3mm以上10mm以下の円形穴または長円形穴を複数形成した後、再度コイルに巻取り、その後、コイルを巻き戻し、巻き戻された金属帯からプレス成形用のブランクを切り出し、前記穴を有するブランクを、コの字型又はハの字型の断面形状を有し、かつフランジ部及び天井部の稜線の途中に屈曲部を有する部品にプレス成形をすることを特徴とする形状凍結性に優れた自動車構造用ハット型金属製部品の製造方法。
- 請求項1に記載のハット型金属製部品を製造する方法であって、金属板あるいは金属帯からプレス成形用のブランクを切り出す際に、ブランクとなる部分の一部に、プレス成形時に発生する応力を緩和する最大径3mm以上10mm以下の円形穴または長円形穴を複数形成した後、該穴を有するブランクを、コの字型又はハの字型の断面形状を有し、かつフランジ部及び天井部の稜線の途中に屈曲部を有する部品にプレス成形をすることを特徴とする形状凍結性に優れた自動車構造用ハット型金属製部品の製造方法。
- 請求項1に記載のハット型金属製部品を製造する方法であって、金属板あるいは金属帯からプレス成形用のブランクを切り出した後、ブランクの一部にプレス成形によって発生する応力を緩和する最大径3mm以上10mm以下の円形穴または長円形穴を複数形成し、該穴を有するブランクを、コの字型又はハの字型の断面形状を有し、かつフランジ部及び天井部の稜線の途中に屈曲部を有する部品にプレス成形をすることを特徴とする形状凍結性に優れた自動車構造用ハット型金属製部品の製造方法。
- 請求項1に記載のハット型金属製部品を製造する方法であって、ブランクを、コの字型又はハの字型の断面形状を有し、かつフランジ部及び天井部の稜線の途中に屈曲部を有する部品にプレス成形をした後、成形品の一部にプレス成形によって発生した応力を緩和する最大径3mm以上10mm以下の円形穴または長円形穴を複数形成することを特徴とする形状凍結性に優れた自動車構造用ハット型金属製部品の製造方法。
- 成形しようとするハット型金属製部品のプレス成形後の応力分布あるいは歪分布を求め、該応力分布あるいは歪分布から前記穴を複数形成する位置を求めることを特徴とする請求項2〜5の何れか1項に記載の自動車構造用ハット型金属製部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006171493A JP4987362B2 (ja) | 2006-06-21 | 2006-06-21 | ハット型金属製部品とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006171493A JP4987362B2 (ja) | 2006-06-21 | 2006-06-21 | ハット型金属製部品とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008000778A JP2008000778A (ja) | 2008-01-10 |
| JP4987362B2 true JP4987362B2 (ja) | 2012-07-25 |
Family
ID=39005570
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006171493A Active JP4987362B2 (ja) | 2006-06-21 | 2006-06-21 | ハット型金属製部品とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4987362B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5098800B2 (ja) * | 2008-05-16 | 2012-12-12 | 新日鐵住金株式会社 | 薄板構造体の衝突特性又は剛性解析処理方法、その解析処理装置、解析処理プログラム及び記録媒体 |
| JP5776160B2 (ja) * | 2010-09-29 | 2015-09-09 | Jfeスチール株式会社 | 金属板のプレス成形方法 |
| JP6064447B2 (ja) * | 2012-08-31 | 2017-01-25 | Jfeスチール株式会社 | スプリングバック抑制対策部品製造方法 |
| JP6044191B2 (ja) * | 2012-08-31 | 2016-12-14 | Jfeスチール株式会社 | プレス成形品のスプリングバック抑制対策方法および解析装置 |
| GB2510445B (en) * | 2013-08-16 | 2017-05-24 | Rolls Royce Plc | A method of reducing wrinkles in pressed sheet metal components |
| JP7128586B2 (ja) * | 2018-11-27 | 2022-08-31 | ダイハツ工業株式会社 | プレス成形方法、プレス成形品 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5897428A (ja) * | 1981-12-05 | 1983-06-09 | Toyota Motor Corp | プレス加工法 |
| JPS59220215A (ja) * | 1983-05-30 | 1984-12-11 | Toyota Motor Corp | プレス加工法 |
| JPH05337580A (ja) * | 1992-06-08 | 1993-12-21 | Honda Motor Co Ltd | 多孔板 |
| JPH08281335A (ja) * | 1995-04-06 | 1996-10-29 | Nippon Steel Corp | 形状凍結性に優れたプレス成形用金属板およびその成形方法 |
| JP2000015335A (ja) * | 1998-06-30 | 2000-01-18 | Toyota Auto Body Co Ltd | プレス型 |
| JP2002001445A (ja) * | 2000-06-16 | 2002-01-08 | Fuji Heavy Ind Ltd | プレス成形方法 |
| JP2003033828A (ja) * | 2001-07-23 | 2003-02-04 | Toyota Motor Corp | 金型モデル成形方法およびプログラム |
| JP2005095937A (ja) * | 2003-09-25 | 2005-04-14 | Toyota Auto Body Co Ltd | プレス型及びプレス方法 |
| JP3691838B2 (ja) * | 2005-01-06 | 2005-09-07 | 松下電器産業株式会社 | 展延メッシュシートの製造装置 |
| JP5270816B2 (ja) * | 2006-03-22 | 2013-08-21 | プレス工業株式会社 | チャンネル材 |
-
2006
- 2006-06-21 JP JP2006171493A patent/JP4987362B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008000778A (ja) | 2008-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111163875B (zh) | 变形极限的评价方法、破裂预测方法及冲压模具的设计方法 | |
| EP3804875B1 (en) | Method for manufacturing pressed component | |
| KR102334109B1 (ko) | 금속판의 전단 가공면에서의 변형 한계의 평가 방법, 균열 예측 방법 및 프레스 금형의 설계 방법 | |
| EP3272438B1 (en) | Method for producing press-molded product, press-molded product, and pressing device | |
| RU2692353C1 (ru) | Способ производства штампованных изделий и производственная линия для них | |
| US20220234089A1 (en) | Pressed component manufacturing method | |
| EP3760331A1 (en) | Production method for pressed components, press molding device, and metal plate for press molding | |
| CN107530753A (zh) | 冲压成型件的制造方法、冲压成型件、模具以及冲压装置 | |
| EP3085468B1 (en) | Press molding method | |
| JP4987362B2 (ja) | ハット型金属製部品とその製造方法 | |
| JPWO2017038579A1 (ja) | 伸びフランジ成形部品の製造方法 | |
| JP6773255B1 (ja) | 曲げ割れ評価方法、曲げ割れ評価システム、及びプレス成形部品の製造方法 | |
| JP5145689B2 (ja) | ハット型金属製部品のプレス成形用ブランク | |
| JP2010064139A (ja) | 形状凍結性に優れる多段プレス成形方法 | |
| JP6319382B2 (ja) | 伸びフランジ成形部品の製造方法 | |
| JP2014034266A (ja) | 鉄道車両用孔付骨部材の製造方法 | |
| JP6319383B2 (ja) | 伸びフランジ成形部品の製造方法 | |
| JP4510572B2 (ja) | 疲労特性に優れた打ち抜き端面を有する自動車用部品の製造方法 | |
| JP6977596B2 (ja) | 金属板の打ち抜き加工方法 | |
| JP7205520B2 (ja) | プレス部品の製造方法及びプレス成形用の金属板 | |
| JP2009022986A (ja) | 破面測定機能を備えた打ち抜き装置 | |
| JP2022011536A (ja) | 金属板のせん断加工方法、プレス部品の製造方法、金属板、及び金属板のせん断金型 | |
| US20080041555A1 (en) | Method and Apparatus for Counteracting Stress in a Metal Product | |
| JP2021062381A (ja) | 自動車用パネルの製造方法 | |
| JP6988533B2 (ja) | 金属板の打ち抜き加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080805 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101008 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101019 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101220 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110502 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110516 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20110909 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120306 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120425 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4987362 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |