JP6977596B2 - 金属板の打ち抜き加工方法 - Google Patents
金属板の打ち抜き加工方法 Download PDFInfo
- Publication number
- JP6977596B2 JP6977596B2 JP2018020543A JP2018020543A JP6977596B2 JP 6977596 B2 JP6977596 B2 JP 6977596B2 JP 2018020543 A JP2018020543 A JP 2018020543A JP 2018020543 A JP2018020543 A JP 2018020543A JP 6977596 B2 JP6977596 B2 JP 6977596B2
- Authority
- JP
- Japan
- Prior art keywords
- bridge portion
- bridge
- beet
- substrate
- support bridge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Description
特許文献1には、突起付きパンチとダイを用いて鋼板の外形を所定の形状に成形する際に、ダイ切刃部の曲率半径を所定の範囲とし、パンチ切刃から突起肩に引いた接線とパンチ移動方向と直角方向のなす角度が所定の角度になるようにした鋼板の打ち抜き方法が記載されている。
特許文献2には、突起付きポンチとダイを用いて鋼板の外形を所定の形状に成形する際に、ポンチ移動方向の直角方向とポンチ切刃から突起に引いた接線とのなす角度が所定の角度であり、ポンチ切刃から突起に引いた接線と突起の接点との距離が所定の範囲になるようにした鋼板打ち抜き方法が記載されている。
特許文献3は、外周面縁が切断刃となる底面と、外周縁から所定方向に平行な方向に伸びる外周面を有し、外周縁は平面視において凸状または凹状に湾曲する湾曲部を含み、底面は、平面部とこの平面部から所定方向に凹みかつ平面視において湾曲部を含むように設けられる切り欠き部を有するパンチと、ダイとを用いて金属板をせん断加工する方法が記載されている。
特許文献4は、予め、被加工材のせん断加工面にて伸びフランジ割れが生じやすい部位を特定し、せん断加工の際、特定した部位を含む領域に対向するパンチの刃先に、側面部と底面部で形成され、かつ、底面部のパンチ底面からの深さが被加工材の板厚の10〜70%である凹部を設け、凹部を有するパンチを用いてせん断加工を行うせん断加工方法が記載されている。
特許文献5には、フランジ加工時に割れの危険性があるせん断加工端部の所定位置を伸びフランジ割れ危険部として特定し、せん断加工後に剪断加工端部を伸びフランジ加工するために凹状の湾曲形状に形成されるように、かつ、伸びフランジ割れ危険部となる部位に所定の引っ張り応力が加わるように、金属板にビードを付与し、そのまま金属板をせん断するせん断加工成形方法が記載されている。
特許文献2に記載された方法では、ポンチに特定形状の突起を付けて鋼板に張力を与えた上でせん断を行うことにより、打ち抜き端面の加工硬化とバリ発生を抑制するものであるが、この方法では、同文献の図7に示されるように、ポンチに付けた突起によって材料が大きく撓んだ状態でせん断が行われるため、鋼板に与えられる張力が十分ではなく、打ち抜き端面の加工硬化の抑制が不十分であった。
特許文献3に記載された方法では、平面部によって切断された部分に比べて、切り欠き部によって切断された部分において破断面の板厚方向の長さを大きくすることで、伸びフランジ割れを防止しているが、パンチに平面部と切り欠け部を設ける際の設計上の制約から、破断面の板厚方向の長さを十分に大きくできない場合がある。また、打ち抜き形状が変更された場合には、パンチに設ける平面部と切り欠き部の形状の再設計が必要になり、設計変更に膨大な時間を要する場合がある。
特許文献4に記載された方法では、伸びフランジ割れが生じやすい部位に対して、パンチの刃先に凹部を設けてせん断加工することにより、せん断加工時の塑性変形を小さくして伸びフランジ割れを防止するが、パンチに凹部を設ける際の設計上の制約から、せん断加工時の塑性変形を十分に小さくできない場合がある。また、打ち抜き形状が変更された場合には、パンチに設ける凹部の形状の再設計が必要になり、設計変更に膨大な時間を要する場合がある。
特許文献5に記載された方法では、金属板にビードを付与してせん断加工を行うことでビード形成時にせん断加工方向と直交する方向に引っ張り応力を発生させて、伸びフランジ割れ危険部となる部位の歪みを小さくして当該部位の変形能を増加させるが、十分な効果を発揮させるためには、ビードの位置、サイズ、形状を最適化する必要があり、必ずしも十分な効果が得られない場合があった。
底面部及び側面部を有し、前記底面部と前記側面部とが接する角部がパンチ刃とされ、更に前記底面部に突起部が設けられてなるパンチと、
ダイとを用意し、
前記基板部を拘束し、前記パンチの突起部を前記テンサイルブリッジ部及び前記サポートブリッジ部の一方または両方に押し当てつつ、前記パンチ刃と前記ダイによって前記テンサイルブリッジ部及び前記サポートブリッジ部を前記基板部からせん断加工により切り離す、金属板の打ち抜き加工方法。
[2] 前記サポートブリッジ部が直線状に形成されている、[1]に記載の金属板の打ち抜き加工方法。
[3] 前記サポートブリッジ部が前記湾曲状の端部に沿って湾曲した形状に形成されている、[1]に記載の金属板の打ち抜き加工方法。
[4] 前記サポートブリッジ部が複数である、[1]乃至[3]の何れか一項に記載の金属板の打ち抜き加工方法。
[5] 前記テンサイルブリッジ部の前記他端側が幅方向に分割され、前記サポートブリッジ部に対して2箇所で接続されている、[1]に記載の金属板の打ち抜き加工方法。
[6] 前記ブランクを挟んで前記パンチと対向する位置に補助パッドを配置し、前記補助パッドには、前記突起部の押し当て箇所よりも前記基板部側で前記テンサイルブリッジ部に接する補助突起部が備えられ、前記突起部に押された前記ブリッジ部を前記補助突起部で支持しつつ、前記せん断加工を行う、[1]乃至[5]の何れか一項に記載の金属板の打ち抜き加工方法。
これにより例えば、湾曲形状の端部をその延長方向に伸ばす加工を行う際に、当該加工のブランク材として本発明の金属板の打ち抜き加工方法によって得られた金属板を適用することで、当該加工時の端部の割れを防止できるようになる。
更に、本発明の金属板の打ち抜き加工方法では、サポートブリッジ部が湾曲状の端部に沿って湾曲した形状に形成されているため、サポートブリッジ部が直線状である場合に比べてテンサイルブリッジ部の一端と他端の距離を短くすることができ、これによりテンサイルブリッジ部と基板部との間の引張応力を高める調整が可能になる。また、サポートブリッジ部が湾曲することで、サポートブリッジ部と基板部との間にも引張応力を発生させることができ、サポートブリッジ部の基板部側のせん断箇所での加工硬化を小さくすることができる。これにより、加工硬化が小さくなる箇所を複数箇所に形成できるようになり、端部をその延長方向に伸ばす加工を施した場合に、端部の割れをより効果的に抑制できる。
また、本発明の金属板の打ち抜き加工方法では、テンサイルブリッジ部の他端側が幅方向に分割され、サポートブリッジ部に対して2箇所で接続されているため、テンサイルブリッジ部とサポートブリッジ部の接続部分の剛性が高くなっており、サポートブリッジ部がテンサイルブリッジ部の機能を兼ねるようになる。これにより、テンサイルブリッジ部のみならず、サポートブリッジ部と基板部との間にも引張応力を発生させることができ、サポートブリッジ部の基板部側のせん断箇所での加工硬化を小さくすることができる。これにより、加工硬化が小さくなる箇所を複数箇所に形成できるようになり、端部をその延長方向に伸ばす加工を施した場合に、端部の割れをより効果的に抑制できる。
突起部を当接させる位置は、基板部の端部の形状、テンサイルブリッジ部及びサポートブリッジ部の形状、金属板の強度や材質等を勘案して最適な位置に調整すればよい。
テンサイルブリッジ部のせん断箇所における加工硬化を小さくするために、せん断直前のテンサイルブリッジ部と基板部との間の引張応力が、サポートブリッジ部と基板部との間の引張応力よりも大きくなるように、テンサイルブリッジ部及びサポートブリッジ部の形状を調整することが好ましい。
また、サポートブリッジ部は、単数であってもよいし、複数あってもよい。サポートブリッジ部が複数ある場合は、各サポートブリッジ部がテンサイルブリッジ部に接続されていてもよい。また、一部のサポートブリッジ部がテンサイル部に接続され、この一部のサポートブリッジ部に残りのサポートブリッジ部が接続されていてもよい。
更に、テンサイルブリッジ部は、サポートブリッジ部側の他端が幅方向に分割され、サポートブリッジ部に対して2箇所で接続されていてもよい。
以下、本発明の実施形態について説明する。
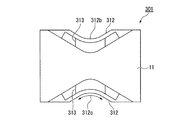
本発明の第1の実施形態である金属板の打ち抜き加工方法は、図1に示すように、基板部11、サポートブリッジ部12及びテンサイルブリッジ部13を有する金属板14からなるブランク1を用意し、テンサイルブリッジ部13と基板部11との接続部分に引っ張り応力を付与させながら、テンサイルブリッジ部13と基板部11を接続箇所においてせん断することにより、凹状の湾曲形状の端部2を有する金属板15を得る打ち抜き加工方法である。なお、金属板15には、凹状の湾曲形状の端部2のほかに、直線状の端部3も有している。金属板15の外形は、凹状の湾曲形状の端部2と直線状の端部3とによって区画されている。
サポートブリッジ部12は、帯状に形成された直線状の部材であり、湾曲形状の端部2を迂回するようにその両端12aが基板部11に接続されている。直線状のサポートブリッジ部12が湾曲形状の端部2を迂回するように基板部11に接続されることで、サポートブリッジ部12と基板部11の端部2との間に開口部22が設けられる。
まず、図2(b)及び図3(b)に示すように、パンチ3、ダイ4及び拘束パッド5を用意する。
一方、サポートブリッジ部12及びテンサイルブリッジ部13は、ブランク1の厚み方向には拘束されない状態となる。ただし、サポートブリッジ部12の両端12aが基板部11に接続されているため、基板部11の拘束によってサポートブリッジ部12の厚み方向への変位が制限される。これにより、サポートブリッジ部12に接続されたテンサイルブリッジ部13の他端13bの変位が制限される。また、テンサイルブリッジ部の一端13aが基板部11に接続されているため、テンサイルブリッジ部12の一端13aの変位も制限される。
これにより例えば、湾曲形状の端部2をその延長方向に伸ばす加工を行う際に、当該加工のブランク材として本実施形態の金属板の打ち抜き加工方法によって得られた金属板14を適用することで、当該加工時の端部の割れを防止できるようになる。
以下、図6を参照して、本発明の第2の実施形態を説明する。図6は、本実施形態で用いるブランクの平面模式図である。本実施形態と、先に説明した第1の実施形態とを対比すると、基板部とテンサイルブリッジ部との接続箇所をせん断してブランクからテンサイルブリッジ部を除去する方法は共通するが、サポートブリッジ部及びテンサイルブリッジ部の形状が異なっている。以下の説明では、本実施形態のブランクの形状について主に説明する。
これによりテンサイルブリッジ部213と基板部11との間の引張応力が、第1の実施形態よりも高められる。
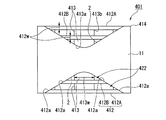
以下、図8を参照して、本発明の第3の実施形態を説明する。図8は、本実施形態で用いるブランクの平面模式図である。本実施形態と、先に説明した第1の実施形態とを対比すると、基板部とテンサイルブリッジ部との接続箇所をせん断してブランクからテンサイルブリッジ部を除去する方法は共通するが、サポートブリッジ部の数が異なっている。以下の説明では、本実施形態のブランクの形状について主に説明する。
また、テンサイルブリッジ部413の一端部413aから他端部413bに向く方向を延在方向としたとき、サポートブリッジ部412の延在方向とテンサイルブリッジ部413の延在方向はほぼ直角に交わっている。また、テンサイルブリッジ部413の延在方向に直交する幅413wは、サポートブリッジ部412A、412Bのそれぞれの幅412wよりも大きく、更にはサポートブリッジ部412A、412Bの合計幅よりも大きくなっている。
このように、テンサイルブリッジ部413に2つのサポートブリッジ部412A、412Bが接続されることで、テンサイルブリッジ部413の剛性が高められる。
これにより、加工硬化が小さくなる箇所が複数形成され、端部2をその延長方向に伸ばす加工を施した場合に、端部の割れをより効果的に抑制できるようになる。
以下、図10を参照して、本発明の第4の実施形態を説明する。図10は、本実施形態で用いるブランクの平面模式図である。本実施形態と、先に説明した第1の実施形態とを対比すると、基板部とテンサイルブリッジ部との接続箇所をせん断してブランクからテンサイルブリッジ部を除去する方法は共通するが、テンサイルブリッジ部の形状が異なっている。
以下の説明では、本実施形態のブランクの形状について主に説明する。
これにより、加工硬化が小さくなる箇所を複数箇所に形成できるようになり、端部2をその延長方向に伸ばす加工を施した場合に、端部2の割れをより効果的に抑制できる。
次に、第5の実施形態について、図11及び図12を参照して説明する。図11及び図12に示すように本実施形態では、打ち抜き加工時のブランク1の下側に、サポートブリッジ部12及びテンサイルブリッジ部13の塑性変形を防止するための補助パッド6を配置する。補助パッド6を用いること以外は、図1〜図3に示した第1実施形態の打ち抜き加工方法とほぼ同じであるので、図11及び図12に示す構成要素のうち、図1〜図3に示す構成要素と同一の構成要素には同一符号を付して説明を省略する。
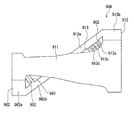
以上、本発明を各実施形態によって説明したが、本発明は、自動車部品の製造に適用可能である。以下、図13〜図19を参照して、自動車用のセンターピラーの製造方法について説明する。
同様に、ピラー本体702と第1接続部703との接続部分におけるフランジ部705は、90°に近い角度で曲げられており、この部分におけるフランジ部705の端部707は、凹状に湾曲した形状になっている。図13では、端部707を含む領域を領域Bとして示している。
Claims (6)
- 凹状の湾曲形状の端部を有する基板部、前記湾曲形状の端部を迂回するように両端が前記基板部に接続されたサポートブリッジ部、及び、一端が前記湾曲形状の端部に接続されるとともに他端が前記サポートブリッジ部に接続された1または2以上のテンサイルブリッジ部を備えた金属板からなるブランクと、
底面部及び側面部を有し、前記底面部と前記側面部とが接する角部がパンチ刃とされ、更に前記底面部に突起部が設けられてなるパンチと、
ダイとを用意し、
前記基板部を拘束し、前記パンチの突起部を前記テンサイルブリッジ部及び前記サポートブリッジ部の一方または両方に押し当てつつ、前記パンチ刃と前記ダイによって前記テンサイルブリッジ部及び前記サポートブリッジ部を前記基板部からせん断加工により切り離す、金属板の打ち抜き加工方法。 - 前記サポートブリッジ部が直線状に形成されている、請求項1に記載の金属板の打ち抜き加工方法。
- 前記サポートブリッジ部が前記湾曲形状の端部に沿って湾曲した形状に形成されている、請求項1に記載の金属板の打ち抜き加工方法。
- 前記サポートブリッジ部が複数である、請求項1乃至請求項3の何れか一項に記載の金属板の打ち抜き加工方法。
- 前記テンサイルブリッジ部の前記他端側が幅方向に分割され、前記サポートブリッジ部に対して2箇所で接続されている、請求項1に記載の金属板の打ち抜き加工方法。
- 前記ブランクを挟んで前記パンチと対向する位置に補助パッドを配置し、前記補助パッドには、前記突起部の押し当て箇所よりも前記基板部側で前記テンサイルブリッジ部に接する補助突起部が備えられ、前記突起部に押された前記テンサイルブリッジ部及び前記サポートブリッジ部の一方または両方を前記補助突起部で支持しつつ、前記せん断加工を行う、請求項1乃至請求項5の何れか一項に記載の金属板の打ち抜き加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018020543A JP6977596B2 (ja) | 2018-02-07 | 2018-02-07 | 金属板の打ち抜き加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018020543A JP6977596B2 (ja) | 2018-02-07 | 2018-02-07 | 金属板の打ち抜き加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019136724A JP2019136724A (ja) | 2019-08-22 |
| JP6977596B2 true JP6977596B2 (ja) | 2021-12-08 |
Family
ID=67692797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018020543A Active JP6977596B2 (ja) | 2018-02-07 | 2018-02-07 | 金属板の打ち抜き加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6977596B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006224121A (ja) * | 2005-02-16 | 2006-08-31 | Nippon Steel Corp | 鋼板打ち抜き用工具及びそれを用いた打ち抜き方法 |
| JP4846517B2 (ja) * | 2006-10-20 | 2011-12-28 | 新日本製鐵株式会社 | 逆押さえをダイ上面より下げたせん断加工方法及び装置 |
| JP5386991B2 (ja) * | 2009-01-06 | 2014-01-15 | 新日鐵住金株式会社 | せん断加工成形方法 |
| JP5821898B2 (ja) * | 2013-05-30 | 2015-11-24 | 新日鐵住金株式会社 | せん断加工方法 |
| CN105636718B (zh) * | 2013-11-13 | 2017-08-04 | 新日铁住金株式会社 | 钢板的冲裁用工具和冲裁方法 |
| EP3231527B1 (en) * | 2014-12-10 | 2021-03-24 | Nippon Steel Corporation | Blank, die assembly and method for producing a blank |
-
2018
- 2018-02-07 JP JP2018020543A patent/JP6977596B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019136724A (ja) | 2019-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI624315B (zh) | 壓製成形品之製造方法、壓製成形品及壓製裝置 | |
| KR20160003770A (ko) | 블랭크, 성형판, 프레스 성형품의 제조 방법 및 프레스 성형품 | |
| WO2015155974A1 (ja) | プレス成形品の製造方法、及び自動車用ロアアーム | |
| EP3760332A1 (en) | Production method for pressed components, press molding device, and metal plate for press molding | |
| RU2654403C2 (ru) | Образованное штамповкой изделие, автомобильный конструктивный элемент, включающий в себя изделие, способ изготовления и устройство для изготовления образованного штамповкой изделия | |
| CA3019767C (en) | Method for producing press-formed product and production line thereof | |
| EP3760331A1 (en) | Production method for pressed components, press molding device, and metal plate for press molding | |
| KR20180031764A (ko) | 신장 플랜지 성형 부품의 제조 방법 | |
| JP2006224121A (ja) | 鋼板打ち抜き用工具及びそれを用いた打ち抜き方法 | |
| JP4987362B2 (ja) | ハット型金属製部品とその製造方法 | |
| US20120131848A1 (en) | Vineyard Stake | |
| CN113365752A (zh) | 冲压部件的制造方法以及坯料的制造方法 | |
| JP6977596B2 (ja) | 金属板の打ち抜き加工方法 | |
| CN108971310B (zh) | 冲压成形件的制造方法 | |
| JP6988533B2 (ja) | 金属板の打ち抜き加工方法 | |
| CN110799278B (zh) | 冲压成型方法 | |
| JP5145689B2 (ja) | ハット型金属製部品のプレス成形用ブランク | |
| JP3546718B2 (ja) | プレス成形方法 | |
| JPH0661581B2 (ja) | 長フランジ製品の製造方法 | |
| JP6939619B2 (ja) | 金属板の打ち抜き加工方法 | |
| WO2018043730A1 (ja) | 剪断加工方法 | |
| WO2011111340A1 (ja) | パーキングポールブランク及びその製造方法 | |
| JP6977594B2 (ja) | 金属板の打ち抜き加工方法 | |
| KR102348564B1 (ko) | 전단 방법 | |
| WO2022004296A1 (ja) | 金属板のせん断加工方法、プレス部品の製造方法、金属板、及び金属板のせん断金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201008 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210610 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210803 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211012 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211025 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6977596 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |