JP4967765B2 - 凹版及びその製造方法 - Google Patents
凹版及びその製造方法 Download PDFInfo
- Publication number
- JP4967765B2 JP4967765B2 JP2007099332A JP2007099332A JP4967765B2 JP 4967765 B2 JP4967765 B2 JP 4967765B2 JP 2007099332 A JP2007099332 A JP 2007099332A JP 2007099332 A JP2007099332 A JP 2007099332A JP 4967765 B2 JP4967765 B2 JP 4967765B2
- Authority
- JP
- Japan
- Prior art keywords
- intaglio
- film
- substrate
- convex pattern
- vapor deposition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 39
- 239000000758 substrate Substances 0.000 claims abstract description 89
- 238000000034 method Methods 0.000 claims abstract description 45
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 33
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 33
- 229910010272 inorganic material Inorganic materials 0.000 claims abstract description 24
- 239000011147 inorganic material Substances 0.000 claims abstract description 24
- 239000000463 material Substances 0.000 claims description 20
- 238000005229 chemical vapour deposition Methods 0.000 claims description 15
- 238000005240 physical vapour deposition Methods 0.000 claims description 14
- 229910052719 titanium Inorganic materials 0.000 claims description 13
- 238000007639 printing Methods 0.000 claims description 11
- 238000005268 plasma chemical vapour deposition Methods 0.000 claims description 9
- 229910052804 chromium Inorganic materials 0.000 claims description 8
- 150000004767 nitrides Chemical class 0.000 claims description 7
- 229910052710 silicon Inorganic materials 0.000 claims description 7
- 238000007733 ion plating Methods 0.000 claims description 5
- 150000001247 metal acetylides Chemical class 0.000 claims description 5
- 238000004544 sputter deposition Methods 0.000 claims description 5
- 229910052721 tungsten Inorganic materials 0.000 claims description 5
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 claims description 3
- 238000001241 arc-discharge method Methods 0.000 claims description 3
- 238000000151 deposition Methods 0.000 claims description 3
- 238000001771 vacuum deposition Methods 0.000 claims description 3
- 238000000206 photolithography Methods 0.000 claims description 2
- 239000010408 film Substances 0.000 description 133
- 239000007789 gas Substances 0.000 description 32
- 230000015572 biosynthetic process Effects 0.000 description 16
- 239000000976 ink Substances 0.000 description 14
- 238000007646 gravure printing Methods 0.000 description 13
- 238000000576 coating method Methods 0.000 description 12
- 239000011347 resin Substances 0.000 description 12
- 229920005989 resin Polymers 0.000 description 12
- 239000011248 coating agent Substances 0.000 description 11
- 229910001220 stainless steel Inorganic materials 0.000 description 11
- 239000010935 stainless steel Substances 0.000 description 11
- 239000010936 titanium Substances 0.000 description 11
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 9
- 239000007788 liquid Substances 0.000 description 9
- 239000010409 thin film Substances 0.000 description 9
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 8
- 238000005530 etching Methods 0.000 description 8
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 description 8
- 239000002585 base Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 6
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 239000011651 chromium Substances 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 238000007747 plating Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- IKHGUXGNUITLKF-UHFFFAOYSA-N Acetaldehyde Natural products CC=O IKHGUXGNUITLKF-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 239000001569 carbon dioxide Substances 0.000 description 3
- 229910002092 carbon dioxide Inorganic materials 0.000 description 3
- 229910002091 carbon monoxide Inorganic materials 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000004973 liquid crystal related substance Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- YBYIRNPNPLQARY-UHFFFAOYSA-N 1H-indene Chemical compound C1=CC=C2CC=CC2=C1 YBYIRNPNPLQARY-UHFFFAOYSA-N 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 2
- 101100533726 Homo sapiens SMR3B gene Proteins 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- 102100025729 Submaxillary gland androgen-regulated protein 3B Human genes 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- HGCIXCUEYOPUTN-UHFFFAOYSA-N cyclohexene Chemical compound C1CCC=CC1 HGCIXCUEYOPUTN-UHFFFAOYSA-N 0.000 description 2
- LPIQUOYDBNQMRZ-UHFFFAOYSA-N cyclopentene Chemical compound C1CC=CC1 LPIQUOYDBNQMRZ-UHFFFAOYSA-N 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- -1 ethylene, propylene, butene Chemical class 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000000059 patterning Methods 0.000 description 2
- YNPNZTXNASCQKK-UHFFFAOYSA-N phenanthrene Chemical compound C1=CC=C2C3=CC=CC=C3C=CC2=C1 YNPNZTXNASCQKK-UHFFFAOYSA-N 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- PMJHHCWVYXUKFD-SNAWJCMRSA-N (E)-1,3-pentadiene Chemical compound C\C=C\C=C PMJHHCWVYXUKFD-SNAWJCMRSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- LVZWSLJZHVFIQJ-UHFFFAOYSA-N Cyclopropane Chemical compound C1CC1 LVZWSLJZHVFIQJ-UHFFFAOYSA-N 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical compound CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 206010034972 Photosensitivity reaction Diseases 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 150000001335 aliphatic alkanes Chemical class 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 150000001345 alkine derivatives Chemical class 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 150000001924 cycloalkanes Chemical class 0.000 description 1
- 150000001925 cycloalkenes Chemical class 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000000469 dry deposition Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 235000019256 formaldehyde Nutrition 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- UQEAIHBTYFGYIE-UHFFFAOYSA-N hexamethyldisiloxane Chemical compound C[Si](C)(C)O[Si](C)(C)C UQEAIHBTYFGYIE-UHFFFAOYSA-N 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910001510 metal chloride Inorganic materials 0.000 description 1
- 229910052987 metal hydride Inorganic materials 0.000 description 1
- 150000004681 metal hydrides Chemical class 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- 229910052754 neon Inorganic materials 0.000 description 1
- GKAOGPIIYCISHV-UHFFFAOYSA-N neon atom Chemical compound [Ne] GKAOGPIIYCISHV-UHFFFAOYSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 150000002902 organometallic compounds Chemical class 0.000 description 1
- RGSFGYAAUTVSQA-UHFFFAOYSA-N pentamethylene Natural products C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 1
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920002120 photoresistant polymer Polymers 0.000 description 1
- 230000036211 photosensitivity Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- MWWATHDPGQKSAR-UHFFFAOYSA-N propyne Chemical group CC#C MWWATHDPGQKSAR-UHFFFAOYSA-N 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images



Landscapes
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Printing Plates And Materials Therefor (AREA)
- Photosensitive Polymer And Photoresist Processing (AREA)
- Laminated Bodies (AREA)
Description
また、最近では、エッチング後の電気クロムめっきの代替として、無機材料である酸化ケイ素層、窒化チタン層、或いはダイヤモンドライクカーボン(DLC)層等が適用されているが、高精度な形状付与が困難な金属のエッチングを要することは変わらない。
1.少なくとも表面に物理気相成長法又は化学気相成長法によって形成される無機材料を有し、前記無機材料の表面に転写物を保持するための凹部が形成され、該凹部の底部は、凹版用基材が露出しており、しかも、その凹部側面の角度が30度以上60度以下である凹版。
2.前記無機材料がダイヤモンドライクカーボン、Al2O3又はSiO2である項1記載の凹版。
3.物理気相成長法又は化学気相成長法によって形成される無機材料が、0.1〜100μmの厚さの膜又は層であ項1又は2に記載の凹版。
4.少なくとも表面にダイヤモンドライクカーボンを有する項2又は3に記載の凹版。
5.ダイヤモンドライクカーボンの硬度が10〜40GPaである項4に記載の凹版。
6.ダイヤモンドライクカーボンの膜又は層が、凹版用基材の上に、Ti、Cr、W、Siまたはそれらの窒化物又は炭化物の何れか1以上を含む中間層を介して形成されている項4又は5に記載の凹版。
7.版が、ロール状である項1〜6の何れか一項に記載の凹版。
8.版が、概ね平板である項1〜6の何れか一項に記載の凹版。
9.(A)凹版用基材の表面に、除去可能な凸状のパターンを形成する工程、
(B)除去可能な凸状のパターンが形成されている凹版用基材の表面に、物理気相成長法又は化学気相成長法によって形成される無機材料からなる膜を形成する工程
及び
(C)凸状のパターンを除去し、側面の角度が30度以上60度以下である凹部を形成する工程
を含むことを特徴とする凹版の製造方法。
10.凹版用基材が、その表面に物理気相成長法又は化学気相成長法によって形成される無機材料を有するものである項9に記載の凹版の製造方法。
11.除去可能な凸状のパターンが、感光性レジストを用いるフォトリソグラフ法により形成されたものである項9又は10に記載の凹版の製造方法。
12.物理気相成長法又は化学気相成長法によって形成される無機材料からなる膜を、凹版用基材上と凸状のパターンの側面で性質又は特性が異なるように形成する項9〜11の何れか一項に記載の凹版の製造方法。
13.凹版用基材に形成される膜と、除去可能な凸状のパターンの側面に形成される膜との境界面の幅が、凸状パターンの立位方向に向かって小さくなっておらず、全体として大きくなっている項9〜12の何れか一項に記載の凹版の製造方法。
14.凹版用基材に形成される膜が、ダイヤモンドライクカーボンである項9〜13の何れか一項に記載の凹版の製造方法。
15.凹版用基材上に形成されるダイヤモンドライクカーボン膜の硬度が、凸状パターンの側面に形成されるダイヤモンドライクカーボン膜の硬度よりも大きい項14に記載の凹版の製造方法。
16.凹版用基材上に形成されるダイヤモンドライクカーボン膜の硬度が、10〜40GPaであり、凸状パターンの側面に形成されるダイヤモンドライクカーボン膜の硬度が1〜15GPaである項15に記載の凹版の製造方法。
17.ダイヤモンドライクカーボン膜が真空蒸着法、スパッタリング法、イオンプレーティング法、アーク放電法、イオン化蒸着法またはプラズマCVD法の何れかにより形成される項14〜16の何れか一項に記載の凹版の製造方法。
18.除去可能な凸状のパターンが形成されている凹版用基材の表面に、膜を形成する工程を行う前に、中間層を形成する工程を行う項9〜17の何れか一項に記載の凹版の製造方法。
19.中間層が、Ti、Cr、W、Siまたはそれらの窒化物又は炭化物の何れか1以上を含む項18に記載の凹版の製造方法。
20.物理気相成長法又は化学気相成長法によって形成される無機材料からなる膜の厚さが、0.1〜100μmである項9〜19の何れか一項に記載の凹版の製造方法。
本発明における凹版は、基材上に凸状のパターンを形成し、膜を形成後、凸状のパターンを除去することにより凹部を作製することができるため、その製造が容易で、生産性に富む。
本発明における凹版は、グラビア印刷用凹版、粘着剤塗布用凹版に有用である。本発明における凹版は、さらに、レジストの転写塗布用凹版、カラー液晶表示装置に用いるカラーフィルタの精細パターンを形成するためのカラーフィルタ用インクのガラス基板等の基板への転写塗布用凹版などに有用であり、これらは、精密電子部品等の微細な構造物の製造工程において有用に用いることができる。
更に、凹版表面を、ダイヤモンドライクカーボン又は無機材料とすることにより耐摩耗性が優れ、凹版表面にダイヤモンドライクカーボン又は無機材料からなる膜を形成すると、基材への密着性が優れ、その耐剥離性が優れる。中間層により基材と膜の間の密着性を向上させることができ、これにより、繰り返しの使用に対する凹版の寿命を、さらに長くすることができる。
図1は、本発明の凹版の一例を示す一部斜視図である。図2は、図1のA−A断面図を示す。図2の(a)は凹部の側面が平滑に平面的であるが、(b)は凹部の側面になだらかな凹凸がある場合を示す。凹版1は、ベースとなる基材2の上にダイヤモンドライクカーボン(以下、「DLC」と略す)の膜(本発明おいて、「膜」には、「層」という概念も含ませる)3が積層されており、DLC膜3に凹部4が形成されており、凹部4の底部は、凹版用基材2が露出している。
この例において、凹部4が溝状に形成されているが、目的に応じて、適宜の形状が形成される。凹部4の平面形状は、正三角形、二等辺三角形、直角三角形などの三角形、正方形、長方形、ひし形、平行四辺形、台形などの四角形、(正)六角形、(正)八角形、(正)十二角形、(正)二十角形などの(正)n角形(nは3以上の整数)、円、だ円、星型などがあり、目的に応じてその形状が選択される。このような形状は、組合せて使用できる。また、凹部の分布密度は、目的に応じて適宜決定される。
基材2と膜3の間には、膜3の接着性の改善等を目的として、中間層(図示せず)が積層されていてもよい。または、凹部4は、その幅が、開口方向に向かって全体として幅広になっている。図面のよう勾配αで一定に幅広になっている必要は必ずしもない。印刷インクの転写に問題がなければ、凹部は、開口方向に向かって幅が狭くなっている部分があってもよいが、このような部分がない方が良く、凹部は開口方向に向かって狭まっておらず全体として広がっていることが好ましい。
αは、角度で30度以上90度未満が好ましく、30度以上60度以下が特に好ましい。これにより、印刷インク、粘着剤、レジスト用材料、カラーフィルタ用インク等の転写物が、容易に転写される。
凹部の間隔も目的に応じて適宜使用されるが、転写物を印刷対象(紙など)等の転写基材に均一に塗布する場合や粘着剤を塗布対象(プラスチックフィルムなど)等の転写基材に均一に塗布する場合、その箇所の対応した凹版における凹部の間隔は、1〜30μm、特に幅5〜20μmが望ましい。
転写物を凹部に均一に充填する場合に使用されるブレード又はスキージの移動方向は、相対的に凹部を隔てる凸部に引っかかりにくい方向が適宜選ばれるが、例えば、凹部の平面図形が四角形のような図形であれば、その辺に対してブレード又はスキージの移動方向が45〜60度になるようにすることが好ましい。
上記DLC薄膜をプラズマCVD法で形成するために、原料となる炭素源として炭化水素系のガスが好んで用いられる。例えば、メタン、エタン、プロパン、ブタン、ペンタン、ヘキサン等のアルカン系ガス類、エチレン、プロピレン、ブテン、ペンテン等のアルケン系ガス類、ペンタジエン、ブタジエン等のアルカジエン系ガス類、アセチレン、メチルアセチレン等のアルキン系ガス類、ベンゼン、トルエン、キシレン、インデン、ナフタレン、フェナントレン等の芳香族炭化水素系ガス類、シクロプロパン、シクロヘキサン等のシクロアルカン系ガス類、シクロペンテン、シクロヘキセン等のシクロアルケン系ガス類、メタノール、エタノール等のアルコール系ガス類、アセトン、メチルエチルケトン等のケトン系ガス類、メタナール、エタナール等のアルデヒド系ガス類等が挙げられる。上記ガスは単独で使用しても良いし、二種以上を併用しても良い。また、元素として炭素と水素を含有する原料ガスとして上記した炭素源と水素ガスとの混合物、上記した炭素源と一酸化炭素ガス、二酸化炭素ガス等の炭素と酸素のみからなる化合物のガスとの混合物、一酸化炭素ガス、二酸化炭素ガス等の炭素と酸素のみから構成される化合物のガスと水素ガスとの混合物、一酸化炭素ガス、二酸化炭素ガス等の炭素と酸素のみからなる化合物のガスと酸素ガスまたは水蒸気との混合物等が挙げられる。更に、これらの原料ガスには希ガスが含まれていてもよい。希ガスは、周期律表第0属の元素からなるガスであり、例えば、ヘリウム、アルゴン、ネオン、キセノン等が挙げられる。これらの希ガスは単独で使用しても良いし、二種以上を併用しても良い。
上記SiまたはSiCの薄膜は、例えば、ステンレス鋼などの金属との密着性に優れる上、その上に積層する絶縁性のDLC薄膜との界面においてSiCを形成して、当該DLC薄膜の密着性を向上させる効果を有している。
中間層は、前記したようなドライコーティング法により形成させることができる。
中間層の厚みは、1μm以下であることが好ましく、生産性を考慮すると0.5μm以下であることが更に好ましい。1μm以上コーティングするには、コーティング時間が長くなると共に、コーティング膜の内部応力が大きくなるため適さない。
また、CVD法で成膜する場合には金属塩化物、金属水素化物、有機金属化合物などのような化合物ガスを原料とし、それらの化学反応を利用して成膜することでできる。酸化シリコンのCVDは、例えばTEOS、オゾンを用いたプラズマCVDで行える。窒化シリコンのCVDは、例えばアンモニアとシランを用いたプラズマCVDで行える。
この工程は、(A)凹版用基材の表面に、除去可能な凸状のパターンを形成する工程、
(B)除去可能な凸状のパターンが形成されている凹版用基材の表面に、膜を形成する工程
及び
(C)凸状のパターンを除去する工程
を含む。
上記の凹部は、凹部に貯留された転写物が転写されたときに転写基材上で一定の模様(均一で一様な膜を含む)になるような潜像が描かれるように多数の凹部からなるものであることが好ましい。
この方法は、
(a−1)凹版用基材の上に感光性レジスト層を形成する工程、
(a−2)感光性レジスト層をレーザ光またはマスクを介する紫外線により、インクを保持する凹部からなる所望の潜像(潜像パターン)を露光する工程
及び
(a−3)露光後の感光性レジスト層を現像する工程
を含む。
(b−1)凹版用基材の上に樹脂層を形成する工程、
(b−2)樹脂層をレーザ光により昇華させ、インクを保持する凹部からなる所望の潜像(潜像パターン)を形成する工程
を含む。
導電性基材のサイズが大きい場合などはドライフィルムレジストを用いる方法が生産性の観点からは好ましく、凹版用基材がロールなどの場合は、液状レジストを塗布した後にマスクを介さずにレーザ光などで直接に露光する方法が好ましい。
ここで、凹版用基材の全面にあらかじめDLC又は無機材料の層を形成し、これを改めて凹版用基材として使用することができる。これにより、凹部の底部もDLC又は無機材料で覆われることになり、特に耐薬品性の向上が図れる。
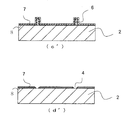
図3は、凹版の製造方法を示す工程の一例を断面図で示したものである。
除去可能な凸部のパターン形状は、凹部の形状に対応づけられる。平面形状として、四角形での一片の長さが、3〜1000μm、特に幅50〜300μmが望ましい。その他の形状の物は、このような四角形と同様の面積になるような大きさが好ましい。凸部の間隔も目的に応じて適宜使用されるが、転写物を印刷対象、粘着剤塗布の対象などの転写基材に均一に塗布する場合、その箇所の対応した凸部の間隔は、1〜30μm、特に幅5〜20μmが望ましい。
さらに、膜7が付いている状態で、凸状パターンを除去する(図3(d))。
膜の付着しているレジストの除去には、市販のレジスト剥離液や無機、有機アルカリ、有機溶剤などを用いることができる。また、パターンを形成するのに使用したレジストに対応する専用の剥離液があれば、それを用いることもできる。
剥離の方法としては、例えば薬液に浸漬することでレジストを膨潤、破壊あるいは溶解させた後これを除去することが可能である。液をレジストに十分含浸させるために超音波、加熱、撹拌等の手法を併用しても良い。また、剥離を促進するためにシャワー、噴流等で液をあてることもできるし、柔らかい布や綿棒などでこすることもできる。
また、膜の耐熱性が十分高い場合には高温で焼成してレジストを炭化させて除去することもできるし、レーザを照射して焼き飛ばす、といった方法も利用できる。
剥離液としては、例えば、3%NaOH溶液を用い、剥離法としてシャワーや浸漬が適用できる。
凹版用基材2上に形成される膜と、凸状パターン6の側面に形成される膜とでは、性質が異なる。これは、膜の形成において、凹版用基材はレジストの影にならないので、凹版用基材上の膜は性質が均一である。これに対し、凸状パターンの側面への膜の形成は、凸状パターンの側面が凹版用基材上の膜厚方向に対し角度を有しているため、形成される膜(特にDLC膜)は、凹版用基材上の膜と同じ特性(例えば、同じ硬度)の膜が得られない。このような異質な膜の接触面においては、膜の成長に伴い膜の境界面が形成され、しかも、その境界面は膜の成長面であることから、滑らかである。このため、凸部パターンを除去するとき、膜(特にDLC膜)は、この境界で容易に分離される。さらに、この境界面、即ち、凹部側面となる傾斜角αは、凹版用基材上の膜厚方向に対し凸部パターンの側面で膜の成長が遅れるため、結果として、境界面の傾斜角は、上記のように制御される。
これに対して、凸部パターンの側面に形成される膜の硬度は1〜15GPaであることが好ましい。凸部パターンの側面に形成される膜は、少なくとも凹版用基材上に形成される膜の硬度よりも低くなるように形成することが好ましい。そうすることにより両者間に境界面が形成され、後の膜の付着した凸部パターンを剥離する工程を経た後に、幅広な凹部が形成されることになる。凸部パターンの側面に形成される膜の硬度は1〜10GPaであることがより好ましい。
膜の硬度は、ナノインデンテーション法を用いて測定することができる。ナノインデンテーション法とは、先端形状がダイヤモンドチップから成る正三角錐(バーコビッチ型)の圧子を薄膜や材料の表面に押込み、そのときの圧子にかかる荷重と圧子の下の射影面積から硬度を求める。ナノインデンテーション法による測定として、ナノインデンターという装置が市販されている。凹版用基材上に形成された膜の硬度はそのまま凹版用基材上から圧子を押し込んで測定することができる。また、凸部パターンの側面に形成される膜の硬度を測定するためには、膜を形成後に、凸部パターンを有する凹版用基材の一部を切り取って樹脂で注型し、断面から凸部パターンの側面に形成された膜に圧子を押し込んで測定することができる。通常ナノインデンテーション法では圧子に1〜100mNの微少荷重をかけて硬度測定を行うが、本発明では3mNの荷重で10秒間負荷をかけて測定した値を硬度の値として記載している。
このようにして、凹版1を作製することができる。
凸状パターン6が形成された凹版用基材2の表面に、膜7を形成する前に、中間層8を形成することが好ましい(図4(c′))。中間層としては、前記したものが使用でき、その形成方法も前記したとおりである。この例において、得られる凹版は、凹部4の底部は、凹版用基材2が露出しており、それ以外では、中間層8の上に膜7が形成されている(図4(d′))。
ガラス基板等の基材へのカラーフィルタ用のインク又は着色レジストの転写塗布や銅張積層板等の基材にレジストの転写塗布を行う場合は、凹版の凹部にカラーフィルタ用のインク又は着色レジストあるいはレジストを適正量貯留し、それをスタンプやロールといった転写機器に写し取って、さらに、ガラス基板、銅張積層板等の基材に転写する方法により行うことができる。このような方法は、特に、転写基材が剛直なものに適している。このような方法は、有機ELや無機EL等の発光物質を含む印刷インクの基材への転写塗布にも利用することができる。
レジストフィルム(フォテックRY3315、10μm厚、日立化成工業株式会社製)を150mm角のステンレス板(SUS316L、鏡面研磨仕上げ、厚さ300μm、日新製鋼(株)製)の両面に貼り合わせた(図3(a)に対応する)。貼り合わせの条件は、ロール温度105℃、圧力0.5MPa、ラインスピード1m/minで行った。次いで、矩形光透過部の1辺の幅が140μm、矩形ピッチが200μm、バイアス角度が60°(正四角形のなかに、矩形が正四角形の辺に対して60度の角度になるように配されている)で、パターンが120mm角のサイズで形成されているネガフィルムを、ステンレス板の片面に静置した。紫外線照射装置を用いて、600mmHg以下の真空下において、ネガフィルムを載置したステンレス板の上下から、紫外線を120mJ/cm2照射した。さらに、1%炭酸ナトリウム水溶液で現像することで、SUS板の上に1辺の幅140〜145μm、矩形ピッチ200μm、バイアス角度60度のレジスト膜からなるパターン(印刷パターン)を形成した。なお、パターンが形成された面の反対面は、全面露光されているため、現像されず、全面にレジスト膜が形成されている(図3(b)に対応する)。
PBII/D装置(TypeIII、株式会社栗田製作所製)によりDLC膜を形成する。チャンバー内にレジスト膜が付いたままのステンレス基板を入れ、チャンバー内を真空状態にした後、アルゴンガスで基板表面のクリーニングを行った。次いで、チャンバー内にヘキサメチルジシロキサンを導入し、膜厚0.1μmとなるように中間層を成膜した。次いで、トルエン、メタン、アセチレンガスを導入し、膜厚が20μmとなるように、中間層の上にDLC層を形成した(図3(c)に対応する)。そのときレジスト膜により形成された凸部両側のDLC膜の厚さは、15〜17μmであった。境界面の角度は45〜50度であった。なお、DLC膜の厚さ及び境界面の角度の測定は導電性基材の一部を切り取って樹脂で注型し、倍率は3000倍で断面をSEM観察することにより実測した。測定点は5点で、レジスト膜の両側を測定したので計10点の最大値と最小値を採用した。
膜が付着したステンレス基板を水酸化ナトリウム水溶液(10%、50℃)に浸漬し、時々揺動を加えながら8時間放置した。凸部パターンを形成するレジスト膜とそれに付着したDLC膜が剥離してきた。一部剥がれにくい部分があったため、布で軽くこすることにより全面剥離し、凹版を得た(図3(d)に対応する)。
凹部の形状は、開口方向に向かって幅広になっており、その凹部側面の傾斜角は、前記境界面の角度と同じであった。凹部の深さは19〜20μmであった。また、凹部の底部での幅は、140〜143μm、開口部での幅(最大幅)は180〜185μmであった。凹部のピッチは200μmであり、凹部の均一な形状、凹部エッジの真直性、凹部深さの均一性を有する凹版が得られた。
液状レジスト(ZPN−2000、日本ゼオン株式会社製)を150mm角のチタン板(純チタン、鏡面研磨仕上げ、厚さ400μm、日本金属株式会社製)に両面塗布した。三回塗布することで厚み6μmのレジスト膜を得た。110℃で1分プリベークした後、矩形光透過部の1辺の幅が120μm、矩形ピッチが150μm、バイアス角度が60°(正四角形のなかに、正四角形の辺に対して60度の角度になるように配されている)で、パターンが110mm角のサイズで形成されているネガのクロムマスクを、チタン板の片面に静置した。紫外線照射装置を用いて、600mmHg以下の真空下で基板を吸着し、クロムマスクを載置したチタン板の上から、紫外線を200mJ/cm2照射した。また、裏面はマスクを載せずに200mJ/cm2照射した。115℃で1分間加熱した後、2.38%のテトラメチルアンモニウムヒドロキシド(TMAH)で現像することで、チタン板の上に1辺の幅120〜122μm、矩形ピッチ150μm、バイアス角度60°のレジスト膜からなるパターンを形成した。
実施例1と同様に中間層までコーティングした後、DLCを膜厚が10μmになるようにコーティングした。そのときレジスト膜により形成された凸部両側のDLC膜の厚さは、7〜8μmであった。境界面の角度は45〜51度であった。膜厚及び境界面の角度は実施例1と同様に測定した。
(凹部の形成;膜の付着した凸部パターンの除去)
膜が付着したチタン基板を水酸化ナトリウム水溶液(10%、50℃)に浸せきし、50kHzで超音波をかけながら2時間放置した。凸部パターンを形成するレジスト膜とそれに付着したDLC膜が剥離してきた。一部剥がれにくい部分があったため、布で軽くこすることにより全面剥離し、凹版を得た。
凹部の形状は、開口方向に向かって幅広になっており、その凹部側面の傾斜角は、前記境界面の角度と同じであった。凹部の深さは9〜10μmであった。また、凹部の底部での幅120〜122μm、開口部での幅(最大幅)は140〜142μmであった。凹部のピッチはピッチ150μmであり、凹部の均一な形状、凹部エッジの真直性、凹部深さの均一性を有する凹版が得られた。
実施例2と同様にDLCを膜厚が10μmになるようにコーティングした。そのときレジスト膜により形成された凸部両側のDLC膜の厚さは、6〜7μmであった。境界面の角度は45〜48度であった。
膜が付着したステンレス基板をレジスト剥離液(RemoverPG、日本化薬(株)製、70℃)に浸せきし、時々揺動を加えながら8時間放置した。凸部パターンを形成するレジスト膜とそれに付着したDLC膜が剥離してきた。一部剥がれにくい部分があったため、布で軽くこすることにより全面剥離し、凹版を得た。
凹部の形状は、開口方向に向かって幅広になっており、その凹部側面の傾斜角は、前記境界面の角度と同じであった。凹部の形状は、開口方向に向かって幅広になっており、その凹部側面の傾斜角は、前記境界面の角度と同じであった。凹部の深さは9〜10μmであった。また、凹部の底部での幅120〜123μm、開口部での幅(最大幅)は140〜143μmであった。凹部のピッチはピッチ150μmであり、凹部の均一な形状、凹部エッジの真直性、凹部深さの均一性を有する凹版が得られた。
実施例2と同様にして液状レジストを塗布し、レーザ露光により凸部パターンを形成し、DLC膜を10μmになるように形成し、膜が付着した凸部パターンを除去し、グラビア印刷用ロールを作製した結果、凹部の均一な形状、凹部エッジの真直性、凹部深さの均一性を有する凹版が得られた。
上記の凹版を用いて、グラビア印刷した結果、膜の剥離無く、グラビア印刷を1000回以上繰り返し印刷することができた。
まず、φ200mm長さ300mmのロール(SUS304、鏡面研磨仕上げ、日新製鋼(株)製)を準備し、円筒面全面に、PBII/D装置(TypeIII、株式会社栗田製作所製)を用いて実施例1におけると同様にしてDLC膜(ただし、厚さ1μmとした)を形成し、これを改めて凹版用基材とした。
実施例2における150mm角のチタン板の代わりに上記の凹版用基材を用い、実施例2と同様にして、液状レジストの塗布(ただし、周面)、凸部パターンの形成、DLC膜の形成(中間層の形成を含む)及び膜が付着した凸部パターンの除去を行い、グラビア印刷用ロールを作製した結果、凹部の均一な形状、凹部エッジの真直性、凹部深さの均一性を有する凹版が得られた。このグラビア印刷用ロールは、凹部の底部もDLC膜で覆われており、特に耐薬品性の向上が図れる。
2:凹版用基材
3:膜
4:凹部
5:感光性レジスト層(感光性樹脂層)
6:凸部パターン
7:DLC薄膜
8:中間層
Claims (20)
- 少なくとも表面に物理気相成長法又は化学気相成長法によって形成される無機材料を有し、前記無機材料の表面に転写物を保持するための凹部が形成され、該凹部の底部は、凹版用基材が露出しており、しかも、その凹部側面の角度が30度以上60度以下である凹版。
- 前記無機材料がダイヤモンドライクカーボン、Al2O3又はSiO2である請求項1記載の凹版。
- 物理気相成長法又は化学気相成長法によって形成される無機材料が、0.1〜100μmの厚さの膜又は層である請求項1又は2に記載の凹版。
- 少なくとも表面にダイヤモンドライクカーボンを有する請求項2又は3に記載の凹版。
- ダイヤモンドライクカーボンの硬度が10〜40GPaである請求項4に記載の凹版。
- ダイヤモンドライクカーボンの膜又は層が、凹版用基材の上に、Ti、Cr、W、Siまたはそれらの窒化物又は炭化物の何れか1以上を含む中間層を介して形成されている請求項4又は5に記載の凹版。
- 版が、ロール状である請求項1〜6の何れか一項に記載の凹版。
- 版が、概ね平板である請求項1〜6の何れか一項に記載の凹版。
- (A)凹版用基材の表面に、除去可能な凸状のパターンを形成する工程、
(B)除去可能な凸状のパターンが形成されている凹版用基材の表面に、物理気相成長法又は化学気相成長法によって形成される無機材料からなる膜を形成する工程
及び
(C)凸状のパターンを除去し、側面の角度が30度以上60度以下である凹部を形成する工程
を含むことを特徴とする凹版の製造方法。 - 凹版用基材が、その表面に物理気相成長法又は化学気相成長法によって形成される無機材料を有するものである請求項9に記載の凹版の製造方法。
- 除去可能な凸状のパターンが、感光性レジストを用いるフォトリソグラフ法により形成されたものである請求項9又は10に記載の凹版の製造方法。
- 物理気相成長法又は化学気相成長法によって形成される無機材料からなる膜を、凹版用基材上と凸状のパターンの側面で性質又は特性が異なるように形成する請求項9〜11のいずれか一項に記載の凹版の製造方法。
- 凹版用基材に形成される膜と、除去可能な凸状のパターンの側面に形成される膜との境界面の幅が、凸状パターンの立位方向に向かって小さくなっておらず、全体として大きくなっている請求項9〜12の何れか一項に記載の凹版の製造方法。
- 凹版用基材に形成される膜が、ダイヤモンドライクカーボンである請求項9〜13の何れか一項に記載の凹版の製造方法。
- 凹版用基材上に形成されるダイヤモンドライクカーボン膜の硬度が、凸状パターンの側面に形成されるダイヤモンドライクカーボン膜の硬度よりも大きい請求項14に記載の凹版の製造方法。
- 凹版用基材上に形成されるダイヤモンドライクカーボン膜の硬度が、10〜40GPaであり、凸状パターンの側面に形成されるダイヤモンドライクカーボン膜の硬度が1〜15GPaである請求項15に記載の凹版の製造方法。
- ダイヤモンドライクカーボン膜が真空蒸着法、スパッタリング法、イオンプレーティング法、アーク放電法、イオン化蒸着法またはプラズマCVD法の何れかにより形成される請求項14〜16の何れか一項に記載の凹版の製造方法。
- 除去可能な凸状のパターンが形成されている凹版用基材の表面に、膜を形成する工程を行う前に、中間層を形成する工程を行う請求項9〜17の何れか一項に記載の凹版の製造方法。
- 中間層が、Ti、Cr、W、Siまたはそれらの窒化物又は炭化物の何れか1以上を含む請求項18に記載の凹版の製造方法。
- 物理気相成長法又は化学気相成長法によって形成される無機材料からなる膜の厚さが、0.1〜100μmである請求項9〜19の何れか一項に記載の凹版の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007099332A JP4967765B2 (ja) | 2007-04-05 | 2007-04-05 | 凹版及びその製造方法 |
| TW96150687A TWI466779B (zh) | 2006-12-27 | 2007-12-27 | Gravure and use of its substrate with a conductive layer pattern |
| PCT/JP2007/075205 WO2008081904A1 (ja) | 2006-12-27 | 2007-12-27 | 凹版及びこれを用いた導体層パターン付き基材 |
| US12/439,685 US8673428B2 (en) | 2006-12-27 | 2007-12-27 | Engraved plate and substrate with conductor layer pattern using the same |
| EP07860426A EP2098362A4 (en) | 2006-12-27 | 2007-12-27 | ENGRAVED PLATE AND BASE MATERIAL WITH CONCRETE STRUCTURE AND ENGRAVED PLATE |
| CN200780045844.6A CN101557927B (zh) | 2006-12-27 | 2007-12-27 | 凹版和使用该凹版的带有导体层图形的基材 |
| KR1020097012064A KR101581265B1 (ko) | 2006-12-27 | 2007-12-27 | 오목판 및 오목판을 이용하는 도체층 패턴을 갖는 기재 |
| CN201310317241.4A CN103465525B (zh) | 2006-12-27 | 2007-12-27 | 凹版和使用该凹版的带有导体层图形的基材 |
| CN201210270651.3A CN102765218B (zh) | 2006-12-27 | 2007-12-27 | 凹版和使用该凹版的带有导体层图形的基材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007099332A JP4967765B2 (ja) | 2007-04-05 | 2007-04-05 | 凹版及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008254331A JP2008254331A (ja) | 2008-10-23 |
| JP2008254331A5 JP2008254331A5 (ja) | 2011-09-08 |
| JP4967765B2 true JP4967765B2 (ja) | 2012-07-04 |
Family
ID=39978404
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007099332A Expired - Fee Related JP4967765B2 (ja) | 2006-12-27 | 2007-04-05 | 凹版及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4967765B2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009167523A (ja) * | 2007-12-18 | 2009-07-30 | Hitachi Chem Co Ltd | めっき用導電性基材、その製造方法及びそれを用いた導体層パターン若しくは導体層パターン付き基材の製造方法、導体層パターン付き基材および透光性電磁波遮蔽部材 |
| JP2012154964A (ja) * | 2011-01-21 | 2012-08-16 | Think Laboratory Co Ltd | パターン付ロール及びその製造方法 |
| EP2514594A1 (en) * | 2011-04-18 | 2012-10-24 | KBA-NotaSys SA | Intaglio printing plate, method of manufacturing the same and use thereof |
| JP5835947B2 (ja) * | 2011-05-30 | 2015-12-24 | セーレン株式会社 | 金属膜パターンが形成された樹脂基材 |
| KR101978666B1 (ko) | 2011-06-10 | 2019-05-15 | 미래나노텍(주) | 터치 스크린 센서 기판, 터치 스크린 센서 및 이를 포함하는 패널 |
| KR101603964B1 (ko) * | 2012-06-22 | 2016-03-16 | 가부시키가이샤 씽크. 라보라토리 | 인쇄회로 기판 및 그 제조장치 및 제조방법 |
| JP5840585B2 (ja) * | 2012-09-11 | 2016-01-06 | 株式会社シンク・ラボラトリー | パターン付ロール全自動製造システム |
| JP2014077164A (ja) * | 2012-10-10 | 2014-05-01 | Tocalo Co Ltd | パターン形成部材、及びパターン形成方法 |
| US10195884B2 (en) * | 2012-12-31 | 2019-02-05 | 3M Innovative Properties Company | Microcontact printing with high relief stamps in a roll-to-roll process |
| WO2015083259A1 (ja) * | 2013-12-04 | 2015-06-11 | 三菱電機株式会社 | 太陽電池セルの製造方法 |
| CN109940910A (zh) * | 2017-12-21 | 2019-06-28 | 均贺科技股份有限公司 | 脉冲光镭射处理的隐形眼镜转印模块 |
| JP7576922B2 (ja) * | 2020-03-30 | 2024-11-01 | 成康 町田 | 塗工ロール |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0104611D0 (en) * | 2001-02-23 | 2001-04-11 | Koninkl Philips Electronics Nv | Printing plates |
| JP2006168297A (ja) * | 2004-12-20 | 2006-06-29 | Sony Corp | 印刷版および印刷版の製造方法 |
| WO2007135900A1 (ja) * | 2006-05-23 | 2007-11-29 | Think Laboratory Co., Ltd. | グラビア製版ロール及びその製造方法 |
-
2007
- 2007-04-05 JP JP2007099332A patent/JP4967765B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008254331A (ja) | 2008-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4967765B2 (ja) | 凹版及びその製造方法 | |
| JP2947799B2 (ja) | 型およびその製造方法 | |
| TWI500518B (zh) | A stencil printing plate for an amorphous carbon film, and a method for manufacturing the same | |
| US4677042A (en) | Mask structure for lithography, method for preparation thereof and lithographic method | |
| JP2009167523A (ja) | めっき用導電性基材、その製造方法及びそれを用いた導体層パターン若しくは導体層パターン付き基材の製造方法、導体層パターン付き基材および透光性電磁波遮蔽部材 | |
| JP2012154964A (ja) | パターン付ロール及びその製造方法 | |
| CN105259733A (zh) | 一种用于曲面图形化的柔性掩膜板制备方法 | |
| KR20140006981A (ko) | 프라이머 박막을 포함하는 구조체 및 해당 구조체의 제조 방법 | |
| JP5626419B2 (ja) | めっき用導電性基材、その製造方法及びそれを用いた導体層パターン付き基材の製造方法、導体層パターン付き基材、透光性電磁波遮蔽部材 | |
| US9188873B2 (en) | Substrate having etching mask and method for producing same | |
| US9090052B2 (en) | Member with concave portion and method for manufacturing same | |
| JP5418802B2 (ja) | セグメント形態の無機材料膜を有する部材及びセグメント形態の無機材料膜の製造法 | |
| WO2007135901A1 (ja) | グラビア製版ロール及びその製造方法 | |
| TW201233563A (en) | Plate cylinder, printing apparatus, and method of forming plate cylinder | |
| JP7381651B2 (ja) | 印刷用孔版及びその製造方法 | |
| JP5333822B2 (ja) | めっき用導電性基材、それを用いた導体層パターン若しくは導体層パターン付き基材の製造方法、導体層パターン付き基材及び電磁波遮蔽部材 | |
| JP2008305703A (ja) | パターンが施された金属箔の製造方法 | |
| KR20080039936A (ko) | 쿠션층을 갖는 그라비아제판 롤 및 그의 제조방법 | |
| JP4588041B2 (ja) | 樹脂モールドを利用した印刷版の製造方法 | |
| JP4608084B2 (ja) | 印刷版及びその製造方法 | |
| JP2010007127A (ja) | めっき用導電性基材、その製造方法及びそれを用いた導体層パターン若しくは導体層パターン付き基材の製造方法。 | |
| JP5903495B2 (ja) | 連続メッキ用パターニングロールの製造方法 | |
| WO2013176029A1 (ja) | パターン付ロール及びその製造方法 | |
| JP2014118582A (ja) | 摺動面被覆用微細金属パターンシート及びその製造方法 | |
| TWI291197B (en) | A manufacturing method of a cavity of a light guide plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110318 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110720 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110720 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110720 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20110802 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120306 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120319 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150413 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4967765 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150413 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150413 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |