JP4980504B2 - 潤滑油供給設備および潤滑油供給方法 - Google Patents
潤滑油供給設備および潤滑油供給方法 Download PDFInfo
- Publication number
- JP4980504B2 JP4980504B2 JP2012506263A JP2012506263A JP4980504B2 JP 4980504 B2 JP4980504 B2 JP 4980504B2 JP 2012506263 A JP2012506263 A JP 2012506263A JP 2012506263 A JP2012506263 A JP 2012506263A JP 4980504 B2 JP4980504 B2 JP 4980504B2
- Authority
- JP
- Japan
- Prior art keywords
- lubricating oil
- spray nozzle
- amount
- oil supply
- rolling roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000010687 lubricating oil Substances 0.000 title claims description 382
- 238000000034 method Methods 0.000 title claims description 63
- 239000007921 spray Substances 0.000 claims abstract description 442
- 238000005096 rolling process Methods 0.000 claims abstract description 195
- 239000007769 metal material Substances 0.000 claims abstract description 28
- 238000005507 spraying Methods 0.000 claims description 14
- 230000007423 decrease Effects 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 claims description 2
- 239000000314 lubricant Substances 0.000 abstract description 53
- 239000007789 gas Substances 0.000 description 76
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 44
- 239000012530 fluid Substances 0.000 description 39
- 238000002347 injection Methods 0.000 description 29
- 239000007924 injection Substances 0.000 description 29
- 229910000831 Steel Inorganic materials 0.000 description 23
- 239000010959 steel Substances 0.000 description 23
- 238000005461 lubrication Methods 0.000 description 18
- 239000003921 oil Substances 0.000 description 15
- 230000003746 surface roughness Effects 0.000 description 15
- 239000003595 mist Substances 0.000 description 14
- 239000000463 material Substances 0.000 description 13
- 239000000839 emulsion Substances 0.000 description 10
- 238000005098 hot rolling Methods 0.000 description 8
- 238000009689 gas atomisation Methods 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 238000003860 storage Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 230000001050 lubricating effect Effects 0.000 description 3
- 238000007788 roughening Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000000084 colloidal system Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 235000010446 mineral oil Nutrition 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/08—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means
- B05B12/084—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means responsive to condition of liquid or other fluent material already sprayed on the target, e.g. coating thickness, weight or pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/08—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/06—Lubricating, cooling or heating rolls
- B21B27/10—Lubricating, cooling or heating rolls externally
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N7/00—Arrangements for supplying oil or unspecified lubricant from a stationary reservoir or the equivalent in or on the machine or member to be lubricated
- F16N7/30—Arrangements for supplying oil or unspecified lubricant from a stationary reservoir or the equivalent in or on the machine or member to be lubricated the oil being fed or carried along by another fluid
- F16N7/32—Mist lubrication
- F16N7/34—Atomising devices for oil
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2267/00—Roll parameters
- B21B2267/10—Roughness of roll surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/30—Control of flatness or profile during rolling of strip, sheets or plates using roll camber control
- B21B37/32—Control of flatness or profile during rolling of strip, sheets or plates using roll camber control by cooling, heating or lubricating the rolls
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Nozzles (AREA)
- Metal Rolling (AREA)
Description
・圧延ロール表面の不均一摩耗、肌荒れは、被圧延材である鋼板の幅方向端部近傍が接触するロール表面付近に発生しやすいこと。
・したがって、潤滑油の噴霧量を、鋼板の端部の接触部分近傍に相対的に多く、鋼板の中央部に相対的に少なく配分することを基本的配分パターンとすることで、効率的にロールの不均一摩耗や肌荒れを回避することができること。
(1)板状金属材料の圧延機の圧延ロールへの潤滑油供給設備であって、前記圧延ロールの軸方向に配置され、潤滑油を前記圧延ロールに向けてガスと共に粒状化又は霧状化して噴射する複数の噴霧ノズルと、各噴霧ノズルに潤滑油を供給する潤滑油供給装置と、各噴霧ノズルにガスを供給するガス供給装置とを具備し、前記板状金属材料の板幅に対応する前記圧延ロールの部分への潤滑油の供給を行う噴霧ノズルのうち両端に位置する噴霧ノズルを側方噴霧ノズル、中央に位置する噴霧ノズルを中央噴霧ノズルとすると、側方噴霧ノズルからの潤滑油供給量は中央噴霧ノズルからの潤滑油供給量よりも多く、これら側方噴霧ノズルと中央噴霧ノズルとの間の噴霧ノズルからの潤滑油供給量は前記側方噴霧ノズルからの潤滑油供給量以下であって前記中央噴霧ノズルからの潤滑油供給量以上である、圧延機用の潤滑油供給設備。
なお、「潤滑油供給量」は、単位時間に圧延ロールの単位表面積に供給される潤滑油の量を意味する。
(3)前記側方噴霧ノズルからの潤滑油供給量は前記中央噴霧ノズルからの潤滑油供給量の5倍以下である、上記(1)又は(2)に記載の圧延機用の潤滑油供給設備。
(4)前記側方噴霧ノズルからの潤滑油供給量は前記中央噴霧ノズルからの潤滑油供給量の2倍以下である、上記(3)に記載の圧延機用の潤滑油供給設備。
上記(5)によれば、ノズルからの潤滑油供給量を個別に制御できるようにすることで、圧延バッチごとに板状金属材料の幅が異なる場合でも、適切な端部リッチの配分パターンを実現できる。
(6)隣接する噴霧ノズルから構成される噴霧ノズルグループに分割したとき、少なくとも一つの噴霧ノズルグループ内の噴霧ノズル間隔が、他の噴霧ノズルグループ内の噴霧ノズル間隔と異なる、上記(5)に記載の圧延機用の潤滑油供給設備。
(7)前記複数の噴霧ノズルが、圧延ロールの端部領域に潤滑油を供給する複数のロール端部噴霧ノズルと、ロールの中央部領域に潤滑油を供給する複数のロール中央部噴霧ノズルからなり、前記ロール端部噴霧ノズル間の間隔と前記ロール中央部噴霧ノズル間の間隔が異なる、上記(5)に記載の圧延機用の潤滑油供給設備。
(9)前記ロール中央部噴霧ノズル間の間隔が、前記ロール端部噴霧ノズル間の間隔の1.5倍以上ある、上記(8)に記載の圧延機用の潤滑油供給設備。
(10)前記潤滑油供給装置は噴霧ノズル数と同数のポンプ装置を具備し、各ポンプ装置は対応する一つの噴霧ノズルに潤滑油を供給する、上記(5)〜(9)のいずれか1つに記載の圧延機用の潤滑油供給設備。
(12)前記潤滑油供給装置は、各噴霧ノズルからの潤滑油供給量を圧延ロールの表面に関するパラメータに応じて各噴霧ノズル毎に個別に制御する、上記(5)〜(11)のいずれか1つに記載の圧延機用の潤滑油供給設備。
上記(12)によれば、ロール表面の状態(例えば摩耗量、肌荒れ)をモニターし、その状況に応じて、個別に潤滑油の噴霧量を制御することで、より効率的にロールの不均一摩耗や肌荒れを回避することができる。
(13)前記圧延ロールの表面に関するパラメータは圧延ロールの摩耗量であり、前記潤滑油供給装置は、摩耗量が相対的に大きい圧延ロールの領域へは摩耗量が相対的に小さい圧延ロールの領域に比べて潤滑油供給量を多くする、上記(12)に記載の圧延機用の潤滑油供給設備。
(15)前記噴霧ノズルの少なくとも一部は内部混合型の噴霧ノズルであり、前記潤滑油は40℃における動粘度が60〜800cStであり、前記ガス供給装置は前記噴霧ノズルに0.05MPa以上の圧力でガスを供給し、前記潤滑油供給装置は、前記内部混合型の噴霧ノズルに、該噴霧ノズルの混合チャンバー内におけるガスの圧力以上の圧力で潤滑油を供給する、上記(1)〜(14)のいずれか1つに記載の圧延機用の潤滑油供給設備。
(16)前記噴霧ノズルの少なくとも一部は外部混合型の噴霧ノズルであり、前記潤滑油は40℃における動粘度が60〜800cStであり、前記ガス供給装置は前記噴霧ノズルに0.05MPa以上の圧力でガスを供給し、前記潤滑油供給装置は、前記外部混合型の噴霧ノズルに0.01MPa以上であって前記噴霧ノズルへのガスの供給圧力よりも低い圧力で潤滑油を供給する、上記(1)〜(15)のいずれか1つに記載の圧延機用の潤滑油供給装置。
(18)前記噴霧ノズルは、該噴霧ノズルからの潤滑油及びガスの噴射コーンの外側に水膜が形成されるように水を噴射する水噴射部を有する、上記(1)〜(17)のいずれか1つに記載の圧延機用の潤滑油供給装置。
(20)前記側方噴霧ノズルと前記中央噴霧ノズルとの間の噴霧ノズルからの潤滑油供給量を前記圧延ロールの側方から中央に向かって少なくする、上記(19)に記載の圧延ロールへの潤滑油供給方法。
(21)前記側方噴霧ノズルからの潤滑油供給量を前記中央噴霧ノズルからの潤滑油供給量の5倍以下とする、上記(19)又は(20)に記載の圧延ロールへの潤滑油供給方法。
(23)各噴霧ノズルからの潤滑油供給量を圧延ロールの表面に関するパラメータに応じて各噴霧ノズル毎に個別に制御することができる、上記(19)〜(22)のいずれか1つに記載の圧延ロールへの潤滑油供給方法。
(24)前記圧延ロールの表面に関するパラメータは圧延ロールの摩耗量であり、摩耗量が相対的に大きいロールの領域へは摩耗量が相対的に小さいロールの領域に比べて潤滑油供給量を多くするようにした、上記(23)に記載の圧延ロールへの潤滑油供給方法。
(26)各噴霧ノズルにはその噴霧ノズル用のポンプ装置から潤滑油が供給され、各噴霧ノズルからの潤滑油の供給量をこの噴霧ノズルに対応するポンプ装置の出力を変更することで制御する、上記(23)〜(25)のいずれか1つに記載の圧延ロールへの潤滑油供給方法。
(27)各噴霧ノズルへはその噴霧ノズル用の流量調整弁を介して潤滑油が供給され、各噴霧ノズルからの潤滑油の供給量をこの噴霧ノズルに対応する流量調整弁の開度を変更することで制御する、上記(23)〜(25)のいずれか1つに記載の圧延ロールへの潤滑油供給方法。
(29)前記噴霧ノズルの少なくとも一部は外部混合型の噴霧ノズルであり、前記潤滑油は40℃における動粘度が60〜800cStであり、前記外部混合型の噴霧ノズルには、0.05MPa以上の圧力でガスを供給すると共に、0.01MPa以上であって前記噴霧ノズルへのガスの供給圧力よりも低い圧力で潤滑油を供給する、上記(19)〜(28)のいずれか1つに記載の圧延ロールへの潤滑油供給方法。
(30)前記噴霧ノズルからの潤滑油及びガスの噴射コーンの外側に水膜を形成するようにした、上記(19)〜(29)のいずれか1つに記載の圧延ロールへの潤滑油供給方法。
以下、添付図面と本発明の好適な実施形態の記載から、本発明を一層十分に理解できるであろう。
図2は、本発明に係る潤滑油供給設備の構成を示す概略図である。
図3は、本発明で使用する内部混合型の2流体噴霧ノズルの断面図である。
図4は、本発明で使用する外部混合型の2流体噴霧ノズルの断面図である。
図5は、本発明に係る潤滑油供給設備における噴霧ノズルの配置を示す概略図である。
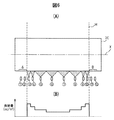
図6(A)及び図6(B)は、本発明に係る潤滑油供給設備における噴霧ノズルからの潤滑油供給量を示す概略図である。
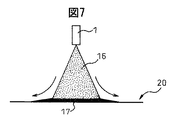
図7は、噴霧ノズルから潤滑油を粒状もしくは霧状にして噴射した状況を示す図である。
図8(A)及び図8(B)は、水膜形成装置を概略的に示す図である。
なお、潤滑油スイッチ2は必須ではない。しかしながら、通常の圧延設備では、ポンプ装置3と噴霧ノズル1との間の距離が少なくとも1m以上離れたところに設置される場合がほとんどである。このような状況においてポンプ装置3のON/OFFのみによって潤滑油の供給ON/OFFを実施すると、適切なタイミングで潤滑圧延ができない場合がある。このような場合に潤滑油スイッチ2を組み込むのが有効である。一方、ポンプ装置3と噴霧ノズル1とが1m以内であれば潤滑油スイッチ2を備える必要性は小さい。
不燃性ガス源5には各噴霧ノズルに供給されるガスの圧力を調整する機能が備えられており、これにより各噴霧ノズルからのガスの噴射圧力が適切な圧力に調整される。なお、図2に示した例では各噴霧ノズルに対して同じ圧力のガスが供給されている。しかしながら、各噴霧ノズル毎に個別に噴射圧力を変えたい場合は、前記の分岐された配管に圧力調整装置を組み入れて、各噴霧ノズルへのガスの供給圧力を設定/調整するような構成にしてもよい。
ところで、金属材料の圧延、特に薄板鋼板の熱間圧延においては、圧延ロールの軸方向に対して不均一な摩耗が発生する。特に、圧延ロールの表面に潤滑油を均一に散布している場合、圧延ロールの軸方向中心付近よりも軸方向端部付近の方が摩耗量が多くなる傾向にある。

1a :内部混合型の2流体噴霧ノズル
1b :外部混合型の2流体噴霧ノズル
1´:潤滑供給用ノズル(1流体型、ウォーターインジェクション法用)
2 :潤滑油スイッチ
3 :ポンプ装置(潤滑油送出用)
3´:ポンプ装置(水送出用)
4 :潤滑油貯蔵タンク
5 :不燃性ガス源
6 :ガススイッチ
8 :インジェクター(水と潤滑油の混合器)
9 :水源
10 :水の供給をON/OFFするための装置
11 :ガス
12 :圧送される潤滑油
16 :粒状もしくは霧状になった潤滑油
17 :噴射対象に付着した潤滑油
18 :混合室
20 :圧延ロール
M :金属材料(被圧延材)
X :軸線
Claims (16)
- 板状金属材料の圧延機の圧延ロールへの潤滑油供給設備であって、
前記圧延ロールの軸方向に配置され、潤滑油を前記圧延ロールに向けてガスと共に粒状化又は霧状化して噴射する複数の噴霧ノズルと、
各噴霧ノズルに潤滑油を供給する潤滑油供給装置と、
各噴霧ノズルにガスを供給するガス供給装置とを具備し、
前記板状金属材料の板幅に対応する前記圧延ロールの部分への潤滑油の供給を行う噴霧ノズルのうち両端に位置する噴霧ノズルを側方噴霧ノズル、中央に位置する噴霧ノズルを中央噴霧ノズルとすると、側方噴霧ノズルからの潤滑油供給量は中央噴霧ノズルからの潤滑油供給量よりも多く、これら側方噴霧ノズルと中央噴霧ノズルとの間の噴霧ノズルからの潤滑油供給量は前記側方噴霧ノズルからの潤滑油供給量以下であって前記中央噴霧ノズルからの潤滑油供給量以上である、圧延機用の潤滑油供給設備。 - 前記側方噴霧ノズルと前記中央噴霧ノズルとの間の噴霧ノズルからの潤滑油供給量は前記圧延ロールの側方から中央に向かって少なくなる、請求項1に記載の圧延機用の潤滑油供給設備。
- 前記側方噴霧ノズルからの潤滑油供給量は前記中央噴霧ノズルからの潤滑油供給量の5倍以下である、請求項1に記載の圧延機用の潤滑油供給設備。
- 前記潤滑油供給装置は、各噴霧ノズルからの潤滑油供給量を各噴霧ノズル毎に個別に制御することができる、請求項1に記載の圧延機用の潤滑油供給設備。
- 前記潤滑油供給装置は、各噴霧ノズルからの潤滑油供給量を圧延ロールの表面に関するパラメータに応じて各噴霧ノズル毎に個別に制御する、請求項4に記載の圧延機用の潤滑油供給設備。
- 前記圧延ロールの表面に関するパラメータは圧延ロールの摩耗量であり、前記潤滑油供給装置は、摩耗量が相対的に大きい圧延ロールの領域へは摩耗量が相対的に小さい圧延ロールの領域に比べて潤滑油供給量を多くする、請求項5に記載の圧延機用の潤滑油供給設備。
- 前記噴霧ノズルの少なくとも一部は内部混合型の噴霧ノズルであり、前記潤滑油は40℃における動粘度が60〜800cStであり、前記ガス供給装置は前記噴霧ノズルに0.05MPa以上の圧力でガスを供給し、
前記潤滑油供給装置は、前記内部混合型の噴霧ノズルに、該噴霧ノズルの混合チャンバー内におけるガスの圧力以上の圧力で潤滑油を供給する、請求項1に記載の圧延機用の潤滑油供給設備。 - 前記噴霧ノズルの少なくとも一部は外部混合型の噴霧ノズルであり、前記潤滑油は40℃における動粘度が60〜800cStであり、前記ガス供給装置は前記噴霧ノズルに0.05MPa以上の圧力でガスを供給し、
前記潤滑油供給装置は、前記外部混合型の噴霧ノズルに0.01MPa以上であって前記噴霧ノズルへのガスの供給圧力よりも低い圧力で潤滑油を供給する、請求項1に記載の圧延機用の潤滑油供給装置。 - 前記噴霧ノズルは内部混合型の噴霧ノズルと外部混合型の噴霧ノズルとから成り、
前記板状金属材料の板幅方向において、中央に内部混合型の噴霧ノズルが配置され、外側に外部混合型の噴霧ノズルが配置される、請求項7に記載の圧延機用の潤滑油供給装置。 - 圧延ロールの表面上に潤滑油を供給する方法において、
複数の噴霧ノズルから前記圧延ロールに向けて潤滑油をガスと共に粒状化又は霧状化して噴射すると共に、
前記板状金属材料の板幅に対応する前記圧延ロールの部分への潤滑油の供給を行う噴霧ノズルのうち両端に位置する噴霧ノズルを側方噴霧ノズル、中央に位置する噴霧ノズルを中央噴霧ノズルとすると、前記噴霧ノズルからの噴射の際には、側方噴霧ノズルからの潤滑油供給量を中央噴霧ノズルからの潤滑油供給量よりも多くし、これら側方噴霧ノズルと中央噴霧ノズルとの間の噴霧ノズルからの潤滑油供給量を前記側方噴霧ノズルからの潤滑油供給量以下であって前記中央噴霧ノズルからの潤滑油供給量以上とする、圧延ロールへの潤滑油供給方法。 - 前記側方噴霧ノズルと前記中央噴霧ノズルとの間の噴霧ノズルからの潤滑油供給量を前記圧延ロールの側方から中央に向かって少なくする、請求項10に記載の圧延ロールへの潤滑油供給方法。
- 前記側方噴霧ノズルからの潤滑油供給量を前記中央噴霧ノズルからの潤滑油供給量の5倍以下とする、請求項10に記載の圧延ロールへの潤滑油供給方法。
- 各噴霧ノズルからの潤滑油供給量を圧延ロールの表面に関するパラメータに応じて各噴霧ノズル毎に個別に制御することができる、請求項10に記載の圧延ロールへの潤滑油供給方法。
- 前記圧延ロールの表面に関するパラメータは圧延ロールの摩耗量であり、摩耗量が相対的に大きいロールの領域へは摩耗量が相対的に小さいロールの領域に比べて潤滑油供給量を多くするようにした、請求項13に記載の圧延ロールへの潤滑油供給方法。
- 前記噴霧ノズルの少なくとも一部は内部混合型の噴霧ノズルであり、前記潤滑油は40℃における動粘度が60〜800cStであり、
前記内部混合型の噴霧ノズルには、0.05MPa以上の圧力でガスを供給すると共に、該噴霧ノズルの混合チャンバー内におけるガスの圧力以上の圧力で潤滑油を供給する、請求項10に記載の圧延ロールへの潤滑油供給方法。 - 前記噴霧ノズルの少なくとも一部は外部混合型の噴霧ノズルであり、前記潤滑油は40℃における動粘度が60〜800cStであり、
前記外部混合型の噴霧ノズルには、0.05MPa以上の圧力でガスを供給すると共に、0.01MPa以上であって前記噴霧ノズルへのガスの供給圧力よりも低い圧力で潤滑油を供給する、請求項10に記載の圧延ロールへの潤滑油供給方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012506263A JP4980504B2 (ja) | 2010-04-07 | 2011-04-06 | 潤滑油供給設備および潤滑油供給方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010088371 | 2010-04-07 | ||
| JP2010088371 | 2010-04-07 | ||
| JP2012506263A JP4980504B2 (ja) | 2010-04-07 | 2011-04-06 | 潤滑油供給設備および潤滑油供給方法 |
| PCT/JP2011/059124 WO2011126139A1 (ja) | 2010-04-07 | 2011-04-06 | 潤滑油供給設備および潤滑油供給方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4980504B2 true JP4980504B2 (ja) | 2012-07-18 |
| JPWO2011126139A1 JPWO2011126139A1 (ja) | 2013-07-11 |
Family
ID=44763073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012506263A Active JP4980504B2 (ja) | 2010-04-07 | 2011-04-06 | 潤滑油供給設備および潤滑油供給方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8713981B2 (ja) |
| EP (2) | EP3028781B1 (ja) |
| JP (1) | JP4980504B2 (ja) |
| KR (1) | KR101299298B1 (ja) |
| CN (1) | CN102844127B (ja) |
| BR (2) | BR122020002003B1 (ja) |
| TW (1) | TWI420038B (ja) |
| WO (1) | WO2011126139A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008050392A1 (de) * | 2008-06-18 | 2009-12-24 | Sms Siemag Aktiengesellschaft | Verfahren und Vorrichtung zum Schmieren von Walzen und eines Walzbandes eines Walzgerüsts |
| EP2893986A1 (de) * | 2014-01-08 | 2015-07-15 | Siemens VAI Metals Technologies GmbH | Schmierung mit Spritzdüsen mit mehreren Öleintrittsöffnungen |
| MX2016014415A (es) * | 2014-05-09 | 2017-04-06 | Novelis Inc | Laminacion hibrida refrigerada por aceite y agua. |
| GB201410562D0 (en) | 2014-06-13 | 2014-07-30 | Nicoventures Holdings Ltd | Aerosol provision system |
| US20170033184A1 (en) * | 2015-07-27 | 2017-02-02 | International Business Machines Corporation | Semiconductor device including fin having condensed channel region |
| WO2017053343A1 (en) | 2015-09-21 | 2017-03-30 | Novelis Inc. | Pre-heating and thermal control of work rolls in metal rolling processes and control systems thereof |
| US20170186747A1 (en) * | 2015-12-29 | 2017-06-29 | International Business Machines Corporation | STRUCTURE AND METHOD FOR SiGe FIN FORMATION IN A SEMICONDUCTOR DEVICE |
| CN105752107A (zh) * | 2016-03-03 | 2016-07-13 | 武汉理工大学 | 基于轨道振动的监测自动控制摩擦改进剂施加的降噪装置 |
| JP6651986B2 (ja) * | 2016-05-27 | 2020-02-19 | 日本製鉄株式会社 | 熱間圧延における潤滑油供給方法 |
| KR102109262B1 (ko) * | 2018-08-16 | 2020-05-11 | 주식회사 포스코 | 윤활장치 |
| CN109174486B (zh) * | 2018-10-09 | 2024-09-24 | 汇专科技集团股份有限公司 | 一种低温加工喷嘴 |
| EP3917694B1 (de) * | 2019-01-28 | 2023-08-09 | Primetals Technologies Germany GmbH | Verändern der effektiven kontur einer lauffläche einer arbeitswalze während des warmwalzens eines walzguts in einem walzgerüst zu einem gewalzten band |
| CN109821902B (zh) * | 2019-01-30 | 2020-09-25 | 北京首钢股份有限公司 | 一种改善硅钢边部轮廓的横向润滑能力分布方法 |
| KR102239179B1 (ko) * | 2019-10-15 | 2021-04-12 | 주식회사 포스코 | 압연설비의 혼합용액 공급장치 |
| CN114101324B (zh) * | 2021-10-29 | 2023-08-25 | 马鞍山钢铁股份有限公司 | 一种汽车用无机自润滑镀锌钢带及其生产方法 |
| KR102659536B1 (ko) * | 2021-12-15 | 2024-04-19 | 주식회사 포스코 | 강판의 도유 장치 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09253707A (ja) * | 1996-03-19 | 1997-09-30 | Sumitomo Metal Ind Ltd | 調質圧延方法 |
| JP2009226478A (ja) * | 2008-02-26 | 2009-10-08 | Nippon Steel Corp | 潤滑剤供給設備および圧延機並びに潤滑剤供給方法および圧延方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4738400A (en) * | 1987-02-11 | 1988-04-19 | Almo Manifold & Tool Co. | Spray bar assembly |
| JPH03138014A (ja) * | 1989-10-25 | 1991-06-12 | Kawasaki Steel Corp | 熱延鋼板のプロフィル制御方法 |
| JPH07290121A (ja) | 1994-04-22 | 1995-11-07 | Nippon Steel Corp | フランジを有する形鋼のユニバーサル圧延法 |
| JP3694427B2 (ja) | 1998-10-28 | 2005-09-14 | 新日本製鐵株式会社 | 固形潤滑による孔形圧延方法 |
| US6134930A (en) | 2000-01-26 | 2000-10-24 | Morgan Construction Company | Lubrication system |
| JP2002316202A (ja) | 2001-04-18 | 2002-10-29 | Nakayama Steel Works Ltd | 板圧延用潤滑装置および潤滑剤噴射ノズル |
| JP4203236B2 (ja) | 2001-09-21 | 2008-12-24 | 新日本製鐵株式会社 | 熱間圧延における潤滑供給方法 |
| JP4123865B2 (ja) * | 2002-08-12 | 2008-07-23 | 株式会社Ihi | ピンチロールの潤滑ミストスプレー装置 |
| CN2628172Y (zh) * | 2003-03-27 | 2004-07-28 | 宝山钢铁股份有限公司 | 轧辊边部润滑装置 |
| JP4355280B2 (ja) | 2004-11-22 | 2009-10-28 | 新日本製鐵株式会社 | 冷間圧延における潤滑油供給方法 |
| JP4355279B2 (ja) | 2004-11-22 | 2009-10-28 | 新日本製鐵株式会社 | 冷間圧延における潤滑油供給方法 |
| KR100668698B1 (ko) | 2005-11-08 | 2007-01-16 | 주식회사 포스코 | 연연속 열간 압연 설비의 압연유 공급 장치 및 그 방법 |
| CN1911545B (zh) * | 2006-08-18 | 2012-05-23 | 上海诸光机械有限公司 | 热轧钢板连轧机工艺润滑系统 |
| JP4962055B2 (ja) | 2007-03-07 | 2012-06-27 | Jfeスチール株式会社 | 冷間圧延方法および冷間圧延装置 |
| BE1017806A3 (fr) | 2007-10-08 | 2009-07-07 | Ct Rech Metallurgiques Asbl | Installation et procede de lubrification par atomisation pour cylindres de laminage. |
| DE102008050392A1 (de) * | 2008-06-18 | 2009-12-24 | Sms Siemag Aktiengesellschaft | Verfahren und Vorrichtung zum Schmieren von Walzen und eines Walzbandes eines Walzgerüsts |
| JP4954961B2 (ja) | 2008-10-06 | 2012-06-20 | 大日本住友製薬株式会社 | 光安定性の向上した組成物 |
-
2011
- 2011-04-06 KR KR1020127025713A patent/KR101299298B1/ko active IP Right Grant
- 2011-04-06 BR BR122020002003-2A patent/BR122020002003B1/pt active IP Right Grant
- 2011-04-06 EP EP15198727.8A patent/EP3028781B1/en active Active
- 2011-04-06 BR BR112012025589-4A patent/BR112012025589B1/pt active IP Right Grant
- 2011-04-06 EP EP11766038.1A patent/EP2556902B1/en active Active
- 2011-04-06 CN CN201180017515.7A patent/CN102844127B/zh active Active
- 2011-04-06 JP JP2012506263A patent/JP4980504B2/ja active Active
- 2011-04-06 WO PCT/JP2011/059124 patent/WO2011126139A1/ja active Application Filing
- 2011-04-06 US US13/639,198 patent/US8713981B2/en active Active
- 2011-04-07 TW TW100112023A patent/TWI420038B/zh not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09253707A (ja) * | 1996-03-19 | 1997-09-30 | Sumitomo Metal Ind Ltd | 調質圧延方法 |
| JP2009226478A (ja) * | 2008-02-26 | 2009-10-08 | Nippon Steel Corp | 潤滑剤供給設備および圧延機並びに潤滑剤供給方法および圧延方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201200776A (en) | 2012-01-01 |
| TWI420038B (zh) | 2013-12-21 |
| EP3028781B1 (en) | 2018-06-13 |
| CN102844127A (zh) | 2012-12-26 |
| BR112012025589B1 (pt) | 2021-05-25 |
| EP2556902A1 (en) | 2013-02-13 |
| WO2011126139A1 (ja) | 2011-10-13 |
| EP2556902B1 (en) | 2015-12-16 |
| EP2556902A4 (en) | 2014-02-26 |
| US20130019647A1 (en) | 2013-01-24 |
| CN102844127B (zh) | 2015-04-01 |
| KR20120123595A (ko) | 2012-11-08 |
| BR112012025589A2 (pt) | 2016-06-21 |
| BR122020002003B1 (pt) | 2021-07-06 |
| EP3028781A1 (en) | 2016-06-08 |
| US8713981B2 (en) | 2014-05-06 |
| KR101299298B1 (ko) | 2013-08-26 |
| JPWO2011126139A1 (ja) | 2013-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4980504B2 (ja) | 潤滑油供給設備および潤滑油供給方法 | |
| US9254513B2 (en) | Method and device for lubricating rollers and a rolled strip of a rolling stand | |
| US9433986B2 (en) | Rolling mill roll-cleaning device and cleaning method | |
| JP2011524257A5 (ja) | ||
| JP5131135B2 (ja) | 潤滑剤供給設備および圧延機並びに潤滑剤供給方法および圧延方法 | |
| JP4505231B2 (ja) | 冷間圧延における潤滑油供給方法 | |
| JP6350274B2 (ja) | 冷間圧延機の潤滑油供給設備 | |
| JP5633463B2 (ja) | 冷間圧延機の潤滑油供給装置 | |
| JP6201430B2 (ja) | 冷間圧延機の潤滑油供給方法および潤滑圧延方法 | |
| JP2012030278A (ja) | 冷間圧延における潤滑供給方法および潤滑供給装置 | |
| JP2008213023A (ja) | 冷間圧延方法および冷間圧延装置 | |
| JP2006142339A (ja) | 熱間圧延における潤滑剤供給方法 | |
| JP5577880B2 (ja) | 潤滑油供給方法 | |
| JP2006263741A (ja) | 冷間圧延における潤滑油供給方法 | |
| JP2016172274A (ja) | 帯状体の製造方法および装置 | |
| JP2009050884A (ja) | 熱間圧延機のロール潤滑方法およびロール潤滑装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120418 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150427 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4980504 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150427 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150427 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |