JP7205520B2 - プレス部品の製造方法及びプレス成形用の金属板 - Google Patents
プレス部品の製造方法及びプレス成形用の金属板 Download PDFInfo
- Publication number
- JP7205520B2 JP7205520B2 JP2020115840A JP2020115840A JP7205520B2 JP 7205520 B2 JP7205520 B2 JP 7205520B2 JP 2020115840 A JP2020115840 A JP 2020115840A JP 2020115840 A JP2020115840 A JP 2020115840A JP 7205520 B2 JP7205520 B2 JP 7205520B2
- Authority
- JP
- Japan
- Prior art keywords
- deformation
- press
- metal plate
- excess
- adjustment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Description
軽量化推進に当たっては、金属板の高強度化と板厚低減によって、衝突特性を維持しつつ車体を軽量化することができる。高張力鋼板の適用に際しては、材料の高強度化に伴う延性低下に起因する割れ、スプリングバックによる寸法精度悪化が大きな課題の1つとなる。割れ対策としては、予成形による線長確保を用いた方法が多く提案されている。
また、スプリングバック対策については、残留応力の不均一を緩和させる方法が多く提案されている。例えば、特許文献2では、フランジ部にエンボスと余肉ビードを形成した中間プレス部品に成形し、最終プレス部品の成形において、伸びフランジ部はエンボスを潰すことで圧縮応力を与え、縮みフランジ部は余肉ビードによって引張応力を与えることで、残留応力分布を平準化する技術を提案している。
また、特許文献2では、エンボスを潰すことで応力の平準化を図る技術を提案している。しかし、エンボスの断面が左右対称形状であることから、エンボスを潰した際に、材料流動方向が分散し、狙った箇所に効率良く圧縮応力を発生させるのが難しいおそれがある。
なお、本発明の技術的思想は、構成部品の材質、形状、構造等が下記のものに特定されるものでない。また、本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
本実施形態では、プレス部品1の目的のプレス部品形状が、図1に示すような形状の場合を例に挙げて説明する。すなわち、本実施形態のプレス部品1は、天板部1Aと、天板部1Aに連続する側壁部1Bと、側壁部1Bに連続するフランジ部1Cとを有する形状となっている。なお、本発明を適用可能なプレス部品形状は、断面L字形状に限定されない。プレス部品形状が、例えば、断面コ字状や断面ハット形、平面視L字状、平面視T字状などであっても構わない。本発明は、金属板10を目的とするプレス部品形状にプレス成形する際に、伸び変形する板部分や圧縮応力を高めたい調整部Pが存在するプレス形状であれば適用可能である。
ここで、ブランク(プレス成形する金属板10)の引張強度が高いほど、プレス成形の際の伸び変形によって割れが発生しやすいため、本実施形態は、例えば引張強度が980MPa以上の高張力鋼板に好適である。
ここで、引張強度が980MPaの高張力鋼板をブランクとして採用し、平坦なブランクを、図1に示すプレス部品形状にプレス成形したとき、図1中、符号Pの部分で割れが発生したとする。この結果に基づき、本実施形態では、平坦な金属板10を上記プレス部品形状にプレス成形した際に、フランジ部1Cに対し端縁に沿った方向にフランジ伸び変形が発生して、伸びフランジ割れが発生する可能性のある符号Pの位置を、調整部Pとして説明する。
本実施形態のプレス部品1の製造方法は、図2に示すように、調整部Pを特定する調整部評価工程2と、予成形の工程としての第1工程3と、第1工程3で形成した余肉部20を潰す第2工程4Aを含む本成形工程4とを備える。第1工程3と第2工程4Aを含む本成形工程4とは、プレス成形の工程を構成する。
調整部評価工程2は、平坦な金属板10を目的とするプレス部品形状にプレス成形した際における、伸びフランジ割れの危険性がある位置である調整部Pの位置を特定する処理を実行する。
調整部評価工程2は、例えば、実際に、目的とするプレス部品形状からなる試験品にプレス成形して、伸びフランジ割れの危険性のある位置を、フランジ端縁に沿った板厚変形量等を計測して求める。また、調整部評価工程2は、例えば、試験品における、伸びフランジ割れが発生した位置を調整部Pとする。
又は、調整部評価工程2は、例えば、コンピュータによるCAEによるシミュレーション解析を実行して、板厚減少率の分布や歪み分布を調べて、調整部Pの位置を特定する。
ここで、例えば、プレス加工による板減が5%以上の領域を調整部Pとする。
第1工程3は、金属板10に対して、伸び変形の変形方向に沿った方向において、調整部Pを挟んだ両側(図1中、符号X)のうちの少なくとも一方の板部分に対し、板厚方向に変形してなる1又は2以上の余肉部20を形成する処理を実行する。余肉部20の形成は、プレス加工で実行すればよい。
余肉部20を形成する位置は、余肉部20を潰した際に、余肉部20位置から調整部Pに向けて材料の分散が可能な位置とする。余肉部20の形成位置は、公知の手法で決定すればよい。
余肉部20は、例えば、ビード若しくはエンボスで形成される。ビードの場合、ビードは、伸び変形の変形方向に沿った方向に交差する方向へ延在する。図3(a)は、余肉部20をビードで形成し、2つのビードを調整部Pの片側に設けた場合の一例である。図3(b)は、余肉部20をエンボスで形成し、4つのエンボスを調整部Pの片側に設けた場合の一例である。
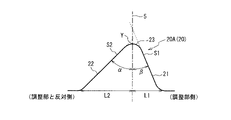
伸び変形の変形方向に沿った余肉部20の断面20Aは、例えば、板厚方向への変形量が一番大きい位置を余肉頂点部Yとした場合、余肉頂点部Yに対する、調整部P側の幅L1が、調整部P側とは反対側の幅L2より狭い形状とする(図4参照)。
第2工程4Aでのプレス方向は、金属板10の平坦部位置での板厚方向とすればよい。
このとき、余肉部20の断面20Aは、左右両側に形成した第1傾斜部21と第2傾斜部22との間に、他の断面形状の部分を有していても構わない。
余肉部20の断面20Aの基本形状として、山形形状、円弧形状、台形形状などが例示できる。
余肉部20の断面20Aが、図4に示すように、山形形状の場合について説明する。
この場合、余肉部20の断面20Aは、左右両側のうち調整部P側に形成され、調整部P側に向かうにつれて板厚方向の変形量が小さくなる第1傾斜部21と、左右両側のうち調整部Pとは反対側に形成され、調整部P側とは反対側に向かうにつれて板厚方向の変形量が小さくなる第2傾斜部22と、第1傾斜部21と第2傾斜部22とが円弧部23で連結した形状となっている。そして、第1傾斜部21の両端を結ぶ直線S1と第2工程4Aでのプレス方向の直線5とで成す角度βが、第2傾斜部22の両端を結ぶ直線S2と第2工程4Aでのプレス方向の直線5とで成す角度αよりも小さくなるように構成されている。
また、この断面形状は、板厚方向への変形量が一番大きい位置を余肉頂点部Yとした場合、余肉頂点部Yに対する、調整部P側の幅L1が、調整部P側とは反対側の幅L2より狭い形状となる。
上記の断面が山形形状における、円弧部23を平坦部24とした形状が、台形形状となる(図5参照)。
すなわち、この余肉部20の断面が台形形状の場合は、図5に示すように、左右両側のうち調整部P側に形成され、調整部P側に向かうにつれて板厚方向の変形量が小さくなる第1傾斜部21と、左右両側のうち調整部Pとは反対側に形成され、調整部P側とは反対側に向かうにつれて板厚方向の変形量が小さくなる第2傾斜部22と、第1傾斜部21と第2傾斜部22とが平坦部24で連結した形状となっている。そして、第1傾斜部21の両端を結ぶ直線S1と第2工程4Aでのプレス方向の直線5とで成す角度βが、第2傾斜部22の両端を結ぶ直線S2と第2工程4Aでのプレス方向の直線5とで成す角度αよりも小さくなるように構成されている。第2工程4Aでのプレス方向は、金属板10の平坦部位置での板厚方向とすればよい。
この台形形状の場合、板厚方向への変形量が一番大きい位置である余肉頂点部Yを、平坦部の中央位置と定義する。
平坦部24は、幅方向に沿って傾斜していてもよいし、円弧状などの曲面を有していてもよい。
余肉部20の断面20Aが円弧形状の場合、余肉部20の断面20Aは、余肉頂点部Y(ビード頂点)を挟んで、調整部P側の第1傾斜部21と、反対側の第2傾斜部22とに分けられる。そして、余肉部20の断面20Aを、第1傾斜部21の両端を結ぶ直線S1と第2工程4Aでのプレス方向の直線5との成す角度βが、第2傾斜部22の両端を結ぶ直線S2と第2工程4Aでのプレス方向の直線5との成す角度αよりも小さい形状となる、左右非対称の円弧形状とする。
また、この断面形状は、板厚方向への変形量が一番大きい位置を余肉頂点部Yとした場合、余肉頂点部Yに対する、調整部P側の幅L1が、調整部P側とは反対側の幅L2より狭い形状となる。
第1傾斜部21の角度βは、10度よりも大きいことが好ましく、より好ましくは20度以上である。
第1傾斜部21の角度βが10度以下の場合、余肉部20を潰した際にビード形状が座屈して折り重なった形状となるおそれがある。折り重なった場合、シワ発生の原因となる。
本成形工程4は、第1工程3で金属板10に余肉部20を形成後に、成形部品の形状に1段若しくは多段でプレス成形して、目的のプレス部品形状(最終形状)に成形する工程である。
本成形工程4では、例えば、余肉部20を形成した金属板10の天板部1Aをパンチ(下型)とパッドとによって板厚方向から挟持させた状態で、ダイを下降させることで、縦壁部及びフランジ部1Cを形成すると共に、余肉部20を板厚方向に潰すプレス加工を実行する。
この場合、第2工程4Aにて、第1工程3で形成した余肉部20を潰すプレス成形を実行する。そして、本成形工程4で、第2工程4A後の金属板10を目的のプレス部品形状(最終形状)に成形する。
平坦な金属板10を図1に示すようなプレス部品形状に成形する場合、例えば、曲げ線が凹に湾曲している箇所における曲率が大きい部分で、伸びフランジ変形が発生する。例えば位置Pが最大伸び変形量の位置(調整部P)となる。
これに対し、本実施形態では、余肉部20を形成して断面線長を増加してプレス部品形状の断面線長に近づくように当該断面線長を稼いだ後に、目的のプレス部品形状にプレス成形して、目的のプレス部品形状のプレス部品1とする。
すなわち、本成形工程4でダイにてプレス成形する際に、フランジ部1Cの曲げ変形に伴って、余肉部20は、ダイに接触して潰れる方向(平坦化する方向)への変形を開始し、余肉部20の潰れ完了と共にフランジ部1Cの形成が完了する。これによって、余肉部20位置から調整部P側への材料の流れによって、調整部Pでの板厚減少率の増加を抑制する。
この結果、余肉部20が潰れる際に調整部P側に流れる材料の移動量が相対的に増加するように、余肉部20の断面20A形状で制御することが可能となる。
このように、本実施形態では、余肉部20の断面20A形状で余肉部20を潰した際の材料流動方向を制御して、調整部P側への材料移動量を相対的に増大する。この結果、目的のプレス部品形状にプレス成形する際に、伸び変形する領域の伸びをより効率的に緩和することが可能となる。
この結果、本実施形態によれば、例えば、伸びフランジ部1Cでの割れ発生を、効率的に抑制可能となる。
ここで、上記説明では、伸びフランジ変形での割れ回避を対象として説明したが、本実施形態は、これに限定されない。例えば、目的とするプレス部品形状にプレス成形し離型後のスプリングバック要因応力の低減を図る目的で余肉部20を形成しても良い。この場合、圧縮応力を高めてスプリングバック要因応力を低減したい位置を調整部Pとすることで、スプリングバック量を低減することが可能となる。
本実施形態は、次のような効果を奏する。
(1)本実施形態は、金属板10をプレス成形してプレス部品1を製造するプレス部品1の製造方法であって、金属板10を目的のプレス部品形状にプレス成形する際に、伸び変形する領域のうち予め設定した伸び変形量以上の位置又は圧縮応力を高めたい位置を調整部Pとし、上記プレス部品を製造するためのプレス成形の工程として、上記伸び変形の変形方向に沿った方向において、上記調整部Pを挟んだ両側のうちの少なくとも一方の板部分に対し、板厚方向に変形してなる1又は2以上の余肉部20を形成する第1工程3と、上記第1工程3で形成した余肉部20を潰す第2工程4Aと、を有する。
この構成によれば、余肉部20の断面20A形状で余肉部20を潰した際の材料流動方向を制御して、材料を流したい調整部P側への材料移動量を相対的に増大することが可能となる。この結果、目的のプレス部品形状にプレス成形する際に、例えば、伸び変形する領域の伸びをより効率的に緩和して伸びフランジ部1Cでの割れを抑制したり、スプリングバック要因応力の低減を図ったりすることが可能となる。
この構成によれば、上記第2工程4Aで潰した際に相対的に上記調整部P側への材料移動量が上記調整部Pとは反対側への材料移動量よりも大きくなるように、上記伸び変形の変形方向に沿った余肉部20の断面20Aを、左右非対称な形状とすることが可能となる。
この構成によれば、上記第2工程4Aで潰した際に相対的に上記調整部P側への材料移動量が上記調整部Pとは反対側への材料移動量よりも大きくなるように、上記伸び変形の変形方向に沿った余肉部20の断面20Aを、左右非対称な形状とすることが可能となる。
この構成によれば、確実に余肉部20を設けることができる。
(5)本実施形態は、上記プレス成形の工程として、目的とするプレス部品1の部品形状に成形する本成形工程4を備え、上記本成形工程4と上記第1工程3とは、1つの工程で実行される。
この構成によれば、第1工程3及び第2工程4Aを実施しても、工程数を抑えることができる。
(6)上記調整部Pは、例えば、伸びフランジ割れの可能性がある位置である。
この構成によれば、伸びフランジ割れを効率良く抑制することができる。
上記余肉部は、例えば、板厚方向に潰した際に相対的に上記調整部P側への材料移動量が上記調整部Pとは反対側への材料移動量よりも大きくなる方向に、上記伸び変形の変形方向に沿った断面が左右非対称な形状となっている。
この構成によれば、プレス成形の際に、伸びフランジ部1Cでの割れ低減やスプリングバック低減を低減可能な金属板10を提供可能となる。
この構成によれば、伸びフランジ部1Cでの割れ低減やスプリングバック低減を低減したプレス工程での工程を抑えることが可能となる。
<実施例1>
実施例1では、CAEによって、トンネル型のビード形状(所定に一方向に沿って延在するビード形状)を潰した場合の材料流動量を評価した。
このとき、金属板10としては、冷延鋼板であり、引張強度が980MP級のハイテン材とした。板厚は0.9mmに設定した。
また、金属板10の機械特性は、次に通りとした。
・機械特性値:YP:620MPa、 TS:1030MPa、 El:15%
また、ビードの断面は、図8に示すような、山形形状とし、ビード頂点(余肉頂点部Y)を挟んだ左右のビード角α、βを変更して、材料流動量を求めてみた。
評価に用いた、ビードの寸法を表1に示す。

図9から分かるように、相対的に、ビード角度β(図8中、左側)が大きくなるほど、その方向への材料流動量が小さなくることが分かった。
実施例2では、簡易伸びフランジ変形モデルで、伸びフランジ部1Cにおける割れ危険部位の片側にビードを配置して、板厚減少率の変化を評価した。
金属板10の条件は、実施例1と同じ材料特性に設定した。
図10に、実施例2の簡易伸びフランジ変形モデルを示す。
すなわち、プレス部品1の部品形状は、図1と同じ形状とし、天板部1Aをパッドで押さえてプレス成形する条件とした。図10では、プレス部品1の部品形状にビード(余肉部20)を図示しているが、ビードを形成した金属板10を図1の形状で且つビードを潰した形状にプレス成形する条件で、CAE解析を実行した。
図11に設定したビード形状を示す。
また、各サンプルのビード寸法を表2に示す。

図12から分かるように、割れ危険部側の角度αを小さくすることで、割れ危険部側への材料流動量が増加し、伸びフランジ部1Cの板厚減少が抑制されていることが分かった。
このように、材料を流したい方向のビード角度を小さくすることで、効率良く割れ危険部側への材料流動量を増大できることが分かった。
2 調整部評価工程
4 本成形工程
4A 第2工程
5 プレス方向の直線
10 金属板
20 余肉部
20A 断面
21 第1傾斜部
22 第2傾斜部
P 調整部
Y 余肉頂点部
Claims (9)
- 金属板をプレス成形してプレス部品を製造するプレス部品の製造方法であって、
金属板を目的のプレス部品形状にプレス成形する際に、伸び変形する領域のうち予め設定した伸び変形量以上の位置又は圧縮応力を高めたい位置を調整部とし、
上記プレス部品を製造するためのプレス成形の工程として、
上記伸び変形の変形方向に沿った方向において、上記調整部を挟んだ両側のうちの少なくとも一方の板部分に対し、板厚方向に変形してなる1又は2以上の余肉部を形成する第1工程と、
上記第1工程で形成した余肉部を潰す第2工程と、
を有し、
上記伸び変形の変形方向に沿った上記余肉部の断面は、板厚方向への変形量が一番大きい位置を余肉頂点部とした場合、上記余肉頂点部に対する、上記調整部側の幅が、上記調整部側とは反対側の幅より狭い形状である、
ことを特徴とするプレス部品の製造方法。 - 上記伸び変形の変形方向に沿った上記余肉部の断面は、左右両側のうち上記調整部側に形成され、上記調整部側に向かうにつれて板厚方向の変形量が小さくなる第1傾斜部と、左右両側のうち上記調整部とは反対側に形成され、上記調整部側とは反対側に向かうにつれて板厚方向の変形量が小さくなる第2傾斜部とを備え、
上記第1傾斜部の両端を結ぶ直線と上記第2工程でのプレス方向の直線とで成す角度が、上記第2傾斜部の両端を結ぶ直線と上記第2工程でのプレス方向の直線とで成す角度よりも小さいことを特徴とする請求項1に記載したプレス部品の製造方法。 - 上記余肉部は、ビード若しくはエンボスで形成されることを特徴とする請求項1又は請求項2に記載したプレス部品の製造方法。
- 上記プレス成形の工程として、目的とするプレス部品の部品形状に成形する本成形工程を備え、
上記本成形工程と上記第1工程とは、1つの工程で実行されることを特徴とする請求項1~請求項3のいずれか1項に記載したプレス部品の製造方法。 - 上記調整部は、伸びフランジ割れの可能性がある位置であることを特徴とする請求項1~請求項4のいずれか1項に記載したプレス部品の製造方法。
- プレス部品にプレス成形するための金属板であって、
金属板を目的のプレス部品形状にプレス成形する際に、伸び変形する領域のうち予め設定した伸び変形量以上の位置又は圧縮応力を高めたい位置を調整部としたとき、
上記伸び変形の変形方向に沿った方向において、上記調整部を挟んだ両側のうちの少なくとも一方の板部分に対し、板厚方向に変形してなる1又は2以上の余肉部を有し、
上記伸び変形の変形方向に沿った上記余肉部の断面は、板厚方向への変形量が一番大きい位置を余肉頂点部とした場合、上記余肉頂点部に対する、上記調整部側の幅が、上記調整部側とは反対側の幅より狭い形状である、
ことを特徴とするプレス成形用の金属板。 - 上記伸び変形の変形方向に沿った上記余肉部の断面は、左右両側のうち上記調整部側に形成され、上記調整部側に向かうにつれて板厚方向の変形量が小さくなる第1傾斜部と、左右両側のうち上記調整部とは反対側に形成され、上記調整部側とは反対側に向かうにつれて板厚方向の変形量が小さくなる第2傾斜部とを備え、
上記第1傾斜部の両端を結ぶ直線と平坦位置での板厚方向の直線とで成す角度が、上記第2傾斜部の両端を結ぶ直線と平坦位置での板厚方向の直線とで成す角度よりも小さいことを特徴とする請求項6に記載したプレス成形用の金属板。 - 上記余肉部は、ビード若しくはエンボスで形成されていることを特徴とする請求項6又は請求項7に記載したプレス成形用の金属板。
- 請求項6~請求項8のいずれか1項に記載したプレス成形用の金属板における、上記余肉部が板厚方向に潰された状態になっているプレス成形用の金属板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020115840A JP7205520B2 (ja) | 2020-07-03 | 2020-07-03 | プレス部品の製造方法及びプレス成形用の金属板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020115840A JP7205520B2 (ja) | 2020-07-03 | 2020-07-03 | プレス部品の製造方法及びプレス成形用の金属板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022013343A JP2022013343A (ja) | 2022-01-18 |
| JP7205520B2 true JP7205520B2 (ja) | 2023-01-17 |
Family
ID=80169450
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020115840A Active JP7205520B2 (ja) | 2020-07-03 | 2020-07-03 | プレス部品の製造方法及びプレス成形用の金属板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7205520B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230066768A1 (en) * | 2021-08-25 | 2023-03-02 | Rockwell Collins, Inc. | Airborne sensor to sensor information sharing technique |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009255117A (ja) | 2008-04-15 | 2009-11-05 | Nippon Steel Corp | 形状凍結性に優れたプレス成形方法およびその装置 |
| US20180281041A1 (en) | 2017-03-30 | 2018-10-04 | Ford Global Technologies, Llc | Method and system for flanging a metal piece |
| JP2019025509A (ja) | 2017-07-28 | 2019-02-21 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2731497B2 (ja) * | 1993-01-22 | 1998-03-25 | 本田技研工業株式会社 | 集合ブランク部材の成形方法および装置 |
-
2020
- 2020-07-03 JP JP2020115840A patent/JP7205520B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009255117A (ja) | 2008-04-15 | 2009-11-05 | Nippon Steel Corp | 形状凍結性に優れたプレス成形方法およびその装置 |
| US20180281041A1 (en) | 2017-03-30 | 2018-10-04 | Ford Global Technologies, Llc | Method and system for flanging a metal piece |
| JP2019025509A (ja) | 2017-07-28 | 2019-02-21 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230066768A1 (en) * | 2021-08-25 | 2023-03-02 | Rockwell Collins, Inc. | Airborne sensor to sensor information sharing technique |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022013343A (ja) | 2022-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11731185B2 (en) | Method for manufacturing pressed component | |
| CN109562427B (zh) | 冲压成型品的制造方法 | |
| JP2010023078A (ja) | ワークの曲げ加工方法および装置 | |
| JP6631759B1 (ja) | プレス部品の製造方法、プレス成形装置及びプレス成形用の金属板 | |
| KR101579028B1 (ko) | 폐단면 구조 부품의 제조 방법 및 장치 | |
| JP7205520B2 (ja) | プレス部品の製造方法及びプレス成形用の金属板 | |
| JP6665837B2 (ja) | プレス成形品の製造方法 | |
| JP6729841B1 (ja) | プレス成形方法およびプレス装置 | |
| KR102370794B1 (ko) | 프레스 성형품의 설계 방법, 프레스 성형 금형, 프레스 성형품 및 프레스 성형품의 제조 방법 | |
| WO2022118622A1 (ja) | 鋼部品の製造方法 | |
| KR101834850B1 (ko) | 프레스 성형 방법, 및 프레스 성형 부품의 제조 방법 | |
| JP7226382B2 (ja) | プレス部品の製造方法、曲げ戻し用の金型、及びプレス部品の成形方法 | |
| JP6908078B2 (ja) | プレス部品の製造方法及び下金型の設計方法 | |
| JP2021176646A (ja) | プレス部品の製造方法、プレス成形用の金属板、及び高張力鋼板 | |
| JP7341840B2 (ja) | 自動車用パネルの製造方法 | |
| JP7396415B1 (ja) | プレス成形品の製造方法 | |
| JP7356023B2 (ja) | 縮みフランジを有する冷間プレス部品 | |
| WO2021241024A1 (ja) | プレス成形方法 | |
| WO2021240941A1 (ja) | プレス成形方法 | |
| JP2023072667A (ja) | プレス部品の製造方法、プレス成形用の板材、予成形形状成形用の金型、プログラム、及びプレス成形品 | |
| JP2024001837A (ja) | プレス成形方法及びプレス成形品の製造方法 | |
| JP2023180200A (ja) | プレス成形方法及びプレス成形品の製造方法 | |
| CN115210013A (zh) | 冲压部件的制造方法、冲压成型用的金属板及高张力钢板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7205520 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |