JP4855071B2 - 電池スタック及び電池を形成する方法 - Google Patents
電池スタック及び電池を形成する方法 Download PDFInfo
- Publication number
- JP4855071B2 JP4855071B2 JP2005508647A JP2005508647A JP4855071B2 JP 4855071 B2 JP4855071 B2 JP 4855071B2 JP 2005508647 A JP2005508647 A JP 2005508647A JP 2005508647 A JP2005508647 A JP 2005508647A JP 4855071 B2 JP4855071 B2 JP 4855071B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- cathode
- stack
- anode
- battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 52
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 claims description 54
- 239000000463 material Substances 0.000 claims description 43
- 239000000843 powder Substances 0.000 claims description 32
- 229910052751 metal Inorganic materials 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 17
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 claims description 14
- 229910052744 lithium Inorganic materials 0.000 claims description 14
- 238000007789 sealing Methods 0.000 claims description 8
- 239000004020 conductor Substances 0.000 claims description 7
- 238000003466 welding Methods 0.000 description 35
- 238000004519 manufacturing process Methods 0.000 description 20
- -1 polyethylene Polymers 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 10
- 229910001220 stainless steel Inorganic materials 0.000 description 10
- 239000010935 stainless steel Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 239000003792 electrolyte Substances 0.000 description 8
- 239000011521 glass Substances 0.000 description 8
- 238000013461 design Methods 0.000 description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- 239000004698 Polyethylene Substances 0.000 description 6
- 239000010406 cathode material Substances 0.000 description 6
- 229920000573 polyethylene Polymers 0.000 description 6
- 239000011800 void material Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 239000003990 capacitor Substances 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 238000004806 packaging method and process Methods 0.000 description 4
- 230000033764 rhythmic process Effects 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 3
- 230000000747 cardiac effect Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005538 encapsulation Methods 0.000 description 3
- 238000002386 leaching Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- HJIYJLZFNBHCAN-UHFFFAOYSA-N [V].[C] Chemical compound [V].[C] HJIYJLZFNBHCAN-UHFFFAOYSA-N 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 2
- 239000010405 anode material Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 239000011733 molybdenum Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 210000002445 nipple Anatomy 0.000 description 2
- 239000012811 non-conductive material Substances 0.000 description 2
- 230000036316 preload Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- RAVDHKVWJUPFPT-UHFFFAOYSA-N silver;oxido(dioxo)vanadium Chemical compound [Ag+].[O-][V](=O)=O RAVDHKVWJUPFPT-UHFFFAOYSA-N 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 1
- YEHSTKKZWWSIMD-UHFFFAOYSA-N C(C1)C2CC=CC1C2 Chemical compound C(C1)C2CC=CC1C2 YEHSTKKZWWSIMD-UHFFFAOYSA-N 0.000 description 1
- 206010007559 Cardiac failure congestive Diseases 0.000 description 1
- 206010019280 Heart failures Diseases 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 239000005041 Mylar™ Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 102100026827 Protein associated with UVRAG as autophagy enhancer Human genes 0.000 description 1
- 101710102978 Protein associated with UVRAG as autophagy enhancer Proteins 0.000 description 1
- 210000001015 abdomen Anatomy 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 206010003119 arrhythmia Diseases 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000009125 cardiac resynchronization therapy Methods 0.000 description 1
- 210000000038 chest Anatomy 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000012377 drug delivery Methods 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 239000012777 electrically insulating material Substances 0.000 description 1
- 238000001827 electrotherapy Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 235000015110 jellies Nutrition 0.000 description 1
- 239000008274 jelly Substances 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 210000004165 myocardium Anatomy 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 230000000638 stimulation Effects 0.000 description 1
- 230000001225 therapeutic effect Effects 0.000 description 1
- 238000002560 therapeutic procedure Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

















































































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/102—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure
- H01M50/107—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M6/00—Primary cells; Manufacture thereof
- H01M6/005—Devices for making primary cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Description
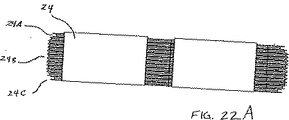
また、アノード層とカソード層のこれらの分散して広がった相互接続部は、スタックとケース間の空間の全体的厚さを減少させ、電池寸法の小型化を可能にする。電池スタックが占有する体積が可能な限り小さく、製造される電池ごとの一貫性が最適になることを保証するために、スタックの構築時に電池スタックの各層を慎重に位置合わせすることが重要である。1つの実施形態では、位置合わせ取付具を使用して、上述した電池スタック24を位置合わせし、電池の最適な表面積を提供する。
1つの実施形態では、例えば埋め込み可能な除細動器に使用され、約2.75ボルトから3.4ボルトの定格電圧で作動するように設計された電池は、アノード層の表面積とカソード層の表面積との比率が約1.2以上である。幾つかの実施形態では、比率は約1.3から約1.4である。このシステムの様々な実施形態では、Li/MnO2の容量の比率は、約0.85から1.7の間で変動してよい。
電池スタック814は、小さいスペース内で最適の蓄電を提供するように構築される。これによって、電池800は、例えば埋め込み可能な医療器具内に填るような寸法にし、器具内で占有する体積を可能な限り小さくすることができる。1つの実施形態では、スタック814が、セパレータによって分離された複数の交互のアノード層およびカソード層を含む。以下で詳述するように、このような交互の電極層は、積み重ねられ、位置合わせされ、相互接続され、スペースの無駄なく最小の体積内で最大の電極面積を可能にする。
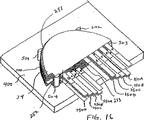
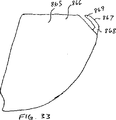
図36Aは、遠位区間864、869の一部がスタックから除去された後に、アノード接続部材867とカソード接続部材862の間に分離部872を形成するスタック871の部分を示す。この実施形態の分離部872は、区間862を区間867から電気的に隔離する。スタックの各カソード層の近位区間863は、スタックの各アノード層の近位区間868と同様に、相互になお結合されている。様々な実施形態では、分離部872はレーザ切削、パンチング及び/又は工具又は機械切削によって形成される。幾つかの実施形態では、電気的絶縁材料を分離部872に挿入する。
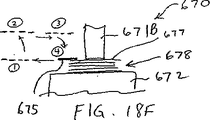
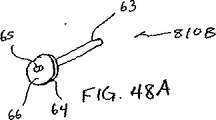
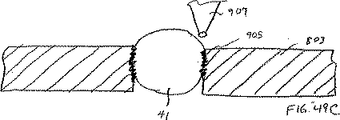
幾つかの実施形態では、端子810Bをケースに取り付けるために、抵抗溶接も使用することができる。例えば、端子810Bとケースとを接触させて、電流を送る。これで突出部65が熔解して、崩壊し、表面66とケース802とがぴったり取り付けられる。
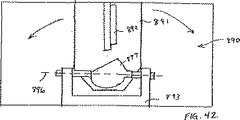
空隙970の寸法とカソード粉末の加工比重が分かっているので、正確な量の粉末がキャリア細片上に締められる。後に細片からパンチングされるか、取り出される電池カソードは、これで正確な量のカソード粉末を含み、カソード粉末は均一な密度でカソードキャリアの表面に一様に分布する。これは、電池のコンシステンシ及び信頼性を改善する。1つの例では、粉末は約2.7g/cm3の圧縮密度を有し、カソードは約0.0182インチ(0.46228mm)の全体厚さ(母材を含む)を有する。他の実施形態は約2.5から3.2g/cm3の範囲である。
1つの実施形態では、このシステムは12のアノード・サブアセンブリと11のカソード・サブアセンブリ(密封したセパレータを有する)を有する電池電極スタックを提供する。スタック端部に配置された2つのアノード・サブアセンブリは、ケース縁部の半径に対応するために、小さくなっている。これらの2つの端部アノード・サブアセンブリは、そのベース・コレクタ・プレートの一方側にのみ取り付けられたリチウムを有する。2つの外側のカソード・サブアセンブリ層も、ケースの半径に対応するために小さくなっている。各アノードおよびカソード・サブアセンブリ層は、スタックから延びている延長タブを含む。延長タブは、スタックの完成時に層を相互に接続するために一緒に溶接される。1つの例では、延長タブを3カ所のスポット溶接部で溶接し、タブの端部を留める。カソード延長部を貫通接続部に接続するために、リボン・タブをこれに溶接する。セルを絶縁して、ケースに挿入する。リボン延長部を貫通接続部に溶接し、アノード延長部をケースに直接溶接する。ケース部分を一緒にして、その境界面の周囲を溶接する。

Claims (13)
- 第1位置から延びている第1タブを含む第1カソード層と、
第2位置から延びている第2タブを含む第1アノード層と、
第1タブの上に重なるタブを有する第2カソード層と、
第2タブの上に重なるタブを含む第2アノード層と
を備え、第1及び第2カソード層が金属シートからなるベース層を含み、そのベース層は前記金属シートの表面に取り付けられた二酸化マンガン(MnO2)層を有し、各カソード層のタブはベース層の各側に導電性材料の追加層を含み、そのカソード層のタブの厚さは、前記ベース層と二酸化マンガン層とを組み合わせた厚さと同じ厚さである電池スタック。 - 二酸化マンガン層がカソード層のタブを覆わない請求項1に記載の電池スタック。
- 第1及び第2アノード層がリチウム層を含んだ金属シートを含む請求項1に記載の電池スタック。
- リチウム層がアノード層のタブを覆わない請求項3に記載の電池スタック。
- アノード層及びカソード層がそれぞれ長方形以外の形状を含む請求項1に記載の電池スタック。
- 各アノード層と各カソード層との間に位置する複数のセパレータであって、各セパレータが隣接するセパレータと接続されて、各カソード層がカプセル化される請求項1に記載の電池スタック。
- 各カソード層のタブが、カプセル化された各カソード層から露出する請求項6に記載の電池スタック。
- 各アノード層が、一方側に第1セパレータを、第2側に第2セパレータを有し、第1セパレータと第2セパレータとが、その縁部の少なくとも一部の周囲で相互に接続される請求項1に記載の電池スタック。
- 第1セパレータと第2セパレータとが、第1セパレータと第2セパレータとの接続部でフランジを形成し、フランジがカソード層の縁部を越えて延びて、カソード層の縁部を囲む請求項8に記載の電池スタック。
- 電池を形成する方法であって、
複数の長方形以外の形状のカソード層を設ける工程であって、その長方形以外の形状の各カソード層が、他の長方形以外の形状のカソード層と同じ形状を有し、各カソード層が、カソード層から延びているタブを有し、各カソード層が金属シートからなるベース層を含み、そのベース層は前記金属シートの表面に取り付けられた二酸化マンガン層を有し、各カソード層のタブはベース層の各側に導電性材料の追加層を含み、そのカソード層のタブの厚さは、前記ベース層と二酸化マンガン層とを組み合わせた厚さと同じ厚さであることと、
複数の長方形以外の形状のアノード層を設ける工程であって、その長方形以外の形状の各アノード層が、他の長方形以外の形状のアノード層と同じ形状を有し、各アノード層が、アノード層から延びているタブを有し、各アノード層のタブが各カソード層のタブとは異なる位置にあり、
セパレータが各アノード層と各カソード層との間にある状態で、複数のアノード層とカソード層とを積み重ねて、電池スタックにする工程と、
カソード層のタブを相互に接続する工程と、
アノード層のタブを相互に接続する工程と、
アノード層及びカソード層と同じ形状を有する長方形以外の形状の電池ケース内に電池スタックを配置する工程と、
アノード層のタブ及びカソード層のタブを個々のアノード端子とカソード端子とに接続する工程とを含む方法。 - カソード層を設ける工程が、二酸化マンガン粉末材料をカソード層のベース層に押し込むことを含む請求項10に記載の方法。
- カソード層を設ける工程が、二酸化マンガンペーストをカソード層のベース層に取り付けることを含む請求項10に記載の方法。
- カソード層を設ける工程が、各カソード層をセパレータ内にヒートシールすることを含む請求項10に記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US43753702P | 2002-12-31 | 2002-12-31 | |
| US60/437,537 | 2002-12-31 | ||
| US10/360,551 US7479349B2 (en) | 2002-12-31 | 2003-02-07 | Batteries including a flat plate design |
| US10/360,551 | 2003-02-07 | ||
| PCT/US2003/041704 WO2004062009A2 (en) | 2002-12-31 | 2003-12-30 | Batteries including a flat plate design |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006512745A JP2006512745A (ja) | 2006-04-13 |
| JP2006512745A5 JP2006512745A5 (ja) | 2007-02-22 |
| JP4855071B2 true JP4855071B2 (ja) | 2012-01-18 |
Family
ID=32658861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005508647A Expired - Fee Related JP4855071B2 (ja) | 2002-12-31 | 2003-12-30 | 電池スタック及び電池を形成する方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (5) | US7479349B2 (ja) |
| EP (9) | EP2309575B1 (ja) |
| JP (1) | JP4855071B2 (ja) |
| AU (1) | AU2003300138A1 (ja) |
| ES (5) | ES2446320T3 (ja) |
| WO (1) | WO2004062009A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8406882B2 (en) | 2005-04-29 | 2013-03-26 | Cardiac Pacemakers, Inc. | Implantable pulse generator with a stacked battery and capacitor |
| US10115995B2 (en) | 2002-12-31 | 2018-10-30 | Cardiac Pacemakers, Inc. | Batteries including a flat plate design |
Families Citing this family (118)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6893772B2 (en) * | 1993-11-19 | 2005-05-17 | Medtronic, Inc. | Current collector for lithium electrode |
| US6509588B1 (en) * | 2000-11-03 | 2003-01-21 | Cardiac Pacemakers, Inc. | Method for interconnecting anodes and cathodes in a flat capacitor |
| US6684102B1 (en) * | 2000-11-03 | 2004-01-27 | Cardiac Pacemakers, Inc. | Implantable heart monitors having capacitors with endcap headers |
| US7107099B1 (en) * | 2000-11-03 | 2006-09-12 | Cardiac Pacemakers, Inc. | Capacitor having a feedthrough assembly with a coupling member |
| US6833987B1 (en) * | 2000-11-03 | 2004-12-21 | Cardiac Pacemakers, Inc. | Flat capacitor having an active case |
| US7355841B1 (en) * | 2000-11-03 | 2008-04-08 | Cardiac Pacemakers, Inc. | Configurations and methods for making capacitor connections |
| US6699265B1 (en) * | 2000-11-03 | 2004-03-02 | Cardiac Pacemakers, Inc. | Flat capacitor for an implantable medical device |
| US6687118B1 (en) | 2000-11-03 | 2004-02-03 | Cardiac Pacemakers, Inc. | Flat capacitor having staked foils and edge-connected connection members |
| KR101027764B1 (ko) * | 2002-01-08 | 2011-04-07 | 소니 주식회사 | 캐소드활성물질과 그것을 이용한 비수전해질 이차전지 |
| US6632720B2 (en) * | 2002-01-15 | 2003-10-14 | Cardiac Pacemakers, Inc. | Method of constructing a capacitor stack for a flat capacitor |
| US7402897B2 (en) * | 2002-08-08 | 2008-07-22 | Elm Technology Corporation | Vertical system integration |
| US20060178019A1 (en) * | 2002-08-18 | 2006-08-10 | Aviza Technology, Inc. | Low temperature deposition of silicon oxides and oxynitrides |
| US7860564B2 (en) * | 2005-12-15 | 2010-12-28 | Cardiac Pacemakers, Inc. | Method and apparatus for a small power source for an implantable device |
| US20070156197A1 (en) * | 2005-12-15 | 2007-07-05 | Cardiac Pacemakers, Inc. | Method and apparatus for improved medical device profile |
| US7951479B2 (en) * | 2005-05-11 | 2011-05-31 | Cardiac Pacemakers, Inc. | Method and apparatus for porous insulative film for insulating energy source layers |
| US8691418B2 (en) * | 2003-02-07 | 2014-04-08 | Cardiac Pacemakers, Inc. | Insulative member on battery cathode |
| US20040191621A1 (en) * | 2003-03-24 | 2004-09-30 | Medtronic, Inc. | Polyimide protected battery feedthrough |
| US7239146B2 (en) | 2003-07-11 | 2007-07-03 | Cardiac Pacemakers, Inc. | Indicator of remaining energy in storage cell of implantable medical device |
| US7194308B2 (en) | 2003-11-12 | 2007-03-20 | Cardiac Pacemakers, Inc. | System and method for monitoring or reporting battery status of implantable medical device |
| US7611549B2 (en) | 2003-12-22 | 2009-11-03 | Cardiac Pacemakers, Inc. | Magnetic stacking fixture for stacking electrodes |
| US7344800B2 (en) * | 2004-06-02 | 2008-03-18 | Cardiac Pacemakers, Inc. | Battery design for implantable medical devices |
| US7075777B2 (en) * | 2004-07-16 | 2006-07-11 | Cardiac Pacemakers, Inc. | Method and apparatus for a capacitor shell including two mateable cupped components |
| US7426104B2 (en) * | 2004-07-16 | 2008-09-16 | Cardiac Pacemakers, Inc. | Method and apparatus for insulative film for capacitor components |
| US7180727B2 (en) * | 2004-07-16 | 2007-02-20 | Cardiac Pacemakers, Inc. | Capacitor with single sided partial etch and stake |
| US7224575B2 (en) | 2004-07-16 | 2007-05-29 | Cardiac Pacemakers, Inc. | Method and apparatus for high voltage aluminum capacitor design |
| US7120008B2 (en) * | 2004-07-16 | 2006-10-10 | Cardiac Pacemakers, Inc. | Method and apparatus for capacitor interconnection using a metal spray |
| WO2006050125A1 (en) * | 2004-10-29 | 2006-05-11 | Medtronic, Inc. | Laser penetration weld |
| US7035078B1 (en) * | 2004-10-29 | 2006-04-25 | Medtronic, Inc. | Folded plate electrode assemblies for battery cathodes |
| US7419873B2 (en) | 2004-11-24 | 2008-09-02 | Cardiac Pacemakers, Inc. | Method and apparatus for providing flexible partially etched capacitor electrode interconnect |
| US20060166088A1 (en) * | 2005-01-26 | 2006-07-27 | Hokanson Karl E | Electrode connector tabs |
| US7564677B2 (en) * | 2005-04-22 | 2009-07-21 | Cardiac Pacemakers, Inc. | Method and apparatus for a spacer for an electrode layer gap in a power source |
| US7355840B2 (en) * | 2005-05-09 | 2008-04-08 | Cardiac Pacemakers, Inc. | Method and apparatus for a capacitor shell including two mateable cupped components |
| US7327552B2 (en) * | 2005-05-09 | 2008-02-05 | Cardiac Pacemakers, Inc. | Method and apparatus for electrically connecting capacitor electrodes using a spray |
| US7718027B2 (en) * | 2005-05-11 | 2010-05-18 | Cardiac Pacemakers, Inc. | Method and apparatus for concurrent welding and excise of battery separator |
| US7901808B2 (en) | 2005-11-02 | 2011-03-08 | Cardiac Pacemakers, Inc. | System and method for sealing battery separator |
| WO2007070717A2 (en) * | 2005-12-15 | 2007-06-21 | Cardiac Pacemakers, Inc. | Method and apparatus for flexible battery for implantable device |
| US20070178383A1 (en) * | 2006-01-31 | 2007-08-02 | Viavattine Joseph J | Current collector |
| WO2007103262A2 (en) * | 2006-03-01 | 2007-09-13 | The Board Of Trustees Of The Leland Stanford Junior University | Implanted cardiac device for defibrillation |
| JP2007273320A (ja) * | 2006-03-31 | 2007-10-18 | Sanyo Electric Co Ltd | リチウム二次電池 |
| US20080000882A1 (en) * | 2006-06-01 | 2008-01-03 | Vanderlick Stephen W | Method and apparatus for a foil to control heat flow from welding a device case |
| US7879488B2 (en) * | 2006-08-28 | 2011-02-01 | Cardiac Pacemakers, Inc. | Apparatus and method for a power source casing with a stepped bevelled edge |
| US8874214B2 (en) * | 2006-08-28 | 2014-10-28 | Cardiac Pacemakers, Inc. | Implantable pulse generator with a stacked capacitor, battery, and electronics |
| JP5114036B2 (ja) * | 2006-09-08 | 2013-01-09 | Necエナジーデバイス株式会社 | 積層型電池の製造方法 |
| US20080070099A1 (en) * | 2006-09-14 | 2008-03-20 | Joseph Barrella | Primary high energy density balanced cell with safety circuit |
| DE102007001574A1 (de) * | 2007-01-10 | 2008-07-17 | Robert Bosch Gmbh | Elektrodenpack einer elektrochemischen Zelle sowie elektrochemische Zelle mit einem Elektrodenpack |
| US7883287B2 (en) * | 2007-05-10 | 2011-02-08 | HCT Asia, Ltd | Dispenser with thermal storage tip |
| US8082037B2 (en) | 2007-07-12 | 2011-12-20 | Medtronic, Inc. | Form for retaining battery in implantable medical device |
| US20090246617A1 (en) * | 2008-03-28 | 2009-10-01 | Howard William G | Vanadium connector in an electrochemical cell for an implantable medical device |
| US7871720B2 (en) | 2008-04-30 | 2011-01-18 | Apple Inc. | Battery assembly for use in an electronic device |
| WO2010088371A1 (en) * | 2009-01-28 | 2010-08-05 | K2 Energy Solutions, Inc. | Battery tab structure |
| US8541131B2 (en) * | 2009-05-29 | 2013-09-24 | Medtronic, Inc. | Elongate battery for implantable medical device |
| US9099720B2 (en) | 2009-05-29 | 2015-08-04 | Medtronic, Inc. | Elongate battery for implantable medical device |
| US20120177975A1 (en) * | 2009-09-10 | 2012-07-12 | Nec Corporation | Stacked battery and method of producing the same |
| WO2011075508A2 (en) | 2009-12-18 | 2011-06-23 | Cardiac Pacemakers, Inc. | Sintered capacitor electrode including a folded connection |
| WO2011091176A1 (en) * | 2010-01-24 | 2011-07-28 | Medtronic, Inc. | Method of making a battery including applying a cathode material slurry to a current collector |
| TWI395363B (zh) * | 2010-04-16 | 2013-05-01 | Delta Electronics Inc | 電池連接導片 |
| US8940429B2 (en) | 2010-07-16 | 2015-01-27 | Apple Inc. | Construction of non-rectangular batteries |
| KR101142704B1 (ko) * | 2010-07-16 | 2012-05-03 | 삼성에스디아이 주식회사 | 이차전지 |
| DE102010055402A1 (de) * | 2010-12-21 | 2012-06-21 | Li-Tec Battery Gmbh | Verfahren und System zur Herstellung elektrischer Zellen für elektrochemische Energiespeichervorrichtungen |
| TWI450432B (zh) * | 2011-03-29 | 2014-08-21 | Ind Tech Res Inst | 電池端蓋組 |
| US10446828B2 (en) | 2011-10-21 | 2019-10-15 | Blackberry Limited | Recessed tab for higher energy density and thinner batteries |
| US9142840B2 (en) | 2011-10-21 | 2015-09-22 | Blackberry Limited | Method of reducing tabbing volume required for external connections |
| EP2584630B1 (en) * | 2011-10-21 | 2016-04-13 | BlackBerry Limited | Method of reducing tabbing volume required for the external connections of an electrode assembly |
| US9276287B2 (en) * | 2011-10-28 | 2016-03-01 | Apple Inc. | Non-rectangular batteries for portable electronic devices |
| US9538828B2 (en) | 2011-11-16 | 2017-01-10 | Hct Packaging, Inc. | Thermal storage cosmetic applicator |
| US9289611B2 (en) | 2011-11-22 | 2016-03-22 | Medtronic, Inc. | Electrochemical cell with adjacent cathodes |
| US20130236768A1 (en) | 2012-03-08 | 2013-09-12 | Lg Chem, Ltd. | Battery pack of stair-like structure |
| KR20130105271A (ko) * | 2012-03-16 | 2013-09-25 | 주식회사 엘지화학 | 비대칭 구조의 전지셀 및 이를 포함하는 전지팩 |
| KR20130106755A (ko) | 2012-03-20 | 2013-09-30 | 주식회사 엘지화학 | 계단 구조의 전극 조립체 및 복합 전극 조립체 |
| KR20130113301A (ko) | 2012-04-05 | 2013-10-15 | 주식회사 엘지화학 | 계단 구조의 전지셀 |
| KR20130133640A (ko) | 2012-05-29 | 2013-12-09 | 주식회사 엘지화학 | 코너부 형상이 다양한 단차를 갖는 전극 조립체, 이를 포함하는 전지셀, 전지팩 및 디바이스 |
| US9147865B2 (en) | 2012-09-06 | 2015-09-29 | Johnson Controls Technology Llc | System and method for closing a battery fill hole |
| EP3032611B1 (de) * | 2012-09-11 | 2017-04-26 | swissbatt AG | Batterie mit präzis positioniertem aufbau |
| KR101483505B1 (ko) | 2012-11-13 | 2015-01-21 | 주식회사 엘지화학 | 단차 구조가 형성된 전극조립체 |
| KR101393530B1 (ko) | 2012-11-21 | 2014-05-12 | 주식회사 엘지화학 | 노칭부를 포함하는 전극 시트 |
| US9318733B2 (en) | 2012-12-27 | 2016-04-19 | Lg Chem, Ltd. | Electrode assembly of stair-like structure |
| US9484560B2 (en) | 2013-02-13 | 2016-11-01 | Lg Chem, Ltd. | Electric device having a round corner and including a secondary battery |
| US9786874B2 (en) | 2013-03-08 | 2017-10-10 | Lg Chem, Ltd. | Electrode having round corner |
| US9954203B2 (en) | 2013-03-08 | 2018-04-24 | Lg Chem, Ltd. | Stepped electrode group stack |
| US9825273B2 (en) | 2013-09-06 | 2017-11-21 | Johnson Controls Technology Company | Systems, methods, and devices for constant current relay control of a battery module |
| KR101619604B1 (ko) | 2013-09-26 | 2016-05-10 | 주식회사 엘지화학 | 전극조립체 및 이차전지의 제조방법 |
| KR20150037380A (ko) | 2013-09-30 | 2015-04-08 | 주식회사 엘지화학 | 곡면 구조의 전지셀 수납용 트레이 |
| US9748582B2 (en) | 2014-03-31 | 2017-08-29 | X Development Llc | Forming an interconnection for solid-state batteries |
| US10818890B2 (en) | 2014-04-22 | 2020-10-27 | Medtronic, Inc. | Power source for an implantable medical device |
| KR101743577B1 (ko) | 2014-04-28 | 2017-06-05 | 주식회사 엘지화학 | 밀봉 잉여부가 최소화된 전지셀 |
| WO2016004079A1 (en) | 2014-06-30 | 2016-01-07 | Black & Decker Inc. | Battery pack for a cordless power tools |
| WO2016006420A1 (ja) * | 2014-07-10 | 2016-01-14 | 株式会社村田製作所 | 蓄電デバイスの製造方法及び電極の製造方法 |
| US20160058155A1 (en) | 2014-09-02 | 2016-03-03 | HCT Group Holdings Limited | Container with dispensing tip |
| US9867448B2 (en) | 2014-09-15 | 2018-01-16 | HCT Group Holdings Limited | Container with collapsible applicator |
| US9993059B2 (en) | 2015-07-10 | 2018-06-12 | HCT Group Holdings Limited | Roller applicator |
| US9929393B2 (en) | 2015-09-30 | 2018-03-27 | Apple Inc. | Wound battery cells with notches accommodating electrode connections |
| US10263240B2 (en) | 2015-10-10 | 2019-04-16 | Greatbatch Ltd. | Sandwich cathode lithium battery with high energy density |
| US9741993B1 (en) * | 2016-01-22 | 2017-08-22 | Medtronic, Inc. | Power terminal for implantable devices |
| US10868290B2 (en) | 2016-02-26 | 2020-12-15 | Apple Inc. | Lithium-metal batteries having improved dimensional stability and methods of manufacture |
| USD818641S1 (en) | 2016-03-16 | 2018-05-22 | HCT Group Holdings Limited | Cosmetics applicator with cap |
| JP6883589B2 (ja) | 2016-05-02 | 2021-06-09 | カーディアック ペースメイカーズ, インコーポレイテッド | 電池のリチウムクラスタ成長の制御 |
| CN109690822A (zh) | 2016-09-16 | 2019-04-26 | 小鹰公司 | 电池组装技术 |
| KR20200053463A (ko) | 2017-06-15 | 2020-05-18 | 에이일이삼 시스템즈, 엘엘씨 | 전기화학적 셀을 위한 적층된 각기둥형 아키텍처 |
| US11017955B2 (en) * | 2018-01-17 | 2021-05-25 | Pacesetter, Inc. | Cathode subassembly with integrated separator for electrolytic capacitor, and method of manufacture thereof |
| US10741805B1 (en) | 2018-06-22 | 2020-08-11 | Wisk Aero Llc | Battery submodule assembly fixture with multiple actuators |
| US11189431B2 (en) * | 2018-07-16 | 2021-11-30 | Vishay Sprague, Inc. | Low profile wet electrolytic tantalum capacitor |
| US11121408B2 (en) * | 2019-03-14 | 2021-09-14 | Medtronic, Inc. | Lithium-ion battery |
| US11413466B2 (en) | 2019-04-18 | 2022-08-16 | Medtronic, Inc. | Battery assembly for medical device |
| US11065460B2 (en) | 2019-05-30 | 2021-07-20 | Medtronic, Inc. | Battery assembly for medical device |
| KR20210022469A (ko) * | 2019-08-20 | 2021-03-03 | 주식회사 엘지화학 | 이차전지, 그 이차전지의 제조방법 및 그 이차전지를 포함하는 전지팩 |
| CN113097657A (zh) * | 2019-09-19 | 2021-07-09 | 宁德新能源科技有限公司 | 电池 |
| JP7276479B2 (ja) * | 2019-09-30 | 2023-05-18 | 株式会社村田製作所 | 扁平型二次電池 |
| CN114730974A (zh) * | 2019-11-29 | 2022-07-08 | 东莞新能德科技有限公司 | 电池组件 |
| CN113302776A (zh) * | 2019-11-29 | 2021-08-24 | 东莞新能德科技有限公司 | 电池 |
| WO2021102976A1 (zh) * | 2019-11-29 | 2021-06-03 | 东莞新能德科技有限公司 | 电池 |
| US20210202952A1 (en) * | 2019-12-31 | 2021-07-01 | Medtronic, Inc. | Battery assembly for medical device |
| US11929522B2 (en) | 2021-09-24 | 2024-03-12 | Apple Inc. | Battery cells with tabs at right angles |
| WO2023048950A1 (en) * | 2021-09-24 | 2023-03-30 | Apple Inc. | Battery cells with tabs at right angles |
| US11870100B2 (en) | 2021-09-24 | 2024-01-09 | Apple Inc. | Battery cells with tabs at right angles |
| US11942661B2 (en) | 2021-09-24 | 2024-03-26 | Apple Inc. | Battery cells with tabs at right angles |
| US11742149B2 (en) | 2021-11-17 | 2023-08-29 | Vishay Israel Ltd. | Hermetically sealed high energy electrolytic capacitor and capacitor assemblies with improved shock and vibration performance |
| SE2151624A1 (en) * | 2021-12-27 | 2023-06-28 | Northvolt Ab | Secondary battery assembly |
| WO2023196310A1 (en) * | 2022-04-05 | 2023-10-12 | Meta Platforms Technologies, Llc | 2d non-cuboidal metal can batteries |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999066985A1 (en) * | 1998-06-24 | 1999-12-29 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with consolidated electrode tabs and corresponding feedthroughs |
| WO2002003407A2 (en) * | 2000-06-30 | 2002-01-10 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with miniaturized epoxy connector droplet |
Family Cites Families (221)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US77509A (en) * | 1868-05-05 | Improvement in sand-screens | ||
| US20319A (en) * | 1858-05-25 | Improvement in steam-boilers | ||
| US1474486A (en) | 1919-06-03 | 1923-11-20 | Wireless Specialty Apparatus | Electrical condenser |
| US1931043A (en) | 1932-03-05 | 1933-10-17 | Western Electric Co | Electrical impedance device |
| US2993395A (en) | 1959-01-29 | 1961-07-25 | Donald I Bohn | Magnetically lockable universal vise |
| US3034258A (en) * | 1960-10-28 | 1962-05-15 | Bantam Lite Inc | Hand puppet with fingertip controlled illuminable nose |
| US3182238A (en) | 1962-02-05 | 1965-05-04 | Sprague Electric Co | Encased tubular capacitor |
| US3282739A (en) * | 1963-10-29 | 1966-11-01 | Thomas J Hennigan | Non-magnetic battery case |
| US3625772A (en) * | 1966-08-30 | 1971-12-07 | Mc Donnell Douglas Corp | Electrode-separator combination |
| US3452310A (en) | 1966-11-14 | 1969-06-24 | Eriez Mfg Co | Turn-off permanent magnet |
| US3389311A (en) | 1966-11-18 | 1968-06-18 | Gen Electric | Sealed capacitor and method of sealing thereof |
| US3643168A (en) | 1969-07-07 | 1972-02-15 | Standard Kallsman Ind Inc | Solid-state tuned uhf television tuner |
| US3742938A (en) | 1971-01-04 | 1973-07-03 | T Stern | Cardiac pacer and heart pulse monitor |
| GB1385705A (en) | 1971-03-26 | 1975-02-26 | Lucas Industries Ltd | Fluid pressure transducers |
| US3777570A (en) | 1971-03-26 | 1973-12-11 | Lucas Industries Ltd | Fluid pressure transducers |
| GB1386082A (en) | 1971-03-26 | 1975-03-05 | Lucas Industries Ltd | Fluid pressure transducers |
| US3663741A (en) * | 1971-04-16 | 1972-05-16 | Western Electric Co | Terminal and wrapped wire assembly |
| US3686535A (en) | 1971-07-02 | 1972-08-22 | Union Carbide Corp | Electrolytic capacitor with separate interconnected anode bodies |
| US3775717A (en) | 1972-04-27 | 1973-11-27 | P Braillon | Permanent-magnet holder for ferromagnetic workpieces |
| JPS496446A (ja) | 1972-05-09 | 1974-01-21 | ||
| US3828227A (en) | 1973-04-09 | 1974-08-06 | Sprague Electric Co | Solid tantalum capacitor with end cap terminals |
| AT332500B (de) | 1973-04-09 | 1976-09-27 | Siemens Bauelemente Ohg | Keramikkondensator fur schichtschaltungen |
| US3859574A (en) | 1973-10-19 | 1975-01-07 | Sangamo Electric Co | Electrolytic capacitor with improved header and method of making same |
| NL7405803A (nl) | 1974-05-01 | 1975-11-04 | Philips Nv | Werkwijze voor het vervaardigen van een geisoleerde doorvoer door een condensatorhuis alsmede condensator met een dergelijke door- voer. |
| US3907599A (en) | 1974-06-10 | 1975-09-23 | Polaroid Corp | Flat battery |
| US4028479A (en) | 1974-12-26 | 1977-06-07 | Polaroid Corporation | Flat battery |
| CA1042537A (en) | 1975-03-07 | 1978-11-14 | Sprague Electric Company | Terminal cover assembly for an electrical component package and method for making |
| US3993508A (en) * | 1975-06-20 | 1976-11-23 | Polaroid Corporation | Method for manufacturing flat batteries |
| JPS524051A (en) | 1975-06-27 | 1977-01-12 | Touwa Chikudenki Kk | Method of manufacturing electrolytic capacitor |
| FR2335027A1 (fr) | 1975-12-08 | 1977-07-08 | Traitement Metaux Alliages | Procede d'amelioration des condensateurs electrolytiques |
| US4047790A (en) | 1976-01-07 | 1977-09-13 | General Electric Company | Insulative header assembly with feed through terminals |
| US4088108A (en) | 1976-01-19 | 1978-05-09 | Brunswick Corporation | Multiple capacitor means ignition system |
| US4232099A (en) | 1976-02-06 | 1980-11-04 | Polaroid Corporation | Novel battery assembly |
| IL50024A (en) * | 1976-07-12 | 1979-05-31 | Israel State | Secondary cells |
| US4169003A (en) | 1976-12-10 | 1979-09-25 | The Kendall Company | Flat-pack battery separator |
| US4127702A (en) * | 1977-10-11 | 1978-11-28 | Catanzarite Vincent Owen | Self-venting battery |
| US4168351A (en) * | 1978-02-10 | 1979-09-18 | P. R. Mallory & Co., Inc. | Stabilized glass-to-metal seals in lithium cell environments |
| US4315974A (en) * | 1978-05-01 | 1982-02-16 | Medtronic, Inc. | Electrochemical cell with protected electrical feedthrough |
| US4267565A (en) | 1979-04-02 | 1981-05-12 | Sprague Electric Company | Copper encased flat electrolytic capacitor manufacture and capacitor |
| FR2464125A1 (fr) | 1979-08-27 | 1981-03-06 | Braillon P | Bloc magnetique a aimants permanents et a dispositif mecanique de commande marche-arret |
| US4394713A (en) | 1979-12-07 | 1983-07-19 | Nippon Electric Co., Ltd. | Self-supporting capacitor casing having a pair of terminal plates sandwiching an insulative body for aligning terminal positions |
| US4352867A (en) * | 1980-04-28 | 1982-10-05 | Altus Corporation | Electrochemical cell structure |
| DE3121203C2 (de) | 1981-05-27 | 1983-02-24 | Siemens AG, 1000 Berlin und 8000 München | Magnetische Spreizvorrichtung für einen Blechstapel aus magnetisierbaren Einzelblechen mit Mittenbohrung |
| US4425412A (en) | 1982-05-26 | 1984-01-10 | Eagle-Picher Industries, Inc. | Lead/acid battery having horizontal plates |
| FR2528225A1 (fr) | 1982-06-04 | 1983-12-09 | Europ Composants Electron | Procede de fabrication d'un pave elementaire de condensateur multi-couches et dispositif pour sa mise en oeuvre |
| JPS5983772A (ja) | 1982-11-04 | 1984-05-15 | Nippon Chikudenki Kogyo Kk | アルミニウム箔のエツチング方法 |
| US4471331A (en) | 1982-11-08 | 1984-09-11 | At&T Technologies, Inc. | Magnetically supported work fixture |
| GB2132019A (en) | 1982-12-07 | 1984-06-27 | Stc Plc | Electrolytic capacitor manufacture |
| GB2141583A (en) | 1983-06-17 | 1984-12-19 | Standard Telephones Cables Ltd | Leadless capacitors |
| US4539999A (en) | 1983-07-22 | 1985-09-10 | Datascope Corp. | Method and device for subtracting a pacer signal from an ECG signal |
| US4481083A (en) | 1983-08-31 | 1984-11-06 | Sprague Electric Company | Process for anodizing aluminum foil |
| US4616655A (en) | 1984-01-20 | 1986-10-14 | Cordis Corporation | Implantable pulse generator having a single printed circuit board and a chip carrier |
| US4614194A (en) | 1984-01-20 | 1986-09-30 | Cordis Corporation | Implantable pulse generator having a single printed circuit board for carrying integrated circuit chips thereon with chip carrier means |
| JPS60205958A (ja) | 1984-03-29 | 1985-10-17 | Matsushita Electric Ind Co Ltd | 密閉形蓄電池 |
| US4664116A (en) | 1984-04-18 | 1987-05-12 | Hewlett-Packard Company | Pace pulse identification apparatus |
| JPS60246618A (ja) | 1984-05-22 | 1985-12-06 | 日本電気株式会社 | 電解コンデンサの製造方法 |
| JPS6179444A (ja) | 1984-09-28 | 1986-04-23 | 株式会社アドバンス | 生体信号ア−チフアクト検出装置 |
| US4652845A (en) | 1985-10-16 | 1987-03-24 | Larry K. Goodman | Magnetic holding device |
| ES2014403B3 (es) | 1985-11-21 | 1990-07-16 | Siemens Ag | Condensador electrico en un deposito de soportes plasticos con frontal sujetado por alambres de conexion |
| JPS62147652A (ja) | 1985-12-23 | 1987-07-01 | Matsushita Electric Ind Co Ltd | 密閉形鉛蓄電池 |
| US4964877A (en) * | 1986-01-14 | 1990-10-23 | Wilson Greatbatch Ltd. | Non-aqueous lithium battery |
| FR2595498B1 (fr) | 1986-03-07 | 1989-06-02 | Centre Nat Rech Scient | Procedes et dispositifs pour attenuer les bruits d'origine externe parvenant au tympan et ameliorer l'intelligibilite des communications electro-acoustiques |
| US4683516A (en) | 1986-08-08 | 1987-07-28 | Kennecott Corporation | Extended life capacitor and method |
| US4782340A (en) | 1986-08-22 | 1988-11-01 | Energy Conversion Devices, Inc. | Electronic arrays having thin film line drivers |
| KR910005753B1 (ko) | 1986-12-24 | 1991-08-02 | 쇼오와 알루미늄 가부시기가이샤 | 전해 콘덴서용 알루미늄 전극재료 및 그 제조방법 |
| NL194179C (nl) | 1987-03-23 | 2001-08-03 | Murata Manufacturing Co | Condensator voor een pulsgenerator. |
| DE3714654A1 (de) * | 1987-05-02 | 1988-11-10 | Varta Batterie | Bei hoher temperatur entladbares galvanisches primaerelement mit alkalischem elektrolyten |
| US4970626A (en) | 1987-07-30 | 1990-11-13 | Matsushita Electric Industrial Co., Ltd. | Electrolytic capacitor and method of preparing it |
| US4931899A (en) | 1989-01-17 | 1990-06-05 | Sierra Aerospace Technology, Inc. | Ceramic cased capacitor |
| DE3915613A1 (de) | 1989-05-12 | 1990-11-15 | Berthold Lab Prof R | Kollimator zur messung radioaktiver strahlung |
| US5306581A (en) | 1989-06-15 | 1994-04-26 | Medtronic, Inc. | Battery with weldable feedthrough |
| US5175067A (en) | 1989-07-12 | 1992-12-29 | Medtronic, Inc. | Feed through |
| JP2762599B2 (ja) * | 1989-08-23 | 1998-06-04 | 松下電器産業株式会社 | アルカリ蓄電池 |
| US5620597A (en) | 1990-04-23 | 1997-04-15 | Andelman; Marc D. | Non-fouling flow-through capacitor |
| EP0509065A1 (en) | 1990-08-01 | 1992-10-21 | Staktek Corporation | Ultra high density integrated circuit packages, method and apparatus |
| AT394644B (de) * | 1990-08-13 | 1992-05-25 | Elbak Batteriewerke Gmbh | Vorrichtung zum zusammensetzen von platten und separatoren zu plattenbloecken fuer akkumulatoren |
| US5185019A (en) * | 1990-10-22 | 1993-02-09 | Westinghouse Electric Corp. | Filtering apparatus |
| US5173375A (en) | 1990-12-14 | 1992-12-22 | Medtronic, Inc. | Electrochemical cell with improved fill port |
| DK169597B1 (da) | 1991-02-25 | 1994-12-19 | Weldan A S Evald A Nyborg A S | Fremgangsmåde til svejsning af en præge- og/eller svejse- og/eller skillesøm i et eller flere lag materiale indeholdende varmesvejsbart, især termoplastisk plastmateriale, og svejsepresse til udøvelse af fremgangsmåden |
| US5131388A (en) | 1991-03-14 | 1992-07-21 | Ventritex, Inc. | Implantable cardiac defibrillator with improved capacitors |
| US5142439A (en) | 1991-08-28 | 1992-08-25 | Allied-Signal Inc. | Integrated bus bar/multilayer ceramic capacitor module |
| US5250373A (en) * | 1991-09-10 | 1993-10-05 | Wilson Greatbatch Ltd. | Internal electrode and assembly method for electrochemical cells |
| JPH0574664A (ja) | 1991-09-13 | 1993-03-26 | Elna Co Ltd | 電解コンデンサおよび電解コンデンサ用電極箔の製造方法 |
| US5471087A (en) | 1991-10-02 | 1995-11-28 | Buerger, Jr.; Walter R. | Semi-monolithic memory with high-density cell configurations |
| US5229223A (en) | 1991-10-29 | 1993-07-20 | Eveready Battery Company, Inc. | Air-assisted alkaline cell having a multilayer film seal assembly |
| JPH05205984A (ja) | 1992-01-27 | 1993-08-13 | Nec Corp | 積層型固体電解コンデンサ |
| US5195019A (en) | 1992-02-10 | 1993-03-16 | Hertz Jerome J | Bonding fired multilayer capacitors into a stack |
| US5744261A (en) * | 1992-05-21 | 1998-04-28 | Wilson Greatbatch Ltd. | Insulating inclosure for lithium batteries |
| DE4222068C1 (ja) | 1992-07-04 | 1993-06-09 | Abb Patent Gmbh, 6800 Mannheim, De | |
| US5867363A (en) * | 1992-09-18 | 1999-02-02 | Pinnacle Research Institute, Inc. | Energy storage device |
| US5493259A (en) | 1992-10-13 | 1996-02-20 | The Whitaker Corporation | High voltage, low pass filtering connector with multiple ground planes |
| US5428499A (en) | 1993-01-28 | 1995-06-27 | Storage Technology Corporation | Printed circuit board having integrated decoupling capacitive core with discrete elements |
| EP0612538A3 (en) | 1993-02-22 | 1995-04-05 | Cardiac Pacemakers Inc | Metallized heart electrode. |
| US5369547A (en) | 1993-03-22 | 1994-11-29 | The Evans Findings Co., Ltd. | Capacitor |
| US5982609A (en) | 1993-03-22 | 1999-11-09 | Evans Capacitor Co., Inc. | Capacitor |
| US5754394A (en) | 1993-03-22 | 1998-05-19 | Evans Capacitor Company Incorporated | Capacitor including a cathode having a nitride coating |
| US5469325A (en) | 1993-03-22 | 1995-11-21 | Evans Findings Co. | Capacitor |
| US5367437A (en) | 1993-04-06 | 1994-11-22 | Sundstrand Corporation | Multiple layer capacitor mounting arrangement |
| JP3277413B2 (ja) * | 1993-08-17 | 2002-04-22 | ソニー株式会社 | 角形バッテリー |
| US5414588A (en) | 1993-09-20 | 1995-05-09 | The Regents Of The University Of California | High performance capacitors using nano-structure multilayer materials fabrication |
| US5448997A (en) | 1993-10-15 | 1995-09-12 | Medtronic, Inc. | Heart pacing pulse detection system |
| US5486215A (en) | 1993-11-19 | 1996-01-23 | Medtronic, Inc. | Electrode assembly and method |
| US5439760A (en) | 1993-11-19 | 1995-08-08 | Medtronic, Inc. | High reliability electrochemical cell and electrode assembly therefor |
| US5774261A (en) | 1993-11-19 | 1998-06-30 | Terumo Kabushiki Kaisha | Image display system |
| JP2603141Y2 (ja) * | 1993-11-30 | 2000-02-28 | 古河電池株式会社 | 鉛蓄電池用袋状セパレータ並びに鉛蓄電池 |
| US5527346A (en) | 1993-12-13 | 1996-06-18 | Angeion Corporation | Implantable cardioverter defibrillator employing polymer thin film capacitors |
| US5549717A (en) | 1994-03-03 | 1996-08-27 | Wilson Greatbatch Ltd. | Method of making prismatic cell |
| US5628801A (en) | 1994-05-02 | 1997-05-13 | Specialized Conductives Pty. Limited | Electrolyte capacitor and method of making the same |
| US5645586A (en) | 1994-07-08 | 1997-07-08 | Ventritex, Inc. | Conforming implantable defibrillator |
| DK171248B1 (da) | 1994-07-08 | 1996-08-05 | Alkaline Batteries As | Batteri af stablede fladceller og fremgangsmåde til samling af batteriet |
| US5422200A (en) | 1994-07-27 | 1995-06-06 | Hope; Stephen F. | Battery packaging construction for alkali metal multicell batteries |
| CA2131777A1 (en) * | 1994-09-09 | 1996-03-10 | Allen Shkuratoff | Sealed electrical device with unitary fill port and terminal construction |
| US6233135B1 (en) * | 1994-10-07 | 2001-05-15 | Maxwell Energy Products, Inc. | Multi-electrode double layer capacitor having single electrolyte seal and aluminum-impregnated carbon cloth electrodes |
| US5862035A (en) | 1994-10-07 | 1999-01-19 | Maxwell Energy Products, Inc. | Multi-electrode double layer capacitor having single electrolyte seal and aluminum-impregnated carbon cloth electrodes |
| US5522851A (en) | 1994-12-06 | 1996-06-04 | Ventritex, Inc. | Capacitor for an implantable cardiac defibrillator |
| US5759394A (en) | 1996-11-27 | 1998-06-02 | Alliedsignal Inc. | Elongate fiber filter mechanically securing solid adsorbent particles between adjacent multilobes |
| US5584890A (en) | 1995-01-24 | 1996-12-17 | Macfarlane; Douglas R. | Methods of making multiple anode capacitors |
| US5640756A (en) | 1995-02-08 | 1997-06-24 | Gencorp Inc. | Manufacturing system |
| US5507966A (en) | 1995-03-22 | 1996-04-16 | Boundary Technologies, Inc. | Electrolyte for an electrolytic capacitor |
| US5660737A (en) | 1995-05-17 | 1997-08-26 | Ventritex, Inc. | Process for making a capacitor foil with enhanced surface area |
| US5790368A (en) | 1995-06-27 | 1998-08-04 | Murata Manufacturing Co., Ltd. | Capacitor and manufacturing method thereof |
| DE19525143A1 (de) | 1995-07-11 | 1997-01-16 | Biotronik Mess & Therapieg | Elektrolytkondensator, insbesondere Tantal-Elektrolytkondensator |
| US5525950A (en) | 1995-08-11 | 1996-06-11 | Wang; Chin-Yuan | Magnetic base |
| JPH09129197A (ja) * | 1995-10-31 | 1997-05-16 | Matsushita Electric Ind Co Ltd | 密閉電池 |
| US5738104A (en) | 1995-11-08 | 1998-04-14 | Salutron, Inc. | EKG based heart rate monitor |
| US5926357A (en) * | 1995-12-05 | 1999-07-20 | Pacesetter, Inc. | Aluminum electrolytic capacitor for implantable medical device |
| US5800724A (en) | 1996-02-14 | 1998-09-01 | Fort James Corporation | Patterned metal foil laminate and method for making same |
| JP3309694B2 (ja) * | 1996-02-28 | 2002-07-29 | 松下電器産業株式会社 | 密閉型鉛蓄電池 |
| US5779699A (en) | 1996-03-29 | 1998-07-14 | Medtronic, Inc. | Slip resistant field focusing ablation catheter electrode |
| US5716729A (en) | 1996-04-26 | 1998-02-10 | Medtronic, Inc. | Electrochemical cell |
| US5801917A (en) | 1996-06-03 | 1998-09-01 | Pacesetter, Inc. | Capacitor for an implantable cardiac defibrillator |
| EP0814521B1 (en) | 1996-06-17 | 2002-03-27 | Dai Nippon Printing Co., Ltd. | Process for producing porous coating layer and process for producing electrode plate for secondary battery with nonaqueous electrolyte |
| WO1998005083A1 (fr) * | 1996-07-30 | 1998-02-05 | Sony Corporation | Cellule electrolytique secondaire non aqueuse |
| US5776632A (en) | 1996-10-03 | 1998-07-07 | Wilson Greatbatch Ltd. | Hermetic seal for an electrochemical cell |
| US5922215A (en) * | 1996-10-15 | 1999-07-13 | Pacesetter, Inc. | Method for making anode foil for layered electrolytic capacitor and capacitor made therewith |
| US5950131A (en) | 1996-10-29 | 1999-09-07 | Motorola, Inc. | Method and apparatus for fast pilot channel acquisition using a matched filter in a CDMA radiotelephone |
| US5935465A (en) | 1996-11-05 | 1999-08-10 | Intermedics Inc. | Method of making implantable lead including laser wire stripping |
| JP3339553B2 (ja) | 1996-12-09 | 2002-10-28 | エヌイーシートーキン株式会社 | 電気二重層コンデンサ |
| WO1998027562A1 (en) | 1996-12-18 | 1998-06-25 | Medtronic, Inc. | High energy density capacitors and compounds for use in their preparation |
| US6330925B1 (en) * | 1997-01-31 | 2001-12-18 | Ovonic Battery Company, Inc. | Hybrid electric vehicle incorporating an integrated propulsion system |
| JP3210593B2 (ja) | 1997-02-17 | 2001-09-17 | 日本碍子株式会社 | リチウム二次電池 |
| US5855995A (en) * | 1997-02-21 | 1999-01-05 | Medtronic, Inc. | Ceramic substrate for implantable medical devices |
| US6110321A (en) | 1997-02-28 | 2000-08-29 | General Electric Company | Method for sealing an ultracapacitor, and related articles |
| US5814082A (en) | 1997-04-23 | 1998-09-29 | Pacesetter, Inc. | Layered capacitor with alignment elements for an implantable cardiac defibrillator |
| US5963418A (en) | 1997-05-02 | 1999-10-05 | Cm Components, Inc. | Multiple anode high energy density electrolytic capacitor |
| DE19719935A1 (de) | 1997-05-13 | 1998-11-19 | Eltex Elektrostatik Gmbh | Vorrichtung sowie Verfahren zum Verblocken eines Stapels von gestapelten Gegenständen |
| US6030480A (en) * | 1997-07-25 | 2000-02-29 | Face International Corp. | Method for manufacturing multi-layered high-deformation piezoelectric actuators and sensors |
| US6040082A (en) * | 1997-07-30 | 2000-03-21 | Medtronic, Inc. | Volumetrically efficient battery for implantable medical devices |
| US6255778B1 (en) * | 1997-10-13 | 2001-07-03 | Bridgestone Corporation | Plasma display panel having electromagnetic wave shielding material attached to front surface of display |
| US5811206A (en) | 1997-10-31 | 1998-09-22 | Medtronic, Inc. | Feedthrough pin insulator, assembly and method for electrochemical cell |
| US5930109A (en) * | 1997-11-07 | 1999-07-27 | Pacesetter, Inc. | Electrolytic capacitor with multiple independent anodes |
| US5968210A (en) | 1997-11-12 | 1999-10-19 | Pacesetter, Inc. | Electrolytic capacitor and method of manufacture |
| US5983472A (en) | 1997-11-12 | 1999-11-16 | Pacesetter, Inc. | Capacitor for an implantable cardiac defibrillator |
| JP3547959B2 (ja) * | 1997-11-21 | 2004-07-28 | 三洋電機株式会社 | リチウム電池及びその製造方法 |
| US5894402A (en) | 1997-11-25 | 1999-04-13 | Pacesetter, Inc. | Electrolytic capacitor and heat sink assembly |
| US6118651A (en) | 1997-12-24 | 2000-09-12 | Philips Electronics North America Corp. | Flat electrolytic capacitor |
| US6184460B1 (en) * | 1998-02-27 | 2001-02-06 | Berg Technology, Inc. | Modular box shield for forming a coaxial header |
| US5973906A (en) | 1998-03-17 | 1999-10-26 | Maxwell Energy Products, Inc. | Chip capacitors and chip capacitor electromagnetic interference filters |
| US6118652A (en) | 1998-04-03 | 2000-09-12 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with laser welded cover |
| US6042624A (en) * | 1998-04-03 | 2000-03-28 | Medtronic, Inc. | Method of making an implantable medical device having a flat electrolytic capacitor |
| US6388866B1 (en) * | 1998-04-03 | 2002-05-14 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with tailored anode layers |
| US6402793B1 (en) * | 1998-04-03 | 2002-06-11 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with cathode/case electrical connections |
| US6157531A (en) | 1998-04-03 | 2000-12-05 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with liquid electrolyte fill tube |
| US6009348A (en) | 1998-04-03 | 1999-12-28 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with registered electrode layers |
| WO1999051302A1 (en) | 1998-04-03 | 1999-10-14 | Medtronic, Inc. | Defibrillator having electrolytic capacitor with cold-welded electrode layers |
| US6032075A (en) * | 1998-04-03 | 2000-02-29 | Medtronic, Inc. | Implantable medical device with flat aluminum electolytic capacitor |
| US6006133A (en) | 1998-04-03 | 1999-12-21 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with consolidated electrode assembly |
| US6099600A (en) * | 1998-04-03 | 2000-08-08 | Medtronic, Inc. | Method of making a vacuum-treated liquid electrolyte-filled flat electrolytic capacitor |
| US6493212B1 (en) | 1998-04-03 | 2002-12-10 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with porous gas vent within electrolyte fill tube |
| US6249423B1 (en) * | 1998-04-21 | 2001-06-19 | Cardiac Pacemakers, Inc. | Electrolytic capacitor and multi-anodic attachment |
| US6110233A (en) | 1998-05-11 | 2000-08-29 | Cardiac Pacemakers, Inc. | Wound multi-anode electrolytic capacitor with offset anodes |
| US6459566B1 (en) * | 1998-06-24 | 2002-10-01 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with laser welded cover |
| US6002969A (en) | 1998-08-05 | 1999-12-14 | Intermedics Inc. | Cardiac lead with shape-memory structure |
| US6275371B1 (en) | 1998-08-12 | 2001-08-14 | Hitachi Maxwell, Ltd. | Electrode material for electrochemical capacitor, electrochemical capacitor comprising the same, and method for the production of the same |
| US6191931B1 (en) * | 1998-08-28 | 2001-02-20 | Pacesetter, Inc. | Aluminum electrolytic capacitor with conductive feed-through for implantable medical device |
| US6212062B1 (en) | 1998-09-29 | 2001-04-03 | General Electric Company | Sealed ultracapacitor |
| US6275729B1 (en) | 1998-10-02 | 2001-08-14 | Cardiac Pacemakers, Inc. | Smaller electrolytic capacitors for implantable defibrillators |
| US6556863B1 (en) * | 1998-10-02 | 2003-04-29 | Cardiac Pacemakers, Inc. | High-energy capacitors for implantable defibrillators |
| WO2000019470A1 (en) | 1998-09-30 | 2000-04-06 | Cardiac Pacemakers, Inc. | High-energy electrolytic capacitors for implantable defibrillators |
| US6387561B1 (en) * | 1998-10-13 | 2002-05-14 | Ngk Insulators, Ltd. | Electrolyte-solution filling method and battery structure of lithium secondary battery |
| US6052625A (en) * | 1998-11-09 | 2000-04-18 | Medtronic, Inc. | Extractable implantable medical lead |
| US6094339A (en) * | 1998-12-04 | 2000-07-25 | Evans Capacitor Company Incorporated | Capacitor with spiral anode and planar cathode |
| US6153329A (en) * | 1998-12-08 | 2000-11-28 | Delphi Technologies Inc. | Battery terminal cover |
| US6442015B1 (en) | 1999-01-07 | 2002-08-27 | Ngk Insulators, Ltd. | Electrochemical capacitors |
| US6249709B1 (en) * | 1999-02-18 | 2001-06-19 | Intermedics Inc. | Endocardial defibrillation lead with multi-lumen body and axially mounted distal electrode |
| US6259954B1 (en) | 1999-02-18 | 2001-07-10 | Intermedics Inc. | Endocardial difibrillation lead with strain-relief coil connection |
| US6104961A (en) | 1999-02-18 | 2000-08-15 | Intermedics Inc. | Endocardial defibrillation lead with looped cable conductor |
| US6299752B1 (en) | 1999-03-10 | 2001-10-09 | Pacesetter, Inc. | Very high volt oxide formation of aluminum for electrolytic capacitors |
| US6508588B1 (en) * | 1999-03-17 | 2003-01-21 | Jumo Maschinenbau Gmbh | Plastic film bag stack with corner holes separated by perforations from a flap having stacking openings |
| US6297943B1 (en) | 1999-03-19 | 2001-10-02 | Pacesetter, Inc. | Capacitor with thermosealed polymeric case for implantable medical device |
| CN1300889C (zh) * | 1999-03-26 | 2007-02-14 | 松下电器产业株式会社 | 叠合片封装型电池 |
| US6589690B1 (en) * | 1999-03-30 | 2003-07-08 | Kabushiki Kaisha Toshiba | Secondary battery |
| KR100428971B1 (ko) * | 1999-04-21 | 2004-04-28 | 삼성에스디아이 주식회사 | 리튬 폴리머 2차전지 및 그 제조 방법 |
| US6291289B2 (en) * | 1999-06-25 | 2001-09-18 | Micron Technology, Inc. | Method of forming DRAM trench capacitor with metal layer over hemispherical grain polysilicon |
| EP1071147A1 (en) * | 1999-07-19 | 2001-01-24 | Toshiba Battery Co., Ltd. | Battery pack |
| JP3749048B2 (ja) * | 1999-09-28 | 2006-02-22 | 三洋電機株式会社 | 角形密閉電池とその製造方法 |
| US6404619B1 (en) * | 1999-12-09 | 2002-06-11 | Pacesetter, Inc. | Single, very high volt capacitor for use in an implantable cardioverter defibrillator |
| KR20020073556A (ko) * | 2000-02-18 | 2002-09-26 | 실렉티브 마이크로 테크놀로지즈 엘엘씨 | 가스의 조절된 전달 장치 및 방법 |
| US6477404B1 (en) | 2000-03-01 | 2002-11-05 | Cardiac Pacemakers, Inc. | System and method for detection of pacing pulses within ECG signals |
| JP2001319683A (ja) | 2000-05-12 | 2001-11-16 | Yuasa Corp | 角形アルカリ蓄電池 |
| US6857103B1 (en) * | 2000-07-14 | 2005-02-15 | International Business Machines Corporation | Flexible help support in an object oriented application |
| US6628505B1 (en) | 2000-07-29 | 2003-09-30 | Biosource, Inc. | Flow-through capacitor, system and method |
| US6571126B1 (en) | 2000-11-03 | 2003-05-27 | Cardiac Pacemakers, Inc. | Method of constructing a capacitor stack for a flat capacitor |
| US7456077B2 (en) | 2000-11-03 | 2008-11-25 | Cardiac Pacemakers, Inc. | Method for interconnecting anodes and cathodes in a flat capacitor |
| US6687118B1 (en) * | 2000-11-03 | 2004-02-03 | Cardiac Pacemakers, Inc. | Flat capacitor having staked foils and edge-connected connection members |
| US7355841B1 (en) * | 2000-11-03 | 2008-04-08 | Cardiac Pacemakers, Inc. | Configurations and methods for making capacitor connections |
| US6684102B1 (en) * | 2000-11-03 | 2004-01-27 | Cardiac Pacemakers, Inc. | Implantable heart monitors having capacitors with endcap headers |
| US6833987B1 (en) | 2000-11-03 | 2004-12-21 | Cardiac Pacemakers, Inc. | Flat capacitor having an active case |
| US7107099B1 (en) | 2000-11-03 | 2006-09-12 | Cardiac Pacemakers, Inc. | Capacitor having a feedthrough assembly with a coupling member |
| US6522525B1 (en) * | 2000-11-03 | 2003-02-18 | Cardiac Pacemakers, Inc. | Implantable heart monitors having flat capacitors with curved profiles |
| US6699265B1 (en) | 2000-11-03 | 2004-03-02 | Cardiac Pacemakers, Inc. | Flat capacitor for an implantable medical device |
| US6509588B1 (en) * | 2000-11-03 | 2003-01-21 | Cardiac Pacemakers, Inc. | Method for interconnecting anodes and cathodes in a flat capacitor |
| JP2002239762A (ja) * | 2001-02-19 | 2002-08-28 | Sony Corp | 容器における注入口の封止方法および密閉容器 |
| US6586134B2 (en) * | 2001-03-29 | 2003-07-01 | Wilson Greatbatch Ltd. | Electrode lead to case and header, laser/electron beam welding |
| US6721602B2 (en) * | 2001-08-21 | 2004-04-13 | Medtronic, Inc. | Implantable medical device assembly and manufacturing method |
| US6946220B2 (en) * | 2001-10-19 | 2005-09-20 | Wilson Greatbatch Technologies, Inc. | Electrochemical cell having a multiplate electrode assembly housed in an irregularly shaped casing |
| US6857880B2 (en) * | 2001-11-09 | 2005-02-22 | Tomonari Ohtsuki | Electrical connector |
| US6632720B2 (en) * | 2002-01-15 | 2003-10-14 | Cardiac Pacemakers, Inc. | Method of constructing a capacitor stack for a flat capacitor |
| WO2003069700A2 (en) * | 2002-02-12 | 2003-08-21 | Eveready Battery Company, Inc. | Flexible thin printed battery with gelled electrolyte and method of manufacturing same |
| US7479349B2 (en) | 2002-12-31 | 2009-01-20 | Cardiac Pacemakers, Inc. | Batteries including a flat plate design |
| US8691418B2 (en) | 2003-02-07 | 2014-04-08 | Cardiac Pacemakers, Inc. | Insulative member on battery cathode |
-
2003
- 2003-02-07 US US10/360,551 patent/US7479349B2/en active Active
- 2003-12-30 EP EP10181415.0A patent/EP2309575B1/en not_active Expired - Lifetime
- 2003-12-30 ES ES10181460.6T patent/ES2446320T3/es not_active Expired - Lifetime
- 2003-12-30 EP EP10181466.3A patent/EP2320509B1/en not_active Expired - Lifetime
- 2003-12-30 EP EP03800396.8A patent/EP1590843B1/en not_active Expired - Lifetime
- 2003-12-30 EP EP10181460.6A patent/EP2323211B1/en not_active Expired - Lifetime
- 2003-12-30 EP EP10181482.0A patent/EP2323207B1/en not_active Expired - Lifetime
- 2003-12-30 ES ES10181466.3T patent/ES2527930T3/es not_active Expired - Lifetime
- 2003-12-30 EP EP10181514.0A patent/EP2306566B1/en not_active Expired - Lifetime
- 2003-12-30 JP JP2005508647A patent/JP4855071B2/ja not_active Expired - Fee Related
- 2003-12-30 ES ES10181482.0T patent/ES2531975T3/es not_active Expired - Lifetime
- 2003-12-30 ES ES10181475.4T patent/ES2531973T3/es not_active Expired - Lifetime
- 2003-12-30 EP EP10181504.1A patent/EP2309576B1/en not_active Expired - Lifetime
- 2003-12-30 AU AU2003300138A patent/AU2003300138A1/en not_active Abandoned
- 2003-12-30 ES ES10181514.0T patent/ES2527933T3/es not_active Expired - Lifetime
- 2003-12-30 EP EP10181493.7A patent/EP2287950B1/en not_active Expired - Lifetime
- 2003-12-30 WO PCT/US2003/041704 patent/WO2004062009A2/en active Application Filing
- 2003-12-30 EP EP10181475.4A patent/EP2323198B1/en not_active Expired - Lifetime
-
2009
- 2009-01-16 US US12/355,242 patent/US20090123825A1/en not_active Abandoned
-
2010
- 2010-04-21 US US12/764,457 patent/US9620806B2/en active Active
-
2017
- 2017-03-30 US US15/474,699 patent/US10115995B2/en not_active Expired - Fee Related
-
2018
- 2018-09-26 US US16/143,074 patent/US20190027775A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999066985A1 (en) * | 1998-06-24 | 1999-12-29 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with consolidated electrode tabs and corresponding feedthroughs |
| WO2002003407A2 (en) * | 2000-06-30 | 2002-01-10 | Medtronic, Inc. | Implantable medical device having flat electrolytic capacitor with miniaturized epoxy connector droplet |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10115995B2 (en) | 2002-12-31 | 2018-10-30 | Cardiac Pacemakers, Inc. | Batteries including a flat plate design |
| US8406882B2 (en) | 2005-04-29 | 2013-03-26 | Cardiac Pacemakers, Inc. | Implantable pulse generator with a stacked battery and capacitor |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4855071B2 (ja) | 電池スタック及び電池を形成する方法 | |
| US7813107B1 (en) | Wet tantalum capacitor with multiple anode connections | |
| US7483260B2 (en) | Dual anode capacitor with internally connected anodes | |
| US8614017B2 (en) | Electrochemical cell with electrode elements that include alignment aperatures | |
| US6805719B2 (en) | Balanced anode electrode | |
| US8841020B2 (en) | Electrochemical cell with a direct connection between a feedthrough pin and an electrode stack | |
| US7335440B2 (en) | Lithium-limited anode subassembly with solid anode current collector and spacer | |
| WO2015164229A1 (en) | Power source for an implantable medical device | |
| US20210159470A1 (en) | Batteries with composite header construction | |
| US7482094B2 (en) | Spacer separator subassembly |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061227 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20090205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090213 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090313 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090313 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100921 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111026 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4855071 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |