JP4962760B2 - 移送システム - Google Patents
移送システム Download PDFInfo
- Publication number
- JP4962760B2 JP4962760B2 JP2006197459A JP2006197459A JP4962760B2 JP 4962760 B2 JP4962760 B2 JP 4962760B2 JP 2006197459 A JP2006197459 A JP 2006197459A JP 2006197459 A JP2006197459 A JP 2006197459A JP 4962760 B2 JP4962760 B2 JP 4962760B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- transfer
- suction
- work
- axis linear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Landscapes
- Feeding Of Workpieces (AREA)
Description
図4は、一対のX軸リニアモータを所定距離を隔てて平行に配置し、各X軸リニアモータのスライダ間をブリッジ部材で橋渡しし、このブリッジ部材上にY軸リニアモータを設けたワーク加工装置の外観斜視図である。
41及び42は、これらリニアモータのステータ上をX軸方向に走行するスライダである。
(1)ワークをステージ内外に搬入搬出するローダ及びアンローダ並びに搬送装置が位置決めステージ間に専用装置として別途必要であり、連結されるワーク加工装置の数が多くなるとこれら専用装置の占めるスペースのために設置可能なワーク加工装置の数に制約を生じ、スペース効率が低下する。
図5において、101、102、103はX軸方向に3個連結された同一構造のワーク加工装置である。ワーク加工装置101にセットされたワーク2は、このステージでの加工が終了すると矢印Pで示すようにX軸方向に移送され、ワーク加工装置102に2’で示す位置にセットされてこのステージでの加工が実行される。
移送手段は、上流側のワーク加工装置にセットされたワークにアクセスして移送し、これを下流側のワーク加工装置の所定位置に移送するアクチュエータ機能を備えた手段で実現される。
図8は、操作アーム901,902が伸ばされた状態を示す斜視図である。
図9はワーク加工装置の一実施形態を示す平面図(a),正面図(b),側面図(c)である。なお、図4で説明した従来例と同一要素には同一符号を付している。
70は筐体1に取付けられたワーク搬送手段であり、図示の例では矩形状のワーク2の長手方向の端部付近の対向する側面に4個設けられている。
図9はワーク加工装置での加工処理が終了し、ブリッジ部材5が上流側に移動し、吸着盤60による吸着状態が解除され、チューブ50から圧縮気体が送風されてワークがZ方向に記号Kで示す距離(例えば0.5mm)浮上するとともに、ワーク搬送手段70a,70a’,70b,70b’の先端部が矢印A方向に伸長してワークの側面を支持した状態を示している。
この場合、ワーク搬送手段70自身がリニアモータにより単独で又はワーク搬送手段70a,70a’およびワーク搬送手段70b,70b’が一対となって移動し、下流側のワーク搬送手段70c,70c’,70d,70d’はワーク2が自身の前に来た段階でワーク2の側面に向かって先端部を伸長させ、ワークを支持して所定の位置に移動させる。
図11はワーク2が下流側のワーク加工装置の所定の位置に移動し、ワーク搬送手段70がワークの側面から離れるとともに吸引が開始されてワーク2が吸着盤60に固定された状態を示している。
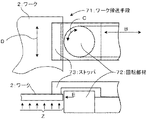
次にワークの吸引が解除され矢印Z方向からの圧縮気体の噴射によりワーク2が浮上する。浮上したワークはストッパ73で浮上が阻止される。
次にワーク搬送手段70がX方向に移動してワークを移動させる。
次にストッパ73がわずかに上方に移動してワーク2と非接触の状態となり、ワーク搬送手段71が矢印E方向に移動してワーク2の側面に接触する。
そして接触した状態で回転部材72が矢印C方向に回転することによりワーク2が矢印D方向に移動可能となる。
即ち、図13に示すストッパ73をワーク2に接触させ、回転部材72をワーク2の側面から離間させ、圧縮気体の圧力を下げて吸着盤60上に載置して吸着し固定する。
これらワーク搬送部材の動作は図示しない制御装置により制御される。
また、ワーク2のXY方向の正確な位置決めは別の手段により行うものとする。
図17、図18に示す如く、ワーク加工装置を二個以上つなぎ合わせる移送システムにおいては、上流側のワーク加工装置から下流側のワーク加工装置にワーク2を移動させる際に、二個の吸着盤60の高さと、ワーク2の浮上量αとの関係において、ワーク2が下流側の吸着盤60に突き当ってしまうことがある。
例えば,1m四角形の面積を有するワーク加工装置に対して、3m四角形近くの面積を有するワーク加工装置では、吸着盤60からの空気の噴出しによるワーク2の浮上量αに対して、段差を十分に小さい量に抑えることは困難になってくる。
X軸方向にスライダを移動する一対のX軸リニアモータを平行配置し、前記一対のX軸リニアモータのスライダ間に橋渡ししたブリッジ部材にY軸リニアモータを設け、前記Y軸リニアモータのスライダに搭載したツールを用い、吸着盤上に載置されたワークに対して所定の処理を行い、処理後は前記ワークを移送するようにしたワーク加工装置を複数台連結し、前記ワークを順次次段のワーク加工装置に移送するように構成されたワーク移送システムにおいて、
前記ワーク加工装置の連結部分に設けられ前記ワークの移送時に、前記ワークは吸着盤より吹き出された空気により吸着盤より浮上されると共に前記ワークの移動方向の先端中央部一箇所を吸着する吸着パッドは前記ワークに吸着する面が開口する椀状をなし前記ワークを移送面より所定距離上方に引き上げて移送する引き上げ移送手段と、 一端が前記吸着パッドに設けられ他端がエアー吸引源に接続され前記ワークを吸引する吸引パイプと、を具備したことを特徴とする。
前記エアー吸引源として真空ポンプが使用されたことを特徴とする。
ワーク加工装置の連結部に設けられ、ワークの移送時にワークを吸着して、ワークを移送面より所定距離上方に引き上げて移送する引き上げ移送手段が設けられたので、ワーク加工装置間に段差があっても、ワークを損傷する恐れがなく、ワークを下流側のワーク加工装置に送ることが出来る移送システムが得られる。
前記エアー吸引源として真空ポンプが使用されたので、吸着が更に確実に得られる移送システムが得られる。
図1は本発明の一実施例の要部構成説明図で、(a)は平面図、(b)は側面図、図2は図1の要部構成説明図、図3は図1の要部動作説明図である。
である。
図9と同様な吸着盤60が使用された実施例である。
図において、図9と同一記号の構成は同一機能を表す。
以下、図9との相違部分のみ説明する。
そして、ワーク2の移送時には、ワーク2は吸着盤60より吹き出された空気により吸着盤60より浮上されて移送される。
この場合は、引き上げ移送手段11は、ワーク2の移動方向の先端部分を吸着する。
この場合は、吸着パッド111は、ワーク2に吸着する面が開口する椀状をなす。
吸引パイプ112は、一端が吸着パッド111に設けられ他端がエアー吸引源に接続され、ワーク2を吸引する。
エアー吸引源として真空ポンプが使用されている。
ワーク加工装置の連結部に設けられ、ワークの移送時にワーク2を吸着して、ワーク2を移送面より所定距離上方に引き上げて移送する引き上げ移送手段11が設けられたので、ワーク加工装置間に段差があっても、ワーク2を損傷する恐れがなく、ワークを下流側のワーク加工装置に送ることが出来る移送システムが得られる。
また、吸着盤60の上面の端面形状は、端面をR形状に処理することで、更なるワーク2の損傷に対する安全性を確保することが出来る。
したがって本発明は、上記実施例に限定されることなく、その本質から逸脱しない範囲で更に多くの変更、変形をも含むものである。
1a 突出部
1b 突出部
1c 凹部
2 ワーク
31 X1軸リニアモータ
32 X2軸リニアモータ
41 スライダ
42 スライダ
5 ブリッジ部材
6 Y軸リニアモータ
7 スライダ
101 ワーク加工装置
102 ワーク加工装置
103 ワーク加工装置
103c 凹部
201 インターフェース部
202 インターフェース部
203 インターフェース部
301 移送手段
302 移送手段
601 平行レール
602 平行レール
700 スライダ
800 アクチュエータ
901 操作アーム
902 操作アーム
30 処理手段
50 チューブ
60 吸着盤
70 ワーク搬送手段
70a ワーク搬送手段
70a’ ワーク搬送手段
70b ワーク搬送手段
70b’ ワーク搬送手段
70x 伸長部材
71 ワーク搬送手段
71a ワーク搬送手段
71a’ ワーク搬送手段
71b ワーク搬送手段
71b’ ワーク搬送手段
72 回転部材
73 ストッパ
11 引き上げ移送手段
111 吸着パッド
112 吸引パイプ
α 浮上量
Claims (2)
- X軸方向にスライダを移動する一対のX軸リニアモータを平行配置し、前記一対のX軸リニアモータのスライダ間に橋渡ししたブリッジ部材にY軸リニアモータを設け、前記Y軸リニアモータのスライダに搭載したツールを用い、吸着盤上に載置されたワークに対して所定の処理を行い、処理後は前記ワークを移送するようにしたワーク加工装置を複数台連結し、前記ワークを順次次段のワーク加工装置に移送するように構成されたワーク移送システムにおいて、
前記ワーク加工装置の連結部分に設けられ前記ワークの移送時に、前記ワークは吸着盤より吹き出された空気により吸着盤より浮上されると共に前記ワークの移動方向の先端中央部一箇所を吸着する吸着パッドは前記ワークに吸着する面が開口する椀状をなし前記ワークを移送面より所定距離上方に引き上げて移送する引き上げ移送手段と、
一端が前記吸着パッドに設けられ他端がエアー吸引源に接続され前記ワークを吸引する吸引パイプと、
を具備したことを特徴とする移送システム。 - 前記エアー吸引源として真空ポンプが使用されたこと
を特徴とする請求項1記載の移送システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006197459A JP4962760B2 (ja) | 2006-07-19 | 2006-07-19 | 移送システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006197459A JP4962760B2 (ja) | 2006-07-19 | 2006-07-19 | 移送システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008023636A JP2008023636A (ja) | 2008-02-07 |
| JP4962760B2 true JP4962760B2 (ja) | 2012-06-27 |
Family
ID=39114799
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006197459A Expired - Fee Related JP4962760B2 (ja) | 2006-07-19 | 2006-07-19 | 移送システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4962760B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101854959B1 (ko) * | 2012-04-03 | 2018-05-04 | 가부시키가이샤 니콘 | 반송 장치, 및 전자 디바이스 형성 방법 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3927622A1 (de) * | 1989-08-22 | 1991-02-28 | Basf Ag | Magnetischer aufzeichnungstraeger |
| JP3030644B2 (ja) * | 1990-05-30 | 2000-04-10 | 本田技研工業株式会社 | バランス機能付内燃機関 |
| JP2002301438A (ja) * | 2001-04-06 | 2002-10-15 | Takatori Corp | 基板の搬送方法と装置 |
| JP4426276B2 (ja) * | 2003-10-06 | 2010-03-03 | 住友重機械工業株式会社 | 搬送装置、塗布システム、及び検査システム |
| JP2006082148A (ja) * | 2004-09-14 | 2006-03-30 | Yokogawa Electric Corp | 移送システム |
-
2006
- 2006-07-19 JP JP2006197459A patent/JP4962760B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008023636A (ja) | 2008-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6191721B2 (ja) | 搬送装置、搬送方法、露光装置、及びデバイス製造方法 | |
| JP4080401B2 (ja) | 基板処理装置および基板処理方法 | |
| TWI542266B (zh) | Transfer method, holding device and transfer system | |
| JP2007157996A (ja) | ワーク搬送装置及びワーク搬送方法 | |
| JPWO2007037005A1 (ja) | ワーク収納装置 | |
| JP5386238B2 (ja) | パネル基板搬送装置および表示パネルモジュール組立装置 | |
| JP2007112626A (ja) | 基板搬送装置及び基板検査装置並びに基板搬送方法 | |
| JP5449856B2 (ja) | 半導体ウエハの搬送方法 | |
| JP2010143733A (ja) | 基板ハンドリングシステム及び基板ハンドリング方法 | |
| JP4962760B2 (ja) | 移送システム | |
| JP2007090469A (ja) | 部品搬送装置および部品搬送方法 | |
| JP2013249200A (ja) | 保持装置、搬送システム及び保持方法 | |
| JP6846816B2 (ja) | ウェーハ剥離装置 | |
| JP6595276B2 (ja) | 基板処理装置および基板処理方法 | |
| JP4857983B2 (ja) | 移送システム | |
| JP2017059777A (ja) | 搬送装置およびはんだボール印刷システム | |
| JP4985170B2 (ja) | 薄板移送装置、薄板処理移送システム、及び薄板移送方法 | |
| JP4618204B2 (ja) | 部品実装ヘッドおよびエアフィルタユニット | |
| JP4704756B2 (ja) | 基板搬送装置 | |
| JP2007283428A (ja) | ワーク加工装置およびワーク移送システム | |
| JP2018152441A (ja) | 基板搬送装置、基板搬送方法および塗布装置 | |
| JP4933814B2 (ja) | 作業装置におけるワーク受け渡し装置 | |
| JP4515165B2 (ja) | 基板搬送装置および基板処理装置 | |
| JP2009156696A (ja) | Icハンドラ、及びicハンドラの検査ソケットクリーニング方法 | |
| JP4941711B2 (ja) | 位置決めステージと移送システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100910 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110808 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110929 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120301 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120314 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150406 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |