JP4917841B2 - 樹脂表面への無電解めっき方法 - Google Patents
樹脂表面への無電解めっき方法 Download PDFInfo
- Publication number
- JP4917841B2 JP4917841B2 JP2006161415A JP2006161415A JP4917841B2 JP 4917841 B2 JP4917841 B2 JP 4917841B2 JP 2006161415 A JP2006161415 A JP 2006161415A JP 2006161415 A JP2006161415 A JP 2006161415A JP 4917841 B2 JP4917841 B2 JP 4917841B2
- Authority
- JP
- Japan
- Prior art keywords
- plated
- solution
- noble metal
- anionic surfactant
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/18—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using precipitation techniques to apply the conductive material
- H05K3/181—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using precipitation techniques to apply the conductive material by electroless plating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1633—Process of electroless plating
- C23C18/1646—Characteristics of the product obtained
- C23C18/165—Multilayered product
- C23C18/1653—Two or more layers with at least one layer obtained by electroless plating and one layer obtained by electroplating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/18—Pretreatment of the material to be coated
- C23C18/20—Pretreatment of the material to be coated of organic surfaces, e.g. resins
- C23C18/2006—Pretreatment of the material to be coated of organic surfaces, e.g. resins by other methods than those of C23C18/22 - C23C18/30
- C23C18/2046—Pretreatment of the material to be coated of organic surfaces, e.g. resins by other methods than those of C23C18/22 - C23C18/30 by chemical pretreatment
- C23C18/2073—Multistep pretreatment
- C23C18/2086—Multistep pretreatment with use of organic or inorganic compounds other than metals, first
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/18—Pretreatment of the material to be coated
- C23C18/20—Pretreatment of the material to be coated of organic surfaces, e.g. resins
- C23C18/28—Sensitising or activating
- C23C18/30—Activating or accelerating or sensitising with palladium or other noble metal
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/31—Coating with metals
- C23C18/32—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/31—Coating with metals
- C23C18/38—Coating with copper
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/07—Treatments involving liquids, e.g. plating, rinsing
- H05K2203/0779—Treatments involving liquids, e.g. plating, rinsing characterised by the specific liquids involved
- H05K2203/0786—Using an aqueous solution, e.g. for cleaning or during drilling of holes
- H05K2203/0793—Aqueous alkaline solution, e.g. for cleaning or etching
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/11—Treatments characterised by their effect, e.g. heating, cooling, roughening
- H05K2203/1105—Heating or thermal processing not related to soldering, firing, curing or laminating, e.g. for shaping the substrate or during finish plating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/12—Using specific substances
- H05K2203/122—Organic non-polymeric compounds, e.g. oil, wax or thiol
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/38—Improvement of the adhesion between the insulating substrate and the metal
- H05K3/381—Improvement of the adhesion between the insulating substrate and the metal by special treatment of the substrate
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Inorganic Chemistry (AREA)
- Chemically Coating (AREA)
- Manufacturing Of Printed Wiring (AREA)
Description
被めっき材として、東レ・デュポン株式会社製の熱成形性を有するポリイミドフィルム(寸法:5cm×10cm)を用いた。
実施例1で得られたニッケルめっき皮膜について密着性を次の方法により確認した。
析出したニッケルめっき皮膜表面にニチバン株式会社製セロテープ(登録商標)CT18を十分に圧着した後、該セロテープ(登録商標)をすばやく引き剥がした。この時、該セロテープ(登録商標)と共にニッケルめっき皮膜が剥がされず被めっき材の表面に残留するか、該セロテープ(登録商標)と共にニッケルめっき皮膜が剥がれ被めっき材表面に残留しないかにより、ニッケルめっき皮膜の剥離性を評価した。
実施例1で得られた被めっき材を、さらに加熱乾燥後、その表面を酸洗浄し、次いで、電解硫酸銅めっき処理をした。用いた電解銅めっき液は公知のELECTROPOSIT(商標)1100電解銅めっき(ローム・アンド・ハース電子材料製)であった。得られた銅めっき皮膜は膜厚が18μmであり、その皮膜に膨れは見られなかった。この銅めっき皮膜を1cm幅で切断し、プリント配線板試験方法JIS C5012に準拠し、角度90℃で引き上げ速さ50mm/minにより試験機によりその密着強度を測定した。その結果、密着強度は0.196N/mm(0.20kgf/cm)であった。
実施例1の前処理溶液に用いたポリエチレングリコールモノオクチルフェニルエーテルフォスフェートに換えて表1に記載の陰イオン性界面活性剤を含む前処理溶液を用いた以外は、実施例1に記載の方法により剥離性及び密着性試験を行った。その結果を表2に示す。
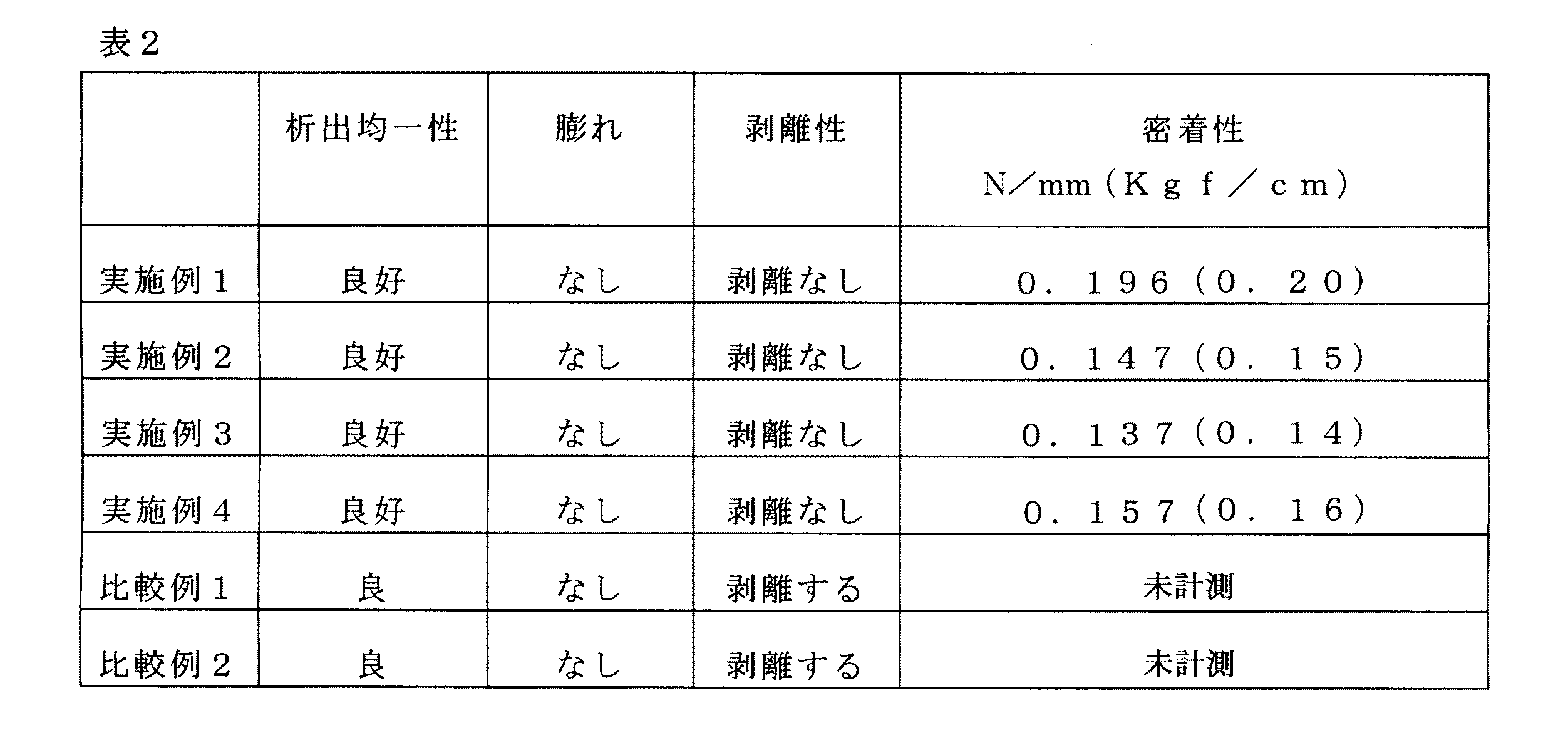
貴金属イオン含有溶液処理の後の加熱乾燥処理及びアルカリ水溶液処理を行わなかった以外、実施例1と同様の処理を行った。その結果を表2に示す。
貴金属イオン含有溶液処理の後のアルカリ水溶液処理を行わなかった以外、実施例1と同様の処理を行った。その結果を表2に示す。
被めっき材をポリカーボネート板を用いた以外は、実施例1と同様の処理を行った。しかし、当該前処理溶液によっては、その表面を膨潤させることができなかった。
Claims (9)
- 被めっき材の表面を、陰イオン性界面活性剤および有機溶剤を含む前処理溶液であって陰イオン性界面活性剤の濃度が2〜35g/Lである前処理溶液で処理する工程、陰イオン性界面活性剤および貴金属イオンを含む溶液であって陰イオン性界面活性剤の濃度が2〜35g/Lであり錫イオンを実質的に含まない貴金属イオン含有処理液で処理する工程、該被めっき材を加熱処理する工程、アルカリ性水溶液で加熱処理後の被めっき材を処理する工程、および該被めっき材を無電解めっき処理する工程、を含む無電解めっき方法であって、前記貴金属イオンがパラジウムイオンである方法。
- 該貴金属イオン含有処理液が、酸性であることを特徴とする請求項1記載の方法。
- 該貴金属イオン含有処理液が、コロイド溶液でないことを特徴とする請求項1記載の方法。
- 該前処理溶液に含まれる陰イオン性界面活性剤と、該貴金属イオン含有処理液に含まれる陰イオン性界面活性剤とが、同一のものである請求項1記載の方法。
- 各工程の間に、該被めっき材の表面を水洗いする工程、を含む請求項1から4のいずれか1項に記載の方法。
- 該被めっき材がポリイミド樹脂からなる請求項1から4のいずれか1項に記載の方法。
- ポリイミド樹脂の表面を、陰イオン性界面活性剤、有機溶剤およびアルカリ成分を含む前処理溶液であって陰イオン性界面活性剤の濃度が2〜35g/Lである前処理溶液で処理する工程、陰イオン性界面活性剤および貴金属イオンを含む溶液であって陰イオン性界面活性剤の濃度が2〜35g/Lであり錫イオンを実質的に含まない貴金属イオン含有処理液で処理し該貴金属をポリイミド樹脂の表面に付着させる工程、該被めっき材を加熱処理する工程、ポリイミド樹脂表面をアルカリ性水溶液で処理する工程、および該被めっき材を無電解めっき処理する工程、をこの順番で行う無電解めっき方法であって、前記貴金属イオンがパラジウムイオンである方法。
- 各工程の間に、該被めっき材を水洗いする工程、を含む請求項1または7記載の方法。
- 請求項1に記載の無電解めっき方法に続き、加熱処理を行った後に、電解めっき処理を行う金属めっきの形成方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006161415A JP4917841B2 (ja) | 2006-06-09 | 2006-06-09 | 樹脂表面への無電解めっき方法 |
| US11/810,876 US20080053834A1 (en) | 2006-06-09 | 2007-06-07 | Electroless plating method for resin surfaces |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006161415A JP4917841B2 (ja) | 2006-06-09 | 2006-06-09 | 樹脂表面への無電解めっき方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007327131A JP2007327131A (ja) | 2007-12-20 |
| JP4917841B2 true JP4917841B2 (ja) | 2012-04-18 |
Family
ID=38927785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006161415A Expired - Fee Related JP4917841B2 (ja) | 2006-06-09 | 2006-06-09 | 樹脂表面への無電解めっき方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20080053834A1 (ja) |
| JP (1) | JP4917841B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100272902A1 (en) * | 2007-12-27 | 2010-10-28 | Fujifilm Corporation | Plating method, method for forming metal thin film, and plating catalyst liquid |
| JP5371393B2 (ja) | 2008-11-27 | 2013-12-18 | ユーエムジー・エービーエス株式会社 | めっき用樹脂組成物、及び樹脂めっき製品 |
| JP2010138475A (ja) * | 2008-12-15 | 2010-06-24 | Fujifilm Corp | めっき用触媒液、めっき方法、金属膜を有する積層体の製造方法 |
| JP6367606B2 (ja) * | 2013-09-09 | 2018-08-01 | 上村工業株式会社 | 無電解めっき用前処理剤、並びに前記無電解めっき用前処理剤を用いたプリント配線基板の前処理方法およびその製造方法 |
| JP6070592B2 (ja) * | 2014-01-31 | 2017-02-01 | 豊田合成株式会社 | 樹脂射出成形用金型及び樹脂成形品の製造方法 |
| JP6671583B2 (ja) * | 2018-03-29 | 2020-03-25 | グリーンケム株式会社 | 金属メッキ方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE792310A (fr) * | 1971-12-08 | 1973-06-05 | Kalle Ag | Procede pour le depot de couches de cuivre sur des pieces moulees en polyimides |
| US4042730A (en) * | 1976-03-29 | 1977-08-16 | Bell Telephone Laboratories, Incorporated | Process for electroless plating using separate sensitization and activation steps |
| US4151313A (en) * | 1977-03-11 | 1979-04-24 | Hitachi, Ltd. | Method for production of printed circuits by electroless metal plating employing a solid solution of metal oxides of titanium, nickel, and antimony as a masking material |
| JPS5439633A (en) * | 1977-09-02 | 1979-03-27 | Hitachi Chemical Co Ltd | Multiistylus head and method of making same |
| DE3144374A1 (de) * | 1981-11-07 | 1983-05-19 | Robert Bosch Gmbh, 7000 Stuttgart | Bad zum katalysieren von nichtmetallischen stoffen, nichtmetall-metall-verbundwerkstoffen sowie von leichtmetallen und leichtmetallegierungen vor der chemischen metallisierung |
| US4473602A (en) * | 1982-12-30 | 1984-09-25 | International Business Machines Corporation | Palladium activation of 2.5% silicon iron prior to electroless nickel plating |
| JPS62198192A (ja) * | 1986-02-26 | 1987-09-01 | 住友ベークライト株式会社 | プリント配線板の製造方法 |
| US4900618A (en) * | 1986-11-07 | 1990-02-13 | Monsanto Company | Oxidation-resistant metal coatings |
| JPH0826462B2 (ja) * | 1987-11-30 | 1996-03-13 | 龍徳 四十宮 | 表面金属化重合体成形物の製造方法 |
| DE3813430A1 (de) * | 1988-04-18 | 1989-10-26 | Schering Ag | Verfahren zur beidseitigen metallisierung von polyimid-folien |
| DE3828531A1 (de) * | 1988-08-23 | 1990-03-15 | Rudolf Dr Ing Ernst | Sauerstoffabsorptionsmittel und verwendung desselben |
| US5348574A (en) * | 1993-07-02 | 1994-09-20 | Monsanto Company | Metal-coated polyimide |
| JP2761188B2 (ja) * | 1994-05-27 | 1998-06-04 | 株式会社日本触媒 | 乳化重合防止剤およびこれを用いた懸濁重合法 |
| US6180469B1 (en) * | 1998-11-06 | 2001-01-30 | Advanced Micro Devices, Inc. | Low resistance salicide technology with reduced silicon consumption |
| JP3689096B2 (ja) * | 2002-10-02 | 2005-08-31 | 学校法人神奈川大学 | 薄膜の形成方法 |
| JP4135459B2 (ja) * | 2002-10-10 | 2008-08-20 | トヨタ自動車株式会社 | 無電解めっき素材の前処理方法及びめっき被覆部材の製造方法 |
| JP4189532B2 (ja) * | 2002-12-10 | 2008-12-03 | 奥野製薬工業株式会社 | 無電解めっき用触媒の活性化方法 |
| JP2004271985A (ja) * | 2003-03-10 | 2004-09-30 | Fuji Photo Film Co Ltd | 感光性平版印刷版用現像液及び平版印刷版の製版方法 |
| JP2006070319A (ja) * | 2004-09-01 | 2006-03-16 | Toyota Motor Corp | 樹脂めっき方法 |
| US20060236884A1 (en) * | 2005-04-20 | 2006-10-26 | Agfa-Gevaert | Process for contact printing of patterns of electroless deposition catalyst |
-
2006
- 2006-06-09 JP JP2006161415A patent/JP4917841B2/ja not_active Expired - Fee Related
-
2007
- 2007-06-07 US US11/810,876 patent/US20080053834A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007327131A (ja) | 2007-12-20 |
| US20080053834A1 (en) | 2008-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101872066B1 (ko) | 비전도성 플라스틱 표면의 금속화 방법 | |
| JP6195857B2 (ja) | 非導電性プラスチック表面の金属化方法 | |
| KR100541893B1 (ko) | 금속으로 기판을 코팅하는 방법 | |
| JP2769954B2 (ja) | プラスチック基質上に直接的に金属メッキを電着させるための方法 | |
| TWI546128B (zh) | 用於無電鍍覆之方法及用於該方法之溶液 | |
| CA2866766C (en) | Process for metallizing nonconductive plastic surfaces | |
| US20080053834A1 (en) | Electroless plating method for resin surfaces | |
| US5616230A (en) | Method for direct-electroplating an electrically nonconductive substrate | |
| KR100555928B1 (ko) | 무전해 도금재의 전처리방법 | |
| EP2007931B1 (en) | Polyimide substrate and method of manufacturing printed wiring board using the same | |
| JP2008255460A (ja) | ポリイミド樹脂の無電解めっき処理方法 | |
| JP2000178752A (ja) | 無電解メッキ用パラジウム触媒除去剤 | |
| JPH03170680A (ja) | 非導電性支持体を直接金属被覆する方法 | |
| JPH10245444A (ja) | ポリイミド樹脂表面への導電性皮膜形成方法 | |
| JPH0319301B2 (ja) | ||
| JP2987556B2 (ja) | 弗素樹脂体表面の金属導電層形成方法 | |
| CN114829672B (zh) | 避免在用于电沉积的支架涂层上的不需要的镀覆 | |
| JP3325236B2 (ja) | 無電解銅めっき方法 | |
| TW201715080A (zh) | 在蝕刻前作爲用於塑膠的預處理物之有機鹽溶液 | |
| JP2005120407A (ja) | ポリイミド樹脂を有する被めっき物への無電解めっき方法 | |
| CZ20004225A3 (cs) | Způsob pokovování substrátů |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090520 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090520 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120119 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120127 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4917841 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |