JP4927872B2 - ゴルフクラブシャフト及びその製造方法 - Google Patents
ゴルフクラブシャフト及びその製造方法 Download PDFInfo
- Publication number
- JP4927872B2 JP4927872B2 JP2008551430A JP2008551430A JP4927872B2 JP 4927872 B2 JP4927872 B2 JP 4927872B2 JP 2008551430 A JP2008551430 A JP 2008551430A JP 2008551430 A JP2008551430 A JP 2008551430A JP 4927872 B2 JP4927872 B2 JP 4927872B2
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- mandrel
- golf club
- club shaft
- rib
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 5
- 239000002131 composite material Substances 0.000 claims description 44
- 238000000034 method Methods 0.000 claims description 26
- 239000012779 reinforcing material Substances 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 14
- 239000000835 fiber Substances 0.000 claims description 11
- 239000011347 resin Substances 0.000 claims description 11
- 229920005989 resin Polymers 0.000 claims description 11
- 230000003014 reinforcing effect Effects 0.000 claims description 9
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- 229910002804 graphite Inorganic materials 0.000 claims description 4
- 239000010439 graphite Substances 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 3
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 238000009730 filament winding Methods 0.000 description 1
- 239000007770 graphite material Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
Images













Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/10—Non-metallic shafts
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2209/00—Characteristics of used materials
- A63B2209/02—Characteristics of used materials with reinforcing fibres, e.g. carbon, polyamide fibres
- A63B2209/023—Long, oriented fibres, e.g. wound filaments, woven fabrics, mats
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B60/00—Details or accessories of golf clubs, bats, rackets or the like
- A63B60/06—Handles
- A63B60/14—Coverings specially adapted for handles, e.g. sleeves or ribbons
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Golf Clubs (AREA)
- Laminated Bodies (AREA)
Description
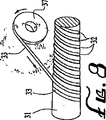
本発明の方法は、シャフトの内側表面14を形成する形状にされた外側表面31を有し、本明細書においては先細の円形断面であり、リブ20のために選択された部分の周りに延びる螺旋溝32を含むことが好ましい細長いマンドレル30を準備する段階と、好ましい形態の溝に、選択された部分に沿って螺旋状にマンドレルの周りに巻き付ける強化材料のリボン33を配置する段階と、マンドレルの周りに管状シャフト本体11を形成するために複合材料34をマンドレルに適用する段階と、複合材料を硬化させ、それによって強化材料33をシャフト本体11に結合させる段階と、マンドレル30からシャフト10を分離する段階とを含む。マンドレルの溝32は、例えば、図5で示された群からリブのために選択された断面形状を有し、それによって、この形状を、溝内に置かれた強化材料のリボンに付与する。
Claims (23)
- 複合材料で構成され、突き合わせ端と、先端と、一般に円形の横方向の断面形状の内側表面とを有する細長い中空本体を有するゴルフクラブシャフトであって、
前記内側表面上に前記本体に接合された複合材料で構成されて同一の連続的な断面を有する内部リブを含み、前記リブは、前記突き合わせ端と前記先端との間の前記内側表面の選択された部分に沿って前記内側表面の周りに延びて、それによって、フープ強度を増加させゴルフスイング中の前記ゴルフクラブシャフトの断面の変形を減少させる螺旋構成を有し、
前記内部リブが、0.127mmから0.1524mmの半径方向高さと、3.175mmの長さ方向の幅を有する、
ことを特徴とするゴルフクラブシャフト。 - 前記リブ及び前記内側表面は、前記複合材料の結合により互いに一体的に接合されることを特徴とする請求項1に記載のゴルフクラブシャフト。
- 前記リブは、前記内側表面の周りに螺旋状に巻かれた複合材料のリボンを含むことを特徴とする請求項1に記載のゴルフクラブシャフト。
- 前記リブは、横方向の断面形状が一般に矩形であることを特徴とする請求項3に記載のゴルフクラブシャフト。
- 前記内側表面の前記選択された部分は、前記突き合わせ端及び前記先端から離間していることを特徴とする請求項1に記載のゴルフクラブシャフト。
- 前記内側表面の前記選択された部分は、前記先端から304.8mm(12インチ)から457.2mm(18インチ)までの範囲の距離だけ離間していることを特徴とする請求項5に記載のゴルフクラブシャフト。
- 前記リブの前記複合材料は、高弾性率の予め含浸されたグラファイトと樹脂のストリップを含むことを特徴とする請求項1に記載のゴルフクラブシャフト。
- 前記リブは、25.4mm(1インチ)ごとに約4回転の割合で前記内側表面の周囲で螺旋形を描き、約3.175mm(0.125インチ)の縦半径方向幅を有することを特徴とする請求項1に記載のゴルフクラブシャフト。
- 前記リブは、前記内側表面の周りに螺旋状に巻き付けられ、前記本体の前記複合材料に結合した複合材料のリボンを含み、前記リブは前記シャフトの長さの25.4mm(1インチ)ごとに複数の回転の螺旋を有し、前記突き合わせ端に隣接する第1の端から、前記先端から離間した第2の端まで延びることを特徴とする請求項1に記載のゴルフクラブシャフト。
- 前記リブは、前記シャフトの中間部分に沿って、約965.2mm(38インチ)の長さだけ延び、前記第2の端は、前記先端から約355.6mm(14インチ)のところにあることを特徴とする請求項11に記載のゴルフクラブシャフト。
- 前記リブは、矩形の断面形状を有し、前記内側表面に沿って、25.4mm(1インチ)ごとに約4回転の螺旋を描くことを特徴とする請求項9に記載のゴルフクラブシャフト。
- 前記複合材料のリボンは、樹脂で予め含浸された高弾性率のグラファイトで構成されることを特徴とする請求項9に記載のゴルフクラブシャフト。
- 比較的大きい突き合わせ端と、小さい先端と、一般に円形の横方向の断面形状の内側表面とを有する細長い縦方向に先細になった中空本体とを含み、前記本体は、樹脂と繊維の複合材料で構成され、1016mm(40インチ)から1524mm(60インチ)までの範囲の予め選択された長さを有しており、
前記内側表面に固定され、前記端の間の内側表面の選択された部分に沿って螺旋状に延びて同一の連続的な断面を有する強化リブを含み、前記強化リブは、前記内側表面に結合された樹脂と繊維の複合材料で構成され、前記選択された部分のフープ強度を増すためゴルフスイング中の前記ゴルフクラブシャフトの断面の変形を減少させるために、予め選択された半径方向高さと、予め選択された縦方向の幅と、予め選択されたピッチとを有し、
前記強化リブが、0.127mmから0.1524mmの半径方向高さと、3.175mmの長さ方向の幅を有する、
ことを特徴とするゴルフクラブシャフト。 - 前記リブは、前記シャフトの長さの約965.2mm(38インチ)に沿って延び、前記先端から約355.6mm(14インチ)だけ離間していることを特徴とする請求項13に記載のゴルフクラブシャフト。
- 前記リブは、一般に矩形の断面形状であり、25.4mm(1インチ)ごとに約4回転の割合で前記内側表面の前記選択された部分に沿って螺旋を描くことを特徴とする請求項13に記載のゴルフクラブシャフト。
- 前記リブは、正方形、矩形、三角形及び凸状に湾曲した形を含む群から選択された横方向の断面形状を有することを特徴とする請求項13に記載のゴルフクラブシャフト。
- 中空ゴルフクラブシャフトを製造するための方法であって、
シャフトの内側表面を形成する形状にされた外側表面を有し、選択された部分の周りに螺旋状に延びる溝を含む細長いマンドレルを準備する段階と、
前記溝内に、前記選択された部分に沿って前記マンドレルの周りに巻き付けられる強化材料のリボンを配置する段階と、
前記マンドレルの周りに前記シャフトの管状本体を形成するように複合材料を前記マンドレルに適用する段階と、
前記複合材料を前記マンドレル上で硬化させて、前記溝内の強化材料を前記マンドレルの周りの複合材料に結合させる段階と、
前記シャフトを前記マンドレルから分離し、前記強化材料は前記シャフトの内側表面にリブを形成し、前記内側表面の選択された部分に沿って螺旋を描くようにする段階と、
を含み、
前記リブが、0.127mmから0.1524mmの半径方向高さと、3.175mmの長さ方向の幅を有することを特徴とする方法。 - 前記溝内に前記強化材料のリボンを配置する段階とは、強化材料及び樹脂で構成され、前記溝を充填する寸法にされたリボンを、前記マンドレルの周りの前記溝に螺旋状に巻き付けることにより行われることを特徴とする請求項17に記載の方法。
- 管状本体を形成するようにマンドレルに複合材料を適用する段階とは、複合シート材料を、前記マンドレル及び前記溝内の前記材料のリボンの周りに巻き付けることにより行われることを特徴とする請求項17に記載の方法。
- 前記シャフトを前記マンドレルから分離する段階とは、相対的に前記シャフト及び前記マンドレルを回転させて、前記マンドレルを前記シャフトから縦方向に引き抜くことによって行われることを特徴とする請求項17に記載の方法。
- 前記準備するステップは、前記シャフトの選択された中間部分に前記強化リブを形成するように、両端部から離間した前記マンドレルの選択された部分に前記溝を配置する段階とを含むことを特徴とする請求項17に記載の方法。
- 中空複合ゴルフクラブシャフトを製造するための方法であって、
シャフトの内側表面を形成する形状にされた外側表面を有する、細長い縦方向に先細になったマンドレルを準備する段階と、
前記マンドレルの周りに、前記マンドレルの選択された部分に沿って延びる螺旋状の強化複合材料のリボンを巻き付ける段階と、
前記マンドレルの周りに前記シャフトの管状本体を形成するために前記マンドレルに複合材料を適用する段階と、
前記複合材料を硬化させて、前記強化材料を前記本体に接合させる段階と、
前記シャフトを前記マンドレルから分離して、前記強化材料のリボンは前記シャフトの前記本体に接合されるようにする段階と、
を含むことを特徴とする方法。 - 前記リボンは繊維と樹脂の材料で構成されることを特徴とする請求項22に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US76065606P | 2006-01-20 | 2006-01-20 | |
| US60/760,656 | 2006-01-20 | ||
| PCT/US2007/001520 WO2007084710A2 (en) | 2006-01-20 | 2007-01-19 | Golf club shaft and method of producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009523557A JP2009523557A (ja) | 2009-06-25 |
| JP4927872B2 true JP4927872B2 (ja) | 2012-05-09 |
Family
ID=38288277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008551430A Active JP4927872B2 (ja) | 2006-01-20 | 2007-01-19 | ゴルフクラブシャフト及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US7780546B2 (ja) |
| JP (1) | JP4927872B2 (ja) |
| WO (1) | WO2007084710A2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110139127A (ko) * | 2010-06-21 | 2011-12-28 | 엔비전 에너지 (덴마크) 에이피에스 | 풍력터빈 및 풍력터빈용 축 |
| EP2559353A1 (en) * | 2011-08-17 | 2013-02-20 | Sports-Ace International Co. Ltd. | Hand-operated stick device and the shaft thereof |
| CN103315464A (zh) * | 2012-03-23 | 2013-09-25 | 晨智实业股份有限公司 | 杆型手持辅助器及其中空杆体 |
| US20220143476A1 (en) * | 2016-07-01 | 2022-05-12 | Mca Golf, Inc. | Shafts with internal bracing for sporting goods and methods of manufacture |
| US10596770B2 (en) * | 2016-07-01 | 2020-03-24 | Aldila Golf Corporation | Arrow shaft with internal bracing |
| CN115957491B (zh) * | 2021-10-08 | 2025-09-02 | 拓高乐卡拉威品牌公司 | 弯曲复合高尔夫球杆杆身及制造弯曲复合高尔夫球杆杆身的方法 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2007970A (en) * | 1931-03-28 | 1935-07-16 | Wiley W Mcminn | Golf club and shaft therefor |
| US3963236A (en) | 1970-08-24 | 1976-06-15 | Mann Robert S | Golf club set and method of making |
| JPS519938A (ja) | 1974-07-12 | 1976-01-27 | Hitachi Chemical Co Ltd | |
| US4023801A (en) | 1974-09-24 | 1977-05-17 | Exxon Research And Engineering Company | Golf shaft and method of making same |
| US4046912A (en) * | 1975-11-13 | 1977-09-06 | Ppg Industries, Inc. | S-p-Methoxyphenyl N-2,3-dibromopropylthiolcarbamate and its use in the control of plant nematodes |
| JPS609897B2 (ja) * | 1977-10-20 | 1985-03-13 | 株式会社クボタ | 樹脂管の製造方法 |
| US4319750A (en) | 1979-04-30 | 1982-03-16 | Aldila, Inc. | Golf shaft having controlled flex zone |
| JPS57134062A (en) * | 1981-02-10 | 1982-08-19 | Hitachi Constr Mach Co Ltd | Controller for hydraulic system equipped with plural number of motor |
| US4455022A (en) * | 1981-11-09 | 1984-06-19 | Don Wright Golf Company | Master shaft and method of making golf club shafts therefrom |
| JPH0298376A (ja) | 1988-10-04 | 1990-04-10 | Ryobi Ltd | ゴルフクラブ用シャフト及びその製造方法 |
| JPH0366732A (ja) * | 1989-08-07 | 1991-03-22 | Idemitsu Petrochem Co Ltd | 微粉末ゼラチンの保存方法 |
| JPH0366732U (ja) | 1989-10-31 | 1991-06-28 | ||
| JPH07102236B2 (ja) * | 1990-02-16 | 1995-11-08 | ソマール株式会社 | ゴルフクラブシャフト及びその製造方法 |
| JPH07500552A (ja) * | 1991-07-23 | 1995-01-19 | ラドレー バレリー ピーティワイ リミテッド | 耐熱プラスチック容器用密封装置 |
| US5156396A (en) * | 1991-08-26 | 1992-10-20 | Somar Corporation | Golf club shaft |
| JP2545013B2 (ja) | 1992-06-10 | 1996-10-16 | 住友ゴム工業株式会社 | ゴルフクラブシャフト |
| US5308062A (en) * | 1992-07-02 | 1994-05-03 | Fundamental Golf Company Pty. Ltd. | Golf club shaft and head assembly |
| US5485948A (en) * | 1993-07-26 | 1996-01-23 | Mccrink; Edward J. | Shaft and method of making same |
| JPH07329195A (ja) * | 1994-06-06 | 1995-12-19 | Bridgestone Sports Co Ltd | 繊維強化の合成樹脂管 |
| JP2846583B2 (ja) | 1994-07-08 | 1999-01-13 | リンナイ株式会社 | 吸収式空調装置 |
| JPH0898906A (ja) * | 1994-09-29 | 1996-04-16 | Yokohama Rubber Co Ltd:The | 繊維強化樹脂製ゴルフクラブ用シャフト及びその製造方法 |
| JPH08289947A (ja) * | 1995-04-21 | 1996-11-05 | Sumitomo Rubber Ind Ltd | ゴルフクラブシャフト及び該ゴルフクラブシャフトの製造方法 |
| US5626529A (en) * | 1995-09-18 | 1997-05-06 | Vantage Associates, Inc. | Golf club shaft and method of manufacture |
| US5620380A (en) * | 1995-12-08 | 1997-04-15 | Unifiber Corporation | Light weight golf club shaft having controllable "feel" |
| US6273830B1 (en) | 1996-04-19 | 2001-08-14 | Nippon Mitsubishi Oil Corporation | Tapered hollow shaft |
| JP3862325B2 (ja) * | 1996-08-30 | 2006-12-27 | ブリヂストンスポーツ株式会社 | ゴルフクラブ用シャフト |
| JP3990023B2 (ja) | 1997-03-31 | 2007-10-10 | ダイワ精工株式会社 | ゴルフクラブシャフト |
| US5904628A (en) * | 1997-06-12 | 1999-05-18 | Hillerich & Bradsby Co. | Golf club |
| JP2000301621A (ja) * | 1999-04-21 | 2000-10-31 | Shimano Inc | 芯 材 |
| TW531423B (en) * | 2000-12-01 | 2003-05-11 | Mizuno Kk | Golf club shaft |
| US20020187850A1 (en) * | 2001-06-08 | 2002-12-12 | Kluck Matthew J. | Method for altering a graphite golf club shaft |
| US20040092330A1 (en) * | 2002-11-12 | 2004-05-13 | Meyer Jeffrey W. | Hybrid golf club shaft |
| JP2006158792A (ja) * | 2004-12-09 | 2006-06-22 | Sri Sports Ltd | ゴルフクラブシャフト |
-
2007
- 2007-01-19 JP JP2008551430A patent/JP4927872B2/ja active Active
- 2007-01-19 US US11/655,155 patent/US7780546B2/en active Active
- 2007-01-19 WO PCT/US2007/001520 patent/WO2007084710A2/en not_active Ceased
-
2008
- 2008-02-08 US US12/028,753 patent/US8512617B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007084710A3 (en) | 2007-12-27 |
| WO2007084710A2 (en) | 2007-07-26 |
| US20080128960A1 (en) | 2008-06-05 |
| US8512617B2 (en) | 2013-08-20 |
| US20070173345A1 (en) | 2007-07-26 |
| US7780546B2 (en) | 2010-08-24 |
| JP2009523557A (ja) | 2009-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6559796B2 (ja) | スポーツ用ファイバ強化複合品及びその製造方法 | |
| JP4927872B2 (ja) | ゴルフクラブシャフト及びその製造方法 | |
| JPH07108073A (ja) | ゴルフクラブシャフト | |
| US20190290978A1 (en) | Fiber-reinforced composite tubular shafts and manufacture thereof | |
| KR102686532B1 (ko) | 골프 클럽 샤프트 | |
| JP5230835B1 (ja) | バドミントンラケットに用いられるシャフトを製造する方法 | |
| US7758445B2 (en) | Method for producing golf shafts of like flex | |
| JP2015150050A (ja) | ゴルフクラブシャフト、その特性調整方法及びゴルフクラブ | |
| US20230079511A1 (en) | Golf club shaft | |
| US20030114241A1 (en) | Flex-segmented golf club shaft and method of manufacture | |
| JP5683886B2 (ja) | 管状体 | |
| US20030079839A1 (en) | Bent tip composite golf shaft | |
| US6491778B1 (en) | Bent tip composite golf shaft | |
| US20110294593A1 (en) | Golf club by reverse interlaminar placement (rip) technology | |
| JPH11319168A (ja) | ゴルフクラブシャフト | |
| JP3692691B2 (ja) | 繊維強化プラスチック製管状体 | |
| JP5882882B2 (ja) | マンドレルを用いて製造された複数のゴルフクラブを有するゴルフクラブセット | |
| JP2009207616A (ja) | ゴルフクラブセット及びその製造方法 | |
| JP4354580B2 (ja) | ゴルフクラブシャフトおよびその製造方法 | |
| JP2005176960A (ja) | ゴルフクラブシャフト | |
| TWI901447B (zh) | 高爾夫球桿桿體及其製造方法 | |
| US20240335712A1 (en) | Golf club shaft | |
| CN2471372Y (zh) | 高尔夫轴杆的改良结构 | |
| JP2003102884A (ja) | ゴルフクラブシャフト及びゴルフクラブシャフトの製造方法 | |
| JP2006000496A (ja) | ゴルフクラブ用シャフト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110606 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110905 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110912 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120209 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150217 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4927872 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |