JP4872909B2 - 強化白金製の中空管と白金製のフランジとの気密接合方法 - Google Patents
強化白金製の中空管と白金製のフランジとの気密接合方法 Download PDFInfo
- Publication number
- JP4872909B2 JP4872909B2 JP2007507013A JP2007507013A JP4872909B2 JP 4872909 B2 JP4872909 B2 JP 4872909B2 JP 2007507013 A JP2007507013 A JP 2007507013A JP 2007507013 A JP2007507013 A JP 2007507013A JP 4872909 B2 JP4872909 B2 JP 4872909B2
- Authority
- JP
- Japan
- Prior art keywords
- platinum
- hollow tube
- flange
- ring
- reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 title claims description 256
- 229910052697 platinum Inorganic materials 0.000 title claims description 123
- 238000000034 method Methods 0.000 title claims description 41
- 238000005304 joining Methods 0.000 title claims description 24
- 229910001260 Pt alloy Inorganic materials 0.000 claims description 48
- 238000009849 vacuum degassing Methods 0.000 claims description 26
- 239000006060 molten glass Substances 0.000 claims description 23
- 238000003466 welding Methods 0.000 claims description 18
- 229910044991 metal oxide Inorganic materials 0.000 claims description 14
- 150000004706 metal oxides Chemical class 0.000 claims description 14
- 238000010438 heat treatment Methods 0.000 claims description 11
- 230000000737 periodic effect Effects 0.000 claims description 2
- 238000005096 rolling process Methods 0.000 claims description 2
- 238000007872 degassing Methods 0.000 claims 1
- 239000000463 material Substances 0.000 description 21
- 238000004519 manufacturing process Methods 0.000 description 12
- 230000006837 decompression Effects 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- PXXKQOPKNFECSZ-UHFFFAOYSA-N platinum rhodium Chemical compound [Rh].[Pt] PXXKQOPKNFECSZ-UHFFFAOYSA-N 0.000 description 7
- 229910000629 Rh alloy Inorganic materials 0.000 description 6
- 229910052703 rhodium Inorganic materials 0.000 description 5
- 239000010948 rhodium Substances 0.000 description 5
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 230000001174 ascending effect Effects 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- JUWSSMXCCAMYGX-UHFFFAOYSA-N gold platinum Chemical compound [Pt].[Au] JUWSSMXCCAMYGX-UHFFFAOYSA-N 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 239000007790 solid phase Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229910001020 Au alloy Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 235000012489 doughnuts Nutrition 0.000 description 1
- 239000003353 gold alloy Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000010970 precious metal Substances 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/02—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating by means of a press ; Diffusion bonding
- B23K20/023—Thermo-compression bonding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L47/00—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics
- F16L47/02—Welded joints; Adhesive joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/14—Preventing or minimising gas access, or using protective gases or vacuum during welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/22—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded
- B23K20/233—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded without ferrous layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
- B23K31/027—Making tubes with soldering or welding
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/225—Refining
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/225—Refining
- C03B5/2252—Refining under reduced pressure, e.g. with vacuum refiners
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L13/00—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints
- F16L13/004—Shrunk pipe-joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L23/00—Flanged joints
- F16L23/02—Flanged joints the flanges being connected by members tensioned axially
- F16L23/024—Flanged joints the flanges being connected by members tensioned axially characterised by how the flanges are joined to, or form an extension of, the pipes
- F16L23/026—Flanged joints the flanges being connected by members tensioned axially characterised by how the flanges are joined to, or form an extension of, the pipes by welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L33/00—Arrangements for connecting hoses to rigid members; Rigid hose connectors, i.e. single members engaging both hoses
- F16L33/20—Undivided rings, sleeves or like members contracted on the hose or expanded in the hose by means of tools; Arrangements using such members
- F16L33/207—Undivided rings, sleeves or like members contracted on the hose or expanded in the hose by means of tools; Arrangements using such members only a sleeve being contracted on the hose
- F16L33/2071—Undivided rings, sleeves or like members contracted on the hose or expanded in the hose by means of tools; Arrangements using such members only a sleeve being contracted on the hose the sleeve being a separate connecting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12875—Platinum group metal-base component
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Joining Of Glass To Other Materials (AREA)
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
Description
溶融ガラス製造装置の他の構成要素と気密接合するため、白金または白金合金製の中空管の外周には白金または白金合金製のフランジが接合されている。中空管とフランジとの接合部は気密接合されていることが必要である。また、減圧ハウジングのような、内部が減圧状態に保持される構成要素と接合する際には、フランジの減圧ハウジング側と、その反対側と、でかなりの圧力差が存在する。減圧ハウジング内部は、0.08atm(8.10kPa)〜0.5atm(50.65kPa)に保持される。一方、減圧ハウジング外部は常圧である。フランジにはこの圧力差が加わることとなる。この圧力差に耐えるのに十分な機械的強度を有することが必要である。このため、白金または白金合金製のフランジは白金または白金合金製の中空管の外周に溶接されている。
前記中空管の外周に白金または白金合金製のリングを焼き嵌めし、
前記リングが焼き嵌めされた前記中空管を1150〜1450℃で1〜10時間加熱処理し、
前記リングの外周に白金または白金合金製のフランジを溶接することを特徴とする強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法を提供する。
また、本発明は、該フランジ付中空管を用いた減圧脱泡装置を提供する。
本発明のフランジ付中空管は、強化白金製の中空管が本来の機械的強度を発揮するため機械的強度に優れており、かつ中空管とフランジとの接合部が機械的強度および気密性に優れている。このため、溶融ガラス製造装置で使用される溶融ガラスの導管のような、高温環境下で使用される部材、特に気密接合が必要な個所に使用される部材として好適である。
本発明のフランジ付中空管を用いた減圧脱泡装置は、中空管とフランジとの間にリングが介在されているので、両者の接合部に割れが生じるおそれが低減されている。このため、減圧脱泡装置が信頼性に優れている。
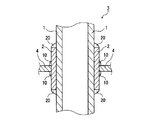
2:リング
3,3′:構造体
4:フランジ
5:真空脱気用チューブ
10:溶接部
20:肉盛り溶接
本発明の方法では、強化白金製の中空管と、強化白金ではない白金または白金合金製のフランジと、を直接溶接して接合するのではなく、白金または白金合金製のリングを介して両者を接合する。なお、本明細書において、強化白金とは、白金もしくは白金合金に金属酸化物を分散させてなる強化白金を意味する。金属酸化物は、Al2O3、ZrO2若しくはY2O3に代表される周期表(IUPAC(1989))による)における3族、4族若しくは13族の金属酸化物である。また、白金合金の具体例としては、白金−金合金、白金−ロジウム合金が挙げられる。以下、本明細書において、白金製と記載した場合、白金製および白金合金製の両方を意味する。
外径:50〜800mm、より好ましくは100〜600mm
長さ:200〜3000mm、より好ましくは400〜1500mm
肉厚:0.4〜5mm、より好ましくは0.8〜4mm
なお、中空管の断面形状は通常真円であるが、これに限定されず、楕円であってもよく、四角形、六角形、八角形等の多角形であってもよい。多角形の場合、四角形以上の多角形が好ましく、特に角の部分を丸くした形状であることが好ましい。
但し、リングの内径は、中空管の外径をDとした場合、該Dに対して0.001D〜0.004D程度小さいことが好ましい。両者の差が上記の範囲であれば、焼き嵌め操作が容易であり、かつ焼き嵌め後、後述する固相拡散により、中空管の外周上にフランジが十分固定される。両者の差はより好ましくは、0.002D〜0.003Dである。
白金製のリングは、その外周に白金製のフランジを溶接するため、該溶接を行うのに十分な幅を有する必要がある。但し、リングの幅が大きすぎると、焼き嵌めした際に焼き嵌め力が不均一になりやすく、リングと中空管との間に気泡が残りやすい。このため、白金製のリングの幅wは、15〜100mm程度であることが好ましい。
図4に示す状態から、チューブ5を真空ポンプに接続して中空管1とリング2との接合部を真空脱気する。これにより、中空管1とリング2との間に残存している空気が排出され、両者はより気密に接合する。中空管1とリング2との接合部を真空脱気する条件は特に限定されず、中空管1の径、リング2の径、肉厚若しくは幅といった構造体3′の寸法や、焼き嵌め時の条件、または肉盛り溶接20の程度等に応じて適宜選択する。具体的には、例えば、真空度1×10-2Pa以下、好ましくは1×10-3Pa〜1×10-5Pa(真空ポンプにおける読み)で30分以上、好ましくは60分〜180分間真空脱気する。
本発明のフランジ付中空管の好適な用途としては、減圧脱泡装置の上昇管および下降管が挙げられる。なお、本発明のフランジ付中空管は、ガラス製造装置から不純物を除去するために設けられた流出管、レンズ、プリズム等の光学部品を成形する場合に、ガラス製造装置から成形用の型に溶融ガラスを流出させるための流出管等としても使用可能である。
なお、該フランジ付中空管を用いた減圧脱泡装置も本発明によって提供される。減圧脱泡装置において、フランジ付中空管は主として上昇管または下降管の溶融ガラスの吸い口として好適に使用される。但し、これに限定されるものではなく、溶融ガラスの導管同士の接合部位に本発明のフランジ付中空管を用いてもよい。
特に、減圧脱泡装置において、フランジ付中空管を主として上昇管または下降管の溶融ガラスの吸い口に用いる場合、中空管は非常に高温の溶融ガラスが通過するため強化白金のような機械的強度の高い材料が必要となる一方、フランジは加工の容易性から強化白金ではない通常の白金材料が必要となる。本発明のフランジ付中空管は、溶接をすることが困難な異なる2つの白金材料を、互いに溶接することなくかつ気密に接合することができる点で優れている。さらに、減圧脱泡装置においては、減圧脱泡槽中に真空に引く必要性から、白金の接合も気密に行う必要があるが、そのような場合であっても、本発明のフランジ付中空管は十分な気密性を有しているため好ましい。
(実施例)
本実施例では、本発明の方法を用いて減圧脱泡装置の上昇管を作成した。
強化白金製(白金−ロジウム合金(白金90質量%、ロジウム10質量%)にZrO2粒子を0.16質量%分散させたもの)の中空管(外径D:170.5mm、肉厚:1.5mm)の外周に白金−ロジウム合金(白金90質量%、ロジウム10質量%)製のリング(内径:170.2mm、肉厚t:0.6mm、幅w:60mm)を焼き嵌めした。該リングには、真空脱気用の白金製のチューブが予め取り付けられている。次いで、中空管を加熱炉に入れて135℃で5時間加熱処理した。中空管を加熱炉から取り出した後、リングの外周に、ドーナツ状の白金−ロジウム合金(白金90質量%、ロジウム10質量%)のフランジ(外径850mm、内径172mm、肉厚5mm)を溶接した。その後、溶接材料として白金を使用して、中空管とリングとの接合端部(上端および下端)に肉盛り溶接を施した。次いで、真空脱気用のチューブに真空ポンプ(ロータリーポンプ)を接続して、中空管とリングとの接合部を真空度1×10-3Pa(真空ポンプにおける読み)で60分間真空脱気してから、チューブを切断して、切断面を封止して減圧脱泡装置の上昇管を得た。
上記の手順で得られた上昇管を減圧脱泡装置に設置して、減圧脱泡装置の運転条件を再現した。この時の条件は具体的には以下の通りであった。
減圧ハウジング内圧力:300mmHg(40kPa)
上昇管温度:1200〜1400℃の間で周期的に変化させた。
上記の条件下で500時間置いた後、中空管とフランジとの接合部に割れは認められなかった。また、真空も正常に保たれていた。
強化白金製(白金−ロジウム合金(白金90質量%、ロジウム10質量%)にZrO2粒子を0.16質量%分散させたもの)の中空管(外径D:170.5mm、肉厚:1.5mm)の外周にドーナツ状の白金−ロジウム合金(白金90質量%、ロジウム10質量%)のフランジ(外径:850mm、内径:172mm、肉厚:5mm)を溶接して、減圧脱泡装置の上昇管を得た。
上記の手順で得られた上昇管を減圧脱泡装置に設置して、減圧脱泡装置の運転条件を再現した。この時の条件は具体的には以下の通りであった。
減圧ハウジング内圧力:300mmHg(40kPa)
上昇管温度:1200〜1400℃の間で周期的に変化させた。
上記の条件下で500時間置いた後、中空管とフランジとの接合部に割れが認められた。この割れにより、真空を正常に保つことが困難であった。
なお、2005年3月8日に出願された日本特許出願2005−64100号の明細書、特許請求の範囲、図面及び要約書の全内容をここに引用し、本発明の明細書の開示として、取り入れるものである。
Claims (14)
- 白金もしくは白金合金に金属酸化物を分散させてなる強化白金製の中空管の外周に白金または白金合金製のフランジを気密接合する方法であって、
前記中空管の外周に白金または白金合金製のリングを焼き嵌めし、
前記リングが焼き嵌めされた前記中空管を1150〜1450℃で1〜10時間加熱処理し、
前記リングの外周に白金または白金合金製のフランジを溶接することを特徴とする強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。 - さらに、前記中空管と、該中空管の外周に焼き嵌めされた前記リングと、の接合端部に肉盛り溶接を施すことを特徴とする請求項1に記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- さらに、前記中空管と、該中空管の外周に焼き嵌めされた前記リングと、の間の部分を真空脱気することを特徴とする請求項2に記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 前記金属酸化物が周期表の3族、4族若しくは13族の金属酸化物である請求項1〜3いずれかに記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 前記中空管の外径が50〜800mm、長さが200〜3000mmである請求項1〜4いずれかに記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 前記中空管の外径をDとした場合、前記リングの内径がDに対して0.001D〜0.004D小さい請求項1〜5いずれかに記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 前記リングの肉厚tが強化白金製の中空管の肉厚よりも小さい請求項1〜6いずれかに記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 前記リングの肉厚tが0.3〜2mmであり、かつ前記中空管の肉厚が0.4〜5mmである請求項1〜7いずれかに記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 前記リングの幅wが15〜100mmである請求項1〜8いずれかに記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 前記加熱処理を実施する前に、リングの上端付近および下端部付近にローリング加工を実施する請求項1〜9いずれかに記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 前記フランジの肉厚は、0.5〜8mmである請求項1〜10いずれかに記載の強化白金製の中空管と白金または白金合金製のフランジとの気密接合方法。
- 請求項1〜11のいずれかに記載の方法を用いて製造されるフランジ付中空管。
- 前記フランジ付中空管は減圧脱泡装置の上昇管および/または下降管の溶融ガラスの吸い口に用いられる請求項12に記載のフランジ付中空管。
- 請求項12または13に記載のフランジ付中空管を用いた減圧脱泡装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007507013A JP4872909B2 (ja) | 2005-03-08 | 2006-02-07 | 強化白金製の中空管と白金製のフランジとの気密接合方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005064100 | 2005-03-08 | ||
| JP2005064100 | 2005-03-08 | ||
| JP2007507013A JP4872909B2 (ja) | 2005-03-08 | 2006-02-07 | 強化白金製の中空管と白金製のフランジとの気密接合方法 |
| PCT/JP2006/302075 WO2006095522A1 (ja) | 2005-03-08 | 2006-02-07 | 強化白金製の中空管と白金製のフランジとの気密接合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2006095522A1 JPWO2006095522A1 (ja) | 2008-08-14 |
| JP4872909B2 true JP4872909B2 (ja) | 2012-02-08 |
Family
ID=36953125
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007507013A Active JP4872909B2 (ja) | 2005-03-08 | 2006-02-07 | 強化白金製の中空管と白金製のフランジとの気密接合方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US7819303B2 (ja) |
| EP (1) | EP1862716B1 (ja) |
| JP (1) | JP4872909B2 (ja) |
| KR (1) | KR101243392B1 (ja) |
| CN (1) | CN100538144C (ja) |
| TW (1) | TW200641287A (ja) |
| WO (1) | WO2006095522A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007008102B4 (de) * | 2007-02-19 | 2020-12-03 | Umicore Ag & Co. Kg | Vorrichtung zum Einsatz in der Glasindustrie und Verfahren |
| GB2455565A (en) * | 2007-12-14 | 2009-06-17 | 2H Offshore Engineering Ltd | Method of Joining Metal Pipes |
| US10412440B2 (en) * | 2010-03-24 | 2019-09-10 | Mlb Advanced Media, L.P. | Media and data synchronization system |
| US8613806B2 (en) * | 2010-08-30 | 2013-12-24 | Corning Incorporated | Method for eliminating carbon contamination of platinum-containing components for a glass making apparatus |
| KR101228329B1 (ko) * | 2011-02-08 | 2013-01-31 | 삼성테크윈 주식회사 | 열교환기의 제조방법 |
| JP2014037320A (ja) * | 2011-03-31 | 2014-02-27 | Avanstrate Inc | ガラス板製造方法 |
| CN102319940B (zh) * | 2011-08-19 | 2013-01-23 | 天津赛瑞机器设备有限公司 | 一种减小连接套长筋板焊接变形的方法 |
| JP5752647B2 (ja) * | 2012-06-29 | 2015-07-22 | AvanStrate株式会社 | ガラス基板の製造方法 |
| KR20150008739A (ko) * | 2013-07-15 | 2015-01-23 | 주식회사 케이티 | 개인화된 비디오 기반의 화면을 제공하는 서버 및 방법, 그리고 디바이스 |
| US20200039672A1 (en) * | 2018-08-01 | 2020-02-06 | Berry Global, Inc. | Apparatus for the Application of Heat Shrinkable Products |
| WO2023133252A1 (en) * | 2022-01-07 | 2023-07-13 | Electric Power Research Institute, Inc. | Methodology to enable the use of oxide dispersion strengthened alloys and precipitation strengthed nickel-based alloys for advanced energy systems |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6117375A (ja) * | 1984-07-04 | 1986-01-25 | Masanobu Nakamura | 管材への異種金属溶接方法 |
| JPH06298543A (ja) * | 1993-04-09 | 1994-10-25 | Nippon Glass Fiber Co Ltd | ガラス繊維製造用ブッシングとその製造方法 |
| JPH07187702A (ja) * | 1994-12-09 | 1995-07-25 | Tanaka Kikinzoku Kogyo Kk | ブッシングベースプレート |
| JPH08217483A (ja) * | 1995-02-17 | 1996-08-27 | Tanaka Kikinzoku Kogyo Kk | ブッシングベースプレート及びその製造方法 |
| JP2817168B2 (ja) * | 1989-02-21 | 1998-10-27 | 旭硝子株式会社 | ガラスの清澄装置 |
| JP2817214B2 (ja) * | 1989-06-28 | 1998-10-30 | 旭硝子株式会社 | 減圧脱泡装置 |
| JPH11335754A (ja) * | 1998-03-28 | 1999-12-07 | W C Heraeus Gmbh | 成形体の製法 |
| JP2000302457A (ja) * | 1999-04-23 | 2000-10-31 | Asahi Glass Co Ltd | 高温溶融物を流す導管構造 |
| JP2001039720A (ja) * | 1999-07-27 | 2001-02-13 | Asahi Glass Co Ltd | 溶融槽及び溶融槽のヒータ交換装置 |
| JP4043849B2 (ja) * | 2002-06-03 | 2008-02-06 | 日本電産株式会社 | 記録ディスク駆動用モータ |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1139923A (en) * | 1979-02-28 | 1983-01-25 | Toshio Yoshida | Method of producing multiple-wall composite pipes |
| JPH01298031A (ja) * | 1988-05-27 | 1989-12-01 | Hoya Corp | 溶融ガラス流出パイプの加熱装置 |
| US5351555A (en) * | 1991-07-29 | 1994-10-04 | Magnetoelastic Devices, Inc. | Circularly magnetized non-contact torque sensor and method for measuring torque using same |
| US5557158A (en) * | 1993-06-16 | 1996-09-17 | Nippondenso Co., Ltd. | Spark plug and method of producing the same |
| JP3767637B2 (ja) * | 1995-08-21 | 2006-04-19 | 旭硝子株式会社 | 高温溶融物用導管の支持構造体 |
| DE19936008B4 (de) * | 1999-08-04 | 2014-01-09 | Krohne Ag | Verfahren zum Anbringen eines Metallkörpers auf ein Meßrohr eines Coriolis-Massendurchflußmeßgeräts |
-
2006
- 2006-02-07 KR KR1020077020582A patent/KR101243392B1/ko not_active IP Right Cessation
- 2006-02-07 WO PCT/JP2006/302075 patent/WO2006095522A1/ja not_active Application Discontinuation
- 2006-02-07 JP JP2007507013A patent/JP4872909B2/ja active Active
- 2006-02-07 CN CNB2006800069354A patent/CN100538144C/zh active Active
- 2006-02-07 EP EP06713218.3A patent/EP1862716B1/en active Active
- 2006-02-14 TW TW095104941A patent/TW200641287A/zh not_active IP Right Cessation
-
2007
- 2007-09-06 US US11/850,905 patent/US7819303B2/en not_active Expired - Fee Related
-
2010
- 2010-09-17 US US12/884,702 patent/US7905386B2/en not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6117375A (ja) * | 1984-07-04 | 1986-01-25 | Masanobu Nakamura | 管材への異種金属溶接方法 |
| JP2817168B2 (ja) * | 1989-02-21 | 1998-10-27 | 旭硝子株式会社 | ガラスの清澄装置 |
| JP2817214B2 (ja) * | 1989-06-28 | 1998-10-30 | 旭硝子株式会社 | 減圧脱泡装置 |
| JPH06298543A (ja) * | 1993-04-09 | 1994-10-25 | Nippon Glass Fiber Co Ltd | ガラス繊維製造用ブッシングとその製造方法 |
| JPH07187702A (ja) * | 1994-12-09 | 1995-07-25 | Tanaka Kikinzoku Kogyo Kk | ブッシングベースプレート |
| JPH08217483A (ja) * | 1995-02-17 | 1996-08-27 | Tanaka Kikinzoku Kogyo Kk | ブッシングベースプレート及びその製造方法 |
| JPH11335754A (ja) * | 1998-03-28 | 1999-12-07 | W C Heraeus Gmbh | 成形体の製法 |
| JP2000302457A (ja) * | 1999-04-23 | 2000-10-31 | Asahi Glass Co Ltd | 高温溶融物を流す導管構造 |
| JP2001039720A (ja) * | 1999-07-27 | 2001-02-13 | Asahi Glass Co Ltd | 溶融槽及び溶融槽のヒータ交換装置 |
| JP4043849B2 (ja) * | 2002-06-03 | 2008-02-06 | 日本電産株式会社 | 記録ディスク駆動用モータ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20080006610A1 (en) | 2008-01-10 |
| TWI355467B (ja) | 2012-01-01 |
| CN100538144C (zh) | 2009-09-09 |
| US7905386B2 (en) | 2011-03-15 |
| KR101243392B1 (ko) | 2013-03-13 |
| EP1862716A4 (en) | 2010-09-01 |
| EP1862716A1 (en) | 2007-12-05 |
| KR20070108397A (ko) | 2007-11-09 |
| JPWO2006095522A1 (ja) | 2008-08-14 |
| US20110005631A1 (en) | 2011-01-13 |
| WO2006095522A1 (ja) | 2006-09-14 |
| CN101133275A (zh) | 2008-02-27 |
| EP1862716B1 (en) | 2016-08-17 |
| TW200641287A (en) | 2006-12-01 |
| US7819303B2 (en) | 2010-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4872909B2 (ja) | 強化白金製の中空管と白金製のフランジとの気密接合方法 | |
| JP6441921B2 (ja) | 接合構造体 | |
| JPWO2006095523A1 (ja) | 白金または白金合金製の構造体およびそれを用いたガラス製造装置 | |
| AU2002363814B2 (en) | Glass panel | |
| US7380416B2 (en) | Conduit for molten glass, connecting conduit for molten glass and vacuum degassing apparatus | |
| JP2018518060A (ja) | 半導体処理に使用される機器部品を修理する方法 | |
| US7843137B2 (en) | Luminous vessels | |
| US20060222878A1 (en) | Composite bodies | |
| JP2006315894A (ja) | ガラス製造装置およびその構成要素 | |
| JPWO2004064103A1 (ja) | ガラス管およびその製造方法並びにガラス管の接着方法 | |
| KR102382375B1 (ko) | 세라믹 히터 | |
| JPH07190818A (ja) | サーメット電極を有するセラミック部品 | |
| JP2000302457A (ja) | 高温溶融物を流す導管構造 | |
| CN106531610B (zh) | 超小型过渡封接中压汞灯及其过渡接头封接工艺 | |
| JP4132032B2 (ja) | 真空容器の覗き窓および真空容器 | |
| JP2005281125A (ja) | タブレット一体型ガラス管の製造方法及びタブレット一体型ガラス管 | |
| JPH11132039A (ja) | 二重排気管の製造方法 | |
| JPS58115033A (ja) | 多孔質ガラス体の焼結方法 | |
| US2607981A (en) | Quartz to metal seal | |
| JP4160005B2 (ja) | 気密部品の製造方法 | |
| JP2004249330A (ja) | 分散強化型白金合金の接合方法 | |
| JP7068170B2 (ja) | 鋳造用ノズル | |
| JP3752424B2 (ja) | 絶縁継手 | |
| JPS5936529B2 (ja) | 金属製魔法瓶の製造方法 | |
| JP2006327830A (ja) | ガラス製造装置およびその構成要素、ならびに該構成要素を通電加熱する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111025 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111107 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141202 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4872909 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141202 Year of fee payment: 3 |
|
| R154 | Certificate of patent or utility model (reissue) |
Free format text: JAPANESE INTERMEDIATE CODE: R154 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |