JP4862002B2 - 薄型基板回転処理装置 - Google Patents
薄型基板回転処理装置 Download PDFInfo
- Publication number
- JP4862002B2 JP4862002B2 JP2008046844A JP2008046844A JP4862002B2 JP 4862002 B2 JP4862002 B2 JP 4862002B2 JP 2008046844 A JP2008046844 A JP 2008046844A JP 2008046844 A JP2008046844 A JP 2008046844A JP 4862002 B2 JP4862002 B2 JP 4862002B2
- Authority
- JP
- Japan
- Prior art keywords
- stator
- rotor
- support member
- rotating
- rotating body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Coating Apparatus (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Cleaning Or Drying Semiconductors (AREA)
Description
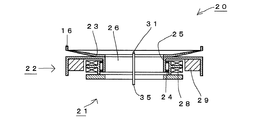
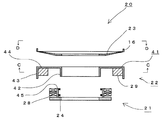
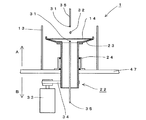
に複数の永久磁石29を配置した前記ロータ部材22の、前記内縁筒部42の外面を前記ステータ部材21へ回転可能に支持させることで構成した偏平状の電動機20を具備したことを特徴とする。
14 ウエハ
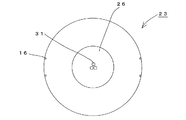
21 ステータ部材
22 ロータ部材
23 基板支持部材
28 ステータコイル
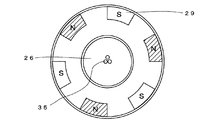
29 永久磁石
Claims (6)
- 筒状の固定部材の外周側に、環状に形成されたステータコイルを固定して構成したステータ部材と、
前記ステータ部材の内周側に回転可能に、回転体を支持し、この回転体の側面であって、前記ステータタコイルを囲み、接近するように、複数の永久磁石を配置して、前記回転体と共に回転するロータ部材を形成し、
前記ステータ部材と前記ロータ部材を合わせて偏平状の電動機を形成し、
前記回転体の上面に基板支持部材を配置し、
前記基板支持部材に支持された薄板状被処理物の裏面に処理液を噴射するようにパイプを配設し、
前記回転体は内縁筒部と環状の平板部と、この平板部の外周に形成された外縁筒部を有し、
前記外縁筒部の内面に複数の永久磁石を配置した前記ロータ部材の、
前記内縁筒部の外面を前記ステータ部材へ回転可能に支持させることで構成した偏平状の電動機を具備したこと
を特徴とする基板を回転処理する装置。 - 筒状の固定部材の外周に、前記環状のステータコイルを固定し、
更に前記固定部材の下端が筐体に固定された支持部材に固定されていること
を特徴とする請求項1に記載の基板を回転処理する装置。 - 前記パイプに負圧を発生させることで、
前記基板支持部材に前記薄板状被処理物が吸着するように構成したこと
を特徴とする請求項1又は2に記載の基板を回転処理する装置。 - 前記ステータ部材は、筐体に固定された支持部材に固定され、
前記ステータ部材と前記ロータ部材を合わせて偏平状の電動機を形成し、
前記電動機のロータ部材の上面に基板支持部材を配置し、
前記基板支持部材に支持された薄板状被処理物の上面に処理液を噴射するように、1つ又は複数のパイプを配設し、
前記薄板状被処理物の裏面に処理液を噴射するように、1つ又は複数のパイプを配設した
こと
を特徴とする請求項1乃至3のいずれか1項に記載の基板を回転処理する装置。 - 筒状の固定部材の内周側に、環状に形成されたステータコイルを固定して構成したステータ部材と、
前記ステータ部材の内周側に回転可能に、回転体を支持し、この回転体の側面であって、複数の永久磁石を、前記円環状に形成されたステータコイルの内周側に接近するように配置して、前記回転体と共に回転するロータ部材を形成し、
前記ステータ部材と前記ロータ部材を合わせて偏平状の電動機を形成し、
前記回転体の上面に基板支持部材を配置し、
前記基板支持部材に支持された薄板状被処理物の裏面に処理液を噴射するようにパイプを配設し、
前記パイプに負圧を発生させることで、
前記基板支持部材に前記薄板状被処理物が吸着するように構成したことを特徴とする基板を回転処理する装置。 - 円筒状の回転体の外周側に、複数の永久磁石を環状に配置したロータ部材と、
前記永久磁石の上方及び下方を軸支持体により軸支持し、
永久磁石上方の軸支持体より外周方向に伸びる上方環状板と、
永久磁石下方の軸支持体より外周方向に伸びる下方環状板が、
円筒状の側壁板により接続し、
前記側壁板の内周側で、かつ前記永久磁石を囲み、接近するように環状のステータコイルを配置したステータ部材を形成し、
前記ステータ部材と前記ロータ部材を合わせて形成した偏平状の電動機を具備したこと
を特徴とする請求項5に記載の基板を回転処理する装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008046844A JP4862002B2 (ja) | 2008-02-27 | 2008-02-27 | 薄型基板回転処理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008046844A JP4862002B2 (ja) | 2008-02-27 | 2008-02-27 | 薄型基板回転処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009206288A JP2009206288A (ja) | 2009-09-10 |
| JP4862002B2 true JP4862002B2 (ja) | 2012-01-25 |
Family
ID=41148268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008046844A Expired - Fee Related JP4862002B2 (ja) | 2008-02-27 | 2008-02-27 | 薄型基板回転処理装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4862002B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2372749B1 (de) * | 2010-03-31 | 2021-09-29 | Levitronix GmbH | Behandlungsvorrichtung zur Behandlung einer Oberfläche eines Körpers |
| KR102508025B1 (ko) | 2015-05-11 | 2023-03-10 | 주성엔지니어링(주) | 공정챔버 내부에 배치되는 기판 처리장치 및 그 작동방법 |
| WO2016182299A1 (ko) * | 2015-05-11 | 2016-11-17 | 주성엔지니어링(주) | 공정챔버 내부에 배치되는 기판 처리장치 및 그 작동방법 |
| JP7244236B2 (ja) * | 2018-09-04 | 2023-03-22 | 株式会社荏原製作所 | アウタロータ型のモータのためのロータ、当該ロータを備えるモータ、当該モータを備えるターボ分子ポンプおよび当該モータを備える基板回転装置 |
| CN119208205B (zh) * | 2024-09-25 | 2025-08-22 | 苏州伯格纳华新能源科技有限公司 | 一种集成电路生产加工设备 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3359508B2 (ja) * | 1996-10-08 | 2002-12-24 | 大日本スクリーン製造株式会社 | 基板処理装置 |
-
2008
- 2008-02-27 JP JP2008046844A patent/JP4862002B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009206288A (ja) | 2009-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4862002B2 (ja) | 薄型基板回転処理装置 | |
| JP5554617B2 (ja) | 保持テーブル | |
| JP7248465B2 (ja) | 基板処理装置のスピンチャック | |
| CN107081855A (zh) | 卡盘工作台机构 | |
| JP2006310697A (ja) | 吸着チャック | |
| JP2019192849A (ja) | 基板処理装置および基板処理方法 | |
| JP2012224878A (ja) | 蒸着装置用ワーク移動機構とこれを用いた蒸着方法 | |
| US20150037499A1 (en) | Apparatus for dual speed spin chuck | |
| CN103008309B (zh) | 晶片洗涤器和晶片清洗方法 | |
| US10818534B2 (en) | Substrate processing apparatus arranged in process chamber and operating method thereof | |
| CN109087841A (zh) | 反应腔室及半导体加工设备 | |
| KR20010054424A (ko) | 웨이퍼를 스피닝하기 위한 웨이퍼 척 | |
| TW202018108A (zh) | 3d蒸鍍之公自轉鍍鍋結構 | |
| KR100855737B1 (ko) | 웨이퍼 스핀 척 | |
| JP2012212758A (ja) | 基板処理方法および基板処理装置 | |
| CN114649249A (zh) | 晶圆缓存机构 | |
| JP2008027959A (ja) | ウエハ洗浄装置 | |
| JP2005290499A (ja) | 真空装置 | |
| JP2008098558A (ja) | 半導体製造方法 | |
| TW201705354A (zh) | 處理腔室中排列的基板處理設備及其作業方法 | |
| JP2008244115A (ja) | 基板処理装置および基板処理方法 | |
| JP2017204495A (ja) | 基板洗浄装置 | |
| JPH11219929A (ja) | 回転式乾燥装置及び回転式乾燥方法 | |
| JP2014122371A (ja) | 蒸着装置 | |
| JP6612176B2 (ja) | 基板洗浄装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111101 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111107 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |